
خدمة DFM للقطع بالليزر هي في الأساس استشارة فنية تلهم الفرق الهندسية لإنتاج سياسات تصنيع القطع بالليزر المناسبة استنادًا إلى مرحلة المفهوم. يمكن لهذه الخدمة إصلاح المشكلات الأساسية في تصنيع الصفائح المعدنية عالية الدقة، مثل ارتفاع تكلفة الوحدة بنسبة 30% أو أكثر وتأخير التسليم بسبب الانقطاع بين التصميم والإنتاج. في تصنيع الصفائح المعدنية عالية الدقة المدني والتجاري، كثيرًا ما يواجه المهندسون تحديات مثل انكماش القطع أو حرق الزوايا عندما لا تؤخذ في الاعتبار القيود المادية للتصنيع. يقوم الموردون النموذجيون بالتنفيذ وفقًا للرسومات ولا يمكنهم تقديم تقييمات أولية للعملية.
تقدم شركة LS Manufacturing، استنادًا إلى قوتها العاملة الهندسية المختصة، تغييرات لتحسين التصميم يمكن تجميعها معًا على الفور، وفي الوقت نفسه، تساعد العملاء على تأمين مزايا التكلفة في مرحلة التطوير. وسنناقش تفاصيل هذه الهندسة في مرحلة لاحقة.

نظرة عامة على القيمة الأساسية لخدمة القطع بالليزر في سوق دبي المالي
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">الوجبات الرئيسية
- الهيكل يفرض التكلفة: يمكن لقطر الثقب الذي يزيد عن 1.0 مرة من سمك المادة وتباعد الثقب أكثر من 1.5 مرة عن سمك المادة أن يتجاوز تمامًا تشوه الإجهاد الحراري، وبهذه الطريقة يزيل بشكل مباشر 100% من تكاليف الحفر والمعالجة الثانوية.
- المسارات البديلة للعملية: يعد عمل فتحات معالجة "عظم الكلب" في الزوايا أو تغيير نسبة التخطيط إلى أكثر من 85% من الطرق الفعالة للغاية لتقليل الوقت وتكاليف المواد لكل الجزء المقطوع بالليزر.
- القيمة الأساسية لسوق دبي المالي: يمكن للمورد الذي يتمتع بقدرات شاملة لتقييم سوق دبي المالي والتي تتوافق مع IATF 16949 الإشارة إلى 90% من مخاطر التصنيع الكامنة في الإنتاج الضخم في مرحلة النموذج الأولي.
لماذا تختار خدمة DFM للقطع بالليزر والدعم الهندسي المتخصص من LS Manufacturing؟
استنادًا إلى خدمة DFM المتخصصة في القطع بالليزر وخبرتنا الواقعية في التعامل مع أكثر من 1200 مشروع من مشاريع الصفائح المعدنية الدقيقة في جميع أنحاء العالم، ترجع 92% من عيوب تصنيع القطع بالليزر إلى النقاط العمياء في العملية في مرحلة التصميم بدلاً من الأخطاء التشغيلية أثناء الإنتاج. يتوافق سير عمل خدمتنا بشكل وثيق مع IATF 16949:2016 نظام إدارة الجودة، مما يعني أن كل تقرير من تقارير سوق دبي المالي يخضع لمراجعة فنية على ثلاثة مستويات.
يزيد متوسط الخبرة لكل عضو في الفريق في مجال القطع بالليزر عن 11 عامًا، وجميع الأعضاء معتمدون بشكل احترافي في معالجة الصفائح المعدنية. يمكنهم التنبؤ بدقة بأنماط إطلاق الضغط الحراري لمختلف المواد والسماكات. يتم تنفيذ جميع إجراءات الاختبار وفقًا لمعيار ISO 9001:2015، والذي يسمح بتزويد العملاء بمجموعة كاملة وقابلة للتتبع وعالية الدقة من بيانات التحقق من العملية.
في إحدى الحالات، تعاونا مع إحدى الشركات المصنعة للأجهزة الطبية في أمريكا الشمالية لمساعدتهم على خفض معدل الخردة لأجزاء الأدوات الجراحية المصنوعة من الفولاذ المقاوم للصدأ من 28% إلى 0.3%. علاوة على ذلك، تم أيضًا تخفيض تكلفة المعالجة لكل قطعة بنسبة 27%. كان مفتاح النجاح هو مشاركتنا في بداية مرحلة التصميم، بما في ذلك تحسين تخطيط الثقب وقطع مسارات الأجزاء بطريقة شاملة.
<اقتباس>تتجنب خدمة DFM للقطع بالليزر الاحترافية والمتوافقة، والتي تعتمد على الخبرة الهندسية الناضجة والمعايير الموثوقة، عيوب التصنيع المختلفة من المصدر، مما يقلل بشكل كبير من مخاطر خردة الأجزاء وإعادة العمل. لإتقان تقنيات تجنب العمليات بسرعة، يمكنك تنزيل المستند التقني الحصري لعملية سوق دبي المالي مباشرة لفهم النقاط الأساسية لمعالجة الصفائح المعدنية الدقيقة حتى بدون خبرة.

لماذا تختار خدمة DFM احترافية للقطع بالليزر للتخلص من عدم التوافق الهيكلي الخفي؟
تعد خدمة DFM للقطع بالليزر إحدى أفضل الطرق للتحليل الكمي لنسب فتحات الأجزاء، والوصلات الدقيقة، والمناطق المتأثرة بالحرارة في مرحلة التصميم. فهو يساعد على الابتعاد عن انحرافات الأبعاد للتشوه الحراري للمادة كمصدر للتغيير، بحيث تتوافق الرسومات مع معايير التصنيع الدقيقة بدقة 0.05 مم ولن يكون هناك أيضًا نماذج أولية مكررة وخسائر في الخردة.
تحليل عيوب عدم الامتثال الهيكلية النموذجية
من خلال خدمة DFM للقطع بالليزر الاحترافية، يمكن فرز الهياكل غير المتوافقة في الرسم مسبقًا، وبالتالي سيتم تجنب أعطال التصنيع. التصميم السيئ هو وسيلة أكيدة لفشل التصنيع، إن الوقاية من عيوب القطع بالليزر هو الشرط الرئيسيللصفائح المعدنية الدقيقة المعالجة.
- تباعد الثقوب قريب جدًا: يؤدي تداخل المناطق المتأثرة بالحرارة في الثقوب المجاورة إلى تليين المادة وتشوهها محليًا.
- الكابولي الضيق: العينات الكابولية التي تزيد نسبة الطول إلى العرض عن 5:1 تكون عرضة للتشويه أثناء عملية القطع.
- لا توجد اتصالات دقيقة للعملية: قد يتم قلب القطع بعد القطع وقد يتعرض رأس الليزر للضرب وتلف معدات الليزر.
آليات تحرير الإجهاد الحراري للمواد المختلفة
يمكن لتحليل سوق دبي المالي بواسطة فريق محترف إجراء تحليل رقمي للإجهاد الحراري لأنواع مختلفة من المواد، بما في ذلك التغييرات في طرق المعالجة. نظرًا لأن الموصلية الحرارية للمعادن المختلفة تختلف كثيرًا، فهي العامل الأكثر مباشرة الذي يؤثر على مستوى التشوه الحراري. يمكن التحكم الحراري في القطع بالليزر أن يزيل الخردة تقريبًا.
- سبائك الألومنيوم: تبلغ الموصلية الحرارية حوالي 205 واط/(ملي كلفن). وهو موصل جيد للحرارة، لذلك تنتشر الحرارة بسرعة. ونتيجة لذلك، يمكن أن تحترق الحواف بسهولة شديدة.
- الفولاذ المقاوم للصدأ: تبلغ الموصلية الحرارية حوالي 16 واط/(ملي كلفن). يأتي الكثير من الحرارة في منطقة صغيرة مما قد يسبب مشاكل خطيرة. ويمكن أيضًا أن يتغير شكله عند تسخينه.
- الفولاذ الكربوني: تبلغ الموصلية الحرارية حوالي 45 واط/(ملي كلفن). المنطقة التي يمكن أن تؤثر فيها الحرارة على المعدن صغيرة جدًا. لذلك، يمكن للمعدن أن يتغير شكله ولكن ليس كثيرًا.
يمكن للدعم الهندسي الكامل للقطع بالليزر معالجة مشكلات التشوه الحراري للمواد بشكل فعال للغاية وتعزيز دقة معالجة الأجزاء. يجب مراجعة الأجزاء المخصصة المقطوعة بالليزر قبل العملية حتى لا يكون بها عيوب هيكلية.

الشكل 1: قطع المعادن بالليزر بدقة، المشغل يتحكم عن بعد، الشرر مرئي.
كيف يمكن لخدمة تحليل سوق دبي المالي المخصصة أن تقلل بشكل كبير من تكلفة الهندسة الإنشائية؟
من خلال تحسين مسارات زوايا قطع الأجزاء وتداخل الحواف المشتركة من خلال خدمة تحليل DFM، يمكن تقليل دعم الليزر والثقوب التي لا تضيف قيمة إلى حد كبير، وبالتالي تمكين انخفاض في تكلفة معالجة القطع بالليزر لقطعة واحدة بنسبة 15%-30% دون المساس بالتفاوتات الهندسية.
توزيع تكاليف القطع بالليزر
يمكن تحقيق التحديد الدقيق لإجراءات توفير التكاليف من خلال التوزيع التفصيلي للتكاليف وتحديد مجالات التحسين بواسطة خدمة تحليل سوق دبي المالي الاحترافية. إن أهم عناصر التكلفة لقطعة واحدة مقطوعة بالليزر هي ثلاثة أضعاف، ويمكن لميزانية القطع بالليزر المخططة بدقة أن تقلل تكلفة المعالجة الإجمالية بكفاءة.
- تكاليف تشغيل المعدات: تغطي استهلاك طاقة مولد الليزر، وتآكل الفوهة، واستهلاك الغازات المساعدة.
- تكاليف المواد: تشكل 60%-70% من التكلفة الإجمالية وتختلف بشكل أساسي باختلاف معدل استخدام المواد.
- تكاليف الأجور: تشمل البرمجة، والتحميل والتفريغ، وفحص الجودة، والمعالجة الثانوية.
التقنيات الأساسية للتحكم في التكلفة
من خلال تحسين العملية، يمكن خفض تكلفة القطع بالليزر بشكل كبير، مما يؤدي إلى توفير تكاليف المعالجة للشركات. من خلال المساعدة في تصميم القطع بالليزر، من الممكن إنتاج حلول منخفضة التكلفة مصممة خصيصًا لمتطلبات محددة، ومن خلال تحليل DFM للقطع بالليزر، يمكن تحديد نقاط الهدر بدقة. الطرق المذكورة أدناه هي الطرق الرئيسية لتحسين القطع بالليزر. الإنتاجية.
- قطع الحواف الملتصقة: يجمع الخطوط الخارجية للأجزاء المتجاورة في شق مشترك واحد، ولهذا السبب يتم قطع طول الشق إلى النصف.
- الشق المفتوح: يغير الشقوق المغلقة إلى شقوق مفتوحة، مما يقلل من عدد التمريرات الثاقبة وهذا يعني تقليل تآكل المعدات.

الشكل 2: الأجزاء المقطوعة بالليزر: دراجة، ودائرة منقوشة، وفراشة، مصنوعة من صفائح معدنية.
كيفية تحديد القيد الأمثل لقطر الثقب من خلال مساعدة الخبراء في تصميم القطع بالليزر؟
بالاعتماد على المساعدة الاحترافية في تصميم القطع بالليزر، يتم التحكم في الحد الأدنى للفتحة بمقدار 1.0-1.2 مرة من سمك المادة وفقًا لخصائص المادة، مما يمكن أن يزيل التناقص التدريجي في ثقب الذوبان الساخن ويلبي تمامًا معيار الصناعة IATF 16949 فيما يتعلق بدقة الأجزاء.
مواصفات الحد الأدنى لنسبة قطر الثقب للمواد المختلفة
بفضل المساعدة الاحترافية في تصميم القطع بالليزر، يمكن للشركات تطوير معايير قطر الثقب الخاصة بها لكل خصائص المادة للقضاء على عيوب الثقب. هذه هي بيانات آمنة لقطر الثقب تم الحصول عليها عن طريق القياسات، وتشكل المعلمات القياسية الأساس الأساسي لضبط دقة القطع بالليزر.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 225.641 بكسل؛" border="1">آليات وحلول عملية الثقب الاستدقاقي
سيتمكن الدعم الهندسي ذو الخبرة في مجال القطع بالليزر من تحديد سبب مشكلات التناقص التدريجي وإيجاد طرق لتصحيحها بسرعة. يتم تصنيع الأجزاء الفائقة المخصصة المقطوعة بالليزر بتوافق وثيق جدًا مع مواصفات معالجة الفتحة. يعد عدم وجود فتحة مناسبة أحد أسباب سوء إزالة الخبث والمظهر المستدق. بمساعدة تحسين العملية، يمكن تحقيق تحسين عملية القطع بالليزر.
- قم بتغيير شكل الثقب إلى شكل مضمار السباق، مما يؤدي إلى شق أوسع.
- استخدم عملية تثقيب مجزأة بحيث يتم تقليل مدخلات الطاقة في منطقة واحدة فقط.
- رفع ضغط الغاز المساعد بدرجة أكبر لتسهيل عملية إزالة الخبث.
يمكن لخدمة DFM الكاملة للقطع بالليزر أن تغطي بشكل كامل اختبار الامتثال لقطر الثقب، مما يؤدي إلى القضاء على عيوب الاستدقاق عند المصدر. قم بتحميل رسومات الأجزاء لتلقي فحص توافق قطر الثقب مجانًا واقتراحات تحسين العملية.
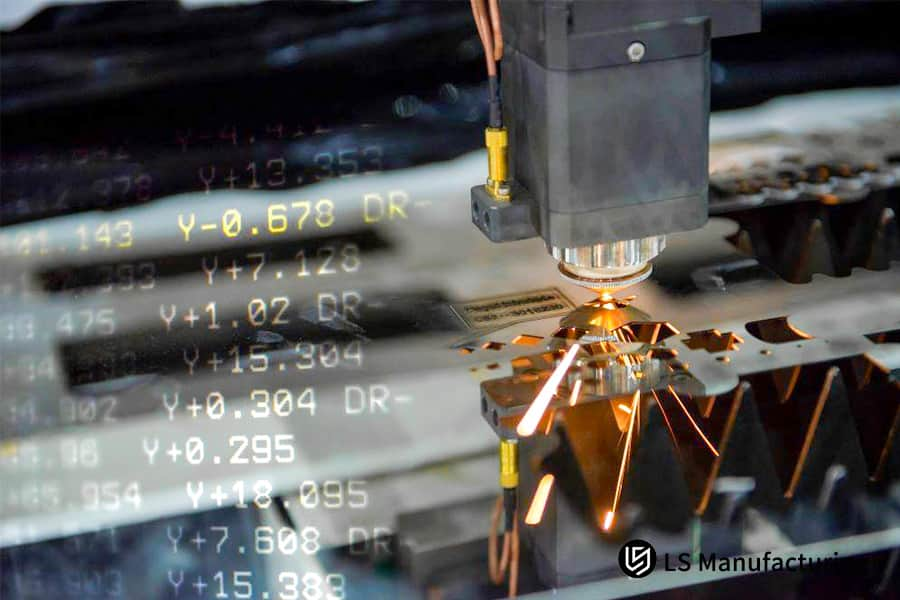
الشكل 3: رأس آلة القطع بالليزر أثناء العمل، مع ظهور البيانات الرقمية على الشاشة للتحكم الدقيق.
لماذا يعتبر الدعم الهندسي المحدد لخطوات القطع بالليزر ضروريًا لمنع التشوه الحراري في تصنيع الألواح الرقيقة الدقيقة؟
يمكن للدعم الهندسي الاحترافي للقطع بالليزر أن يمنع تراكم الحرارة المحلية ويثبت تسطيح أجزاء الصفائح الرقيقة الدقيقة ضمن ± 0.1 مم من خلال مسارات القطع الموزعة وعمليات تثبيت التوصيلات الدقيقة.
تكوين المنطقة المتأثرة بالحرارة والتحكم فيها
بفضل المساعدة الهندسية المتخصصة في القطع بالليزر، من الممكن الحفاظ على مدخلات الحرارة تحت السيطرة لمنع المنطقة المتأثرة بالحرارة من أن تصبح أكبر. كما أن مزود خدمة DFM للقطع بالليزر لديه التحكم في التشوه الحراري كعنصر أساسي للتحسين.
- قم بالقطع بسرعة عالية حتى لا يتفاعل الليزر مع المادة لفترة طويلة.
- للمساعدة في توصيل الحرارة، قم بإنشاء فتحات لتبديد الحرارة.
- لتقليل التغييرات متباينة الخواص التي تؤدي إلى الأجزاء، قم بوضعها على طول اتجاه اللوحة للتدحرج.
تقنية صناعة الصفحات الملتفة ذات الصفائح الرقيقة
تتميز دقة الأجزاء المقطوعة بالليزر بمعايير تسطيح شديدة للغاية. لا يمكن اكتشافها بعد وقوعها فحسب، يجب منع التشوه الحراري لصفائح الليزر أو التحكم فيه على الأقل. وفي الوقت نفسه، فإن خدمة القطع بالليزر المخصصة عالية الجودة التي توفر تقنية مقاومة الاعوجاج (حصريًا) للصفائح الرقيقة هي طرق متعددة الأبعاد ووقائية وتحكمية يمكنها ضمان الليزر. قطع ثبات الصفائح الرقيقة.
- يتم استخدام مسار القطع المقسم إلى عدة أقسام بحيث لا يتم تركيز الحرارة في مكان واحد فقط.
- إن تنفيذ أمر القطع (الجزء)-المتماثل الجانبي سوف يوازن بين طبيعة وحجم الضغوط الحرارية على جانبي الجزء.
- يجب تكوين التوصيلات الدقيقة فنيًا وعددًا كافيًا، ويجب تثبيت الأجزاء بقوة في موضعها.
كيف تعمل خدمة تحليل سوق دبي المالي الاحترافية على تقليل خبث الحواف وخشونة السطح لتحقيق التوافق القياسي؟
عند استخدام خدمة تحليل DFM المتخصصة لتحسين معلمات سلك الليزر والتركيز، يمكن الحفاظ على خشونة الشق بشكل ثابت بين Ra1.6μm و3.2μm، وبالتالي تمكين أداء القطع الدقيق بكميات كبيرة دون أي خبث.
تأثير تصميم الرصاص على جودة الحافة
إن خدمة تحليل DFM المتقدمة قادرة على عرض نتيجة قطع الأسلاك وكذلك ضبط المعلمات على النحو الأمثل قبل الإجراء. من خلال التحقق من تحليل DFM للقطع بالليزر، يمكن للمرء التأكد من الخيوط فقط ويمكنه أيضًا التخلص من احتمالية وجود عيوب في الحواف. يجب أن نعتبرها الخطوة الرئيسية في عملية التشطيب المتطور بالليزر بالكامل.
- الرصاص المستقيم: يجب أن يكون الطول 0.5 مم لضمان عدم وجود نقاط انفجار على حافة المكون.
- سلك القوس: يجب أن يكون القوس 90 درجة حتى يكون هناك قطع ليزر سلس للداخل والخارج.
- يجب وضع الخيوط في منطقة الخردة حتى لا تفسد مظهر الأجزاء.
تعديلات موضع التركيز البؤري لكل سمك اللوحة
معلمات التركيز الحصرية هي ما تتطلبه الأجزاء المقطوعة بالليزر المخصصة للغاية لتحقيق النتائج المتوقعة. من خلال تحديد المعلمات بشكل معقول، يمكن التحكم في تكلفة القطع بالليزر دون المساس بالعملية التي تؤدي إلى الهدر. سيؤدي التركيز الصحيح فقط إلى تحسين جودة سطح القطع بالليزر.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 225.641 بكسل؛" border="1">يمكن لخدمة التحليل الدقيق لـ DFM تحسين التركيز ومعلمات الرصاص، والتحكم بشكل ثابت في جودة القطع، والقضاء على الحاجة إلى عمليات تلميع ثانوية مكلفة. يمكنك استشارة شخص لواحد حول تفاصيل العملية والحصول على حلول حصرية لتحسين جودة السطح.
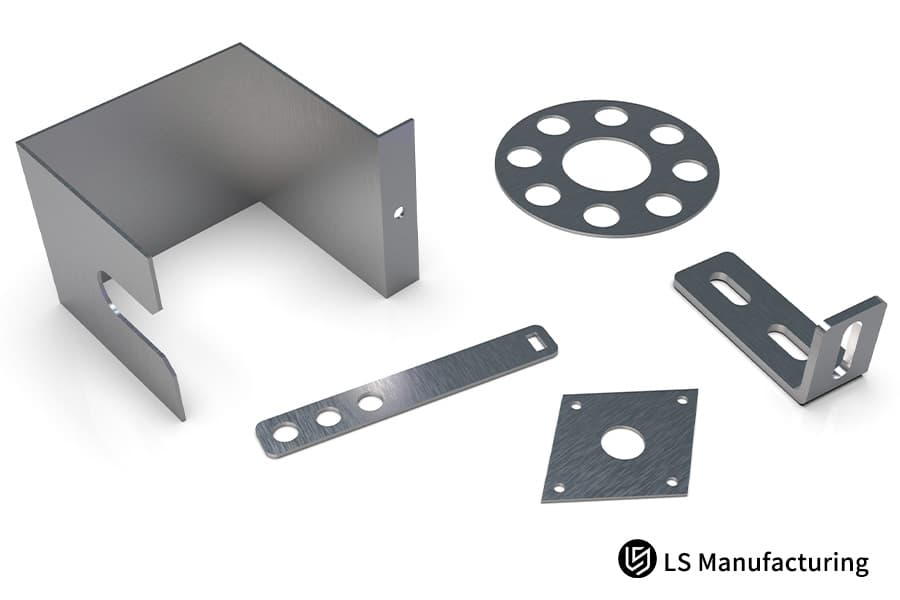
الشكل 4: أجزاء معدنية مختلفة مقطوعة بالليزر مع ثقوب، مرتبة على خلفية بيضاء.
كيفية تكوين تكوينات موثوقة للمفاصل الدقيقة لضمان تسليم موثوق لدفعة الأجزاء المخصصة المقطوعة بالليزر؟
خلال مرحلة سوق دبي المالي، كانت الدفعة أجزاء مقطوعة بالليزر مخصصة تتضمن وصلات دقيقة قياسية مقاس 0.3 مم - 0.6 مم لتجنب الأجزاء من انقلاب الآلة وإتلافها أثناء عملية القطع، مما يتيح إنتاجًا أوتوماتيكيًا ومستمرًا ومستقرًا بالكامل.
المعلمات الأساسية لتصميم الاتصال الصغير
تتطلب مجموعة الأجزاء المقطوعة بالليزر المخصصة عمليات وصلات دقيقة قياسية لضمان إنتاج مستقر. تعتمد خدمة القطع بالليزر المخصصة من الدرجة الأولى على أنظمة تكوين راسخة.
- العرض: 0.3-0.6 ملم. بالنسبة للألواح الأكثر سمكًا، يجب أن يكون عرض التوصيل الصغير أكبر بالمثل.
- الكمية: قطعتان على الأقل بطول ضلع أقل من 50 ملم، ولكل 50 ملم تضاف إلى طول الجانب، يجب إضافة قطعة واحدة.
- الموضع: من الناحية المثالية، يجب وضع الوصلات الصغيرة في الزاوية أو في المنطقة غير الوظيفية من الجزء لتسهيل إزالته.
التحكم في بقايا الوصلات الدقيقة
من خلال تحسين خدمة DFM للقطع بالليزر، يمكن التخطيط لمعايير بقايا التوصيلات الدقيقة مسبقًا، مما يجعل المنتج يفي بمتطلبات التجميع، التقليل من إعادة العمل وخفض تكلفة القطع بالليزر. يمكن أن توفر تقنية حصرية تقليل نتوءات القطع بالليزر بشكل فعال للغاية.
- الكسر اليدوي: مناسب للأجزاء التي يصل سمكها إلى 2 مم.
- طحن عجلة الطحن: مناسب للأجزاء التي يزيد سمكها عن 2 مم.
- التشطيب بالليزر: مثالي للأجزاء ذات متطلبات المظهر العالية للغاية.
لماذا يتم استخلاص معلمات الغاز المساعدة المناسبة من التقييم الشامل لسوق دبي المالي للتحكم في تكلفة القطع بالليزر؟
يمكن أن يساعد تقييم DFM للقطع بالليزر في اكتشاف أفضل معلمات العملية، والتحكم الدقيق في تكلفة القطع بالليزر، واختيار الغازات المساعدة الأكثر ملاءمة لمختلف المواد، التخلص من عملية إزالة الأزيز الثانوية، وخفض استخدام طاقة المعالجة وإجمالي تكاليف الغاز بنسبة تزيد عن 20%.
مقارنة بين ثلاث غازات مساعدة رئيسية
تعد جرعات الغاز أحد العناصر الرئيسية لتكلفة القطع بالليزر وتتطلب اختيارًا دقيقًا للحفاظ على التكاليف تحت السيطرة. The DFM analysis service unit can identify the best gas option. With laser cutting DFM analysis plus working environments, the cost-effective choice is made and it is the fundamental rule of laser cutting gas matching.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">Gas Parameter Optimization Strategy
Dedicated engineering support for laser cutting gives the possibility of the flexible modification of gas parameters for achieving a balance between quality and cost. Superior custom laser cutting service is the best way to ensure that you are not run through any unnecessary processing stages and this way get the maximum return on your laser cutting performance.
- The use of high-pressure nitrogen is recommended for the cuts performed on parts of very high aesthetical quality to have the cuts free of oxidation.
- The internal structural components can be cut with low-pressure oxygen to enjoy the reduction of costs.
- To continue the cost savings, for the parts with no time limitation, the use of compressed air cutting can be made.
Why Is Early Stage Layout Nesting Optimization Critical For Establishing a Competitive Custom Laser Cutting Service Quote?
Involving the source manufacturer early in the layout stage and jointly doing common-edge optimization has the potential of drastically reducing sheet metal waste not only by nearly 18% but also procurement is made easier and quicker in obtaining a cost-effective quote that can be mass producing custom laser cutting services.
Shared-Edge Cutting Brings Cost Benefits
Delivering high quality custom laser cutting service, the manufacturers give prominence to shared-edge process that can bring the reduction of wastage materials. Scientific nesting is very capable of bringing down laser cutting costs, making the process of laser cutting more cost effective, and can be very resourceful in enhancing laser cutting nesting efficiency.
- Lessening kerf length to half, cutting down the consumption of gas and nozzle.
- Lower the piercing numbers, this results in a shorter production time.
- Better use of the material, helps in reducing the price of the material.
Utilization of Intelligent Nesting Software
Starting from laser cutting design assistance, different nesting plans can be developed to suit the part structures. Large volume intelligent nesting for custom laser cut parts production can elevate the efficiency of laser cutting batch production to a high extent.
- Sharing of contours between pieces can be identified automatically by the software.
- Through re-arranging and re-orienting parts layouts, material can be utilized more efficiently.
- The best cutting path can be planned by the software to reduce the production time and because of this the idle time.
Intelligent nesting and shared-edge optimization can significantly reduce sheet metal waste and processing time, which is the core of obtaining high-quality, low-cost custom parts. For bulk orders, submit drawings to obtain an accurate custom laser cutting service quote.
LS Manufacturing Helps New Energy Vehicle Companies Successfully Optimize High-Precision 316L Stainless Steel Battery Busbar Laser Cutting Design
Customer Challenges
The Tier 1 supplier of new energy vehicles was fabricating 2.0mm thick 316L stainless steel battery busbars. Initially, the hole-to-thickness ratio was as low as 0.75. With conventional machining, issues such as melting, taper, and micro-cracks would inevitably occur, which made the overall part yield very low, increased costs, and even delayed delivery.
حل التصنيع LS
LS Manufacturing's engineering support team reached out to the client for an in-depth laser cutting DFM service right after 24 hours of receiving the customer's drawings. The first step was to use our own thermal flow simulation software (with a calculation accuracy of 0.02mm) that models the heat input. After the IATF 16949 process review, the team developed a structural optimization solution that laser cuts automotive part defects with high precision.
- The size and shape of the hole were changed: Initially, the hole was circular. Now it is a racetrack-shaped elongated hole. The kerf width was made to a safe hole-to-thickness ratio of 1.2.
- A smooth corner radius of 0.5mm is introduced.
- No residue in the micro-connection configuration.
- In production, 1.8MPa high-pressure pure nitrogen gas is used plus segmented interpolation cutting paths to reduce local heat conduction to a minimum.
النتائج والقيمة
After the parts were optimized, the surface roughness of the parts are well stabilized to meet the standards, hole diameter tolerance is maintained within 0.04mm, all defects are wiped out and the batch pass rate is about 99.8%. Besides that, the material layout efficiency is greatly enhanced and secondary processing is completely done away with. As a result, the unit price after laser cutting has been lowered by a remarkable 24.5%, and mass production has been achieved successfully.
<اقتباس>Professional laser cutting DFM service can efficiently solve the machining challenges of precision stainless steel parts, improve yield rates, reduce production costs.You can submit project requirements to customize exclusive process optimization solutions for new energy parts.

الأسئلة الشائعة
Q1: Why can't the minimum hole diameter in laser cutting drawings be less than the material thickness?
Laser perforation with high energy density will cause heat accumulation in small holes. If the hole diameter is smaller than the material thickness, there will be no enough space for slag removal, which will lead to molten slag bouncing and burning the base material. This causes a large hole taper and oxide layer that are impossible to pass the conventional go/no-go gauge precision check.
Q2: What is Common-line Cutting (CFM), and how does it help reduce my procurement costs?
CFM is a technique that combines the outlines of two adjacent parts so that they share a kerf. Two parts are formed in one laser cut that makes their edges resulting in significant cutting reductions and decrease of laser cutting energy consumption, gas consumption, and unit costs.
Q3: When customizing aluminum alloy laser-cut parts, how does the DFM specification avoid the problem of severe slag buildup at the cut?
Aluminum alloys have excellent thermal conductivity as well as high reflectance. During the DFM phase, it is specified that the process radius should be at least 0.5mm and 1.6MPa high-pressure pure nitrogen cutting. The high-pressure jet of air rapidly removes the molten aluminum slag, thereby preventing the occurrence of slag buildup defect at the cut surface from the root.
Q4: Why does the "corner burning" occurrence occur during machining of sharp corners of parts without DFM optimization?
In laser cutting, upon reaching one sharp corner, the speed decreases and the laser beam moves back. The problem arises because the surface for heat dissipation at the sharp corner is minimal which results in a large drop of heat locally. And this is where the material gets vaporized and melted very fast that pits are formed which in the end causes corner burning mostly and scrapping.
Q5: What level of flatness and tolerance does LS Manufacturing provide for thin-plate precision stainless steel parts?
Using the pre-diffusion heat sink design and distributed cutting path process, we achieve control of thin-plate parts linear tolerance within 0.05mm for 3mm parts and a stable overall flatness of 0.1mm is possible even without additional leveling processes.
Q6: Why does striving for a drop-free look in appearance cause an increase in unnecessary indirect manufacturing costs?
Cutting speed must be lowered, very pure and costly gases must be used or secondary grinding must be done to get zero dross. If the parts are hidden and are not involved in assembly, then it is over-processing and the price of laser cutting goes up greatly.
Q7: How do I know if my precision sheet metal drawings have had the most skilled professional process review before mass production?
We have over 15 years of experience as sheet metal engineers. After you upload the drawings (in DXF, STEP, DWG formats), we will issue a professional DFM report within 24 hours, completing a comprehensive process review and cost optimization guidance.
Q8: Will the heat-affected zone (HAZ) of laser cutting have an impact on fluctuating dimensions during bending or the electroplating treatment on secondary surface?
The heat-affected zone is a thin strip of material alteration. In case bending clearance is not adequately planned in DFM stage and material grain changes are not taken into account, subsequent bending operation should generate cracking and will also affect the smoothness of the electroplating surface treatment.
الملخص
Laser cutting is not just a simple cutting operation but a complex precision manufacturing process. Introducing professional laser cutting DFM service at the preliminary stages of a project really help to steer clear of processing defects like burnt corners, taper, and thin sheet warping. Besides, through the optimized layout and common-edge cutting production costs are cut down and performance of the product is not compromised. Besides, the transition from prototype to mass production will be made easy and quick.
Repeated design drawings and changes in process parameters always result in high processing costs and delivery delays. LS Manufacturing relies on mature experience in precision sheet metal manufacturing to provide professional and reliable process technology support for various commercial and civilian laser cutting projects.
You may upload 2D/3D drawings in DXF, STEP, or DWG formats our expert engineers are ready to give you a free, open, and tailor-made DFM assessing report within 24 hours plus a quote for laser cutting mass production at a reasonable price.
[🌟Upload drawings now for a free DFM process assessment and accurate commercial quote]
[📞Schedule a one-on-one online consultation with a senior sheet metal engineering expert from LS Manufacturing]
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


