
Услуги по механической обработке зубчатых передач стали крайне сложной задачей для производителей из-за несоответствия выполняемых задач, низких технических характеристик и высоких затрат. Традиционные подходы к решению этой проблемы показали отсутствие систематического решения, поскольку они приводили к задержкам проектов и ухудшению качества более чем на 30%.
Однако проблема заключается в том, что эти удельные цены, за которыми гонятся в ущерб другим факторам совместимости, в конечном итоге подрывают возможность создания обоснованной оценки возможностей поставщиков. В статье эта проблема решается путем предоставления обоснованной оценки поставщиков с использованием технических факторов, соответствующих данному применению.

Краткая справочная таблица услуг по обработке зубчатых передач
Тип услуги | Процесс | Материалы | Приложения | Основные характеристики |
Нарезка зубьев | Непрерывная резка | сталь, чугун, латунь | Автомобильная, промышленная | Высокая производительность, хорошая точность |
Формирование зубчатых передач | Поршневая резка | Легированная сталь, бронза | Внутренние шестерни, шлицы | Универсальные, сложные формы |
Шлифовка зубчатых передач | Удаление абразива | Закаленная сталь | Прецизионные зубчатые передачи , аэрокосмическая отрасль | Высокая точность, безупречная отделка. |
Шлифовка шестерен | Процесс отделки | Мягкие материалы | Автомобильная трансмиссия | Улучшает качество обработки поверхности. |
Фрезерование зубчатых передач | Многозубчатый резец | Различные металлы | Прототипы, небольшие партии | Гибкий, экономически выгодный |
Протяжка зубьев шестерни | Линейная резка | пластичные материалы | Шлицы, шпоночные пазы | Высокая производительность, один проход |
Хонингование шестерен | Абразивная обработка | Финальная отделка | Исправлены ошибки, гладкая поверхность |
Мы помогаем производителям зубчатых передач решать проблемы, возникающие при их обработке, путем выбора оборудования на основе принципов совместимости и других факторов. Эта практика обеспечивает сокращение задержек проекта как минимум на 30% в отношении оценки возможностей поставщиков, материалов и других факторов.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Это достоверная информация, поскольку она содержит контекст опыта, полученного при разработке с нуля. В компании LS Manufacturing мы сталкиваемся с теми же проблемами, что и вы в области обработки зубчатых передач — от микронной точности в аэрокосмической отрасли до безупречной надежности в медицинских приводах. Эти предложения стали результатом нашего успеха в поставке более 50 000 прецизионных деталей. Каждая из них стала для нас спасением, поскольку преподала бесценный урок.
Наши процессы строго соответствуют стандартам качества, установленным признанными организациями. Мы неукоснительно соблюдаем экологические нормы и правила техники безопасности, применяемые Агентством по охране окружающей среды США (US EPA) . Кроме того, мы следуем правилам ASM International, касающимся материаловедения и термообработки, что позволяет нам производить зубчатые передачи с высокой степенью надежности. Механическая обработка наших зубчатых передач осуществляется в нашем цехе.
Знания, которыми мы делимся в этой статье, — это те же самые знания, которые мы ежедневно проверяем в цеху нашего предприятия. Будь то оптимизация параметров процесса зубофрезерования закаленных сплавов или соотношение скорости и точности, требуемое в крупносерийном производстве, реальность такова, что подобные процессы будут подвергаться жестким испытаниям в цеху нашего предприятия в Нортон-Ханнифин — если мы хотим поставлять высококачественные шестерни в отрасль.
Рисунок 1: Технические характеристики и этапы финишной обработки при производстве зубчатых передач на станках с ЧПУ компанией LS Manufacturing.
Каким образом отраслевые особенности применения зубчатых передач определяют производственные требования?
Применение зубчатых передач в различных отраслях промышленности предъявляет различные технические требования , которые обусловливают необходимость специализированных методов производства. В этом документе изложены ключевые стандарты точности и критерии производительности в автомобильной, ветроэнергетической и робототехнической отраслях, предоставляя практические рекомендации для принятия важных технических решений.
| Промышленность | Основные технические требования | Прецизионные эталоны |
| Автомобильная трансмиссия | Уровень шумоподавления ≤65 дБ, высокая износостойкость. | Класс DIN 6 |
| Ветроэнергетика | Расчетный срок службы 20 лет, исключительная надежность. | сертификация GL |
| Роботизированный редуктор | Высокая точность позиционирования, компактная конструкция | Погрешность профиля зуба ≤0,005 мм |
Цель данного отчета — изложить структуру расчета зубчатых передач в соответствующих отраслях промышленности с использованием технических требований и стандартов точности . В условиях высокой конкуренции и высоких требований следует использовать межотраслевые базы данных для адаптации технологических решений к требованиям производительности.

Как оценить основные технические возможности поставщика услуг по производству зубчатых передач?
Процедуры выбора подходящего партнера по обработке зубчатых передач включают в себя весьма технические аспекты, где проводится систематическая оценка как технических возможностей , так и системы качества . В документе представлены рекомендации по оценке партнеров по оказанию услуг с точки зрения параметров, обеспечивающих выполнение требований точного применения:
- Проверка точности оборудования: Параметры станка поддаются проверке. Точность зубошлифовальных станков с ЧПУ немецкой фирмы KAPP соответствует классу DIN 5. Погрешность измерения профиля зуба составляет 0,003 мм. Общая погрешность шага не превышает 0,005 мм . Образцы для проверки должны быть зафиксированы при обращении за метрологическими услугами.
- Методология контроля процесса: необходимо изучить объем документации о деятельности поставщика и уровень статистического контроля со стороны поставщика. При проведении испытаний на шумоизоляцию необходимо убедиться в отсутствии вариаций в качестве обработки поверхности, шероховатости Ra не более 0,4 мкм и уровне шума не более 65 дБ . Для обеспечения единообразия ключевых параметров процесса от одного процесса к другому необходимо подтвердить значение Cpk 1,33 или выше.
- Сертификация системы качества: Обеспечьте сертификацию ISO 9001:2015 с действительной областью применения, включая производство зубчатых передач. Проведите анализ управления несоответствиями и корректирующими действиями на предприятии поставщика. Проверьте выход годной продукции с первого раза на уровне ≥ 99,5% .
- Возможности технической поддержки: Оценка инженерных навыков, компетенций и методов решения проблем. Анализ отзывов о проектировании с учетом технологичности производства (DFM), собранных в процессе составления коммерческих предложений. Определение сроков цикла быстрого прототипирования . Исследование успешного решения сложных технологических задач в конкретных примерах.
Подобная система позволила бы выбирать партнеров по обработке зубчатых колес измеримым и основанным на фактических данных способом, опираясь на проверенные возможности, а не просто на маркетинговые заявления. Проще говоря, система выбора партнеров по обработке зубчатых колес побудила бы производителей зубчатых колес уделять внимание измеримым аспектам и целостности своей системы качества .
Какие ключевые технические показатели необходимо соблюдать для высокоточного производства зубчатых передач?
Производство прецизионных зубчатых передач требует строгого контроля ряда технических показателей . Эти параметры применяются в условиях высокой технологичности. В данном отчете мы подробно рассмотрим основные параметры, а также процедуру их реализации, которая позволит достичь субмикронной точности при производстве зубчатых передач :
Профиль зуба и точность шага
Обеспечьте многоосевое ЧПУ-шлифование с компенсацией в реальном времени, чтобы погрешность профиля зуба не превышала 0,003 мм , а суммарная погрешность шага не превышала 0,005 мм . Используйте центры для измерения зубчатых передач, чтобы контролировать 100% критических размеров с разрешением 0,001 мм ; применяйте диаграммы статистического контроля процессов (SPC) для мониторинга значений CpK ≥1,67 для всех диапазонов допусков.
Качество поверхности и микрогеометрия
Шероховатость поверхности должна поддерживаться в диапазоне Ra ≤0,4 мкм за счет оптимального выбора шлифовального круга для циклов шлифования и правки, тогда как испытание на шум NV должно быть в первую очередь сосредоточено на проверке микрогеометрии боковой поверхности зуба, включая изменения шага и профиля в зависимости от условий нагрузки, чему способствует стабилизация температуры для обеспечения размерной стабильности во время процесса обработки, который происходит при температуре станка, установленной в диапазоне 20±1 °C .
Стабильность партий и отслеживаемость
Отклонение в партиях поддерживалось в пределах ±0,005 мм. Сертифицированные по ISO 9001:2015 процессы гарантировали наличие отклонения в партиях. Компоненты имеют отслеживаемость на уровне материала, отслеживаемость процесса и отслеживаемость результатов испытаний. Выход годной продукции с первого раза превышает 99,5% .
Таким образом, это обеспечивает четкий путь для непрерывного совершенствования производства прецизионных зубчатых передач с количественно измеримыми техническими показателями . Эти конструкции, обеспечивающие точное управление и оптимизацию процессов, позволяют производителю удовлетворять очень специфические и требовательные технические потребности аэрокосмической отрасли, робототехники, а также медицинской техники.
Каким образом индивидуально разработанные зубчатые передачи соответствуют требованиям конкретных условий эксплуатации?
Разработка нестандартных зубчатых передач имеет важное значение для удовлетворения уникальных эксплуатационных требований, которые не могут быть удовлетворены стандартными компонентами. В этом документе подробно описывается, как индивидуальные подходы к проектированию позволяют решать конкретные технические задачи с помощью высокоточной инженерии и специализированных процессов, обеспечивая оптимальную производительность в сложных условиях эксплуатации:
- Применение в высокоскоростных системах: Для устранения шума и вибрации в высокоскоростных зубчатых передачах мы используем определенные вариации профиля. С учетом нашего динамического распределения нагрузок, для обеспечения бесшумной работы зубчатых передач при оптимизированном профиле зубьев было бы достигнуто улучшение на 3–5 дБ с минимальными потерями эффективности.
- Тяжелые условия эксплуатации: В условиях высоких нагрузок мы повышаем долговечность зубчатых передач за счет передовых процессов термообработки. Контролируя глубину цементации и параметры отпуска, мы увеличиваем твердость поверхности, сохраняя при этом прочность сердцевины, что приводит к увеличению срока службы в 2 раза.
- Особые требования к материалам: В исключительных случаях, связанных с условиями эксплуатации, технические характеристики материалов соответствуют специальным требованиям к эксплуатации. Например, в химической промышленности будет использоваться коррозионностойкий материал, а в условиях высоких температур — высокотемпературный материал .
Компания Giben предлагает решения по изготовлению зубчатых передач на заказ, учитывающие особые требования и специфику процесса производства благодаря тщательному анализу и изготовлению. Технические знания, которыми обладает компания Giben в области изготовления зубчатых передач на заказ, гарантируют эффективность компонентов в таких жестких условиях, где традиционные зубчатые передачи выходят из строя .

Рисунок 2: Прецизионные зубчатые передачи промышленного класса, разработанные компанией LS Manufacturing с учетом эксплуатационных требований.
Как построить точную модель ценообразования для обработки зубчатых передач?
Для точного расчета стоимости обработки зубчатых колес необходим системный процесс, включающий ряд факторов, влияющих на цену. В данной статье будет описан системный процесс точной разработки модели затрат , учитывающей стоимость материалов, процессов и накладных расходов при формировании прибыльных предложений:
Анализ стоимости материалов
Стоимость материалов рассчитывается в соответствии со спецификациями зубчатых передач, касающимися типа материала, размера заготовки и количества отходов. Расчет стоимости материалов может быть выполнен с высокой точностью, с учетом текущих рыночных цен на конкретный объем, на основе реальных затрат на материалы и информации о наличии материалов у поставщиков в режиме реального времени.
Расчет времени обработки
Время обработки может варьироваться в зависимости от сложности зубчатого колеса и уровня его допуска. Расчет времени обработки производится в нашей системе. На основе имеющихся в прошлом зубчатых колес и коэффициентов эффективности станка можно рассчитать время наладки, время обработки и время вторичной обработки для оценки общих трудозатрат.
Термическая обработка и финишная обработка
В зависимости от требований к зубчатым передачам мы включаем в расчет специализированные процессы, такие как цементация, закалка и шлифовка. Эти операции также автоматически включаются в интеллектуальную систему ценообразования с указанием твердости или качества обработки поверхности , что гарантирует точный расчет стоимости всех технических требований.
Накладные расходы и рентабельность
Система учета затрат предусматривает, что наши производственные накладные расходы, накладные расходы на оснастку и расходы на контроль качества должны распределяться по каждому заказу в равной степени. Следовательно, мы можем устанавливать цены и, таким образом, получать прибыль, изменяя ставки в нашей компьютерной системе, чтобы создать базу данных фактических накладных расходов на нашу продукцию.
Наша точная смета на обработку зубчатых колес имеет 95% точность. Процесс создания модели расчета стоимости основан не только на экспертизе, но и на анализе данных, что помогает гарантировать, что факторы, влияющие на окончательную цену, будь то технические или финансовые, имеют значение. Мы можем незамедлительно ответить на любой запрос.
Какие ключевые факторы следует учитывать при оценке поставщиков услуг по производству зубчатых передач?
Выбор поставщика услуг по обслуживанию зубчатых передач — сложная задача, требующая не только проверки технических характеристик, но и обеспечения соответствия реальным производственным возможностям. Тщательная оценка поставщика услуг по обслуживанию зубчатых передач включает в себя внимательный аудит возможностей , основанный на критериях оценки , специально разработанных для управления затратами и рисками, связанными с поставками. Описанный ниже процесс решает эту задачу, преобразуя заявления и обоснованные предположения в неопровержимые доказательства:
Подтверждение технической компетентности
На месте проводятся проверки зубофрезерного и шлифовального станков с ЧПУ . В зависимости от технических возможностей производителя, мы проводим проверку репрезентативной партии, изготовленной с жесткими допусками ( например, с более жесткими допусками, указанными в более строгом стандарте, таком как AGMA Class 10 ), и оцениваем основные параметры, связанные с профилем зуба и погрешностью шага, на координатно-измерительной машине.
Аудит системного контроля качества
Мы оцениваем не только их статус сертификации ISO, но и интенсивность внедрения стандартов. Мы анализируем их карты статистического контроля процессов с точки зрения размера и показателей отклонения в предыдущем объеме производства. Отчеты о несоответствиях или анализ соответствующих корректирующих действий помогут нам определить интенсивность их системы качества в надлежащем устранении выявленных недостатков.
Оценка возможностей выполнения проекта
Будет учитываться их эффективность в выполнении проектов, основанная на их приверженности соблюдению сроков выполнения работ. Также будет оцениваться их эффективность в реализации предыдущего проекта, включавшего аналогичное сложное оборудование, с учетом документированного процесса решения проблем, начиная с обратной связи по проекту и заканчивая окончательной проверкой.
Данная оценка поставщиков услуг по обслуживанию зубчатых передач обеспечивает комплексный подход к определению возможностей поставщиков на основе измеримых критериев. При этом метод гарантирует, что оценка критериев возможностей проводится посредством аудитов на местах, что дает производителям свободу принимать правильные решения, основываясь на продемонстрированных поставщиками возможностях, а не на их заявлениях . Внедрение критериев оценки позволяет производителю выбирать поставщиков, отвечающих его техническим требованиям, и успешно развивать партнерские отношения.

Рисунок 3: Прецизионные зубчатые передачи, изготовленные по индивидуальному заказу компанией LS Manufacturing для удовлетворения специализированных производственных потребностей.
В чём заключаются основные различия в процессах производства зубчатых передач из разных материалов?
В зависимости от материала каждого изделия требования к технологическим процедурам различаются. В данном отчете рассматривается оптимизация параметров с учетом различий в технологиях обработки стальных зубчатых колес , зубчатых колес из медных сплавов и зубчатых колес из конструкционных пластмасс.
| Тип материала | Фокус на основных процессах | Оптимизация ключевых параметров | Метрика проверки |
| Легированная сталь | Свободные и остаточные напряжения в процессе термообработки должны строго контролироваться. | Работа с фрезами из кубического нитрида бора (КНБ) на относительно низких скоростях ( скорость обработки - 80-150 м/минуту ). | Твердость по торцу - HRC 58-62, минимум . |
| Медный сплав | Чтобы избежать образования заусенцев, упрочнения при обработке и деформаций. | При очень высоких скоростях резания 200-300 м/мин с использованием острых твердосплавных инструментов с высокой степенью полировки. | Стабильность размеров, чистота поверхности ( Ra < 0,8 мкм ). |
| Инженерный пластик | Предотвращает деформацию из-за нагревания. | Высокоскоростная резка с диапазоном скоростей резания от 3000 до 5000 об/мин , низкой скоростью съема материала и воздушным охлаждением. | Точный профиль зуба, сохранение допусков после обработки. |
Данный анализ демонстрирует, что универсальный подход неэффективен для прецизионной обработки зубчатых колес . Успех зависит от понимания фундаментальных различий в материалах и внедрения специализированной стратегии обработки для каждого из них. Предложенная структура позволяет проводить целенаправленную оптимизацию параметров , гарантируя соответствие зубчатых колес строгим требованиям к твердости, точности и долговечности в сложных условиях эксплуатации.
Как обеспечить стабильное качество при крупномасштабном производстве зубчатых передач?
Для проверки качества шестерен , производимых серийно , недостаточно простого осмотра; необходим контроль процесса , чтобы избежать дефектов. Например, невозможно проверить точность размеров, качества обработки и прочности тысяч изделий. Именно поэтому необходим систематический подход к контролю процесса для достижения стабильного качества на основе данных.
- Внедрение статистического контроля процессов (СПК): Контрольные карты были внедрены для таких важных характеристик, как профиль, диаметр шага и биение. Это связано с тем, что выборочный контроль проводится для каждой 25-й детали . Как только мы наблюдаем приближение размера к контрольному пределу, мы начинаем смену инструмента или изменение процесса, не допуская при этом образования дефектов. Наконец, для критических размеров мы установили значение CPK не менее 1,67.
- Управление сроком службы инструмента и технологическими отклонениями: использование инструментов отслеживается с помощью RFID-меток. Кроме того, на основе удаленного материала составляется график профилактического обслуживания. Процесс зубофрезерования включает в себя использование силы резания и акустической эмиссии для обнаружения износа инструмента до того, как он повлияет на качество поверхности и другие параметры зубчатого колеса.
- Внедрение надежных процедур установки и настройки: Мы используем специализированные приспособления с быстросменными паллетами для минимизации времени настройки при сохранении повторяемости. Каждая настройка проверяется с помощью эталонного зубчатого колеса и измерения на координатно-измерительной машине перед началом производства. Первичная проверка включает в себя полную геометрическую проверку, чтобы убедиться в работоспособности процесса перед запуском в серийное производство.
- Интеграция 100% окончательной проверки с обратной связью: помимо статистического контроля процессов (SPC), в систему интегрирована также процедура 100% окончательной проверки критически важных размеров с использованием систем машинного зрения/координатно-измерительных машин (CMM) , что позволяет добиться устойчивого улучшения в управлении процессом за счет предоставления данных, обеспечивающих SPC информацию о производительности управления процессом.
Таким образом, массовое производство становится контролируемым процессом, а не проблемным. Используя управление процессами в сочетании со статистическим контролем процессов (SPC), прогнозирующим техническим обслуживанием и замкнутым циклом, мы не только обеспечиваем соответствие техническим характеристикам всех наших шестерен, но и предлагаем стабильное качество , необходимое для применения в автомобильной, авиационной и других отраслях промышленности.
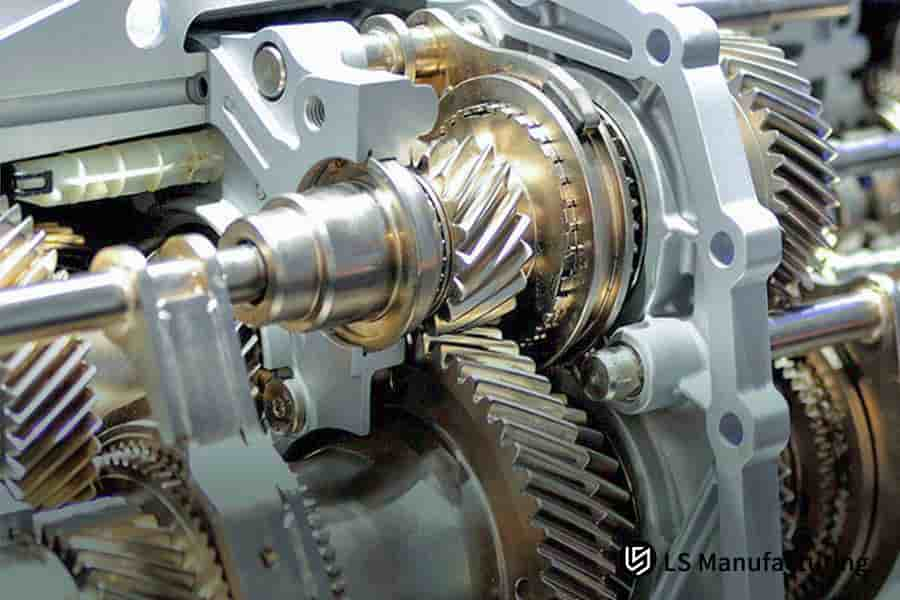
Рисунок 4: Руководство по оценке производства зубчатых передач на заказ и сопутствующих услуг компанией LS Manufacturing.
LS Manufacturing Robotics Industry: Проект по индивидуальной настройке прецизионных редукторов
Кейс компании LS Manufacturing имел большое значение для робототехнической компании, которой требовались прецизионные шестерни для редукторов RV. Пример решения этой задачи в LS Manufacturing наглядно демонстрирует наш опыт в решении подобных технических задач, связанных с шестернями :
Задача клиента
В данном случае проблема для компании-поставщика робототехники заключается в том, что ей нужен поставщик редукторов для роботов-передатчиков, который должен поставлять редукторы из легированной стали 20CrMnTi . Более того, требуемые поставщиком редукторов характеристики включают погрешность позиционирования не более ±0,001 мм , а также уровень шума не более 60 дБ . Однако эти технологические характеристики не могут быть соблюдены при обычном процессе зубофрезерования. Поэтому в настоящее время наблюдается уровень брака в 35% , что обусловлено крайне высоким уровнем шума и погрешностями позиционирования. Таким образом, это приводит к задержке поставки нового робота заказчику на 3 месяца , а также к дополнительным затратам в размере 25% .
LS Manufacturing Solution
Двухэтапная прецизионная шлифовка/хонингование проводилась следующим образом: сначала выполнялась прецизионная шлифовка зубчатых колес с использованием кругов из кубического нитрида бора (CBN) с точностью до класса AGMA 9 , при этом погрешность профиля зуба не превышала 0,005 мм ; затем производилось хонингование зубчатых колес с использованием специальных абразивов, что обеспечивало конечную шероховатость поверхности Ra 0,2-0,4 микрона . Помимо этого, обеспечивалась оптимальная модификация профиля зуба для компенсации термической деформации шестерни под нагрузкой. Это полностью соответствовало техническим требованиям к зубчатым колесам.
Результаты и ценность
Разработанные шестерни изготовлены с соблюдением стандартов точности DIN класса 4 , обеспечивая повторяемость 0,0008 мм, что превосходит требования заказчика. Уровень шума снижен на 4 дБ и составляет 56 дБ , а срок службы увеличен до 10 000 часов . Проблема, связанная с процентом брака в 35%, полностью устранена, и в настоящее время наблюдается снижение совокупной стоимости владения для заказчика на 18% , что позволяет роботизированной платформе заказчика осуществить запуск с достижением 100% удовлетворенности.
Приведенный выше пример является типичным образцом решения сложных задач, которые компания LS Manufacturing решает в области производства зубчатых передач . Инновации в технологическом проектировании, вплоть до технических требований к зубчатым передачам , установили предпочтительный стандарт производительности в высокоэффективных приложениях в робототехнике и автоматизации.
Если производительность шарниров вашего робота ограничена из-за недостатков высокоточных зубчатых передач, наши специализированные решения для прецизионных зубчатых передач могут стать тем решением, которое вы ищете.

Как наладить долгосрочное партнерство в производстве зубчатых передач?
Производственная стратегия должна выходить за рамки чисто транзакционного характера партнерств и включать в себя создание добавленной стоимости за счет технологического партнерства . Взаимодействие с клиентами должно постоянно улучшаться, включая развитие отношений между клиентами и поставщиками в рамках технологического партнерства для обеспечения совместных инноваций. В этом документе изложена концепция построения долгосрочного сотрудничества , основанного на взаимном росте и постоянном совершенствовании:
Внедрение структурированной коммуникации и циклов анализа.
Мы проводим ежеквартальные технические совещания, на которых обсуждаются не только вопросы качества, методы и методология обучения, но и уделяется внимание снижению затрат и технической сложности. Наши технические совещания также включают сессии по решению проблем, в ходе которых наши технические специалисты совместно с техническими специалистами наших клиентов работают над техническими сложностями в производственных или оптимизационных процессах.
Разработка проактивных услуг, приносящих дополнительную ценность.
Помимо подбора подходящих компонентов для замены вышедших из строя, существуют дополнительные замечания, касающиеся технологичности на этапе прототипирования, которые указывают на проблемные места в этих компонентах непосредственно перед изготовлением оснастки. Один из клиентов из автомобильного сектора сократил свои единовременные инженерные расходы на 15%, связанные с технологичностью, помимо эксплуатационных характеристик шестерен, что позволило сократить общее время выполнения заказа на 30% .
Установление прозрачных показателей эффективности и общих целей.
Мы обсуждаем внедрение показателей эффективности, связанных с основными факторами производительности, такими как сроки поставки, повышение выхода продукции и инициативы по снижению затрат. Таким образом, обеим заинтересованным сторонам становится проще работать над конкретной областью, где необходимо повысить эффективность. Например, в роботизированном производственном подразделении общая стоимость владения снизилась на 18% за три года.
Создание гибких механизмов реагирования на изменения рынка.
Мы применяем наши решения по планированию на случай непредвиденных обстоятельств и гибкому управлению производственными мощностями для реагирования на внезапные изменения рыночного спроса и изменения в конструкции. Это включает в себя наш резервный запас ключевых компонентов и решения по быстрому прототипированию для оперативного реагирования на ключевые инженерные изменения в течение 48 часов для наших партнеров .
Благодаря этому изменению парадигмы производство зубчатых передач перестает быть товаром массового потребления и превращается в сотрудничество, в котором обе стороны работают вместе для достижения общего роста. Мы обеспечиваем долгосрочное сотрудничество , применяя структурированный подход к взаимодействию, созданию ценности и открытому управлению.
Часто задаваемые вопросы
1. Как выбрать уровень точности обработки зубчатых передач?
В соответствии с требованиями применения. Для общего привода — DIN 7-8 ; для точного привода — DIN 5-6 ; и для сверхточного привода — DIN 3-4 .
2. Как оптимизировать затраты на мелкосерийную обработку зубчатых колес?
Благодаря внедрению статистического контроля процессов и повышению эффективности использования материалов, очевидно, что компания LS Manufacturing сможет поддерживать цены на мелкосерийную продукцию на уровне не более 1,3 от цен на крупносерийную продукцию.
3. Как выбрать процесс термообработки зубчатых передач?
Выбор различных процессов цементации/индукционной закалки в зависимости от материала позволяет достичь желаемого градиента твердости.
4. Каковы способы проверки качества обработки зубчатых передач?
С помощью многомерной проверки, такой как проверка профиля зубьев, проверка направления зубьев, измерение уровня шума, испытание на долговечность и т. д.
5. Как можно гарантировать сроки доставки срочных заказов?
Предлагается услуга ускоренной доставки, благодаря которой время доставки может сократиться на 60% в случае срочной необходимости.
6. Зачем вам нужна модификация редуктора?
Она отличается повышенной скоростью заточки, сниженным уровнем шума на 3-5 дБ и оптимизированным сроком службы более чем на 30% .
7. Как выбрать материалы для шестерен?
Выбор материала основывается на всестороннем анализе нагрузки, скорости, условий окружающей среды и других факторов. Наиболее часто используемые материалы включают 20CrMnTi и 42CrMo.
8. Какие затраты включены в стоимость обработки зубчатых колес?
В стоимость должны быть включены затраты на материалы, использованные при изготовлении станка, обработку, термообработку и испытания. Каждая техническая спецификация точно рассчитывается в нашей системе для формирования прозрачной сметы на обработку зубчатых колес .
Краткое содержание
Это позволит предприятиям точно определить наиболее подходящего поставщика услуг по обработке зубчатых передач для достижения оптимального качества проекта, стоимости и сроков с помощью научно обоснованной системы оценки с точным техническим подбором.
Для получения профессиональных решений по обработке зубчатых передач или расчета стоимости, пожалуйста, свяжитесь с техническими специалистами компании LS Manufacturing . Наши специалисты готовы оценить ваши индивидуальные потребности и предложить вам полностью персонализированные и высокоточные решения, используя самые передовые технологии и знания в отрасли для достижения максимальной производительности. Позвоните нам сегодня для консультации и расчета стоимости, исходя из индивидуальных требований ваших проектов.
Получите высокоточные шестерни мгновенно, чтобы обеспечить высокую точность работы вашего оборудования.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать, литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


