医疗器械
给药笔:给药的安全性和精确性
一家医疗设备制造商需要一种能够确保剂量准确性和患者安全的自动注射器。我们设计了一种嵌件成型机构,将不锈钢针组件和内部组件永久封装在医疗级 PC 外壳内。该解决方案提供防篡改安全性、精确的针对准和生物相容性,满足严格的 FDA 和 ISO 13485 要求。
100%验证准确性
0现场故障事件



获取定制原型零件的即时定价
将您的 CAD 文件拖放到此处或单击浏览
支持:STEP、STP、IGES、STL、OBJ、3MF、SAT、SLDPRT、X_T
最大文件大小: 15MB
受到世界上最成功公司的工程师和采购领导者的信赖




LS Manufacturing 已交付 250,000 多个精密注塑零件,准时可靠性高达 99.8%,为全球客户将复杂的概念转化为可生产的现实。
我们设计可靠的嵌件成型解决方案,消除零件松动和装配故障。与我们合作,通过完美、永久的粘合将金属、陶瓷或传感器集成到塑料中,从而确保性能、简化您的供应链并加速从原型到大批量生产的进程。
LS Manufacturing 通过将特定的热塑性塑料和热固性聚合物与您的应用对耐用性、性能和成本效益的关键需求相结合来设计高性能材料解决方案

ABS 具有抗冲击性、结构强度和易于修改的特点,使其成为需要耐用性和成本效益的外壳、原型和功能部件的理想选择。
获得专家材料指导!
上传您的文件消除装配错误和零件故障。我们的嵌件成型解决方案永久统一材料,以制造可靠的功能部件。遵循这些工程参数可确保可制造性、加快您的时间表并提供坚固的、可立即投入生产的零件。

| 标准 | 描述 |
|---|---|
| 最大零件尺寸 | 800×1000×400毫米 31.50 × 39.37 × 15.75 英寸 |
| 最小零件尺寸 | 2×2×2毫米 0.08 × 0.08 × 0.08 英寸 |
| 基材壁厚 | 0.5 至 3.0 毫米 0.020 至 0.118 英寸 |
| 公差 | ±0.025毫米 ±0.00098 英寸 |
| 刀片 | 支持内螺纹和外螺纹插入件 (用于螺纹、连接器和钢筋) |
| 模具验证 | 量产前提供T0、T1、T2样品 |
| 检验认证 | 首件检验 (FAI) ISO 9001:2015、IATF 16949 |
| 交货时间 | 15–45 个工作日 (从开模到样品交付) |
遵守这些准则可确保您的嵌件成型零件在可制造性、性能和成本效益方面得到优化。遵循这些参数有助于防止常见的设计陷阱并加快上市时间。
| 美国 | 公制 | |
|---|---|---|
| 最大零件尺寸 | 20 英寸 x 32 英寸 x 8.5 英寸 | 508 毫米 x 812.8 毫米 x 216 毫米 |
| 体积 | 65立方。在。 | 1,065,400 立方米毫米 |
| 深度 | 距离分型线 4.5 英寸 如果分型线平分零件,则最多 8.5 英寸 | 距分型线 114 毫米 如果分型线平分零件,则最大可达 216 mm |
| 模具预计面积 | 180 平方英寸(热塑性塑料) 50 平方英寸(硅胶/LSR) | 116,100 平方毫米(热塑性塑料) 32,260 平方毫米(硅胶/LSR) |
20 英寸 x 32 英寸 x 8.5 英寸
508 毫米 x 812.8 毫米 x 216 毫米
65立方。在。
1,065,400 立方米毫米
距离分型线 4.5 英寸
如果分型线平分零件,则最多 8.5 英寸
距分型线 114 毫米
如果分型线平分零件,则最大可达 216 mm
180 平方英寸(热塑性塑料)
50 平方英寸(硅胶/LSR)
116,100 平方毫米(热塑性塑料)
32,260 平方毫米(硅胶/LSR)
• 最小零件体积: 0.03 立方英尺英寸(49.2 立方毫米)以保持工艺稳定性和材料性能
•标准公差: 热塑性基材的加工公差为 ±0.003 英寸(0.076 毫米)
• LSR 特定公差: 0.025 英寸/英寸(0.025 mm/mm) 由于收缩率较高
• 材料兼容性: 全面的测试可确保基材和包覆成型材料之间的最佳粘合
• 插入位置: 精密机器人系统确保 ±0.001 英寸(0.025 毫米)的定位精度
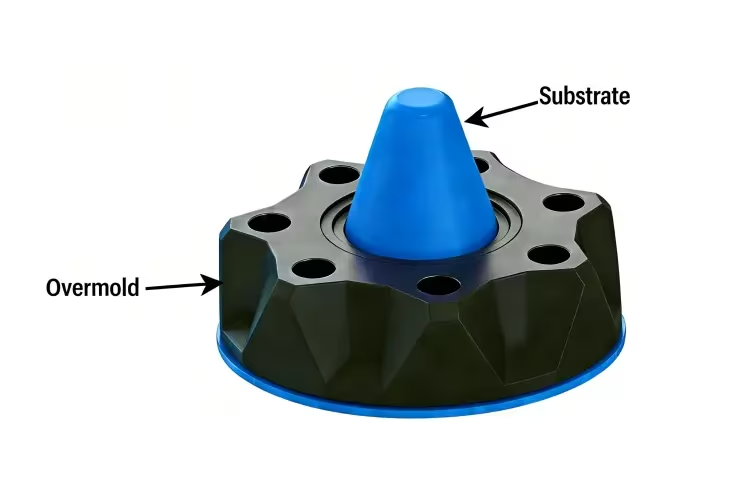

| 方面 | 嵌件成型 | 包覆成型 |
|---|---|---|
| 工艺流程 | 单次工艺封装金属/电子插件 | 软质材料在刚性基材上的多步成型 |
| 核心力量 | 替换薄弱的接头和组件 | 将刚性结构与柔软触感表面相结合 |
| 主要优势 | 零件整合和可靠性 | 多材料性能和人体工程学 |
| 最适合 | 电气元件、加强件 | 夹具、密封件、消费品 |
LS Manufacturing 与医疗、电子、汽车、工业、消费和能源领域的创新者合作,提供可提高性能、可靠性和价值的精密嵌件成型解决方案。下面的每个案例都展示了我们如何将复杂的挑战转化为生产就绪的成功。
一家医疗设备制造商需要一种能够确保剂量准确性和患者安全的自动注射器。我们设计了一种嵌件成型机构,将不锈钢针组件和内部组件永久封装在医疗级 PC 外壳内。该解决方案提供防篡改安全性、精确的针对准和生物相容性,满足严格的 FDA 和 ISO 13485 要求。

一家消费电子公司需要将其健康监测设备小型化,同时保持 IP68 等级以实现连续佩戴。我们开发了一种嵌件成型组件,将不锈钢传感器触点与尼龙复合材料外壳相结合,实现了 40% 的尺寸减小,同时提供可靠的生物识别数据收集和患者舒适度。

一家汽车供应商面临传统配电装置过热的挑战。我们的嵌件成型解决方案将铜母线直接集成到高温 PPS 外壳中,消除了连接点并降低了电阻。结果是载流能力提高了 25%,同时可承受高达 150°C 的发动机罩温度。

工业机器人制造商需要能够承受数百万次操作周期的耐用电气连接。我们将模制镀金连接器插入纤维增强聚合物中,创建了一个统一的末端执行器,可在高振动环境中连续 500 万次工作循环中保持信号完整性。

一家太阳能公司需要为其最新的微型逆变器提供 25 年可靠的室外外壳。我们的解决方案涉及在铝散热器和铜连接器上嵌入成型紫外线稳定的聚碳酸酯,形成一个统一的外壳,可以有效散热,同时承受极端天气条件和紫外线照射。

一家航空航天承包商需要减轻重量,同时保持飞行控制系统的安全连接。我们设计了一种嵌件成型连接器,将铝结构元件与高强度热塑性塑料相结合,与传统金属外壳相比,重量减轻了 45%,同时满足 DO-160 航空标准。

嵌件成型通过在单个成型周期内将金属、陶瓷和电子嵌件永久集成到塑料基材中,彻底改变了部件制造。这种复杂的工艺提供了传统组装方法无法比拟的无与伦比的结构完整性、功能集成和生产效率。
通过永久材料粘合消除紧固件松动和连接故障。
通过自动化组件集成减少装配步骤和劳动力成本。
使用机器人刀片放置系统实现 ±0.05mm 的公差。
在单组件设计中嵌入触点、屏蔽层和螺纹。
当您的设计需要稳健的结构性能、集成功能和制造效率时,嵌件成型可提供在关键行业和应用中表现出色的工程解决方案。
具有集成 EMI 屏蔽功能的连接器、传感器和电路板。
带有嵌入式金属部件的手术工具和诊断设备。
适用于严苛环境的高温传感器和电源装置。
适用于恶劣条件的坚固连接器和控制接口。
耐用的控制装置和符合人体工程学的金属加固手柄。
符合严格性能标准的轻质结构部件。

在 LS Manufacturing,精密嵌件成型得到严格的质量管理体系的支持,该体系专门为解决组件集成的独特挑战而设计。我们的综合方法可确保完美的刀片对齐、牢固的粘合以及整个生产周期的长期可靠性。



质量始于科学的刀片选择和工艺优化。我们的工程师进行彻底的兼容性测试,以确保插件和基材之间的最佳粘合。我们在生产前验证关键参数,包括刀片定位精度、拔出强度和热膨胀兼容性,为耐用的多材料组件奠定基础。
实时监控在嵌件成型操作过程中保持严格的标准。通过精密控制来跟踪关键参数,包括嵌件放置精度、注射压力和温度曲线。自动视觉系统验证插入件的定位和方向,而定期机械测试则确认整个生产运行中的粘合强度和结构完整性。
每个嵌件成型部件都经过严格的最终检查,以保证性能规格。我们的质量团队对嵌件对齐、粘合完整性和功能性能进行详细评估。包括拉拔测试、热循环和尺寸验证在内的先进测试方法可提供经过认证的数据,确保组件在发货前满足最苛刻的应用要求。
LS Manufacturing 的嵌件成型质量保证将精密工程与先进的制造控制相结合,提供在可靠性、性能和寿命方面均表现出色的集成组件。
2000+ 满意的客户
ISO 9001
2015年获得认证
在 LS Manufacturing,我们为每个嵌件成型组件设计可靠性。我们与您合作,将复杂的设计挑战转化为高性能生产解决方案,并针对结构完整性、制造效率以及从原型到大批量生产的时间表进行了优化。
解决刀片松动和机械故障的风险。我们的嵌件成型工艺创建具有永久材料粘合的整体部件,可承受极端振动、热循环和机械应力,确保在最苛刻的应用中长期可靠。
消除公差叠加和不对中问题。我们的机器人插入系统和精密模具工程可确保插入件定位在 ±0.05 毫米以内,提供质量稳定的零件,同时减少手动操作和变异性。
将多个组件和装配步骤整合到一个自动化循环中。我们的嵌件成型技术可简化您的制造流程、降低劳动力成本并缩短交货时间,同时保持最高的质量标准。
带着制造确定性向前迈进。我们经过 IATF 16949 和 ISO 9001 认证的质量体系确保对每个嵌件成型组件进行严格验证,从材料兼容性测试到最终性能验证。
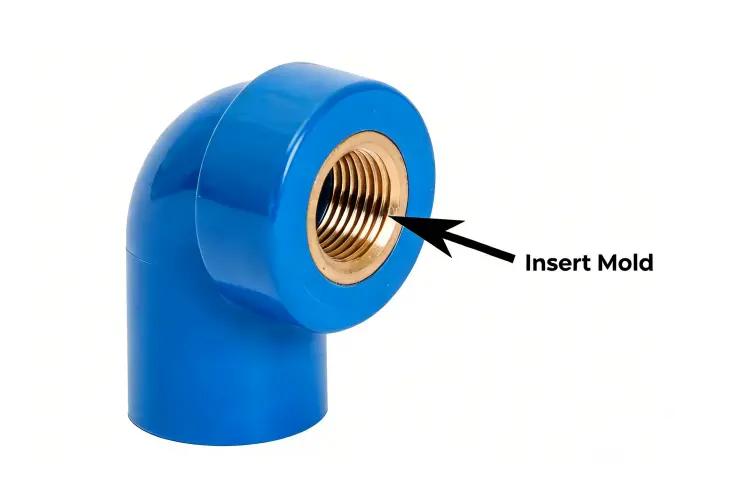
嵌件成型涉及在注射过程中将预成型部件(嵌件)封装在熔融塑料中,从而形成单个集成部件。与将材料分层的包覆成型不同,嵌件成型将不同的材料(例如塑料外壳中的金属线)永久粘合在一起,从而提供卓越的结构完整性和零件整合。
我们可提供多种嵌件,包括金属螺纹、黄铜配件、电触点、传感器和陶瓷元件。我们的工程师进行兼容性分析,以确保每种应用的最佳材料粘合和功能性能。
我们的模具将机器人插入系统与光学定位传感器集成在一起,保持 ±0.05mm 的贴装精度。每个刀具都经过坐标测量机 (CMM) 验证,以确保在整个生产过程中刀片位置保持一致。
我们加工工程级热塑性塑料(PA、PBT、PC)、高温树脂(PEEK、LCP)和弹性体(TPE、TPU)。我们的材料科学团队通过剥离测试和热循环评估来验证粘合兼容性。
通过消除二次装配操作、减少元件数量并最大限度地减少劳动力,与传统装配方法相比,嵌件成型通常可降低 25-40% 的成本,同时提高产品可靠性。
我们经过 IATF 16949 和 ISO 9001 认证的质量体系要求严格的验证协议。我们对每个生产批次进行拉拔强度测试、横截面分析和功能测试。
是的,我们的高空穴模具通过自动进料系统和实时检测插入件缺失或错位的模内传感技术,成功管理了具有 8 个以上插入件的组件。
从设计审查到第一篇文章:标准模具需要 3-5 周,复杂的多镶件模具需要 5-7 周。我们的集成制造方法消除了供应商协调延迟。
我们通过多阶段协议验证粘合强度,包括机械拉拔测试、热冲击循环和抗振验证。所有方法均在我们认可的实验室中进行,并提供经过认证的测试报告,以实现完全可追溯性,让您高枕无忧。
我们的 DFM 分析包括嵌件选择指导、壁厚优化、浇口位置规划以及使用 Moldflow 仿真软件进行应力分析,以防止熔接线并确保嵌件周围的最佳材料流动。