Проектирование штампованных металлических деталей имеет центральное значение для производства высокоточных деталей OEM-производителей, напрямую определяя точность и стоимость. Производители OEM-продукции часто сталкиваются с такими проблемами, как отклонения в размерах и короткий срок службы пресс-форм. Многие устаревшие конструктивные решения, как обсуждалось в предыдущих статьях о ключевых аспектах проектирования и инженерии , Уже недостаточно для удовлетворения современных требований к точности до 0,01 мм. Чрезмерная зависимость от калибровки после обработки, а не от оптимизации на ранних этапах проектирования, является основной причиной неконтролируемых затрат.
Компания LS Manufacturing, используя технологии высокоточной штамповки металла, предлагает масштабируемые решения, превосходящие услуги лазерной резки. Оптимизация на ранних этапах позволяет снизить затраты более чем на 30% и контролировать процент брака до ≤0,5%.
Краткий обзор основных решений в области штамповки металла.
| Основные проблемы | Решения | Преимущества для клиентов | Ключевые технологии |
| Высокие затраты | Обзор DFM + Научная компоновка | Снижение материальных потерь более чем на 30%. | Дизайн штамповки металла |
| Недостаточная точность размеров | Метод конечных элементов + 3D-компенсация | Контроль допуска ±0,02 мм | Точное машиностроение методом штамповки металла |
| Высокий процент брака при массовом производстве | Мониторинг интеграции датчиков плесени | Доля брака ≤0,2% | Услуги по штамповке металла для OEM-производителей |
| Короткий срок жизни плесени | Оптимизация материала пресс-формы + обработка поверхности | Срок службы плесени увеличен в 5 раз. | Оптимизация конструкции штамповки |
Здесь основное внимание уделяется всему процессу штамповки металла, от превращения заготовки в готовую деталь, с выявлением основных проблем и решений на каждом этапе. Подкрепленное реальными примерами из практики и полезной информацией, это издание помогает OEM-заказчикам узнать оптимальные способы снижения затрат, экономии времени и обеспечения качества , осознавая ключевую ценность высокоточной штамповки металла.
Почему стоит доверять услугам OEM-штамповки металла от LS Manufacturing? Опыт в высокоточном производстве.
Выбор эффективного интегрированного партнера по штамповке металла имеет решающее значение для конкурентов в сфере OEM-производства. Опыт, оборудование и квалификация являются важнейшими элементами. Компания LS Manufacturing специализируется на высокоточной штамповке металла уже 18 лет, сотрудничает с более чем 500 ведущими мировыми OEM-клиентами, успешно выполнила более 10 000 заказов на изготовление продукции по индивидуальному заказу и имеет 92% показатель частичного выкупа основных компонентов. Мы соответствуем стандарту ISO 9001:2015, что гарантирует соответствие каждого продукта международным стандартам точности.
Что касается точности размеров и контроля затрат, мы предоставили количественные доказательства. В сфере услуг по штамповке металла для автомобильной электроники мы повысили эффективность использования материала с 62% до 83%, сэкономили 32 доллара на себестоимости единицы продукции и более миллиона долларов в год за счет оптимизации конструкции штамповочного оборудования. Для медицинского оборудования мы достигли плоскостности 0,03 мм и процента брака 0,15%, а также имеем сертификат ISO 13485.
Наша главная сила заключается в том, что мы участвуем в процессе проектирования штамповки металла с самого начала, избегая рисков, связанных с массовым производством. Компания Pro Stamping Engineering имеет опыт работы с хрупкими и труднообрабатываемыми материалами (высокопрочная сталь, титановые сплавы и т. д.) в соответствии с требованиями ISO 14644-1 для чистых помещений класса 8, что гарантирует стабильность качества продукции.
Мы предлагаем гибкие решения — от мелкосерийного прототипирования до крупномасштабного серийного производства, обеспечивая баланс между срочными потребностями и долгосрочной оптимизацией затрат. Если вы сталкиваетесь с проблемами стоимости, точности или массового производства прецизионных деталей для OEM-производителей, свяжитесь с нашими техническими инженерами для бесплатной оценки DFM и получения индивидуальных решений по штамповке металла.

Почему анализ DFM (проектирование с учетом технологичности производства) в процессе штамповки металла имеет ключевое значение для контроля стоимости деталей?
Анализ DFM на этапе проектирования штампованных металлических изделий имеет решающее значение для контроля затрат. Небольшие изменения на ранней стадии проектирования могут быть удвоены или утроены в процессе массового производства , что приведет лишь к растрате материалов и увеличению процента брака. Слишком многие производители оригинального оборудования попадают в замкнутый круг контроля затрат, игнорируя этот этап.
Анализ FLD: предотвращение рисков образования пластов на ранней стадии
Для прогнозирования риска утонения и разрушения материала при штамповке необходимо привлечь профессионалов для проведения анализа FLD, улучшить конструкцию штампованного металла и устранить дефекты до вскрытия пресс-формы, исключив необходимость доработок . Только при штамповке высокопрочной стали процент брака сократится на 80%.
Научно обоснованная планировка: сокращение отходов материалов.
Конструкция печатной платы влияет на использование материала. Оптимизированная конструкция нашей системы штамповки металла, по сравнению с традиционной лазерной резкой, позволяет сэкономить более 30% отходов при массовом производстве. В сочетании с данными в таблице это позволяет максимально снизить затраты на отходы .
| Тип процесса | Использование материалов | Стоимость материалов на единицу продукции (доллары США) | Ежегодные затраты на утилизацию отходов (1 миллион единиц) |
| Традиционная услуга лазерной резки | 65% | 2.8 | 980 000 |
| Оптимизированная компоновка конструкции для штамповки металла | 82% | 2.1 | 210,000 |
| Среднеотраслевая схема штамповки | 73% | 2.5 | 625 000 |
| Оптимизированная компоновка производства LS | 85% | 2.0 | 150 000 |
Предварительные данные показывают, что наша научно обоснованная схема работы сама по себе может повысить эффективность использования материалов с 65% до 85%, снизить себестоимость единицы материала с 0,8 долл. США и сократить ежегодные затраты на 730 000 долл. США при производительности в 1 миллион единиц.
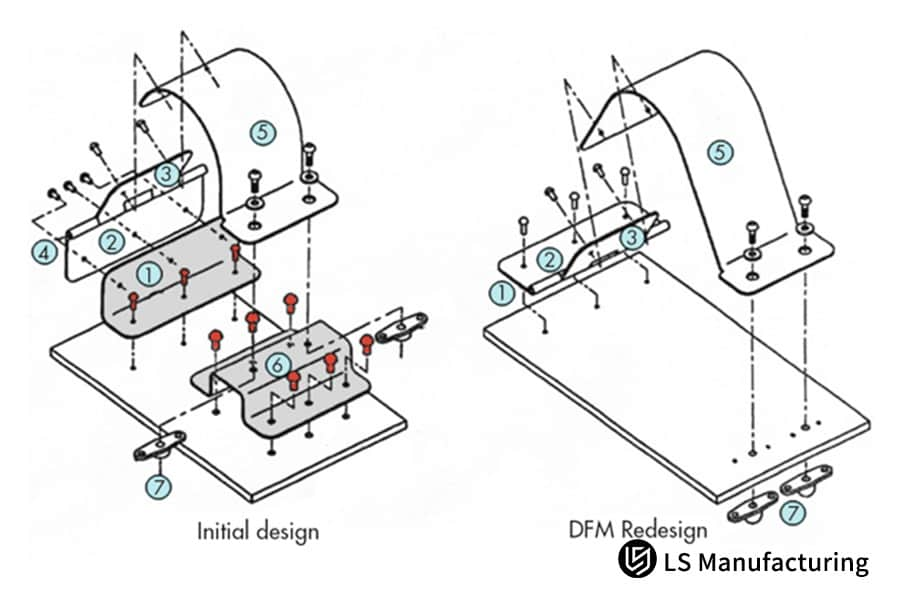
Рисунок 1: 3D-модель, сравнивающая штампованную деталь до и после оптимизации с учетом технологичности производства (DFM).
Как использовать метод конечных элементов для определения точности упругого восстановления в прецизионной штамповке металла?
Материалы, которые трудно поддаются механической обработке, например, титановые сплавы или твердые алюминиевые сплавы, склонны к упругому восстановлению в процессе высокоточной штамповки металла, что приводит к недостаточной точности размеров. Это нежелательно, когда детали необходимо дополнительно обрабатывать для корректировки.
Технология трехмерной компенсации (Overbend): борьба с упругим восстановлением материала.
Технология трехмерной компенсации используется для прогнозирования упругого восстановления заранее, а обратная компенсация применяется в процессе проектирования пресс-формы, что принципиально решает проблему разрушения.
В зависимости от материала определяются различные параметры компенсации, а именно:
- Указан высокопрочный алюминиевый сплав (6061-T6): R/t=1,5, при этом поправочное значение составляет 0,8-1,2, поэтому угол после отклонения упругого восстановления составляет 0,1°.
- Титановый сплав: Ti-6AL-4V. Радиус изгиба R/t = 2,0, величина компенсации составляет 1,5–2,0 градуса, контроль размеров R в пределах 0,02 мм.
Многопозиционная прогрессивная штамповка: повышение точности и стабильности.
Многопозиционный штамповочный станок с прогрессивной матрицей — это высокоточный штамповочный инструмент. Он позволяет выполнять несколько операций за один ход , минимизируя факторы, связанные с обработкой материала, и обеспечивая жесткий контроль точности до 0,02 мм . По сравнению с лазерной резкой, этот процесс не вызывает зоны термического воздействия, что минимизирует нестабильность микроструктуры материала и, следовательно, идеально подходит для изготовления высокоточных деталей .
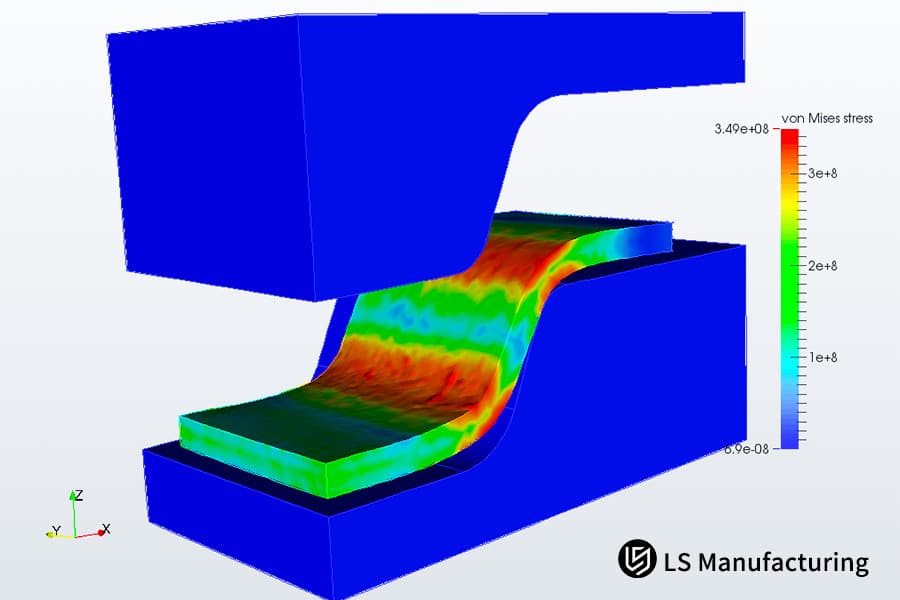
Рисунок 2: Трехмерное моделирование методом конечных элементов, показывающее распределение напряжений в детали в процессе штамповки.
Как компаниям, предоставляющим услуги по штамповке металла, добиться нулевого уровня дефектов в массовом производстве с помощью датчиков пресс-форм?
Безупречная серийная продукция крайне важна для высокотехнологичных OEM-заказчиков. Традиционный ручной контроль качества не обеспечивает быстрой реакции или имеет высокий процент брака, поэтому он не подходит для высокоскоростной штамповки со скоростью 500 штампов в минуту. Высококачественная услуга OEM-штамповки металла предполагает интеграцию датчиков пресс-формы для обеспечения мониторинга в реальном времени и предотвращения утечки дефектов.
Система мониторинга в реальном времени для Индустрии 4.0: точное обнаружение аномалий.
Датчики давления и перемещения установлены в непрерывном штамповочном устройстве, что позволяет осуществлять мониторинг высоты закрытия и кривой давления в режиме реального времени при высокоскоростной штамповке со скоростью 500 штампов в минуту. Сначала выявляются отклонения от нормы, затем срабатывает сигнализация, которая отключает машину, предотвращая тем самым дефекты партии. Подробные сравнительные данные приведены в таблице.
| Метод мониторинга | Процент пропущенных проверок | Время отклика | Ежедневная стоимость мониторинга (доллары США) | Применимая скорость штамповки |
| Ручной выборочный контроль качества (50 единиц в час) | 8,3% | ≥10 минут | 120 | ≤200 SPM |
| Автоматизированный мониторинг датчиков | 0,05% | ≤0,1 секунды | 45 | ≤600 SPM |
Гибкая адаптация: баланс качества между мелкосерийным и крупносерийным производством.
Для мелкосерийного прототипирования используется услуга лазерной резки для обрезки, что позволяет сократить инвестиции в пресс-формы, в то время как массовое производство крупными партиями обеспечивает такие характеристики, как соответствие продукции стандартам и отсутствие дефектов благодаря мониторингу с помощью датчиков и внедренной системе контроля качества.
Автоматизированный мониторинг позволяет снизить процент пропущенных проверок, сэкономить на трудозатратах и обеспечить стабильность массового производства . Для получения информации о том, как адаптировать ваш продукт к решению для мониторинга с помощью датчиков, свяжитесь с нами для бесплатной технической консультации и разработки индивидуальных решений по контролю качества.
Как компания Stamping Engineering Service обеспечивает баланс между смазкой и шероховатостью поверхности при глубокой вытяжке?
Глубокая вытяжка — основной технологический процесс изготовления сложных прецизионных компонентов. В штамповочном машиностроении необходимо найти оптимальный баланс между смазывающей способностью и шероховатостью поверхности . Недостаточная смазка легко приводит к повреждениям, а избыток смазки влияет на последующие процессы и увеличивает затраты.
Параметры процесса глубокой вытяжки: контроль скорости утонения боковых стенок.
- Коэффициент глубокой вытяжки (значение m) рассчитывается по формуле m = D/d (где D — диаметр заготовки, а d — диаметр вытянутой детали). Этот параметр является основным фактором, определяющим сложность вытяжки.
- Процесс вытяжки усложняется при уменьшении значения m, поскольку это приводит к усилению утонения боковых стенок . Необходимые для этой цели свойства материала следует поддерживать в диапазоне от 0,55 до 0,75.
- Значение m необходимо корректировать для разных материалов: для высокопрочной стали значение m находится в диапазоне от 0,65 до 0,75, тогда как для обычной углеродистой стали значение m может быть всего лишь от 0,55 до 0,65.
- В процессе используется многократное растяжение для уменьшения значения m, при этом утонение боковых стенок поддерживается на уровне 8%, чтобы избежать поломки детали.
Экологически чистая смазка для работы в условиях экстремального давления: баланс между смазкой и качеством поверхности.
Мы подбираем подходящие экологически чистые смазочные материалы для работы в условиях экстремального давления, исходя из требований к покрытию детали, обеспечивая баланс между эффективностью смазки и качеством поверхности. Деталь достигает значения Ra, остающегося ниже 0,8, что позволяет получить более гладкие штампованные кромки , которые обеспечивает лазерная резка. Это приводит к сокращению времени шлифовки и сроков поставки на 30%.
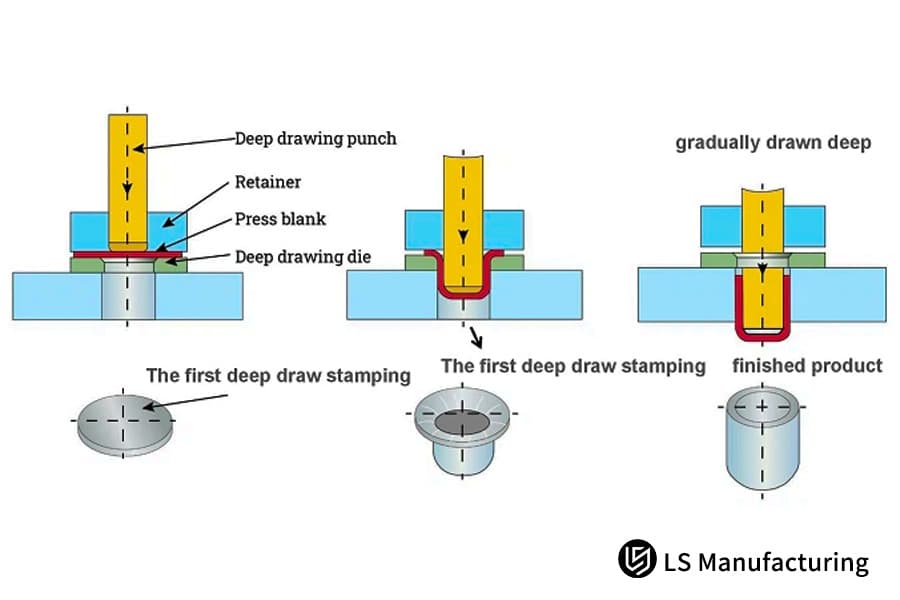
Рисунок 3: Схема, показывающая этапы процесса глубокой вытяжки и штамповки для формирования цилиндрической детали.
Почему при оптимизации конструкции штампованных изделий необходимо учитывать влияние материала пресс-формы и термообработки?
При оптимизации конструкции штампованных деталей на начальных этапах следует серьезно учитывать конструкцию детали, материалы пресс-формы и процессы термообработки. Кроме того, срок службы пресс-формы оказывает огромное влияние на стоимость и качество детали. Многие производители оригинального оборудования (OEM) увеличивают себестоимость единицы продукции, игнорируя оптимизацию пресс-форм.
Выбор материала для пресс-форм: адаптация к различным потребностям штамповки.
- Пресс-формовочная сталь DC53: Благодаря твердости HRC62-64 она обеспечивает возможность штамповки высокопрочной стали, что гарантирует превосходную защиту от износа и ударов.
- Штамповая сталь SKD11: Этот материал представляет собой экономичное решение проблем штамповки нержавеющей стали , предотвращая отслаивание материала и образование заусенцев в процессе штамповки.
- Твердосплавная штамповочная сталь: этот материал обеспечивает высокоточную штамповку благодаря тому, что срок его службы в три-пять раз больше по сравнению со стандартной штамповочной сталью.
Подбор штамповочной стали в соответствии с твердостью штамповочного материала и скоростью штамповки позволяет существенно увеличить срок службы штампа и повысить точность изготовления детали.
Эксклюзивная технология обработки поверхности: продление срока службы штампа.
Мы обладаем эксклюзивными технологиями обработки поверхности штампов, такими как PVD-покрытие и обработка TD, которые решают проблемы удаления материала и образования заусенцев, часто встречающиеся при штамповке из нержавеющей стали, а также увеличивают интервал между необходимым техническим обслуживанием штампов. В таблице представлены количественные данные, демонстрирующие результаты оптимизации до и после процесса.
| Тип пресс-формы | Обработка поверхности | Цикл технического обслуживания (отметки) | Амортизационная стоимость одной пресс-формы (долл. США) |
| Стандартная пресс-форма (SKD11) | Без обработки поверхности | 200 000 циклов | 0,35 |
| Оптимизированная пресс-форма (SKD11) | PVD-покрытие | 1 000 000 циклов | 0,08 |
| Стандартная пресс-форма (DC53) | Без обработки поверхности | 300 000 циклов | 0,28 |
| Оптимизированная пресс-форма (DC53) | Лечение TD | 1 200 000 циклов | 0,07 |
Из данных видно, что после оптимизации цикл обслуживания пресс-формы увеличился с 200 000 до более чем 1 000 000 циклов , а амортизационные затраты на единицу пресс-формы снизились до 77%. Выбор активного поставщика услуг НИОКР необходим для принципиального снижения себестоимости производства деталей.
Оптимизация пресс-форм может снизить затраты на техническое обслуживание и себестоимость продукции, а также повысить стабильность серийного производства. Для бесплатного расчета экономии средств за счет оптимизации пресс-форм , пожалуйста, свяжитесь с нами для разработки индивидуального решения по оптимизации конструкции штамповочного изделия.
Как оценить компоновку технологического процесса при оказании услуг по прецизионной штамповке для непрерывных штамповочных форм?
Эффективность и точность штамповочных операций зависят от работы многофункциональных интегрированных прогрессивных штамповочных машин с 30 и более станциями, при этом этот аспект служит основным критерием оценки точности штамповки OEM-производителей . Внедрение правильных проектных решений приводит к существенному повышению эффективности работы и одновременно к снижению затрат.
Стратегия полосной планировки: достижение высокоэффективной интеграции.
- Первоначальное планирование: В технических характеристиках деталей, требующих множества отверстий и изгибов, необходимо определить последовательность штамповки, фланцевания, нарезания резьбы и клепки.
- Расположение производственных участков: Система прогрессивной штамповки будет работать в течение 32 процессов после того, как команда разработала схему, обеспечивающую оптимальное расстояние между участками при минимизации ошибок при обработке.
- Точное управление: Система требует установки установочных штифтов на каждой станции для поддержания точности технологических соединений, что предотвращает смещение нескольких отверстий и отклонения углов изгиба .
- Повышение эффективности: Интегрированный режим «одна деталь — один выход» позволяет завершить все процессы за одну операцию, что приводит к значительному сокращению времени обработки.
Сравнение эффективности: штамповка и лазерная резка.
Процесс штамповки обеспечивает производительность, которая более чем в 15 раз превышает производительность лазерной резки в час. Пример с многоотверстным прецизионным стентом демонстрирует, что лазерная обработка позволяет производить 800 изделий в день по цене 12 долларов за штуку, в то время как наш непрерывный процесс штамповки производит 12 000 изделий в день по цене 5,8 долларов за штуку, что обеспечивает более высокую окупаемость инвестиций.

Рисунок 4: Штамповочный станок с несколькими головками, обрабатывающий металлическую полосу в режиме непрерывной штамповки.
LS Manufacturing: Изготовление на заказ высокоточной защитной крышки из нержавеющей стали 316L медицинского класса, представляющей собой сложную задачу.
Высокоточные защитные экраны из медицинской нержавеющей стали марки 316L востребованы во всем мире и охватывают весь спектр производства медицинских изделий, от штамповки металла до массового производства. Такие прецизионные экраны из медицинской нержавеющей стали марки 316L требуют чрезвычайно жестких допусков и высокого качества поверхности, что может привести к проблемам с растрескиванием и плохой плоскостностью.
Проблемы клиентов
Производитель известного медицинского устройства проводил испытания новой разработки защитного кожуха для кардиостимулятора, когда обнаружил трещины с радиусом 15% и плоскостностью менее 0,05 мм. Традиционная лазерная резка, использованная для изготовления компонента, не прошла проверку из-за термической деформации.
LS Manufacturing Solutions
- Оптимизация материала пресс-формы: сочетание инструментальной стали DC53 и PVD-покрытия обеспечивает срок службы пресс-формы, превышающий 1 миллион рабочих циклов .
- Интеграция датчиков: Установка датчиков давления и перемещения внутри непрерывных штамповочных форм позволяет непрерывно отслеживать любые отклонения на протяжении всего процесса штамповки.
- Проверка прототипа: Услуга лазерной резки позволяет быстро разрабатывать прототипы , на тестирование которых и оптимизацию процесса уходит всего две недели.
- Точное управление: Система обеспечивает контроль плоскостности с точностью до 0,05 мм благодаря сочетанию гидравлической системы эластичного зажима кромки и сервопресса.
Результаты и ценность
Компания добилась уровня брака ниже 0,2%, одновременно снизив затраты на обработку отдельных изделий на 45%, что позволило ей успешно пройти аудит ISO 13485. Клиент заключил трехлетний договор на поставку продукции.
Для получения подробных технических параметров данного примера, пожалуйста, свяжитесь с нами, чтобы получить руководство по проектированию. Предоставление 3D-чертежей дает вам право на бесплатную оценку DFM (проектирование с учетом технологичности производства). Мы можем предложить индивидуальные решения для различных высокоточных деталей медицинского назначения высокой сложности.

Как проектирование для штамповочного производства ускоряет переход от прототипа к серийному производству?
В секторе производителей оригинального оборудования скорость вывода продукции на рынок является основным фактором, определяющим конкурентоспособность. Концепция «проектирования для штамповочного производства » позволяет быстро перейти от прототипа к серийному производству, что сокращает время исследований и разработок и помогает предприятиям осваивать рыночные возможности.
Быстрое изготовление оснастки: обеспечение плавного перехода от прототипа к серийному производству.
- Сроки вмешательства: Группа экспертов по проектированию для штамповочного производства начинает свою работу на этапе разработки концептуального эскиза, обеспечивая полную поддержку проектирования для производства.
- Параллельное проектирование оснастки: процесс проектирования как быстроизготавливаемой, так и серийно выпускаемой оснастки происходит одновременно, что исключает необходимость внесения дополнительных изменений после подтверждения их эффективности в ходе испытаний.
- Первичная проверка образца: Компания использует услугу лазерной резки для быстрого изготовления образцов, что позволяет проверить правильность конструкции и внести необходимые изменения в дизайн.
- Отладка параметров: Система выполняет отладку параметров процесса, что позволяет быстро перейти к полномасштабному производству.
Режим параллельного проектирования: повышение эффективности НИОКР
В нашей организации используется метод параллельного проектирования, поскольку он позволяет проводить проверку первых образцов и разработку оснастки одновременно с отладкой технологических процессов, что приводит к сокращению времени разработки продукции на 40% и позволяет клиентам быстрее выходить на рынок.
Часто задаваемые вопросы
В1: Предоставляете ли вы услуги анализа текучести расплава при штамповке металлических изделий?
Да, мы предоставляем полный отчет об анализе с помощью CAE-моделирования до начала стандартного открытия пресс-формы, чтобы заранее спрогнозировать риск утонения и растрескивания материала, оптимизировать первоначальную конструкцию штамповки металла и избежать доработок на более позднем этапе.
В2: Как сохраняется качество материала в разных партиях продукции, изготовленной методом прецизионной штамповки металла?
Внутри предприятия мы проводим строгий контроль твердости и гранулометрического состава поступающего материала, отбор проб каждой партии материала, а также оптимизируем параметры давления сервопресса в режиме реального времени в соответствии с фактическим пределом текучести партии.
В3: Существуют ли какие-либо ограничения по минимальному объему заказа для вашей продукции, изготовленной методом штамповки металла на заказ?
У нас нет строгих требований к минимальному объему заказа, но мы можем предложить гибкие решения, начиная от пилотных испытаний тысяч изделий и заканчивая массовым производством миллионов деталей. Для небольших партий деталей мы можем использовать услуги лазерной резки, чтобы помочь клиентам сэкономить на стоимости пресс-форм. Загрузите чертежи, чтобы получить ценовое предложение и воспользоваться услугами по индивидуальному заказу.
Вопрос 4. Как служба штамповки контролирует вес детали?
Использование высокопрочной стали с высоким пределом текучести и локальное усиление ребер жесткости позволяют снизить вес деталей более чем на 15%, сохранив при этом их прочность. Это также приводит к снижению материальных и транспортных расходов (конкурентоспособность продукции).
В5: Способна ли оптимизация конструкции штамповки, предлагаемая в рамках процесса производства LS, создавать сложные геометрические формы?
Да, мы отлично справляемся с многоступенчатой глубокой вытяжкой и сложными конструкциями боковой штамповки, поскольку в обычном производстве требуется больше интегрированных процессов. Интегрированное формование может быть реализовано за счет оптимизации конструкции пресс-формы.
В6. Каков типичный срок службы пресс-форм при оказании услуг по прецизионной штамповке OEM-продукции?
Наши стандартные твердосплавные формы способны выдерживать от 5 до 10 миллионов циклов штамповки до необходимости повторной полировки, в зависимости от материала. Мы также предоставляем полное техническое обслуживание твердосплавных форм на протяжении всего срока их службы, что увеличивает интервал между заменами.
В7: Как обрабатываются заусенцы на кромках деталей при выполнении работ по штамповке металла на заказ?
Благодаря строгому контролю зазоров в пресс-форме (обычно 5–10% от ширины плиты) и шлифованию на микронном уровне, доля матовых полос штампованных деталей составляет более 60%, что решает проблему заусенцев по краям и сокращает время последующей шлифовки.
В8: Как штамповка, в отличие от лазерной резки, влияет на точность и стабильность?
Штамповка — это физический процесс холодной формовки, который удаляет зону термического воздействия (ЗТВ), образовавшуюся в результате лазерной обработки. Это позволяет избежать изменений металлографической структуры, что, в свою очередь, обеспечивает более стабильные геометрические допуски и металлографическую структуру, а также лучшую точность и однородность.
Краткое содержание
Высокоточная штамповка металла — это, прежде всего, сочетание общей оптимизации конструкции, связанной со штамповкой, с междисциплинарным подходом. Высокоточная штамповка металла ориентирована на снижение затрат, повышение эффективности и улучшение качества для OEM-заказчиков.
Готовы ли вы оптимизировать производство высокоточных OEM-деталей? Независимо от того, находитесь ли вы на этапе разработки прототипа нового продукта или ищете производственное решение, которое позволит снизить затраты и повысить эффективность, команда технических экспертов LS Manufacturing готова вам помочь.
- Нажмите здесь: [ Загрузите свои 3D-чертежи для бесплатной оценки DFM ]
- Свяжитесь с нами: позвоните на нашу техническую горячую линию, чтобы получить ценовое предложение на услуги по индивидуальному проектированию штампованных металлических изделий .
- Сравнительное преимущество: запросите наш отчет «Штамповка против лазерной резки: экономический анализ крупномасштабного производства».
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


