Die Konstruktion von Metallstanzteilen ist von zentraler Bedeutung für die präzise Fertigung von OEM-Teilen und bestimmt direkt Genauigkeit und Kosten. OEM-Hersteller sehen sich häufig mit Problemen wie Maßabweichungen und kurzer Werkzeuglebensdauer konfrontiert. Viele ältere Konstruktionslösungen, wie sie in früheren Artikeln zu wichtigen Konstruktions- und Entwicklungsaspekten erörtert wurden, Sie genügen nicht mehr, um die aktuellen Präzisionsanforderungen bis hinunter zu 0,01 mm zu erfüllen. Die übermäßige Fokussierung auf die Kalibrierung in der Nachbearbeitung anstatt auf die Optimierung in der frühen Entwicklungsphase ist die Hauptursache für unkontrollierte Kosten.
LS Manufacturing bietet mithilfe präziser Metallstanztechnik skalierbare Lösungen, die Laserschneidverfahren überlegen sind. Durch frühzeitige Optimierung lassen sich die Kosten um über 30 % senken und die Ausschussquote auf ≤ 0,5 % reduzieren.
Kurzer Überblick über die wichtigsten Antworten im Bereich Metallprägen
| Kernprobleme | Lösungen | Kundenvorteile | Schlüsseltechnologien |
| Hohe Kosten | DFM-Überprüfung + Wissenschaftliches Layout | Materialverlust um mehr als 30 % reduziert | Metallprägedesign |
| Mangelhafte Maßgenauigkeit | Finite-Elemente-Analyse + 3D-Kompensation | Toleranzkontrolle ±0,02 mm | Präzisions-Metallumformtechnik |
| Hohe Ausschussquote in der Massenproduktion | Überwachung der Integration von Formsensoren | Ausschussquote ≤0,2 % | OEM-Metallstanzservice |
| Kurze Lebensdauer des Schimmels | Optimierung des Formmaterials + Oberflächenbehandlung | Schimmelpilzlebensdauer um das 5-fache erhöht | Optimierung des Stanzdesigns |
Hier liegt der Fokus auf dem gesamten Stanzprozess, von der Rohbearbeitung bis zum fertigen Bauteil. Dabei werden die wichtigsten Herausforderungen und Lösungen in jeder Phase identifiziert. Anhand von Fallstudien und Informationen aus der Praxis erfahren OEM-Kunden, wie sie Kosten senken, Zeit sparen und gleichzeitig Qualität gewährleisten können – und so die Kernkompetenz der Präzisions-Metallstanztechnik optimal nutzen.
Warum Sie den OEM-Metallstanzdienstleistungen von LS Manufacturing vertrauen sollten? Erfahrung in der Präzisionsfertigung
Die Wahl eines leistungsstarken Partners für die Metallstanzung ist für OEM-Wettbewerber von entscheidender Bedeutung – Erfahrung, Maschinenpark und Referenzen sind dabei unerlässlich. LS Manufacturing ist seit 18 Jahren auf hochpräzise Metallstanzung spezialisiert, arbeitet mit über 500 globalen OEM-Kunden im High-End-Bereich zusammen, hat bereits über 10.000 kundenspezifische Produkte erfolgreich gefertigt und verzeichnet eine Wiederkaufsrate von 92 %. Wir erfüllen die Anforderungen der ISO 9001:2015, um sicherzustellen, dass jedes Produkt internationalen Präzisionsstandards entspricht.
Im Hinblick auf Maßgenauigkeit und Kostenkontrolle verfügen wir über messbare Ergebnisse. Für OEM-Metallstanzdienstleistungen für Anwendungen in der Automobilelektronik konnten wir die Materialausnutzung von 62 % auf 83 % steigern, die Stückkosten um 32 US-Dollar senken und durch Optimierung des Stanzdesigns jährliche Kosteneinsparungen von über einer Million US-Dollar erzielen. Für OEM-Anwendungen im Medizinbereich erreichten wir eine Ebenheit von 0,03 mm und eine Ausschussquote von 0,15 % und sind nach ISO 13485 zertifiziert.
Unsere größte Stärke liegt darin, dass wir von Beginn der Konstruktionsphase an involviert sind und so die Risiken der Massenfertigung vermeiden. Pro Stamping Engineering verfügt über Erfahrung in der Bearbeitung empfindlicher und schwer zerspanbarer Werkstoffe (hochfester Stahl, Titanlegierungen etc.) gemäß den Reinraumanforderungen der ISO 14644-1 Klasse 8 und gewährleistet so eine gleichbleibende Produktqualität.
Wir bieten flexible Lösungen – von Kleinserien-Prototypen bis hin zur Großserienfertigung – und bringen dabei dringende Bedürfnisse mit langfristiger Kostenoptimierung in Einklang. Wenn Sie bei der Herstellung von Präzisions-OEM-Teilen mit Kosten-, Präzisions- oder Serienproblemen zu kämpfen haben , kontaktieren Sie unsere technischen Ingenieure für eine kostenlose DFM-Analyse und entdecken Sie maßgeschneiderte Lösungen für die Metallstanztechnik.

Warum ist die DFM-Überprüfung im Bereich der Metallstanzkonstruktion der Schlüssel zur Kontrolle der Teilekosten?
Die DFM-Prüfung in der Konstruktionsphase von Stanzteilen ist für die Kostenkontrolle von entscheidender Bedeutung. Kleine Änderungen in der frühen Konstruktionsphase können sich in der Serienproduktion verdoppeln oder verdreifachen , was zu Materialverschwendung und erhöhtem Ausschuss führt. Zu viele OEM-Hersteller geraten in eine Kostenfalle, weil sie diesen Schritt vernachlässigen.
FLD-Analyse: Bildungsrisiken frühzeitig vermeiden
Setzen Sie Fachleute für die FLD-Analyse ein, um das Risiko von Materialausdünnung und Bruch beim Stanzen vorherzusagen, die Konstruktion des Metallstanzteils zu optimieren und Fehler vor dem Öffnen der Form zu beheben. Dadurch wird Nacharbeit vermieden . Allein beim Stanzen von hochfestem Stahl lässt sich die Ausschussquote um 80 % senken.
Wissenschaftliche Layoutgestaltung: Materialverschwendung reduzieren
Die Layoutgestaltung beeinflusst den Materialeinsatz. Im Vergleich zum herkömmlichen Laserschneiden kann unser optimiertes Layout für das Metallstanzen über 30 % des Materialabfalls in der Serienproduktion einsparen. In Verbindung mit den Daten in der Tabelle lassen sich die Ausschusskosten maximal minimieren .
| Prozesstyp | Materialnutzung | Materialkosten pro Einheit (USD) | Jährliche Abfallkosten (1 Million Einheiten) |
| Traditioneller Laserschneidservice | 65% | 2.8 | 980.000 |
| Optimiertes Layout für Metallstanzteile | 82 % | 2.1 | 210.000 |
| Branchenübliches Stanzlayout | 73 % | 2,5 | 625.000 |
| LS Manufacturing Optimiertes Layout | 85% | 2.0 | 150.000 |
Vorläufige Daten zeigen, dass allein unser wissenschaftliches Betriebsschema die Materialausnutzung von 65 % auf 85 % verbessern, die Materialkosten pro Einheit von 0,8 US-Dollar senken und die jährlichen Kosten um 730.000 US-Dollar bei einer Produktivität von 1 Million Einheiten reduzieren kann.
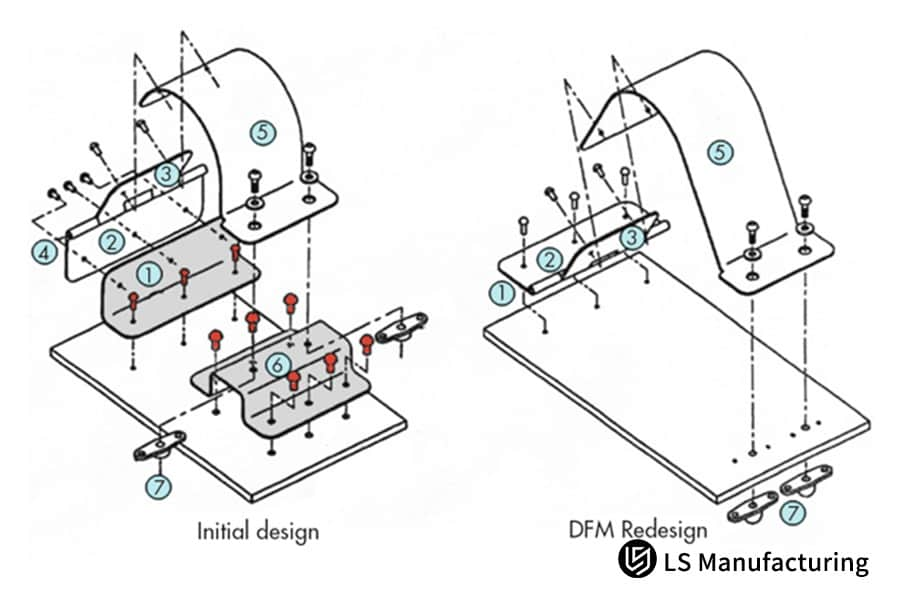
Abbildung 1: 3D-Modell zum Vergleich eines Stanzteils vor und nach der DFM-Optimierung.
Wie kann man die Finite-Elemente-Analyse zur Lösung des Problems der Rückfederungsgenauigkeit in der Präzisionsmetallstanztechnik einsetzen?
Schwer zerspanbare Werkstoffe wie Titan- oder harte Aluminiumlegierungen neigen beim Präzisionsstanzen zum Rückfedern, was zu unzureichender Maßgenauigkeit führt. Dies ist ungünstig, wenn die Teile nachbearbeitet werden müssen.
Dreidimensionale Kompensationstechnologie (Overbend): Bekämpfung der Materialrückfederung
Mithilfe der dreidimensionalen Kompensationstechnologie wird die Rückfederung im Voraus vorhergesagt und während des Konstruktionsprozesses der Form eine Gegenkompensation implementiert, wodurch das Problem des Kollapses grundlegend gelöst wird.
Je nach Material werden unterschiedliche Kompensationsparameter definiert, nämlich:
- Spezifizierte hochfeste Aluminiumlegierung (6061-T6): R/t=1,5, wenn der Korrekturwert 0,8-1,2 beträgt, so dass der Winkel nach der Rückfederungsabweichung 0,1° beträgt.
- Titanlegierung: Ti-6AL-4V. Biegeradius R/t = 2,0, Kompensationsbetrag 1,5°-2,0°, Maßgenauigkeit R innerhalb von 0,02 mm.
Mehrstationen-Folgewerkzeug: Verbesserung von Präzision und Stabilität
Das Mehrstationen-Folgeverbundwerkzeug ist ein hochpräzises Stanzwerkzeug. Es kann mehrere Bearbeitungsschritte pro Hub durchführen , wodurch Handhabungsfaktoren minimiert und eine enge Toleranzkontrolle von 0,02 mm gewährleistet wird . Im Vergleich zum Laserschneiden entsteht bei diesem Verfahren keine Wärmeeinflusszone, wodurch die Mikrostrukturinstabilität des Materials minimiert wird. Es eignet sich daher ideal für die Fertigung von hochpräzisen Bauteilen .
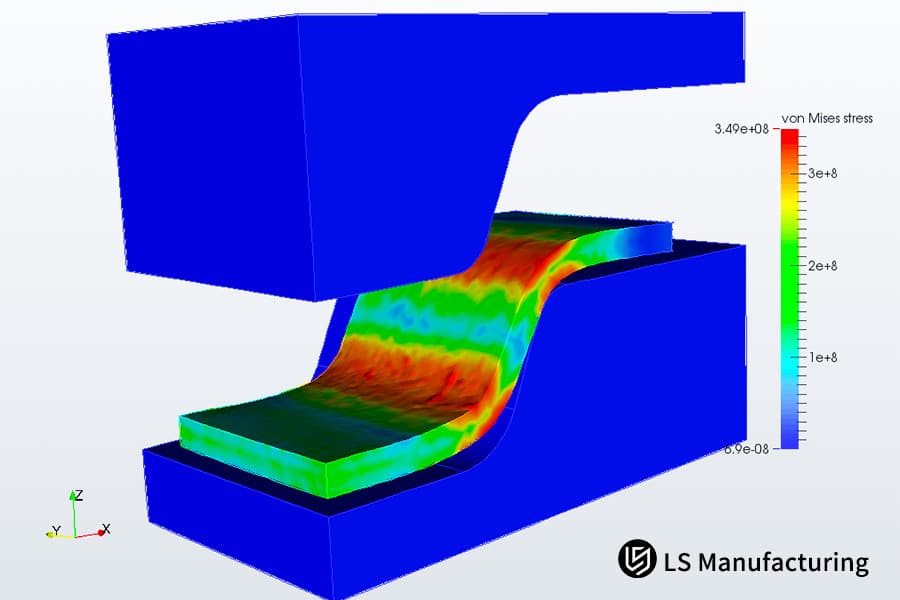
Abbildung 2: 3D-FEA-Simulation zur Darstellung der Spannungsverteilung an einem Bauteil während des Stanzvorgangs.
Wie kann ein OEM-Metallstanzdienstleister mit Formsensoren eine fehlerfreie Massenproduktion erreichen?
Für anspruchsvolle OEM-Kunden ist eine fehlerfreie Massenproduktion unerlässlich. Herkömmliche manuelle Stichprobenverfahren sind aufgrund der geringen Reaktionszeit und der hohen Fehlerquote ungeeignet für Hochgeschwindigkeitsstanzverfahren mit 500 SPM. Hochwertige OEM-Metallstanzdienstleistungen integrieren daher Formsensoren zur Echtzeitüberwachung und verhindern Materialverluste.
Industrie 4.0 Echtzeit-Überwachungssystem: Präzise Erkennung von Anomalien
Druck- und Wegsensoren im kontinuierlichen Werkzeug ermöglichen die Echtzeitüberwachung von Schließhöhe und Druckkurve beim Hochgeschwindigkeitsstanzen mit 500 Hüben pro Minute. Frühe Abweichungen werden erkannt, woraufhin ein Alarm ausgelöst und die Maschine abgeschaltet wird, um Chargenfehler zu vermeiden. Detaillierte Vergleichsdaten finden Sie in der Tabelle.
| Überwachungsmethode | Quote verpasster Inspektionen | Ansprechzeit | Tägliche Überwachungskosten (USD) | Anwendbare Stanzgeschwindigkeit |
| Manuelle Stichprobenprüfung (50 Stück pro Stunde) | 8,3 % | ≥10 Minuten | 120 | ≤200 SPM |
| Automatisierte Sensorüberwachung | 0,05 % | ≤0,1 Sekunden | 45 | ≤600 SPM |
Flexible Anpassung: Ausgewogene Qualität bei Klein- und Großserienfertigung
Für die Prototypenfertigung in Kleinserien wird zum Trimmen Laserschneidverfahren eingesetzt, um die Investitionen in Formen zu reduzieren. Bei der Massenproduktion in großen Losgrößen werden Merkmale wie Produktkonformität und fehlerfreie Massenproduktion durch Sensorüberwachung und das etablierte Qualitätskontrollsystem gewährleistet.
Die automatisierte Überwachung kann die Fehlerquote bei der Qualitätskontrolle senken, Arbeitskosten einsparen und eine gleichbleibende Serienproduktion gewährleisten . Für Informationen darüber, wie Ihr Produkt an eine Sensorüberwachungslösung angepasst werden kann, kontaktieren Sie uns bitte für eine kostenlose technische Beratung und maßgeschneiderte Lösungen zur Qualitätskontrolle.
Wie gleichen Stanztechnikunternehmen Schmierung und Oberflächenrauheit beim Tiefziehen aus?
Tiefziehen ist das wichtigste Fertigungsverfahren für komplexe Präzisionsbauteile. Im Bereich der Stanztechnik gilt es, das optimale Verhältnis zwischen Schmierfähigkeit und Oberflächenrauheit zu finden. Unzureichende Schmierung führt leicht zu Beschädigungen, zu viel Schmiermittel beeinträchtigt die Folgeprozesse und verursacht höhere Kosten.
Parameter des Tiefziehprozesses: Steuerung der Seitenwanddickenreduzierung
- Der Tiefziehkoeffizient (m-Wert) wird nach der Formel m = D/d berechnet (wobei D der Rohlingsdurchmesser und d der Durchmesser des gezogenen Teils ist). Dieser Parameter ist der Hauptfaktor, der den Schwierigkeitsgrad des Tiefziehvorgangs bestimmt.
- Der Ziehvorgang wird schwieriger, wenn der m-Wert sinkt, da dies zu einer verstärkten Wanddickenreduzierung führt . Die hierfür erforderlichen Materialeigenschaften sollten im Bereich von 0,55 bis 0,75 liegen.
- Der m-Wert muss für verschiedene Materialien angepasst werden: Der m-Wert für hochfesten Stahl wird zwischen 0,65 und 0,75 kontrolliert, während der m-Wert für normalen Kohlenstoffstahl bis zu 0,55 bis 0,65 betragen kann.
- Bei diesem Verfahren werden mehrere Streckdurchgänge durchgeführt, um den m-Wert zu verringern, während gleichzeitig die Seitenwandverdünnung bei 8 % gehalten wird, um ein Brechen des Bauteils zu vermeiden.
Umweltfreundlicher Hochdruckschmierstoff: Ausgewogene Schmierung und Oberflächenqualität
Wir wählen geeignete, umweltfreundliche Hochdruckschmierstoffe entsprechend den Beschichtungsanforderungen des Bauteils aus und achten dabei auf ein optimales Verhältnis zwischen Schmierwirkung und Oberflächenqualität. Das Bauteil erreicht einen Ra-Wert unter 0,8, wodurch glattere Stanzkanten entstehen, die durch Laserschneiden erzeugt werden. Dies führt zu einer Reduzierung der Schleif- und Lieferzeit um 30 %.
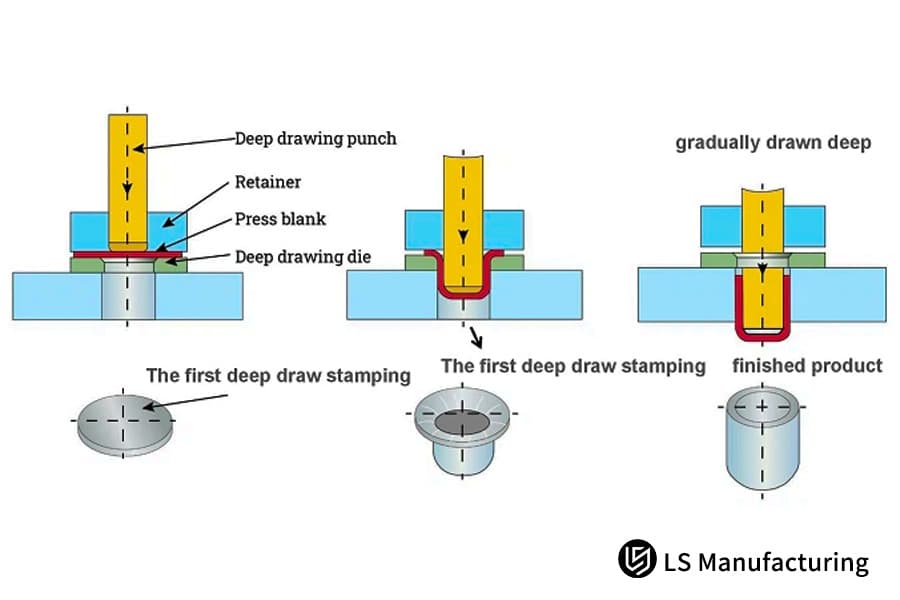
Abbildung 3: Diagramm, das die Schritte des Tiefzieh-Stanzprozesses zur Herstellung eines zylindrischen Teils zeigt.
Warum muss bei der Optimierung des Stanzdesigns der Einfluss des Formmaterials und der Wärmebehandlung berücksichtigt werden?
Bei der Optimierung des Stanzdesigns in der Anfangsphase sollten die Teilekonstruktion, die Werkzeugmaterialien und die Wärmebehandlungsprozesse sorgfältig berücksichtigt werden. Darüber hinaus hat die Standzeit eines Werkzeugs einen erheblichen Einfluss auf die Teilekosten und -qualität. Viele OEMs tragen zu höheren Stückkosten bei, indem sie die Werkzeugoptimierung vernachlässigen.
Auswahl des Formmaterials: Anpassung an unterschiedliche Stanzanforderungen
- DC53 Formstahl: Dank seiner Härteklasse HRC62-64 bietet er hohe Stanzeigenschaften und ist somit hervorragend vor Verschleiß und Stößen geschützt.
- SKD11 Werkzeugstahl: Das Material bietet eine wirtschaftliche Lösung für Probleme beim Stanzen von Edelstahl , indem es Materialabplatzungen und Gratbildung während des Stanzvorgangs verhindert .
- Hartmetall-Werkzeugstahl: Durch die drei- bis fünfmal längere Lebensdauer im Vergleich zu Standard-Werkzeugstahl ermöglicht dieses Material hochpräzise Stanzarbeiten.
Durch die Abstimmung des Werkzeugstahls auf die Härte des Stanzmaterials und die Stanzgeschwindigkeit werden die Standzeit des Werkzeugs und die Genauigkeit des Werkstücks erheblich verbessert .
Exklusive Oberflächenbehandlungstechnologie: Verlängert die Werkzeuglebensdauer
Wir verfügen über exklusive Oberflächenbehandlungstechnologien für Werkzeuge, wie z. B. PVD-Beschichtung und TD-Behandlung. Diese lösen die beim Stanzen von Edelstahl häufig auftretenden Probleme des Materialabplatzens und der Gratbildung und verlängern gleichzeitig die Wartungsintervalle der Werkzeuge. Die Tabelle enthält quantitative Daten, die die Optimierungsergebnisse vor und nach dem Prozess veranschaulichen.
| Formtyp | Oberflächenbehandlung | Wartungszyklus (Stanzungen) | Amortisierte Kosten der Formeinheit (USD) |
| Standardform (SKD11) | Keine Oberflächenbehandlung | 200.000 Zyklen | 0,35 |
| Optimierte Form (SKD11) | PVD-Beschichtung | 1.000.000 Zyklen | 0,08 |
| Standardform (DC53) | Keine Oberflächenbehandlung | 300.000 Zyklen | 0,28 |
| Optimierte Form (DC53) | TD-Behandlung | 1.200.000 Zyklen | 0,07 |
Aus den Daten geht hervor, dass sich der Werkzeugwartungszyklus nach der Optimierung von 200.000 auf über 1.000.000 Zyklen erhöht und die amortisierten Werkzeugkosten pro Einheit um 77 % sinken. Die Auswahl eines forschungs- und entwicklungsaktiven Lieferanten ist daher unerlässlich, um die Teilefertigungskosten grundlegend zu senken.
Die Optimierung von Werkzeugformen kann Wartungs- und Stückkosten senken und die Stabilität der Serienproduktion verbessern. Für eine kostenlose Berechnung der Kosteneinsparungen durch Werkzeugoptimierung kontaktieren Sie uns bitte. Wir entwickeln gerne eine individuelle Lösung zur Optimierung Ihres Stanzwerkzeugdesigns.
Wie lässt sich das Prozesslayout im Bereich der Präzisions-OEM-Stanzdienstleistungen für kontinuierliche Werkzeuge bewerten?
Die Effizienz und Genauigkeit von Stanzvorgängen hängen maßgeblich von der Funktionsweise integrierter Folgeverbundwerkzeuge mit 30 oder mehr Stationen ab. Dieser Aspekt dient als wichtigster Maßstab für die Bewertung präziser OEM-Stanzdienstleistungen . Die Implementierung geeigneter Layoutkonzepte führt zu deutlichen betrieblichen Verbesserungen bei gleichzeitiger Kostensenkung.
Streifenlayoutstrategie: Erzielung einer hocheffizienten Integration
- Erste Planung: Bei den Bauteilen, die mehrere Löcher und Biegungen erfordern, muss die jeweilige Stanz-, Bördel-, Gewindeschneid- und Nietreihenfolge festgelegt werden.
- Stationslayout: Das Folgeverbundwerkzeugsystem wird 32 Arbeitsgänge durchlaufen, nachdem das Team ein Layout entwickelt hat, das optimale Stationsabstände bei gleichzeitiger Minimierung von Handhabungsfehlern gewährleistet.
- Präzisionskontrolle: Das System erfordert Positionierstifte an jeder Station, um die Genauigkeit der Prozessverbindung aufrechtzuerhalten und so Fehlausrichtungen mehrerer Bohrungen und Abweichungen im Biegewinkel zu verhindern.
- Effizienzsteigerung: Der integrierte Modus „eins-eins-raus“ ermöglicht es, alle Prozesse in einem einzigen Arbeitsgang abzuschließen, was zu einer deutlichen Reduzierung der Bearbeitungszeit führt.
Effizienzvergleich: Stanzen vs. Laserschneiden
Das Stanzverfahren übertrifft die Leistung des Laserschneidens um mehr als das 15-Fache pro Stunde. Das Beispiel der Präzisions-Stents mit mehreren Löchern zeigt, dass die Laserbearbeitung eine Tagesleistung von 800 Stück zu je 12 US-Dollar erzielt, während unser kontinuierliches Stanzverfahren 12.000 Stück täglich zu je 5,80 US-Dollar produziert, was zu einer höheren Kapitalrendite führt.

Abbildung 4: Stanzmaschine mit mehreren Köpfen, die einen Metallstreifen in einer kontinuierlichen Werkzeuganordnung bearbeitet.
LS Manufacturing – Fertigungsfall: Hochkomplexe kundenspezifische Anfertigung einer Präzisions-Abschirmabdeckung aus medizinischem Edelstahl 316L
Die weltweite Medizingeräteindustrie benötigt hochpräzise Schutzschilde aus medizinischem Edelstahl 316L, die mittels maßgeschneiderter Stanzverfahren in Serie gefertigt werden. Diese Schutzschilde erfordern extrem enge Toleranzen und höchste Oberflächenqualität, wodurch Probleme wie Rissbildung und mangelnde Planheit auftreten können.
Kundenherausforderungen
Der Hersteller eines bekannten Medizinprodukts testete eine Neuentwicklung einer Schutzabdeckung für Herzschrittmacher und stellte dabei eine Rissrate von 15 % Radius und eine Ebenheit von <0,05 mm fest. Das konventionelle Laserschneidverfahren zur Herstellung des Bauteils fiel aufgrund von thermischer Verformung bei der Qualitätskontrolle durch.
LS Manufacturing Solutions
- Optimierung des Formmaterials: Die Kombination aus DC53-Formstahl und PVD-Beschichtung ermöglicht eine Lebensdauer der Form von über 1 Million Betriebszyklen .
- Sensorintegration: Durch den Einbau von Druck- und Wegsensoren in kontinuierliche Werkzeuge wird die kontinuierliche Überwachung ungewöhnlicher Entwicklungen während des gesamten Stanzvorgangs ermöglicht.
- Prototypenverifizierung: Der Laserschneidservice ermöglicht eine schnelle Prototypenentwicklung, bei der die Prototypentests und die Prozessoptimierung in nur zwei Wochen abgeschlossen sein werden.
- Präzisionskontrolle: Das System erreicht eine Ebenheitskontrolle von 0,05 mm durch die Kombination eines hydraulischen elastischen Kantenklemmsystems und einer Servopresse.
Ergebnisse und Wert
Das Unternehmen erreichte eine Ausschussquote von unter 0,2 % und senkte gleichzeitig die Bearbeitungskosten für Einzelteile um 45 %, wodurch es das ISO-13485-Audit erfolgreich abschließen konnte. Der Kunde schloss einen Dreijahresvertrag über die Produktlieferung ab.
Für detaillierte technische Parameter dieser Fallstudie kontaktieren Sie uns bitte, um ein Fallhandbuch zu erhalten. Die Einreichung von 3D-Zeichnungen berechtigt Sie zu einer kostenlosen DFM-Analyse. Wir bieten maßgeschneiderte Lösungen für diverse hochpräzise Bauteile in medizinischen Qualitätsklassen.

Wie beschleunigt die Konstruktion für die Stanzfertigung den Übergang vom Prototyp zur Serienproduktion?
Für den Technologie-OEM-Sektor ist die Markteinführungszeit der entscheidende Wettbewerbsfaktor. Das Konzept „Design für die Stanzfertigung “ ermöglicht einen schnellen Übergang vom Prototyp zur Serienproduktion, wodurch die Forschungs- und Entwicklungszeit verkürzt und Unternehmen Marktchancen optimal nutzen können.
Schnelle Werkzeugfertigung: Ein reibungsloser Übergang vom Prototyp zur Serienproduktion
- Zeitpunkt des Eingriffs: Das Expertenteam „Design für die Stanzfertigung“ beginnt seine Arbeit bereits in der Konzeptzeichnungsphase und bietet umfassende Designunterstützung für die Fertigung.
- Parallele Werkzeugkonstruktion: Der Konstruktionsprozess für Werkzeuge zur schnellen Fertigung und für Werkzeuge zur Massenproduktion erfolgt gleichzeitig, wodurch weitere Änderungen vermieden werden, nachdem Tests deren Wirksamkeit bestätigt haben.
- Erste Musterprüfung: Das Unternehmen nutzt seinen Laserschneidservice, um schnell Muster zu erstellen, mit denen es die Korrektheit des Designs überprüfen und notwendige Designänderungen vornehmen kann.
- Parameter-Debugging: Das System führt ein Debugging der Prozessparameter durch, was einen schnellen Übergang zur Serienproduktion ermöglicht.
Modell der gleichzeitigen Produktentwicklung: Verbesserung der F&E-Effizienz
Unsere Organisation setzt Simultaneous Engineering ein, weil es uns ermöglicht, die Erstmusterprüfung und die Werkzeugkonstruktion parallel zu den Prozessoptimierungsaktivitäten durchzuführen, was zu einer Reduzierung der Produktentwicklungszeit um 40 % führt und es den Kunden ermöglicht, schneller auf den Markt zu kommen.
Häufig gestellte Fragen
Frage 1: Bieten Sie eine Formfüllanalyse für Ihre Metallstanzteile an?
Ja, wir liefern vor dem normalen Formenöffnen einen vollständigen CAE-Simulationsanalysebericht, um das Risiko von Materialausdünnung und Rissbildung im Voraus zu prognostizieren und die erste Stanzkonstruktion zu optimieren sowie Nacharbeiten in einem späteren Stadium zu vermeiden.
Frage 2: Wie konnte die Materialqualität über verschiedene Chargen der Präzisionsmetallstanztechnik hinweg aufrechterhalten werden?
Innerhalb unseres Systems führen wir strenge Eingangsprüfungen der Materialhärte und der Korngröße durch, nehmen Stichprobenprüfungen an jeder Materialcharge vor und optimieren die Druckparameter der Servopresse online in Abhängigkeit von der tatsächlichen Streckgrenze der Charge.
Frage 3: Gibt es eine Mindestbestellmenge für Ihre OEM-Metallstanzteile?
Wir haben keine strikten Mindestbestellmengen, sondern bieten flexible Lösungen – von Pilotprojekten mit Tausenden von Teilen bis hin zur Serienproduktion von Millionen. Kleinserien lassen sich mit Laserschneiddienstleistungen kombinieren, um Kosten für Werkzeuge zu sparen. Laden Sie Ihre Zeichnungen hoch, um Angebote zu erhalten und von unseren maßgeschneiderten Services zu profitieren.
Frage 4: Wie kontrolliert der Bereich Stanztechnik das Teilegewicht?
Durch die Verwendung eines hochfesten Stahls für die Bauteile und den Einsatz lokal verstärkter Rippen erzielen wir eine Gewichtsersparnis von über 15 % bei gleichbleibender Bauteilfestigkeit. Dies führt auch zu einer Reduzierung der Material- und Transportkosten (und damit zu einer höheren Wettbewerbsfähigkeit des Produkts).
Frage 5: Ist die durch das LS-Fertigungsverfahren angebotene Stanzdesignoptimierung in der Lage, komplexe Geometrien herzustellen?
Ja, wir sind sehr gut im mehrstufigen Tiefziehen und in komplexen Seitenstanzkonstruktionen, da in der normalen Fertigung vermehrt integrierte Arbeitsabläufe erforderlich sind. Integriertes Umformen lässt sich durch optimierte Werkzeugkonstruktion realisieren.
Q6.Wie lange ist die durchschnittliche Lebensdauer einer Form im Bereich der Präzisions-OEM-Stanzdienstleistungen?
Unsere Standard-Hartmetallformen erreichen je nach Material eine Lebensdauer von 5 bis 10 Millionen Stanzzyklen , bevor ein Nachpolieren erforderlich ist. Wir bieten außerdem die komplette Wartung der Hartmetallformen über ihren gesamten Lebenszyklus an, wodurch sich die Zeit zwischen den Austauschkosten verlängert.
Frage 7: Wie werden Kantengrate an Teilen vom kundenspezifischen Metallstanzdesign-Service behandelt?
Durch die strikte Kontrolle des Formspalts (in der Regel 5% bis 10% der Plattenbreite) und das Schleifen auf Mikrometerebene wird ein Satinierungsstreifenanteil von über 60% bei den Stanzteilen erreicht. Dadurch wird das Problem der Kantengratbildung gelöst, was zu einem geringeren nachfolgenden Schleifaufwand führt.
Frage 8: Wie verhält sich das Stanzen im Vergleich zum Laserschneiden hinsichtlich Genauigkeit und Stabilität?
Das Stanzen ist ein physikalisches Kaltumformverfahren, bei dem die durch die Laserbearbeitung entstandene Wärmeeinflusszone (WEZ) entfernt wird. Dadurch werden Veränderungen der metallographischen Struktur vermieden, was zu stabileren geometrischen Toleranzen und einer besseren metallographischen Struktur sowie einer höheren Präzisionskonstanz führt.
Zusammenfassung
Die Präzisionsmetallstanzung ist im Wesentlichen eine Kombination aus allgemeiner Designoptimierung im Zusammenhang mit dem Stanzen und einem multidisziplinären Ansatz. Im Fokus der Präzisionsmetallstanzung stehen Kostenreduzierung, Effizienzsteigerung und Qualitätsverbesserung für OEM-Kunden.
Sind Sie bereit, Ihre Präzisions-OEM-Teile zu optimieren? Egal, ob Sie sich in der Prototypenentwicklungsphase eines neuen Produkts befinden oder nach einer Produktionslösung suchen, die Kosten senkt und die Effizienz steigert, das Team von technischen Experten von LS Manufacturing steht Ihnen zur Verfügung.
- Klicken Sie hier: [ Laden Sie Ihre 3D-Zeichnungen für eine kostenlose DFM-Bewertung hoch ]
- Kontaktieren Sie uns: Rufen Sie unsere technische Hotline an, um ein Angebot für eine individuelle Metallstanzkonstruktion zu erhalten.
- Wettbewerbsvorteil: Fordern Sie unseren Bericht „Stanzen vs. Laserschneiden: Wirtschaftlichkeitsanalyse für die Großserienfertigung“ an.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


