
Сравнение услуг по изготовлению силиконовых оснасток и пресс-форм для литья под давлением становится важным узким местом для инженеров в медицинской, автомобильной и электронной отраслях, занимающихся разработкой новых продуктов. Им приходится переходить от первоначальных исследований по использованию жидкого силикона для изготовления пресс-форм к созданию функциональных прототипов, сталкиваясь со сложным выбором между сроками выполнения заказа, капитальными затратами и точностью размеров. Силиконовые пресс-формы могут деформироваться в сложных конструкциях, в то время как алюминиевые/стальные пресс-формы страдают от длительных минимальных объемов заказа и задержек в четыре-шесть недель, что свидетельствует об отсутствии стандартов в плане баланса цены, производительности и сроков поставки.
В компании LS Manufacturing мы используем более чем 15-летний опыт работы с мелкосерийными проектами для анализа различий между силиконовыми и быстроизготавливаемыми алюминиевыми/стальными формами с точки зрения реологии материалов, коэффициента усадки ( ±0,1% против ±0,3% ) и стоимости жизненного цикла, предоставляя вам уникальную матрицу решений для немедленного использования. Таким образом, мы решаем ключевую задачу и способствуем эффективному прототипированию и мелкосерийному производству, исследуя инженерные параметры, которые принесут пользу вашему проекту.

Силиконовая оснастка против оснастки для литья под давлением: краткое руководство по прототипированию.
| Критический фактор | Силиконовые инструменты | Инструменты для литья под давлением |
| Стоимость оснастки | Очень низкая цена (менее 5000 долларов ). | Средняя и высокая стоимость (от 5 до 20 тысяч долларов за алюминий; от 20 до 50 тысяч долларов и более за сталь). |
| Время выполнения | Очень быстро (1-3 дня). | Умеренные сроки (2-4 недели для алюминия; 4-8+ недель для стали). |
| Точность материала | Ограничение: Невозможно обрабатывать конструкционные пластмассы. | Чрезвычайно высокий уровень: возможность использования любой оснастки для литья пластмасс под давлением, предназначенной для промышленного применения. |
| Часть Том | Очень малый объем ( 10-50 штук ). | Низкий и средний объем производства (алюминий: 100-10 000; прототипная сталь: более 10 000 ). |
| Результат: Соответствие требованиям приложения | Подходящий метод для быстрого создания моделей, соответствующих заданным параметрам. | Предоставляет прототипы производственного качества, пригодные для функционального тестирования. |
Основные выводы:
- Назначение определяет выбор: силикон для концептуальных моделей; пресс-формы для литья под давлением для испытаний.
- Ключевым фактором является объем производства: при объеме менее 25 единиц: силиконовый оснастка дешевле; при объеме более 25 единиц: алюминиевая оснастка выгоднее в расчете на одну деталь.
- Материал не подлежит обсуждению: силикон не подходит для конструкционных пластмасс, используйте пресс-формы для литья под давлением .
- Анализ общей стоимости имеет решающее значение: учитывайте стоимость каждой детали на протяжении всего производственного цикла, чтобы определить оптимальный план действий.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Найти сравнительные статьи по силиконовым литьевым формам и оснастке для литья под давлением довольно легко. Это руководство выделяется среди прочих, поскольку оно подготовлено нашей командой инженеров-технологов, которые ежедневно принимают это важное решение о выборе прототипа. Наши критерии выбора процесса основаны на лучших мировых практиках, описанных в технических руководствах Международной ассоциации специалистов по оснастке и механической обработке (ISTMA) , что позволяет нам предоставлять вам реальные, основанные на отраслевом консенсусе рекомендации, а не теории.
В нашей мастерской мы изготавливаем прототипы, для которых требуются специальные инструменты, такие как функциональные воздуховоды для аэрокосмической отрасли, способные работать при температуре -55°C , корпуса для медицинских приборов, пригодные для контакта с человеком при клинических испытаниях, и высокотемпературные разъемы для аккумуляторов электромобилей . Выбор материалов для этих применений и проверка технологических процессов основаны на самых авторитетных технических источниках и научных публикациях Общества инженеров-пластмассов (SPE) .
Мы накопили этот обширный опыт благодаря тысячам циклов прототипирования. Мы точно знаем, почему силиконовая форма, изготовленная за 5 дней и стоящая 3000 долларов, работает лучше, чем стальная форма, изготовленная за 6 недель и стоящая 30 000 долларов ; мы знаем, как добиться допусков ±0,15 мм в силиконовом герметике RTV; и мы знаем правильное расположение литникового канала для устранения линий сшивания при литье под давлением малых объемов. Мы предоставляем вам этот ценный и экономически эффективный опыт, чтобы вы могли эффективно управлять своим циклом прототипирования, не сталкиваясь с дорогостоящими проблемами, с которыми мы уже столкнулись.
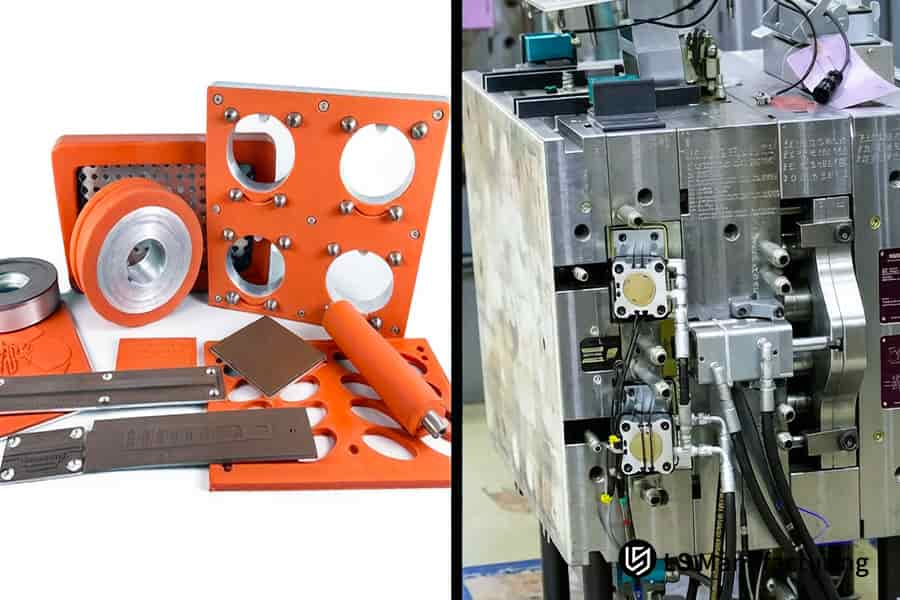
Рисунок 1: Слева показаны оранжевые силиконовые детали оснастки, а справа — сложная металлическая пресс-форма для литья под давлением.
Почему стоит выбрать услугу изготовления прототипов из силиконовых форм для проверки сложных архитектурных решений в рамках проекта «менее пятидесяти этапов»?
Для проверки сложных конструкций деталей перед изготовлением оснастки требуются прототипы, соответствующие окончательным проектным замыслам, но при этом не слишком дорогие. Для мелкосерийного производства ( менее 50 единиц) мы предлагаем услугу по изготовлению прототипов из силиконовых матриц , которая использует физику материалов для преодоления геометрических и финансовых барьеров. Ключевой момент здесь — достижение точности литьевой формы при значительно сокращенных сроках и бюджете.
Основная модель и основа для вакуумного литья
Метод начинается с создания детальной мастер-модели, чаще всего с помощью 3D-печати. Материалы для литьевых форм представляют собой двухкомпонентную жидкую силиконовую резину, которая дегазируется и заливается в мастер-модель под вакуумом. Этот процесс обеспечивает получение бесвоздушных формовочных материалов, способных воспроизвести каждую деталь поверхности, которую невозможно получить с помощью других методов изготовления прототипов .
Эластичная деформация для сложных подрезов
Эта эластичность также умело используется. Пресс-форму можно легко отделить вручную, что позволяет установить угол до 15° . Это означает, что нет необходимости в сложных движениях оснастки для литья под давлением, таких как ползунки, которые слишком дороги для использования в пресс-формах для мелкосерийного производства , что делает геометрию детали несущественной с точки зрения затрат.
Точность и стабильность в мелкосерийном производстве
Крайне важно, чтобы составы для LSR характеризовались предсказуемо хорошими реологическими свойствами . Таким образом, технология формования при низком давлении и комнатной температуре позволяет получать детали без внутренних напряжений и, следовательно, с размерной стабильностью, что обеспечивает надежный и стабильный уровень усадки, до ±0,15% , на протяжении всего процесса мелкосерийного производства .
Быстрая итерация и контроль затрат
Все этапы создания пресс-формы и последующего литья оптимизированы для обеспечения быстрой обработки заказов. Действительно, поскольку отсутствуют процессы проектирования, механической обработки и сборки стальных пресс-форм, характерные для литья под давлением , сроки выполнения заказа сокращаются до 3-5 дней , что оставляет достаточно времени для тестирования множества вариантов конструкции в рамках одного цикла разработки.
Приведенный выше технический анализ демонстрирует, что реальная ценность услуги по изготовлению прототипов силиконовых форм заключается не только в самом процессе изготовления форм, но и в предоставлении правильного инженерного решения. Она революционизирует процесс валидации, делая сложные геометрические формы экономически эффективными и быстрыми. Таким образом, она создает важнейшую и авторитетную связь между проектированием и производством .

Как оснастка для литья под давлением малых объемов обеспечивает соблюдение геометрических допусков при изготовлении пластиковых компонентов аэрокосмического класса?
В процессе валидационного производства в аэрокосмической отрасли, при выпуске от 50 до 5000 единиц продукции, возникают сложные задачи, связанные с изготовлением деталей, которые не только соответствуют строгим требованиям к материалам, но и имеют точные геометрические допуски, как и детали конечной продукции. Это требует перехода от простого прототипирования к использованию оснастки для литья под давлением в малых объемах .
Высокоточная оснастка с использованием материалов и высокоточной обработки.
- Основание с высокопрочными вставками: при изготовлении сердечников пресс-форм используются алюминиевые вставки, такие как Alumec 89 или сталь P20, что позволяет нам поддерживать необходимую жесткость для предотвращения любых деформаций, которые могут быть вызваны давлением впрыска ( 80-120 МПа ) в наших изготовленных на заказ пресс-формах для мелкосерийного производства .
- Достижение точности на микронном уровне: наш 5-осевой процесс обработки на станках с ЧПУ позволяет создавать сложные геометрические формы с начальной точностью обработки от ±0,05 мм до ±0,02 мм для прецизионной оснастки для литья под давлением .
Контроль технологического процесса для предотвращения деформации и оседания.
- Оптимизированная упаковка и охлаждение: давление упаковки ( 80-120 МПа ) обеспечивает достаточную силу для предотвращения образования усадочных раковин из-за сжатия при охлаждении пластика.
- Строгий терморегулирование: Точная система контроля температуры литьевой формы поддерживает разницу температур охлаждающей жидкости менее ±1°C , уменьшая разницу температур, вызывающую деформацию.
Проверка и итерация для получения сертифицированных результатов
- Первичная проверка изделия: Первоначальные изготовленные детали проходят тщательное тестирование методом первичной проверки (FAI) с использованием координатно-измерительных машин (CMM), чтобы гарантировать соответствие всех соответствующих размеров аэрокосмическим допускам .
- Блокировка процесса на основе данных: данные о параметрах, обеспечивающих соответствие деталей техническим требованиям, идентифицируются и блокируются, формируя таким образом воспроизводимый процесс, который переводит продукт от услуг по изготовлению прототипов к услугам по мелкосерийному производству.
Применяя такой подход, включающий в себя использование современной оснастки для литья под давлением малых объемов и эффективное проектирование технологических процессов, достигается необходимая техническая база для создания точных функциональных деталей. Это помогает преодолеть разрыв между прототипированием и производством, что крайне важно при сравнении оснастки для литья под давлением .

Рисунок 2: Текстурированный белый силиконовый инструмент контрастирует с серебристым металлическим инструментом для литья под давлением в цеху.
В каких моментах разница в стоимости между услугами по изготовлению силиконовых литьевых форм и услугами по изготовлению пресс-форм для литья под давлением является существенной?
При выборе оптимальной траектории движения инструмента для прототипа или мелкосерийного производства крайне важно понимать общую стоимость владения. В данном случае было проведено количественное сравнение факторов, влияющих на стоимость оснастки для литья под давлением, при выборе между силиконовой оснасткой и услугами по изготовлению оснастки для литья под давлением . Ниже приведены факторы, влияющие на стоимость, чтобы помочь инженерам принимать более обоснованные решения относительно оснастки для мелкосерийного производства :
| Коэффициент соотношения стоимости и производительности | Формование силикона (вакуумное литье) | Литье алюминия в малых объемах под давлением |
| Типичные первоначальные затраты на оснастку. | Недорогой, обычно от 500 до 1500 долларов . | Высокая стоимость, обычно от 3000 до 6000 долларов . |
| Эффективный срок службы плесени (в тиражах) | Очень короткий срок службы, максимум 15-25 выстрелов. | Длительный срок службы, до 5000 выстрелов и более. |
| Итоговая стоимость одной детали | Высокая стоимость деталей обусловлена коротким сроком службы инструмента. | Очень низкая стоимость деталей благодаря длительному сроку службы инструмента. |
| Оптимальная область применения основного приложения | Идеально подходит для производства менее 50 единиц продукции , если требуется быстрая итерация, поскольку геометрия конструкции сложная. | Экономически выгодно для изготовления мостов или нестандартных мелкосерийных пресс-форм с количеством изделий от 50 до 10 000 . |
| Ключевой анализ пересечения цен. | Себестоимость единицы продукции остается неизменной и высокой, поскольку в процессе изготовления пресс-формы происходит множество изменений. | Когда объемы производства превышают точку безубыточности, которая составляет около 80 единиц , оснастка для литья алюминия под давлением становится дешевле. |
Анализ затрат на изготовление прототипов позволяет сделать основной вывод, что точка безубыточности обычно находится в районе 80 единиц . Когда для проверенной конструкции требуется 80 или более функциональных деталей, надежность и экономия за счет масштаба производства с использованием быстрой алюминиевой оснастки окажутся менее затратными. Использование этого финансового моделирования позволяет точно планировать бюджет и гарантирует, что решение, принятое в отношении услуг по изготовлению прототипов, будет технически обоснованным.
Какие критические ограничения по материалам определяют выбор оснастки для быстрого прототипирования?
Валидация (EVT/DVT) в значительной степени зависит от точности моделирования материалов, поскольку любая ошибка моделирования может привести к дорогостоящим отказам в дальнейшем. Хотя услуги по изготовлению прототипов силиконовых форм обеспечивают быструю обработку, ограничения по материалам ограничивают выбор оснастки для получения надежных результатов испытаний:
Основное ограничение: имитация и реальные инженерные полимеры.
Процессы быстрого прототипирования, такие как вакуумное литье, имеют ограниченную применимость, поскольку позволяют подобрать оснастку с аналогичной твердостью (например, 75 по Шору D). Однако эти процессы не могут сравниться с твердостью настоящих конструкционных термопластов при температуре выше 85°C . Этого недостаточно для оценки термической стабильности, ползучести и химической совместимости, что особенно важно при тестировании поликарбоната (ПК) или нейлона . Таким образом, существует явное различие между вакуумным литьем и литьем под давлением .
Наше решение: сертифицированное сырье, идентичное по составу используемому в производстве.
В процессе изготовления прототипов мы обеспечиваем достоверность испытаний материалов, используя промышленные конструкционные пластмассы. В случаях мелкосерийного производства мы используем тот же материал, например , ПК, ПА + 30% стекловолокна или ПЭЭК , который вы будете использовать в массовом производстве, отливая его с помощью надежной литьевой формы . К каждой партии прилагается протокол испытаний материалов (MTR) и сертификат соответствия (CoC), подтверждающие 100% подлинность физических характеристик ваших тестовых деталей.
Высокоточная обработка для получения высокоэффективных материалов
Для высокоэффективных материалов требуется точный контроль температуры и давления. Благодаря прецизионному пресс-формованию и современным системам терморегулирования мы обеспечиваем правильную обработку материалов, требующих высоких температур плавления, или материалов с композитными наполнителями. Результатом является идеальное выравнивание волокон в случае стекловолоконных материалов и правильная кристаллизация в полукристаллических полимерах, что невозможно при использовании литых полимерных смол.
Обеспечение возможности проведения достоверных разрушающих испытаний и испытаний на протяжении всего жизненного цикла.
Процесс разрушающих испытаний предполагает использование прототипов с реальной морфологией полимера. Наша сложная система литьевых форм позволяет создавать прототипы с истинной морфологией полимера. Таким образом, мы можем получить достоверные данные о прочности на растяжение, ударной прочности и усталостной долговечности при воздействии нагрузок, в сравнении с прототипами, созданными методом литья из полиуретана.
Это показывает, что выбор процесса изготовления прототипа является важным фактором при выборе материалов. Наша компания может предоставить сертифицированные инженерные материалы, обработанные с использованием специализированных систем литья под давлением . Благодаря этому мы предоставляем нашим клиентам прототипы с точными эксплуатационными характеристиками. Подтвердите работоспособность вашей конструкции с помощью материалов, идентичных производственным, а не компромиссных заменителей. Отправьте свои спецификации, чтобы получить сертифицированные прототипы MTR и коммерческое предложение, ориентированное на проверку.

Рисунок 3: На изображении показано сравнение процесса удаления светло-голубой силиконовой детали с темной металлической литьевой формой на рабочем столе.
Как проектирование с учетом технологичности производства (DFM) оптимизирует изготовление пресс-форм на заказ для мелкосерийного производства с целью сокращения сроков выполнения заказа?
При мелкосерийном производстве основным ограничивающим фактором является время, поскольку любое изменение на этапе проектирования на поздней стадии процесса приведет к остановке всего производства. Сила нашего подхода заключается в проведении анализа DFM (проектирование для производства) ваших 3D-моделей нашими экспертами вскоре после получения нами ваших проектных моделей, что позволяет выявить и устранить любые производственные проблемы при изготовлении пресс-форм для мелкосерийного производства еще до начала изготовления оснастки.
Систематический DFM-анализ для раннего решения проблем
- Быстрое развертывание моделирования: Мы анализируем вашу конструкцию в течение 2 часов после получения модели, чтобы смоделировать проблемы заполнения и охлаждения в оснастке для литья под давлением малых объемов .
- Рекомендации, специфичные для конкретного процесса: анализ различается; при вакуумном формовании силикона мы сосредотачиваемся на проектировании эффективных вентиляционных отверстий, а при литье под давлением — на способах предотвращения деформации.
Оптимизация эффективности вакуумного литья силикона
- Проектирование затворов и вентиляционных отверстий: Мы определяем места, где необходимо разместить затворы и вентиляционные отверстия, чтобы обеспечить полное заполнение без образования воздушных карманов.
- Проверка углов уклона и подрезов: Мы подтверждаем углы уклона и определяем участки, которые могут быть извлечены из форм из-за их эластичности.
Разработка технологий для повышения эффективности и долговечности литьевых форм.
- Оптимизация толщины стенок: Мы рекомендуем изменять толщину стенок таким образом, чтобы соотношение толщины и деформаций оставалось на уровне 3:1 или меньше, что исключает усадку или деформацию и позволяет избежать модификации пресс-форм из-за особенностей литья.
- Упрощение пресс-форм для ускорения процесса: Мы рекомендуем модификации, максимально упрощающие операции, что приводит к снижению сложности электроэрозионной обработки до 35% в нашем ускоренном процессе изготовления пресс-форм для литья под давлением .
Достижение окончательного, пригодного для производства проекта.
- Совместная блокировка проекта: Мы создаем аннотированный отчет DFM, гарантирующий, что в окончательную 3D-модель будут внесены все необходимые изменения для упрощенного изготовления оснастки для литья под давлением .
- Предотвращение итерационных циклов: наш проактивный подход гарантирует правильное изготовление пресс-формы с самого начала, исключая итерационные циклы, возникающие после начала механической обработки.
Этот этап сокращает критический путь за счет цифрового решения проблем до начала производственного процесса . Ваш проект преобразуется в готовый к изготовлению проект с максимальной скоростью и точностью, что гарантирует бесперебойный переход вашего проекта по изготовлению прототипов от концепции к функциональным деталям.
Какие технические параметры позволяют оценить долговечность инструмента при оказании услуг по изготовлению оснастки для мелкосерийного производства?
Для клиентов с постоянными производственными потребностями долговечность и надежность оснастки являются первостепенными финансовыми и операционными задачами, выходящими далеко за рамки первоначального прототипа. В этом документе количественно определены ключевые технические параметры, определяющие долговечность оснастки, и, выходя за рамки маркетинговых заявлений, предлагается инженерная основа для оценки партнера по производству оснастки для мелкосерийного производства . Цель состоит в том, чтобы подробно описать спецификации, которые предотвращают преждевременный выход из строя и обеспечивают стабильное качество деталей в течение длительных периодов мелкосерийного производства :
| Технические параметры | Технические характеристики и обоснование проекта |
| Выбор базового материала | Для обеспечения структурной жесткости пресс-форм для мелкосерийного производства, изготавливаемых на заказ , используется высококачественный алюминий (например, 7075 ) или сталь P20/NAK80 . |
| Твердость поверхности стержня/полости | Алюминий подвергается твердому анодированию ( >400 HV ), тогда как поверхность стали подвергается твердой обработке до HRC 38-42 в наших закаленных пресс-формах для литья под давлением . |
| Износостойкость и коррозионная стойкость | Твердая обработанная поверхность обеспечивает устойчивость к абразивному воздействию стекловолокна и не вступает в химические реакции. |
| Размерная стабильность | Высокоточная механическая обработка и снятие внутренних напряжений помогают обеспечить сохранение точности изготовления пресс-форм для литья под давлением при циклических нагрузках. |
| Увеличенный срок службы инструмента. Анодированное покрытие. | Алюминий: 5000-10000 циклов литья . Обработанные стальные пресс-формы: более 50000 циклов без облоя, что делает их по-настоящему долговечной оснасткой для литья под давлением . |
| Гарантия качества обслуживания | Наша пожизненная гарантия на оснастку также включает в себя бесплатные услуги по хранению и техническому обслуживанию, что гарантирует сохранение ценности вашей пресс-формы. |
Благодаря применению передовых материалов, точности и качественному сервису, гарантируется долговечность оснастки для мелкосерийного производства . Решая ключевую задачу сохранения стоимости в долгосрочной перспективе путем установления конкретных критериев, таких как твердость поверхности >400 HV и ресурс более 50 000 циклов литья, а также предоставляя пожизненные гарантии, мы обеспечиваем превращение вашей оснастки из первоначального бремени затрат в ценный производственный актив. Это обеспечивает необходимый ориентир для сравнения оснастки для литья под давлением на основе общей стоимости владения.

Рисунок 4: На фотографии показана серебристая металлическая пресс-форма, сопоставленная с небольшой черной деталью на соседнем рабочем месте.
Как выбрать поставщика пресс-форм для мелкосерийного производства, чтобы исключить риски утечки интеллектуальной собственности?
Инноваторы, работающие в таких отраслях, как медицинские технологии, оборона и автомобильные сенсорные технологии, понимают, что защита интеллектуальной собственности имеет приоритет над соображениями стоимости. В следующем тексте описывается конкретный многоуровневый протокол защиты интеллектуальной собственности, который поможет реализовать потенциал защиты интеллектуальной собственности с помощью конкретного набора протоколов. Сотрудничество с поставщиком, использующим этот протокол, устраняет любую потенциальную угрозу утечки информации во время услуг по изготовлению прототипов :
Физическая безопасность и производственная изоляция
Критически важные программы производятся с использованием защищенных, изолированных производственных линий, где защищенные литьевые формы и обрабатывающие ячейки отделены от корпоративной интрасети и не имеют доступа к интернету, чтобы предотвратить взлом и утечку данных. Все изготовленные на заказ малосерийные пресс-формы и детали, используемые в критически важных проектах, хранятся в физически защищенных зонах с круглосуточным наблюдением.
Протоколы защиты данных и цифровой безопасности
В первую очередь, любая передача файлов будет защищена с помощью 256-битного сквозного шифрования. Это обеспечит защиту проектных файлов для анализа DFM и обмена техническими деталями. Весь жизненный цикл проекта, от первоначальных консультаций по выбору оснастки для силиконовых литьевых форм до инструкций, будет проходить на защищенных серверах, чтобы исключить любую возможность утечки данных.
Правовые и процессуальные гарантии
Помимо технологических мер, используются также и человеческие аспекты процесса. Все инженеры и техники, получающие доступ к деталям проекта, подписывают подробное и юридически обязывающее соглашение о неразглашении информации (NDA) . Это соглашение дополняется процедурой ограничения доступа к информации по принципу «необходимо знать», независимо от того, касается ли это услуг по изготовлению прототипов силиконовых форм или сложных производственных форм.
Критерии проверки выбора поставщика
Надежные партнеры должны подтвердить эффективность своих процедур. В этом случае мы предлагаем четкое подтверждение посредством отчетов о проверках безопасности и нашей обработки данных. Использование поставщика, соответствующего этому стандарту проверенной оснастки для литья под давлением, обеспечивает вашей интеллектуальной собственности надежную защиту, что делает этот фактор очень важным при выборе.
На примере этой модели можно показать, что защита интеллектуальной собственности — это практическая дисциплина. Мы решаем ключевую проблему защиты наших клиентов, внедряя комплексную стратегию безопасности — от аппаратного обеспечения, изолированного от всех сетей, до шифрования военного уровня и правового контроля. Это позволяет вам с полной уверенностью использовать услуги сторонних компаний по изготовлению прототипов для мелкосерийного производства пресс-форм на заказ .
Пример из практики: Как компания LS Manufacturing сэкономила 45% капитальных затрат на оснастку в проекте по созданию корпуса для радарного датчика системы автономного вождения в автомобиле?
Крупному североамериканскому производителю первого уровня потребовалось 150 прототипов корпуса для усовершенствованного LiDAR-датчика для критически важных дорожных испытаний. Проблема заключалась в выборе между высокой стоимостью и длительными сроками поставки, связанными с традиционными методами литья под давлением для больших объемов , или недостаточными возможностями материалов и точностью, которые обычно обеспечивают услуги по изготовлению прототипов . Компания LS Manufacturing решила эту проблему, предложив эффективное решение для мелкосерийного литья под давлением :
Задача клиента
Деталь представляла собой корпус из полиамида PA66, армированного 30% стекловолокна ( PA66+30%GF ), с плотными радиаторами и тремя внутренними подрезами. Для правильной установки датчиков и функционального тестирования в условиях окружающей среды требовались жесткие допуски ±0,03 мм . Изготовление традиционной оснастки обошлось бы примерно в 18 000 долларов и заняло бы шесть недель, что сделало бы невозможным соблюдение сроков интеграции в автомобиль, а услуги по изготовлению прототипов из силиконовых матриц не позволяли использовать материалы такого класса и обеспечить необходимую прочность и точность детали.
LS Manufacturing Solution
Литье из силикона было невозможно из-за ограничений на используемые материалы. Вместо этого мы выбрали многовставочную оснастку для литья под давлением , которую можно было точно изготовить из авиационного алюминия марки 7075-T6 с помощью 5-осевого станка с ЧПУ. Мы избежали сложных направляющих, воспользовавшись точностью оснастки и правильно расположив уклоны. Была применена оснастка для литья под высоким давлением ( 95 МПа) с оптимизированными каналами быстрого охлаждения, чтобы избежать усадочных раковин или деформации материала.
Результаты и ценность
Наша высокоточная оснастка для литья под давлением позволила изготовить 150 деталей с гарантией качества в течение 12 рабочих дней . Все детали соответствовали допуску ±0,03 мм и прошли первоначальную проверку по стандарту IATF 16949 без каких-либо пустот или усадочных раковин. Уникальная конструкция оснастки помогла нам сократить первоначальные капитальные затраты на 45% по сравнению с обычными затратами на изготовление пресс-форм. В результате заказчик получил соглашение о закупке продукции для автомобильного OEM-производителя на 18 дней раньше запланированного срока и обязался использовать нашу компанию для всех своих заказов на изготовление мелкосерийных пресс-форм .
Этот конкретный проект демонстрирует нашу способность предоставлять специализированные инструменты для быстрого прототипирования , которые помогут решить ключевую проблему скорости, доступности и качества, соответствующего автомобильному уровню. Выбирая подходящие высококачественные материалы и оптимизируя производственный процесс , мы можем помочь нашим клиентам получить конкурентное преимущество.
Прекратите выбирать между высокой стоимостью и длительными сроками поставки. Чтобы сэкономить 45% на оснастке и получить детали, соответствующие стандарту IATF 16949, в течение 12 дней, отправьте свой прототип на оценку целесообразности и быструю смету.

Часто задаваемые вопросы
1. Каков абсолютный минимальный объем заказа на услуги по изготовлению прототипной оснастки от компании LS Manufacturing?
Компания LS Manufacturing действительно воплощает концепцию гибкого производства, основанного на ценности для клиента. Услуги по изготовлению прототипов малых объемов, предлагаемые LS Manufacturing, не включают никаких обязательных ограничений по минимальному количеству заказа; поэтому, независимо от того, нужен ли вам всего один сложный силиконовый прототип или пять прототипов, изготовленных методом быстрой литьевой формовки , наш эффективный процесс обработки доступен для начала работы в любое время и в любом месте.
2. Может ли литьевая оснастка из жидкого силикона обеспечить точное соответствие физических свойств деталей, изготовленных методом литья под давлением на заказ?
Это не совсем возможно. Хотя литье из жидкого силикона использует вакуумные технологии литья с применением полиуретановых смол, отверждаемых или формуемых при атмосферном или низком давлении, и хотя мы можем точно контролировать твердость материала по Шору, если необходимо подтвердить все свойства высокотемпературной стойкости и прочности на растяжение полимерных пластмасс массового производства, то следует выбрать услугу мелкосерийного литья с использованием оснастки из алюминия или стали аэрокосмического класса .
3. Сколько рабочих дней требуется компании LS Manufacturing для поставки высокоточных, изготовленных на заказ пресс-форм для мелкосерийного производства?
Благодаря тщательно оптимизированному и предварительному техническому анализу с учетом технологичности производства (DFM), компания LS Manufacturing гарантирует, что прототипы силиконовых форм, изготовленные методом вакуумного литья, могут быть отгружены всего за 3 рабочих дня . Кроме того, наши пресс-формы для быстрой литьевой форм малого объема, изготовленные из авиационного алюминия марки 7075 или предварительно закаленной стали P20, позволяют завершить весь процесс, от изготовления пресс-формы до предоставления отчета о проверке первого образца (FAIR), в течение 10–14 рабочих дней .
4. Какая технология производства обеспечивает более низкую себестоимость единицы продукции при увеличении объемов производства с пятидесяти до пяти тысяч единиц?
При увеличении объемов производства с 50 до 5000 единиц , технология быстрого литья под давлением демонстрирует неоспоримое преимущество с точки зрения общей окупаемости инвестиций. Это объясняется тем, что время обработки одной детали может быть сокращено до менее чем 30 секунд ; по сравнению с вакуумным литьем из силикона , которое требует значительных трудозатрат, стоимость единицы продукции может снизиться более чем на 60% .
5. Какие критически важные геометрические допуски ваши услуги по быстрому прототипированию могут стабильно обеспечивать собственными силами?
Благодаря использованию нашего собственного парка высокоточных 5-осевых обрабатывающих центров с ЧПУ Okuma (Япония) и Mazak (США), а также встроенной инфракрасной координатно-измерительной машины (КИМ) для проверки в режиме реального времени, услуги LS Manufacturing по прототипированию изделий методом литья под давлением в малых объемах позволяют стабильно поддерживать допуски по размерам в исключительно высоком, мировом диапазоне ±0,03 мм или даже сверхточном ±0,02 мм .
6. Предоставляете ли вы формальный анализ оптимизации DFM (проектирование для производства) перед изготовлением оснастки для мелкосерийного производства?
Да. Одно из ключевых конкурентных преимуществ LS Manufacturing заключается в предоставлении бесплатного и всестороннего анализа технологичности производства (DFM). Всего за два часа после получения вашего запроса наша команда опытных инженеров-технологов по литью под давлением подготовит индивидуальный подробный отчет по анализу Moldflow, охватывающий такие важные параметры, как оптимальное расположение литниковых каналов, регулировка угла уклона и моделирование максимальных изменений толщины стенок.
7. Какие специализированные виды обработки поверхности доступны для изготовления нестандартных мелкосерийных пресс-форм медицинского и автомобильного назначения?
Мы предлагаем широкий и разнообразный спектр процессов обработки поверхности пресс-форм. Наши возможности охватывают все этапы, от базовой полировки до зеркального блеска по стандарту SPI-A1/A2 и текстурирования методом электроэрозионной обработки VDI 3400 до стандартных текстур, полученных методом химического травления, отвечающих строгим требованиям автомобильной и медицинской отраслей. Это гарантирует, что визуальная эстетика и микроскопическая шероховатость поверхности (Ra ≤ 0,05 мкм) ваших компонентов на 100% соответствуют — и часто превосходят — коммерческие стандарты сборки.
8. Как я могу немедленно начать точную оценку стоимости изготовления пресс-форм на заказ для мелкосерийного производства с помощью LS Manufacturing?
Просто загрузите свои 3D CAD-чертежи (поддерживающие форматы STEP, IGES и X_T) через нашу зашифрованную систему. Наш глобальный центр инженерной поддержки предоставит вам прозрачное, детализированное коммерческое предложение , включающее как стоимость пресс-форм, так и дифференцированную цену за единицу продукции, всего за 12 часов .
Краткое содержание
Выбор между силиконовой оснасткой и пресс-формами для мелкосерийного литья под давлением — это стратегический баланс между сроками НИОКР, ограничениями по материалам и первоначальными инвестициями. В условиях быстрого прототипирования компания LS Manufacturing — сертифицированный по стандарту ISO эксперт с 15-летним опытом — использует реальные параметры и непосредственный опыт работы над проектами для создания оснастки, которая сочетает в себе скорость и качество, адаптированные к вашим потребностям в функциональном тестировании.
Не позволяйте медленным циклам производства или некачественным прототипам сдерживать ваши разработки. Свяжитесь со специалистами по литью в формы компании LS Manufacturing, чтобы обеспечить уверенность в вашем проекте. Нажмите «Получить бесплатный анализ DFM и расчет стоимости в режиме реального времени», чтобы загрузить ваши файлы STEP/IGES. В течение 12 часов вы получите прозрачный многотомный расчет стоимости и бесплатный отчет DFM стоимостью 350 долларов — давайте вместе успешно запустим ваш продукт.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


