يُعد تصميم تشكيل المعادن بالختم عنصرًا أساسيًا في تصنيع قطع غيار المعدات الأصلية الدقيقة، حيث يُحدد بشكل مباشر الدقة والتكلفة. غالبًا ما يواجه مصنّعو المعدات الأصلية مشكلات مثل الانحرافات البُعدية وقصر عمر القوالب. العديد من حلول التصميم القديمة، كما نوقش في مقالات سابقة حول اعتبارات التصميم والهندسة الرئيسية ، لم تعد هذه الطرق كافية لتلبية متطلبات الدقة الحالية التي تصل إلى 0.01 مم. ويُعدّ الاعتماد المفرط على معايرة ما بعد المعالجة بدلاً من تحسين الهندسة في المراحل المبكرة السبب الرئيسي للتكاليف غير المنضبطة.
تقدم شركة LS Manufacturing، بالاستفادة من تكنولوجيا هندسة تشكيل المعادن الدقيقة، حلولاً قابلة للتطوير تتفوق على خدمات القطع بالليزر. ويمكن للتحسين في المراحل المبكرة أن يقلل التكاليف بنسبة تزيد عن 30% ويتحكم في معدلات الهدر إلى 0.5% أو أقل.
نظرة عامة سريعة على الإجابات الأساسية في مجال تشكيل المعادن
| المشاكل الأساسية | الحلول | مزايا العميل | التقنيات الرئيسية |
| تكاليف مرتفعة | مراجعة التصميم للتصنيع + التخطيط العلمي | انخفاض في فقدان المواد بنسبة 30%+ | تصميم ختم المعادن |
| دقة أبعاد دون المستوى المطلوب | تحليل العناصر المحدودة + التعويض ثلاثي الأبعاد | التحكم في التفاوت ±0.02 مم | هندسة ختم المعادن الدقيقة |
| معدل الخردة في الإنتاج الضخم | مراقبة تكامل مستشعرات العفن | معدل الخردة ≤ 0.2% | خدمة ختم المعادن للمصنعين الأصليين |
| عمر العفن قصير | تحسين مواد القوالب + معالجة السطح | زيادة عمر العفن بمقدار 5 أضعاف | تحسين تصميم التشكيل بالضغط |
يركزون هنا على عملية تشكيل المعادن بالختم بشكل شامل، بدءًا من تحويل الخامة الخام إلى القطعة النهائية، مع تحديد أبرز التحديات والحلول في كل مرحلة. وبفضل دراسات الحالة الواقعية والمعلومات، يُفيد هذا المحتوى عملاء تصنيع المعدات الأصلية (OEM) في معرفة أفضل السبل لخفض التكاليف، وتوفير الوقت، وضمان الجودة ، وإتقان القيمة الأساسية لتشكيل المعادن بالختم الدقيق.
لماذا تثق بخدمات ختم المعادن الأصلية من LS Manufacturing؟ خبرة في التصنيع الدقيق
يُعدّ اختيار شريك متكامل وفعّال في مجال تشكيل المعادن بالختم أمرًا بالغ الأهمية للمنافسين في مجال تصنيع المعدات الأصلية، حيث تُشكّل الخبرة والآلات والمؤهلات عناصر أساسية. تتخصص شركة LS Manufacturing في تشكيل المعادن بالختم عالي الدقة منذ 18 عامًا، ولديها خبرة واسعة في التعامل مع أكثر من 500 عميل عالمي من مصنعي المعدات الأصلية المتميزين، وقد نجحت في توفير أكثر من 10,000 منتج مُصمّم خصيصًا ، مع معدل إعادة شراء جزئي للمكونات الأساسية يصل إلى 92%. نلتزم بمعيار ISO 9001:2015 لضمان مطابقة جميع منتجاتنا لمعايير الدقة العالمية.
في إطار اهتمامنا بدقة الأبعاد والتحكم في التكاليف، قدمنا أدلة كمية. ففي خدمات تشكيل المعادن الأصلية لتطبيقات الإلكترونيات في السيارات، رفعنا نسبة استخدام المواد من 62% إلى 83%، ووفرنا 32 دولارًا أمريكيًا في تكلفة الوحدة، وأكثر من مليون دولار أمريكي سنويًا من خلال تحسين تصميم التشكيل. أما في تطبيقات المعدات الطبية الأصلية، فقد حققنا مستوى تسطيح 0.03 مم ونسبة هدر 0.15%، وحصلنا على شهادة ISO 13485.
تكمن قوتنا في مشاركتنا الفعّالة منذ المراحل الأولى لتصميم عمليات تشكيل المعادن، مما يجنّبنا المخاطر المصاحبة للإنتاج بكميات كبيرة. تتمتع شركة Pro Stamping Engineering بخبرة واسعة في تشغيل المواد الهشة والتي يصعب تشكيلها (مثل الفولاذ عالي المقاومة وسبائك التيتانيوم)، وذلك ضمن متطلبات غرف التنظيف من الفئة 8 وفقًا لمعيار ISO 14644-1 ، مما يضمن جودة المنتج وتناسقه.
نقدم حلولاً مرنة تتراوح من النماذج الأولية بكميات صغيرة إلى الإنتاج الضخم على نطاق واسع، مع مراعاة الاحتياجات العاجلة وتحسين التكاليف على المدى الطويل. إذا كنت تواجه صعوبات في التكلفة أو الدقة أو الإنتاج الضخم لقطع غيار OEM الدقيقة، فتواصل مع مهندسينا الفنيين للحصول على تقييم مجاني للتصميم من أجل التصنيع (DFM) واكتشف حلولاً مخصصة لتشكيل المعادن.

لماذا تُعد مراجعة التصميم للتصنيع (DFM) في تصميم ختم المعادن أمرًا أساسيًا للتحكم في تكلفة القطعة؟
تُعدّ مراجعة التصميم للتصنيع (DFM) في مرحلة تصميم تشكيل المعادن بالغة الأهمية للتحكم في التكاليف. فالتغييرات الطفيفة في المراحل الأولى من التصميم قد تتضاعف أو تتضاعف ثلاث مرات في الإنتاج الضخم ، مما يؤدي إلى هدر المواد وزيادة نسبة الخردة. وقد وقع العديد من مصنعي المعدات الأصلية (OEM) في دوامة خفض التكاليف نتيجة تجاهلهم لهذه الخطوة.
تحليل FLD: منع تشكل المخاطر مسبقًا
استعن بخبير لإجراء تحليل منحنى حد التشكيل (FLD) للتنبؤ بمخاطر ترقق المواد وكسرها أثناء عملية التشكيل، وتحسين تصميم تشكيل المعادن، ومعالجة العيوب قبل فتح القالب، مما يقلل الحاجة إلى إعادة العمل . في حالة تشكيل الفولاذ عالي المقاومة فقط، سينخفض معدل الهدر الناتج عن الكسر بنسبة 80%.
تصميم التخطيط العلمي: تقليل هدر المواد
يؤثر تصميم التخطيط على كيفية استخدام المواد. يُمكن لتصميم التخطيط المُحسّن لختم المعادن لدينا، مقارنةً بخدمة القطع بالليزر التقليدية، توفير أكثر من 30% من المواد المهدرة في الإنتاج الضخم. وبالإضافة إلى البيانات الواردة في الجدول، يُقلل ذلك من تكلفة الخردة إلى أقصى حد .
| نوع العملية | استخدام المواد | تكلفة المواد للوحدة الواحدة (بالدولار الأمريكي) | تكلفة النفايات السنوية (مليون وحدة) |
| خدمة القطع بالليزر التقليدية | 65% | 2.8 | 980,000 |
| تصميم تخطيطي مُحسَّن لتشكيل المعادن | 82% | 2.1 | 210,000 |
| متوسط تصميم عملية التشكيل بالضغط في الصناعة | 73% | 2.5 | 625,000 |
| تصميم مُحسَّن للتصنيع بتقنية LS | 85% | 2.0 | 150,000 |
تُظهر البيانات الأولية أن مخططنا العلمي للعمليات وحده يمكن أن يحسن استخدام المواد من 65٪ إلى 85٪، ويخفض حجم تكلفة وحدة المواد من 0.8 دولار أمريكي، ويقلل التكلفة السنوية بمقدار 730,000 دولار أمريكي لإنتاجية مليون وحدة.
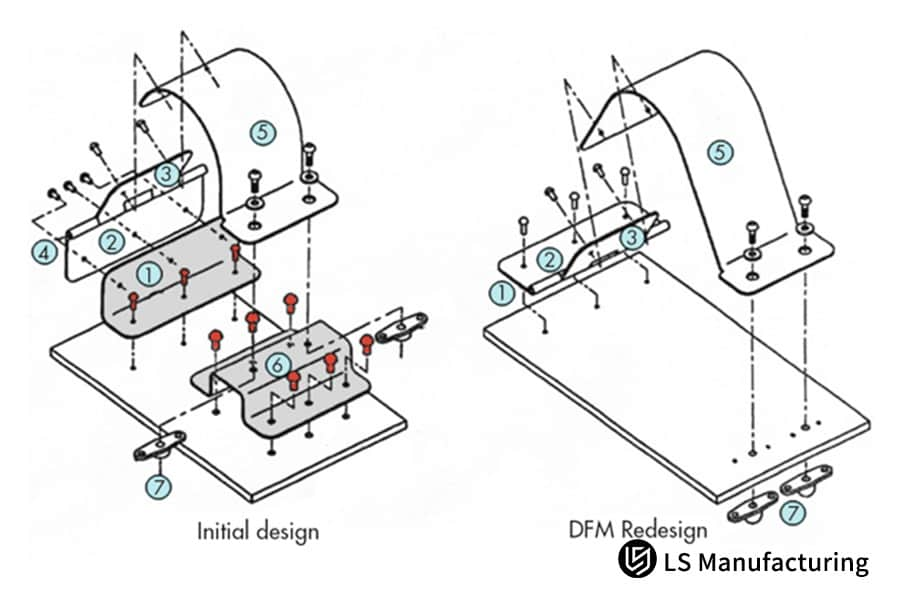
الشكل 1: نموذج ثلاثي الأبعاد يقارن بين جزء مختوم قبل وبعد تحسين DFM.
كيفية استخدام تحليل العناصر المحدودة لحل مشكلة دقة الارتداد في هندسة تشكيل المعادن الدقيقة؟
تميل المواد التي يصعب تشكيلها، مثل سبائك التيتانيوم أو سبائك الألومنيوم الصلبة، إلى الارتداد أثناء عمليات التشكيل الدقيق للمعادن، مما يؤدي إلى عدم دقة الأبعاد المطلوبة. وهذا غير مرغوب فيه عندما تتطلب الأجزاء معالجة لاحقة لتصحيحها.
تقنية التعويض ثلاثي الأبعاد (Overbend): مكافحة ارتداد المواد
يتم استخدام تقنية التعويض ثلاثي الأبعاد للتنبؤ بالارتداد مسبقًا ويتم تنفيذ التعويض العكسي أثناء عملية تصميم القالب، مما يحل مشكلة الانهيار بشكل أساسي.
يتم تحديد معايير تعويض مختلفة وفقًا للمواد، وهي كالتالي:
- سبيكة الألومنيوم عالية القوة المحددة (6061-T6): R/t=1.5 عندما تكون قيمة التصحيح 0.8-1.2، لذا فإن الزاوية بعد انحراف الارتداد هي 0.1 درجة.
- سبيكة التيتانيوم: Ti-6AL-4V. نصف قطر الانحناء R/t يساوي 2.0، ومقدار التعويض يتراوح بين 1.5 و2.0 درجة، والتحكم في الأبعاد R في حدود 0.02 مم.
قالب تشكيل متدرج متعدد المحطات: تعزيز الدقة والاستقرار
القالب التدريجي متعدد المحطات هو نوع من أدوات التشكيل عالية الدقة. يمكنه تنفيذ عدة عمليات في كل شوط ، مما يقلل من عوامل المناولة ويوفر تحكمًا دقيقًا في التفاوتات يصل إلى 0.02 مم . بالمقارنة مع خدمة القطع بالليزر، لا تتسبب هذه العملية في منطقة متأثرة بالحرارة، مما يقلل من عدم استقرار البنية المجهرية للمادة، وبالتالي فهي مثالية لتصنيع أجزاء عالية الدقة .
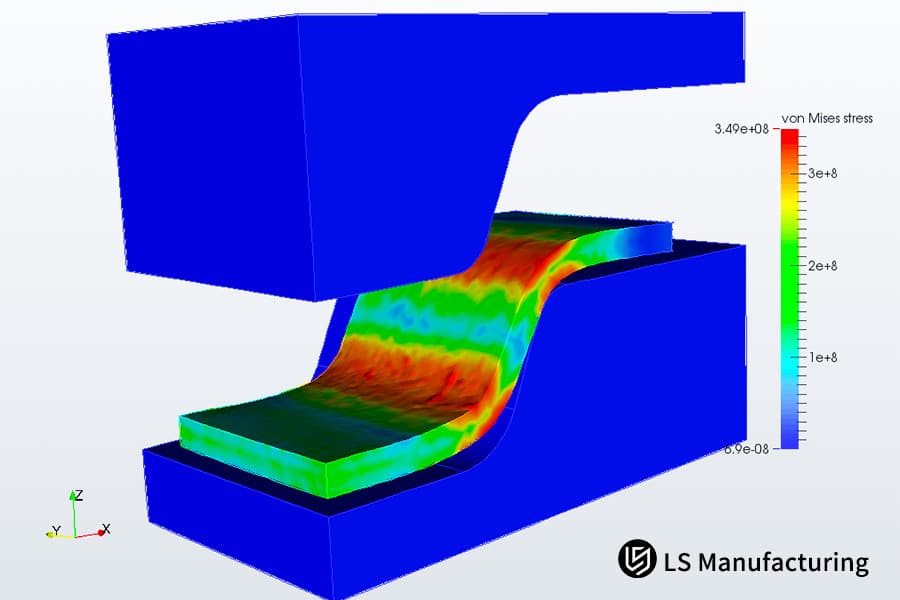
الشكل 2: محاكاة العناصر المحدودة ثلاثية الأبعاد توضح توزيع الإجهاد على جزء أثناء عملية التشكيل بالضغط.
كيف يمكن لخدمات ختم المعادن الأصلية تحقيق إنتاج ضخم خالٍ من العيوب باستخدام مستشعرات القوالب؟
يُعدّ الإنتاج الضخم الخالي من العيوب أمرًا بالغ الأهمية لعملاء تصنيع المعدات الأصلية (OEM) ذوي الجودة العالية. لا توفر عمليات أخذ العينات اليدوية التقليدية استجابة سريعة، أو نسبة خطأ عالية، مما يجعلها غير مناسبة لعمليات التشكيل عالية السرعة التي تصل إلى 500 ضربة في الدقيقة. تُدمج خدمة تشكيل المعادن عالية الجودة من قِبل مصنعي المعدات الأصلية (OEM) أجهزة استشعار القوالب لتحقيق مراقبة فورية ومنع تسرب العيوب.
نظام مراقبة آنية للصناعة 4.0: الكشف الدقيق عن الحالات الشاذة
تم تركيب مستشعرات الضغط والإزاحة في القالب المستمر لتمكين المراقبة الآنية لارتفاع الإغلاق ومنحنى الضغط لعملية التشكيل عالية السرعة (500 ضربة في الدقيقة). يتم رصد أي خلل مبدئيًا، ثم يُطلق إنذار لإيقاف تشغيل الماكينة، وبالتالي تجنب عيوب الدفعة. يُرجى الرجوع إلى الجدول للاطلاع على بيانات مقارنة تفصيلية.
| أسلوب الرصد | معدل عمليات التفتيش الفائتة | زمن الاستجابة | تكلفة المراقبة اليومية (بالدولار الأمريكي) | سرعة الختم المناسبة |
| فحص العينات اليدوي (50 قطعة في الساعة) | 8.3% | ١٠ دقائق أو أكثر | 120 | ≤200 دورة في الدقيقة |
| مراقبة أجهزة الاستشعار الآلية | 0.05% | ≤ 0.1 ثانية | 45 | ≤600 دورة في الدقيقة |
التكيف المرن: تحقيق التوازن الأمثل بين الإنتاج بكميات صغيرة وكبيرة
بالنسبة للنماذج الأولية ذات الدفعات الصغيرة، تم اعتماد خدمة القطع بالليزر للتشذيب لتقليل الاستثمار في القوالب، بينما يتم تصميم الإنتاج الضخم بكميات كبيرة بحيث يتمتع بميزات مثل مطابقة المنتج والإنتاج الضخم الخالي من العيوب عن طريق مراقبة المستشعرات ونظام مراقبة الجودة المعمول به.
يمكن للمراقبة الآلية أن تقلل من معدل إغفال عمليات الفحص، وتوفر تكاليف العمالة، وتضمن اتساق الإنتاج الضخم . لمعرفة المزيد حول كيفية تكييف منتجك مع حلول مراقبة المستشعرات، يرجى التواصل معنا للحصول على استشارة فنية مجانية وحلول مخصصة لمراقبة الجودة.
كيف تُوازن خدمات هندسة التشكيل بين التشحيم وخشونة السطح في عمليات السحب العميق؟
تُعدّ عملية السحب العميق العملية التصنيعية الرئيسية للمكونات الدقيقة المعقدة. في خدمات هندسة التشكيل بالضغط ، يجب إيجاد التوازن الأمثل بين قدرة التشحيم وخشونة السطح . فالتشحيم غير الكافي يُسبب التلف بسهولة، بينما يُؤثر التشحيم الزائد سلبًا على العمليات اللاحقة ويزيد التكاليف.
معايير عملية السحب العميق: التحكم في معدل ترقق الجدار الجانبي
- يُحسب معامل نسبة السحب العميق (قيمة m) باستخدام الصيغة m = D/d (حيث D هو قطر القطعة الخام وd هو قطر الجزء المسحوب). ويُعد هذا المعامل العامل الرئيسي الذي يُحدد مدى صعوبة عملية السحب.
- تصبح عملية السحب أكثر صعوبة عندما تنخفض قيمة m، لأن ذلك يؤدي إلى زيادة ترقق الجدار الجانبي . لذا، ينبغي الحفاظ على خصائص المادة المطلوبة لهذا الغرض ضمن نطاق يتراوح بين 0.55 و 0.75.
- يجب تعديل قيمة m للمواد المختلفة: يتم التحكم في قيمة m للفولاذ عالي القوة بين 0.65 و 0.75، بينما يمكن أن تكون قيمة m للفولاذ الكربوني العادي منخفضة تصل إلى 0.55 إلى 0.65.
- تستخدم هذه العملية عدة تمريرات تمديد لتقليل قيمة m مع الحفاظ على ترقق الجدار الجانبي بنسبة 8٪ لتجنب كسر الأجزاء.
مادة تشحيم صديقة للبيئة تتحمل الضغط الشديد: توازن بين التشحيم وجودة السطح
نختار مواد تشحيم مناسبة وصديقة للبيئة تتحمل الضغط العالي بناءً على متطلبات طلاء القطعة، مع مراعاة التوازن بين فعالية التشحيم وجودة السطح. تحقق القطعة قيمة Ra أقل من 0.8، مما يُنتج حوافًا مختومة أكثر نعومة، وهو ما تُوفره خدمة القطع بالليزر، ويؤدي ذلك إلى تقليل وقت التجليخ ووقت التسليم بنسبة 30%.
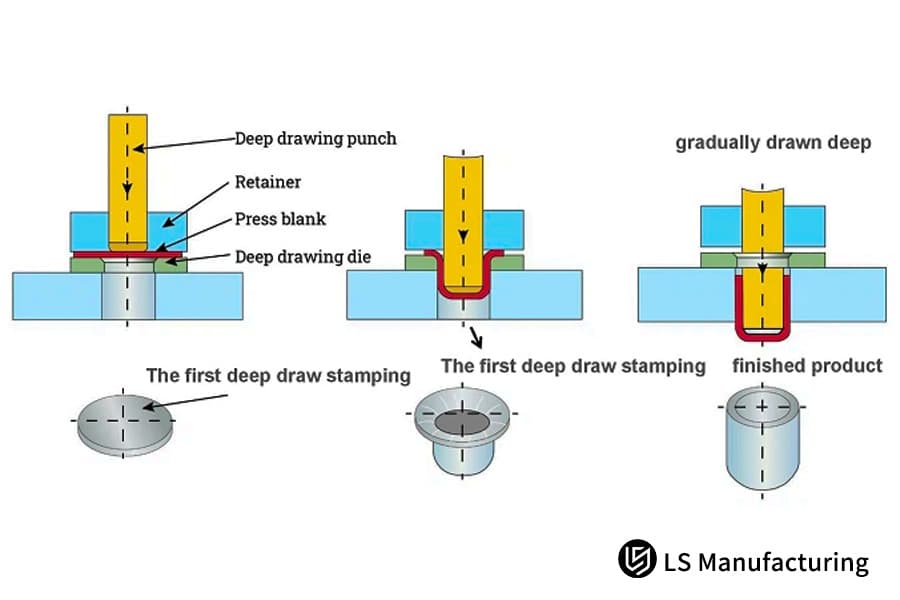
الشكل 3: رسم تخطيطي يوضح خطوات عملية التشكيل بالضغط العميق لتشكيل جزء أسطواني.
لماذا يجب مراعاة تأثير مادة القالب والمعالجة الحرارية عند تحسين تصميم عملية التشكيل بالضغط؟
ينبغي أن يولي تحسين تصميم القوالب في المراحل الأولى اهتمامًا بالغًا بتصميم القطعة، ومواد القالب، وعمليات المعالجة الحرارية. علاوة على ذلك، يؤثر عمر القالب تأثيرًا كبيرًا على تكلفة القطعة وجودتها. ويساهم عدد كبير من مصنعي المعدات الأصلية في ارتفاع تكاليف الوحدة بتجاهلهم تحسين القوالب.
اختيار مادة القالب: التكيف مع احتياجات التشكيل المختلفة
- فولاذ القوالب DC53: يوفر قدرة عالية على تشكيل الفولاذ من خلال تصنيف صلابته HRC62-64 مما يتيح حماية ممتازة ضد التآكل والصدمات.
- فولاذ القوالب SKD11: توفر هذه المادة حلاً اقتصادياً لمشاكل ختم الفولاذ المقاوم للصدأ عن طريق منع تجريد المادة وظهور النتوءات أثناء عملية الختم.
- فولاذ قوالب الكربيد: تتيح هذه المادة أعمال التشكيل عالية الدقة بفضل عمرها الأطول من ثلاث إلى خمس مرات مقارنة بفولاذ القوالب القياسي.
من خلال مطابقة فولاذ القالب مع صلابة مادة التشكيل وسرعة التشكيل، فإن عمر القالب ودقة القطعة يشهدان تحسينات كبيرة .
تقنية معالجة سطحية حصرية: إطالة عمر القالب
نمتلك تقنيات حصرية لمعالجة أسطح القوالب، مثل طلاء الترسيب الفيزيائي للبخار (PVD) ومعالجة TD، والتي تعالج مشكلات تقشر المواد وظهور النتوءات الشائعة في عمليات ختم الفولاذ المقاوم للصدأ، مع زيادة الفترة الزمنية بين عمليات صيانة القوالب المطلوبة. يعرض الجدول بيانات كمية توضح نتائج التحسين قبل وبعد العملية.
| نوع القالب | معالجة السطح | دورة الصيانة (الثقوب) | تكلفة قالب الوحدة المستهلكة (بالدولار الأمريكي) |
| قالب قياسي (SKD11) | معالجة بدون سطح | 200,000 دورة | 0.35 |
| قالب مُحسَّن (SKD11) | طلاء الترسيب الفيزيائي للبخار | مليون دورة | 0.08 |
| قالب قياسي (DC53) | معالجة بدون سطح | 300,000 دورة | 0.28 |
| قالب مُحسَّن (DC53) | علاج خلل الحركة المتأخر | 1,200,000 دورة | 0.07 |
تُظهر البيانات أن دورة صيانة القالب زادت من 200,000 إلى أكثر من مليون دورة بعد التحسين، وانخفضت تكلفة استهلاك القالب الواحد بنسبة 77%. لذا، يُعد اختيار مورد نشط في مجال البحث والتطوير ضروريًا لخفض تكلفة إنتاج الأجزاء بشكل جذري.
يُمكن لتحسين تصميم القوالب أن يُقلل من تكاليف الصيانة وتكاليف الوحدة، ويُحسّن استقرار الإنتاج بكميات كبيرة. للحصول على حساب مجاني لتوفير تكاليف تحسين تصميم القوالب ، يُرجى التواصل معنا للحصول على حلول مُخصصة لتحسين تصميم القوالب.
كيفية تقييم تخطيط العملية في خدمة التشكيل الدقيق للمصنعين الأصليين للقوالب المستمرة؟
تعتمد كفاءة عمليات التشكيل بالضغط ودقتها على كيفية عمل قوالب التشكيل التدريجي المتكاملة متعددة الميزات التي تضم 30 محطة أو أكثر، ويُعد هذا الجانب المعيار الأساسي لتقييم خدمات التشكيل بالضغط الدقيقة لمصنعي المعدات الأصلية . ويؤدي تطبيق تصميمات التخطيط المناسبة إلى تحسينات تشغيلية كبيرة، مما يقلل النفقات في الوقت نفسه.
استراتيجية تصميم الشرائح: تحقيق تكامل عالي الكفاءة
- التخطيط الأولي: يجب أن تحدد مواصفات الأجزاء التي تتطلب ثقوبًا وانحناءات متعددة تسلسل التثقيب والتشكيل والتثقيب والتثبيت بالمسامير الخاص بها.
- تخطيط المحطة: سيعمل نظام القوالب التدريجي من خلال 32 عملية بعد أن قام الفريق بتطوير تخطيط يحقق مسافات مثالية بين المحطات مع تقليل أخطاء المناولة.
- التحكم الدقيق: يتطلب النظام تحديد مواقع الدبابيس في كل محطة للحفاظ على دقة وصلة العملية مما يمنع عدم محاذاة الثقوب المتعددة وانحرافات زاوية الانحناء .
- تحسين الكفاءة: يتيح الوضع المتكامل "قطعة واحدة - خروج واحد" إمكانية إنهاء جميع العمليات من خلال عملية واحدة مما يؤدي إلى تقليل كبير في مدة المعالجة.
مقارنة الكفاءة: خدمة التشكيل بالضغط مقابل خدمة القطع بالليزر
تُحقق عملية التشكيل بالضغط إنتاجيةً تفوق إنتاجية خدمة القطع بالليزر بأكثر من 15 ضعفًا في الساعة. ويُظهر مثال الدعامات الدقيقة متعددة الثقوب أن المعالجة بالليزر تُنتج 800 قطعة يوميًا بتكلفة 12 دولارًا للقطعة الواحدة، بينما تُنتج عملية التشكيل بالضغط المستمرة لدينا 12000 قطعة يوميًا بتكلفة 5.8 دولارًا للقطعة الواحدة، مما يُحقق عائدًا أكبر على الاستثمار.

الشكل 4: آلة ختم ذات رؤوس متعددة تعالج شريطًا معدنيًا في إعداد قالب مستمر.
حالة تصنيع شركة LS Manufacturing: تخصيص عالي الصعوبة لغطاء حماية دقيق من الفولاذ المقاوم للصدأ 316L المستخدم في المجال الطبي
تُغطي الدروع الدقيقة المصنوعة من الفولاذ المقاوم للصدأ الطبي 316L احتياجات تصنيع الأجهزة الطبية عالميًا، وذلك من خلال حلول تشكيل المعادن المصممة خصيصًا للإنتاج الضخم. تتطلب هذه الدروع الدقيقة المصنوعة من الفولاذ المقاوم للصدأ الطبي 316L دقة متناهية في الأبعاد وجودة سطح عالية، وقد تنشأ مشاكل مثل التشققات وعدم استواء السطح.
تحديات العملاء
أثناء اختبار شركة مصنعة لأجهزة طبية معروفة لغطاء واقٍ جديد لجهاز تنظيم ضربات القلب، واجهت الشركة معدل تشقق نصف قطره 15% ومستوى تسطح أقل من 0.05 مم. وقد فشلت خدمة القطع بالليزر التقليدية المستخدمة في إنتاج هذا المكون في الفحص بسبب التشوه الحراري.
حلول التصنيع LS
- تحسين مواد القالب: يوفر الجمع بين فولاذ القالب DC53 وطلاء PVD عمرًا افتراضيًا للقالب يتجاوز مليون دورة تشغيل .
- تكامل أجهزة الاستشعار: يسمح تركيب أجهزة استشعار الضغط والإزاحة داخل القوالب المستمرة بالتتبع المستمر للتطورات غير العادية طوال عملية التشكيل.
- التحقق من النموذج الأولي: تتيح خدمة القطع بالليزر تطويرًا سريعًا للنماذج الأولية، والذي يستغرق أسبوعين فقط لإكمال اختبار النموذج الأولي وتحسين العملية.
- التحكم الدقيق: يحقق النظام التحكم في التسطيح عند 0.05 مم من خلال الجمع بين نظام تثبيت الحافة المرنة الهيدروليكية ومكبس مؤازر.
النتائج والقيمة
حققت الشركة معدل هدر أقل من 0.2% مع خفض تكاليف معالجة القطع الفردية بنسبة 45%، مما مكّنها من إتمام تدقيق معيار ISO 13485 بنجاح . وقد أبرم العميل اتفاقية لمدة ثلاث سنوات لتسليم المنتجات.
للحصول على التفاصيل الفنية الدقيقة لهذه الدراسة، يرجى التواصل معنا للحصول على دليل الحالة. يتيح لك تقديم الرسومات ثلاثية الأبعاد الحصول على تقييم مجاني للتصميم من أجل التصنيع (DFM). كما نوفر حلولاً مخصصة لمختلف الأجزاء الطبية الدقيقة عالية التعقيد.

كيف يُسرّع تصميم عمليات التصنيع بالختم عملية الانتقال من النموذج الأولي إلى الإنتاج الضخم؟
يعتمد قطاع تصنيع المعدات الأصلية للتكنولوجيا على سرعة طرح المنتج في السوق كعامل رئيسي يحدد قدرته التنافسية. ويتيح مفهوم "التصميم لتصنيع التشكيل بالضغط " الانتقال السريع من النموذج الأولي إلى الإنتاج الضخم، مما يقلل من وقت البحث والتطوير ويساعد الشركات على اغتنام فرص السوق.
الأدوات السريعة: تحقيق انتقال سلس من النموذج الأولي إلى الإنتاج الضخم
- توقيت التدخل: يبدأ فريق الخبراء "التصميم لتصنيع التشكيل بالضغط" عمله في مرحلة الرسم المفاهيمي التي توفر دعمًا كاملاً للتصميم من أجل التصنيع.
- تصميم الأدوات المتوازية: تتم عملية تصميم كل من الأدوات السريعة وأدوات الإنتاج الضخم في وقت واحد مما يمنع الحاجة إلى مزيد من التغييرات بعد أن يؤكد الاختبار فعاليتها.
- التحقق من العينة الأولى: تستخدم الشركة خدمة القطع بالليزر لإنشاء عينات سريعة تسمح لها بالتحقق من صحة التصميم وتنفيذ التغييرات اللازمة في التصميم.
- تصحيح أخطاء المعلمات: يقوم النظام بتصحيح أخطاء معلمات العملية مما يتيح الانتقال السريع إلى الإنتاج على نطاق واسع.
نمط الهندسة المتزامنة: تحسين كفاءة البحث والتطوير
تقوم مؤسستنا بتطبيق الهندسة المتزامنة لأنها تمكننا من إجراء التحقق من العينة الأولى وتصميم الأدوات جنبًا إلى جنب مع أنشطة تصحيح الأخطاء في العمليات، مما يؤدي إلى تقليل وقت تطوير المنتج بنسبة 40٪ ويتيح للعملاء دخول الأسواق في وقت أقرب.
الأسئلة الشائعة
س1: هل تقدمون خدمة تحليل تدفق القوالب لمنتجاتكم المعدنية المختومة؟
نعم، نحن نقدم تقرير تحليل محاكاة CAE كامل قبل فتح القالب العادي للتنبؤ مسبقًا بخطر ترقق المواد وتشققها ولتحسين تصميم ختم المعدن الأول وتجنب إعادة العمل في مرحلة لاحقة.
س2: كيف تم الحفاظ على جودة المواد خلال دفعات مختلفة من هندسة ختم المعادن الدقيقة؟
نقوم في الداخل بإجراء اختبارات صارمة لصلابة المواد الواردة وحجم الحبيبات، واختبار أخذ العينات على كل دفعة من المواد، ونقوم بتحسين معلمات الضغط لمكبس المؤازرة على الإنترنت استجابة لقوة الخضوع الفعلية للدفعة.
س3: هل هناك أي حد أدنى لكمية الطلب لختم المعادن الخاص بكم؟
لا نفرض حدًا أدنى صارمًا لكمية الطلب، بل نوفر حلولًا مرنة تتراوح بين التجارب الأولية لآلاف القطع والإنتاج الضخم لملايين القطع. كما نوفر خدمات القطع بالليزر للكميات الصغيرة، مما يساعد العملاء على توفير تكاليف القوالب. حمّل رسوماتك للحصول على عروض أسعار والاستفادة من خدماتنا المصممة خصيصًا لتلبية احتياجاتك.
س4. كيف تتحكم خدمة هندسة التشكيل بالضغط في وزن القطعة؟
باستخدام فولاذ ذي مقاومة خضوع عالية في تصنيع الأجزاء، ومن خلال تطبيق أضلاع محسّنة محليًا، نحقق توفيرًا في الوزن يزيد عن 15% مع الحفاظ على قوة الجزء. ويؤدي ذلك أيضًا إلى خفض تكاليف المواد والنقل (القدرات التنافسية للمنتج).
س5: هل عملية تحسين تصميم التشكيل بالضغط التي توفرها عملية التصنيع بتقنية LS قادرة على تشكيل أشكال هندسية معقدة؟
نعم، نحن بارعون جداً في عمليات السحب العميق متعددة المراحل وهياكل التثقيب الجانبي المعقدة، لأن التصنيع العادي يتطلب المزيد من العمليات المتكاملة. ويمكن تحقيق التشكيل المتكامل من خلال تحسين تصميم القوالب.
س6. ما هو العمر الافتراضي الشائع للقوالب في خدمة ختم المعدات الأصلية الدقيقة؟
تتميز قوالب الكربيد القياسية لدينا بقدرتها على العمل لمدة تتراوح بين 5 إلى 10 ملايين دورة ختم قبل الحاجة إلى إعادة تلميعها، وذلك حسب نوع المادة. كما نوفر خدمة الصيانة الكاملة لقوالب الكربيد طوال دورة حياتها، مما يزيد من الفترة الزمنية بين عمليات الاستبدال.
س7: كيف يتم التعامل مع النتوءات الموجودة على حواف الأجزاء بواسطة خدمة تصميم ختم المعادن المخصصة؟
من خلال التحكم الصارم في خلوص القالب (بشكل عام 5٪ ~ 10٪ من عرض اللوحة)، ومن خلال مستوى الطحن الميكروني، فإن نسبة الشريط الساتان لأجزاء الختم تزيد عن 60٪، ويحل مشكلة نتوءات الحواف، مما يؤدي إلى تقليل وقت الطحن اللاحق.
س8: كيف تستجيب عملية التشكيل بالضغط، على عكس خدمة القطع بالليزر، للدقة والاستقرار؟
التشكيل بالضغط هو عملية تشكيل فيزيائية باردة تزيل المنطقة المتأثرة بالحرارة الناتجة عن المعالجة بالليزر. وهذا يتجنب حدوث تغييرات في البنية المعدنية، مما يؤدي بالتالي إلى إظهار تفاوتات هندسية وبنية معدنية أكثر استقرارًا وتناسقًا أفضل في الدقة.
ملخص
تُعدّ عملية التشكيل الدقيق للمعادن مزيجًا أساسيًا من تحسين التصميم العام المرتبط بالتشكيل، بالإضافة إلى اتباع نهج متعدد التخصصات. وتركز هذه العملية على خفض التكاليف، ورفع الكفاءة، وتحسين الجودة لعملاء تصنيع المعدات الأصلية.
هل أنت مستعد لتحسين قطع غيار OEM الدقيقة الخاصة بك؟ سواء كنت في مرحلة تطوير النموذج الأولي لمنتج جديد أو تبحث عن حل إنتاجي يمكنه تقليل التكاليف وزيادة الكفاءة، فإن فريق الخبراء التقنيين في LS Manufacturing جاهز.
- انقر هنا: [ حمّل رسوماتك ثلاثية الأبعاد لتقييم DFM مجاناً ]
- اتصل بنا: اتصل بخط الدعم الفني الخاص بنا للحصول على عرض أسعار لخدمة تصميم ختم المعادن حسب الطلب .
- الميزة النسبية: اطلب تقريرنا بعنوان "خدمة التشكيل بالضغط مقابل خدمة القطع بالليزر: تقرير التحليل الاقتصادي للإنتاج على نطاق واسع".
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


