
Услуги по изготовлению оснастки для литья под давлением поликарбоната решают важнейшую проблему микроволнистости поверхности , которая приводит к несоответствию стандартам зеркальной поверхности Ra 0,02 мкм и внутренним напряжениям, вызывающим проблему размытия изображения и растрескивания деталей с высокой четкостью после сборки. Традиционные поставщики не обладают достаточной твердостью стали, используют острые штифтовые литники, что приводит к огромным сдвиговым напряжениям, и не могут контролировать динамическую температуру пресс-формы в диапазоне 80–100 °C .
Компания LS Manufacturing — один из ведущих мировых поставщиков пресс-форм для изготовления деталей из поликарбоната на заказ , использующий проверенную процедуру, подтвержденную многочисленными испытаниями оптических компонентов: термообработанная дегазированная сталь, притирка алмазной пастой с зернистостью 6000 и перепроектирование веерного/крыловидного литника. Это означает, что с нами вы получаете прямой доступ к техническим характеристикам, необходимым для устранения проблем, связанных с отжигом под напряжением, и достижения выхода годных изделий ≥98% .

Услуги по изготовлению оснастки для литья под давлением из поликарбоната: руководство по полировке и обеспечению чистоты.
| Критический фактор | Инструментальные и технологические решения | Оптический результат |
| Чистота листовой стали | Чистота инструментальной стали, например, достигается за счет использования вакуумно-переплавленной инструментальной стали (Stavax ESR) для удаления включений. | Помогает избежать подповерхностных дефектов, которые приводят к видимым точкам напряжения или помутнению. |
| Техника полировки | Полировка с использованием алмазов, с последовательным прохождением определенных этапов до достижения полировки алмазной пастой с размером частиц 1 мкм . | Обеспечивает получение реального и достоверного значения Ra 0,02 мкм (SPI A1) . |
| Стратегия выпуска воздуха | Вентиляция с помощью вырезанных лазером вентиляционных отверстий из пористой стали на последних заполненных участках. | Предотвращает появление следов пригорания и линий потока, которые рассеивают свет и делают оптические детали мутными. |
| Дизайн ворот | Проектирование точечных или подводных затворов, минимизирующих нагрузку. | Контролирует выравнивание молекул, предотвращая двойное лучепреломление, вызванное напряжением. |
| Регулировка температуры | Точный контроль температуры ( ±1°C ) для плесени с использованием воды или масла. | Способствует обеспечению точного потока и охлаждения материала для литьевой формы , что важно для стабильности размеров. |
Основные выводы:
- Сталь — это основа: для достижения четкости изображения необходимо использовать сверхчистую однородную инструментальную сталь . Обычная инструментальная сталь содержит примеси, которые приводят к видимым дефектам.
- Полировка — это процесс, а не зернистость: для достижения класса SPI A1 требуется очень строгая процедура алмазной полировки, а не высокое значение зернистости последнего абразива .
- Вентиляция — это оптический элемент: для получения кристально чистых деталей вентиляционные отверстия должны быть точно спроектированы таким образом, чтобы отводить воздух, не создавая видимых следов. Может потребоваться пористая сталь.
- Контроль технологического процесса не подлежит обсуждению: даже при идеальной форме небольшие изменения температуры расплава и формы приведут к возникновению напряжений. Терморегулирование имеет ключевое значение для поддержания оптической прозрачности.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует множество руководств по использованию поликарбоната. Но это уникальное руководство. Оно разработано собственными специалистами LS Manufacturing, которые обладают опытом проектирования пресс-форм , компенсирующих высокую вязкость и напряжение, присущие обработке поликарбоната . Наши методы проектирования пресс-форм основаны на опыте работы с рекомендациями Международной ассоциации производителей полупроводникового оборудования и материалов (SEMI) , которые строго ограничивают образование частиц и выделение газов.
При проектировании оснастки для компонентов ПК, предназначенных для работы в суровых условиях, мы используем огнестойкие материалы для защиты электронных устройств на борту самолетов, стерилизуемых компонентов в хирургических инструментах и линз с высокой оптической прозрачностью в автомобильной промышленности. Квалификация и надежность деталей, разработанных для таких суровых условий, основаны на рекомендациях Ассоциации производителей электроники (IPC) по сборке электронных компонентов.
Наш опыт основан на работе с треснувшими сердечниками печатных форм и устранении расслоения. Мы знаем необходимую температуру горячего канала (80±2°C) для аморфной смолы, качество обработки поверхности формы для обеспечения желаемой светопропускаемости, а также конструкцию системы охлаждения формы для предотвращения остаточных напряжений , которые могут привести к растрескиванию под воздействием окружающей среды. Мы передадим вам эту информацию, чтобы помочь вам разработать эффективную печатную форму, которая не треснет и не выйдет из строя из-за плохой оптической прозрачности. Это гарантирует, что вы получите эффективную печатную форму, которая будет безупречно работать без риска растрескивания после изготовления.
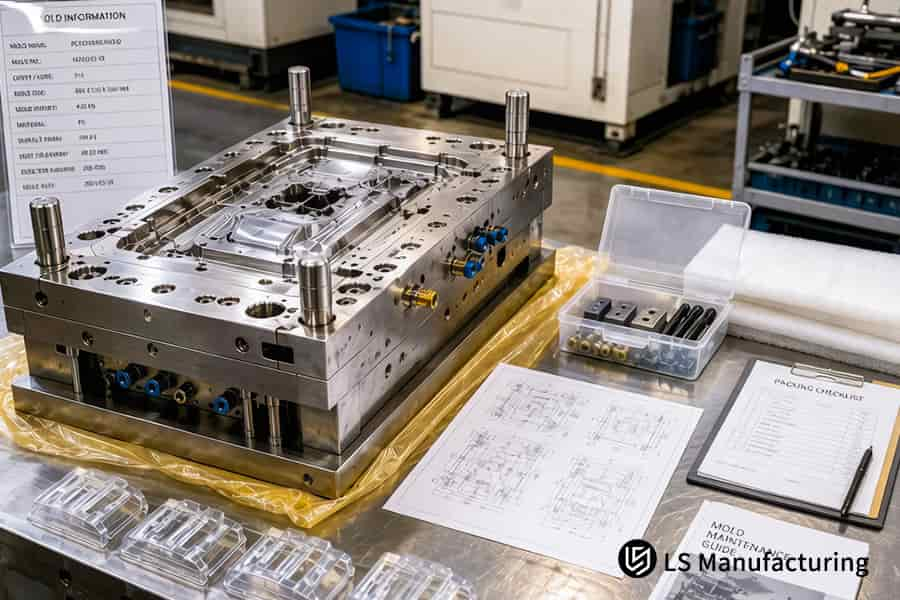
Рисунок 1: Полировальный инструмент сглаживает полость пресс-формы из легированной стали для высокоточного изготовления литьевых форм из поликарбоната.
Почему стандартная оснастка не соответствует стандартам полировки пресс-форм для литья под давлением с шероховатостью Ra 0,02?
Стандартная оснастка для литья под давлением не позволяет получить литьевые формы с полировкой Ra 0,02, поскольку обычные марки стали изготавливаются из материалов с порами, которые разрушаются при полировке до зеркального блеска, что приводит к рассеиванию света из-за образования точечных дефектов. В случае услуг по изготовлению оснастки для литья под давлением поликарбоната последствия очевидны: количество бракованных деталей и неопределенный процент отходов. Это знание становится очень важным при рассмотрении любого проекта по изготовлению оснастки для литья под давлением на заказ, требующего прозрачности с первого отливки.
| Аспект | Стандартная оснастка | Требуется для Ra 0,02 |
| чистота стали | Низкочистая сталь с микропорами | Размагниченный в вакууме сплав S136/8407 без включений |
| Твердость | ≤48 HRC , подвержен деформации поверхности | Очень твердый, 52–54 HRC, устойчив к полировке и вытягиванию зерна. |
| Метод полировки | Однопроходная полировка с использованием мелкодисперсной алмазной пасты ( ≤3000 меш ). | Многоступенчатая механическая и ручная притирка с использованием алмазного патча 6000. |
| Достижимая шероховатость поверхности | Шероховатая текстура апельсиновой кожуры, Ra ≥0,05 микрон | Тонкая зеркальная полировка, Ra 0,012 – 0,025 микрон |
Использование стали, прошедшей вакуумную дегазацию, с твердостью 52-54 HRC и многоступенчатой полировкой абразивом зернистостью 6000, гарантирует отсутствие точечных дефектов и зеркальную поверхность, исключающую светорассеивающие дефекты, необходимые для оптических характеристик первого отливки. По сути, такие знания лежат в основе высокоточной оснастки для литья под давлением поликарбоната и оптической оснастки для литья под давлением ; это ваш надежный путь к достижению стабильного результата Ra 0,02 .

Как опытный производитель пресс-форм для печатных плат может навсегда устранить эффект размытия изображения, вызванный напряжением?
Для полного устранения эффекта размытия, вызванного напряжением, необходимо перепроектировать способ подачи расплавленного поликарбоната в полость . Высоковязкие расплавы, подверженные ограничению в литниковом канале, испытывают высокие скорости сдвига, которые растягивают полимеры вдоль стенки, формируя молекулярную ориентацию, что приводит к появлению радужных полос или хрупкому разрушению. Производитель пресс-форм для поликарбоната решает эту проблему, заменяя традиционные штифтовые литники веерными или щелевыми, обеспечивая равномерное распределение расплава по всей полости.
Реформа геометрии ворот
Согласно анализу Moldflow, проведенному на основе более чем 30 итераций оптического класса, веерные или щелевые литники позволяют добиться снижения пиковой скорости сдвига более чем на 55% по сравнению с традиционными штифтовыми литниками. Эта услуга по созданию оснастки, решающая проблему размытия напряжения, обеспечивает минимальную молекулярную ориентацию в зоне литника, исключает дорогостоящие циклы отжига и не приводит к образованию остаточных трещин после сборки.
Равномерность потока расплава
Увеличенные секции литниковых каналов снижают давление впрыска на 15–20% . В результате достигается более стабильный процесс заполнения без образования застывших слоев, которые могли бы устранить возможные проблемы с выравниванием, вызванные потоком. Таким образом, ваши линзы и световоды будут иметь равномерный показатель преломления в поляризационных тестах и пройдут оптический контроль без необходимости повторного изготовления деталей. Этот эффект воспроизводим при использовании прецизионной оснастки для литья под давлением с точной геометрией полости.
Предотвращение деградации материалов
В результате устранения локальных пиков скорости сдвига в литниковых каналах расплав остается в оптимальном диапазоне температур от 280 до 320 °C . Следовательно, поликарбонат сохраняет свою естественную молекулярную массу и не желтеет и не образует пузырьков. Оптическая однородность обеспечивается использованием специальной оснастки для литья под давлением из дегазированной стали с базовой твердостью 52–54 HRC .
Благодаря такому сочетанию улучшений в литниковом канале и пути расплава, доработка после формования будет практически исключена, что позволит вам отказаться от печей для отжига и сэкономить несколько недель на сроках выполнения заказа. Выход годной продукции с первого прохода для сложных оптических элементов обычно превышает 93% . Это то, что предлагает поставщик решений для литья под давлением поликарбоната, когда процесс маршрутизации потока сочетается с передовой оснасткой для литья под давлением .
Какие параметры температуры формования и плавления обеспечивают максимальную оптическую прозрачность компонентов печатных плат?
Температура пресс-формы существенно влияет на оптическую прозрачность поликарбонатной смолы, поскольку использование стандартной оснастки с охлажденной водой создает следы текучести и фиксирует ориентацию молекул. Терморегулирование помогает замедлить затвердевание материала и обеспечивает релаксацию цепей для достижения прозрачности. Такие параметры предлагаются в рамках наших услуг по изготовлению оснастки для литья поликарбоната под давлением .
Контроль температуры пресс-формы
- Диапазон заданных значений: 80–100 °C (по сравнению со стандартным диапазоном 40–60 °C ).
- Эффект: задержка реакции в кожном слое на 3-5 секунд.
- Вы получаете: отсутствие следов течения, отсутствие двойного лучепреломления.
- Enabler: Промышленная оснастка для литья под давлением с оптимизированной теплопередачей.
Градиент температуры плавления
- Профиль ствола: от задней части 290 °C до сопла 330 °C .
- Эффект: Низкая вязкость расплава без разрушения материала.
- Вы получаете: Устранение нагрева, вызванного сдвигом, и зон напряжения.
- Вспомогательный инструмент: Высокоточная оснастка для литья под давлением, обеспечивающая точное зонирование цилиндра.
Равномерность скорости охлаждения
- Конструкция канала: разница температур в полости не должна превышать 5°C .
- Результат: Отсутствие дисбаланса усадки.
- Вы получаете: одинаковый показатель преломления во всех областях.
- Вспомогательный инструмент: многогнездная оснастка для литья под давлением с равномерно распределенными контурами охлаждения.
Благодаря этим термическим факторам достигается коэффициент пропускания 89–92% , и отсутствуют проблемы с двулучепреломлением. Отжиг не требуется, а выход годных изделий с первого прохода превышает 91% . Это свидетельствует о высокой точности оснастки для литья под давлением , обеспечиваемой равномерной прозрачностью во всех полостях. Чтобы гарантировать такую прозрачность ваших компонентов из поликарбоната, свяжитесь с нашей командой специалистов по оснастке, чтобы обсудить ваш проект, получить проверенный процесс литья и официальное коммерческое предложение.

Рисунок 2: Сборка нескольких стальных полостей для литьевой формы поликарбоната для производителя пресс-форм для поликарбоната на заказ.
Почему для обеспечения долговечности высококачественной оснастки критически важно, чтобы в процессе предварительного формования содержание влаги в материале не превышало 0,02%?
Уровень влажности не должен превышать 0,02% , поскольку любая остаточная влага подвергнется интенсивному гидролизу при 300 °C с образованием внутренних пузырьков и серебристых полос, а также выделением кислотного газа, который воздействует на полированные поверхности полостей пресс-формы. В этом случае ваши оптические пресс-формы для литья под давлением из поликарбоната останутся целыми и не потребуют частого ремонта и утилизации. Поставщик оснастки для литья под давлением из поликарбоната должен обеспечить строгие условия сушки, подкрепленные стандартной оснасткой.
| Аспект | Недостаточная сушка (влажность ≥0,05%) | Критический контроль (влажность ≤0,02%) |
| Реакция гидролиза | Интенсивное воздействие при температуре 300 °C , приводящее к образованию газовых пузырьков и серебристых полос. | Реакция отсутствует, газ не образуется. |
| Выделение кислых побочных продуктов | Травит полированную сталь за несколько сотен выстрелов. | Отсутствие химической коррозии поверхности полости. |
| Оптическое качество детали | Оптика испорчена пузырьками, дымкой и непрозрачностью. | Идеальная оптика с коэффициентом пропускания 89-92%. |
| Целостность поверхности пресс-формы | Признаки точечной и микрокоррозии после 500-800 выстрелов. | Сохранение зеркальной поверхности даже после 50 000 циклов благодаря опыту производителя пресс-форм для поликарбоната на заказ. |
Сушка поликарбонатной смолы при температуре 120 °C в течение более четырех часов в осушительных сушилках позволяет удерживать влагу ниже 0,02% и устранять дефекты, связанные с гидролизом, а также кислотную коррозию. В качестве преимущества вы получите оптические детали без пузырьков, стабильную оптическую пропускающую способность и долговечность формовочной полости более 50 000 циклов . Эта практика управления материалами обеспечит сохранность ваших производственных инвестиций, а также качество оснастки для литья под давлением .
Как специальные углы наклона предотвращают прилипание вакуума к сверхполированным полостям в корпусе печатной платы?
Сверхполированные полости поликарбоната с шероховатостью Ra ≤ 0,02 мкм приводят к образованию нулевого воздушного зазора, что вызывает вакуумное прилипание и приводит к микроцарапинам или побелению деталей. Для предотвращения этой проблемы требуется разработка оснастки для литья под давлением и высокоточная оснастка для литья поликарбоната из-за зеркальных поверхностей и эффекта мениска. Эту проблему можно решить с помощью специальных углов уклона и пневматических выталкивающих штифтов.
Почему стандартные углы наклона не подходят для сверхполированных поверхностей.
Стандартный угол уклона 0,5–1° не подходит для поликарбоната с зеркальной полировкой из-за плотного менискового уплотнения. Компания LS Manufacturing рекомендует дополнительный угол уклона 1–3° для эстетичных деталей, чтобы обеспечить легкое отделение без сопротивления или доработки. В результате снижается усилие выталкивания более чем на 40% , что значительно повышает выход годной продукции при использовании наших услуг по изготовлению оснастки для литья под давлением поликарбоната . Теперь вы можете добиться мгновенной стабильности процесса без какой-либо вторичной обработки, обеспечивая оптимальную надежность оснастки для литья под давлением .
Катапультирование с помощью воздуха: нарушение вакуумного уплотнения в критический момент.
Специально разработанные клапаны подачи воздуха впрыскивают сжатый воздух ( +/-0,1 бар ) через микропоры в точке выброса, тем самым нарушая вакуумное уплотнение. В результате получается сверхполированная поверхность, обеспечивающая отсутствие дефектов в пресс-формах и на 70% меньшую вероятность их повреждения по сравнению с механическими съемниками. Наш метод абсолютно необходим вам, если вы заботитесь о производительности пресс-форм для литья под давлением .
Интегрированная конструкция для воспроизводимого производства без дефектов.
С помощью анализа методом конечных элементов (FEA) наши инженеры точно определяют местоположение отверстий для подачи воздуха, расположенных на расстоянии не более 0,5 мм друг от друга и которые будут соприкасаться после установки. Таким образом, мы гарантируем высочайший уровень повторяемости и отсутствия дефектов при извлечении деталей с процентом брака менее 0,5% , в отличие от среднего показателя по отрасли, составляющего более 8%. Это делает нас надежным поставщиком решений для литья под давлением поликарбоната .
Точные углы уклона и системы подачи воздуха гарантируют отсутствие вакуумного залипания, что обеспечивает 100% идеальное качество деталей и долговечность инструмента. Наш опыт гарантирует высочайшее качество вашей продукции из печатной платы оптического класса . Сотрудничайте с нами, чтобы достичь максимальной производительности с первого раза.

Рисунок 3: Программное обеспечение для компьютерного моделирования анализирует смету стоимости оснастки для литья под давлением, чтобы найти решения проблемы размытия напряжения.
Пример из практики: Как компания LS Manufacturing разработала инструмент для изготовления медицинских линз из поликарбоната с нулевым уровнем дефектов, вызванных напряжением.
Европейский производитель медицинского оборудования столкнулся с 42% брака из-за образования трещин под воздействием напряжения при изготовлении защитного экрана центрифуги из поликарбоната толщиной 4,5 мм . Деталь была забракована из-за чрезмерного сдвига, вызванного штифтовым литником. Кроме того, нестабильная температура полости привела к образованию трещин под воздействием напряжения при испытании спиртом. Компания LS Manufacturing разработала новый инструмент с веерным литником и сталью S136 для полного устранения дефектов.
Задача клиента
Заказчик разработал защитный экран для центрифуги оптического качества из поликарбоната с толщиной стенки 4,5 мм , для которого требовалось пропускание света более 90% и нулевое напряжение. Сдвиговые напряжения, создаваемые конструкцией литникового канала, привели к отбраковке 42% деталей из-за размытия изображения вследствие напряжения, а также к плохим результатам испытаний на устойчивость к спирту. Это отложило подачу заявки в регулирующие органы на 8 недель , что могло повлечь за собой штрафы в размере до 2 миллионов евро. Заказчику потребовался производитель пресс-форм для поликарбоната, использующий стандартные инструменты для литья под давлением, чтобы решить проблемы, связанные как со сдвигом, так и с термическими воздействиями.
LS Manufacturing Solution
Мы модернизировали полость пресс-формы, используя высококачественную сталь S136 (54 HRC) и обработав её до Ra 0,015 мкм , что превзошло стандарт полировки литьевых форм Ra 0,02 . Мы перепроектировали веерный литник вместо штыревого, чтобы снизить напряжение сдвига на 65% . Мы использовали динамическую систему масляного нагрева для поддержания температуры полости пресс-формы на уровне 95 °C ± 1 °C . На третьем этапе испытаний был установлен второй контур циркуляции масла для уменьшения перегрева отдельных участков и необходимости итераций в разработке оснастки для литья под давлением . Сервис по разработке оснастки с учетом эффекта размытия напряжения напрямую решил эти проблемы.
Результаты и ценность
Поляризационные испытания показали отсутствие размытия изображения из-за напряжения в 10 000 деталях , тест на пропитку спиртом пройден успешно. Светопропускание достигло 91,5% , что выше эталонного показателя в 90% (ISO 11979-2). Выход годных изделий увеличился с 58% до 99,8%, что привело к экономии 380 000 долларов на браке и снижению производственных затрат на 34% . Производство началось на три недели раньше, и оснастка для литья под давлением стабильно работала в полном объеме.
В этом примере показано, как компания LS Manufacturing превращает проблемную литьевую форму для медицинских линз из поликарбоната в литьевую форму без дефектов . Сосредоточившись на одновременном решении проблем сдвига, термической однородности и качества поверхности, мы достигли выхода годной продукции в 99,8% , светопропускания в 91,5% и досрочного выпуска вашей оснастки. С решениями LS Manufacturing для литьевых форм ваши задачи в области оптической инженерии превращаются в успешные рутинные производственные проекты.
Обеспечьте 0% напряжения и 91,5% светопропускания с помощью прецизионной оснастки для литья под давлением. Чтобы подтвердить эффективность решения для вашей линзы, запланируйте проверку оснастки, чтобы получить проверенный в производстве процесс и коммерческое предложение.

Какие критически важные факторы определяют точность вашей сметы на изготовление оснастки для литья под давлением ПК?
Точность расчета стоимости оснастки для литья под давлением зависит от качества стали, эффективности конформного охлаждения и многоступенчатой полировки. Без учета этих факторов расчеты могут быть неточными на 30-50% . Точная модель расчета стоимости покажет, как расходуются ваши средства, и позволит получить справедливые цены, не рискуя нарушить допуск Ra = 0,02 . Она позволит вам уверенно вести переговоры, зная, что каждая копейка идет на один из этапов процесса, перечисленных ниже:
| Переменные затраты | Типичный отраслевой подход | Влияние на точность котировок |
| выбор стали | Используется стандартная сталь 2311 без прозрачных критериев чистоты. | Непоследовательное качество полировки увеличивает стоимость на 15-25%. |
| Конструкция каналов охлаждения | Бурение по прямым линиям; никакого проектирования. | Время цикла +20% ; срок службы пресс-формы -30% |
| Процесс полировки | Полировка только в один этап; критерий Ra отсутствует. | Из-за дефектов количество брака увеличивается на 18%. |
| Переходы толщины стенок | Быстрые изменения; анализ потока не проводится. | Давление +35%; скорость износа инструмента увеличивается. |
| Основа для расчета стоимости | Оценка на основе весового критерия | Игнорирует 40-60% контента; вносятся изменения в соответствии с заказом. |
| Валидация процесса | Отсутствие проектирования с учетом технологичности производства на начальном этапе; выбор неправильного поставщика оснастки для литья под давлением поликарбоната приводит к 25% переделок. | Сроки доставки увеличиваются на 4-6 недель. |
| Инженерная поддержка | Исправления, внесенные после завершения работы над инструментом. | Изменения в последнюю минуту обходятся в три раза дороже. |
Настаивайте на сертификации стали, проверке конформного охлаждения и ступенчатой полировке, чтобы сэкономить до 22% от общей стоимости оснастки. Вы можете положиться на профессионального поставщика решений для оснастки для литья под давлением , который предоставит данные по оснастке для литья под давлением . Благодаря надежной оснастке для литья под давлением вы превращаете неопределенность в стоимости в преимущество. Вам больше не нужно гадать о своем бюджете.
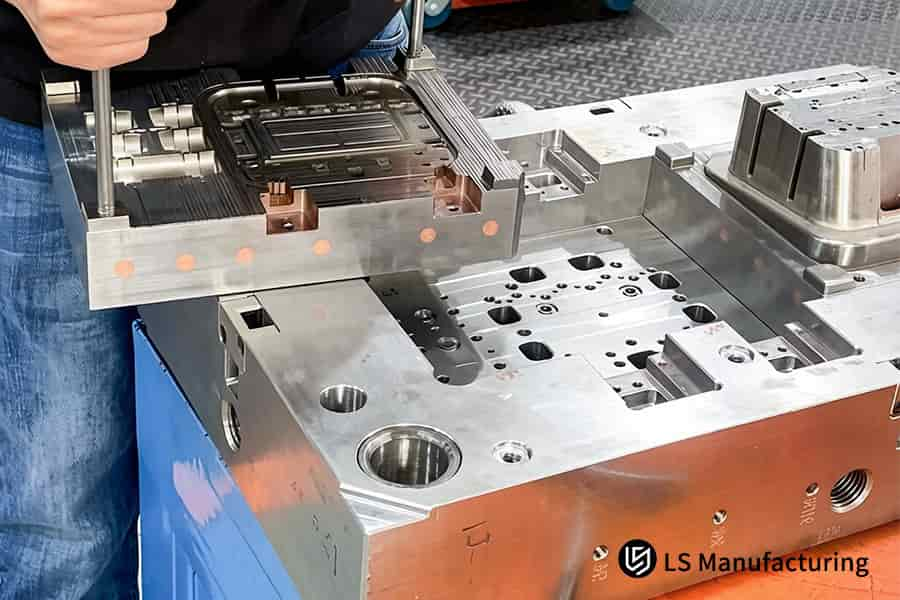
Рисунок 4: Прецизионная пресс-форма из стали D2 размещена на производственной площадке LS для изготовления оснастки для литья под давлением.
Часто задаваемые вопросы
1. Какая именно марка стали используется для литьевой формы с полировкой Ra 0,02?
Мы используем исключительно высококачественные формы из стали S136 или 8407, прошедшие вакуумную дегазацию. Сталь должна быть закалена до твердости 52-54 HRC для обеспечения стабильной структурной целостности и предотвращения появления микропиттинга в процессе высокоабразивной полировки алмазной пастой с зернистостью 6000 для достижения оптимальной чистоты поверхности Ra 0,02 мкм .
2. Как проверить, что поверхность пресс-формы достигла зеркальной чистоты SPI A-1?
Все оптические резонаторы проходят тщательное измерение шероховатости поверхности по шкале Ra с использованием бесконтактной метрологии и интерферометрии белого света для проверки того, что средняя шероховатость поверхности составляет ≤ 0,02 мкм на всей критической площади поверхности (требование, формализованное в утвержденном предложении ), и перед отгрузкой оснастки предоставляется официальный отчет о проверке, подтверждающий соответствие стандарту SPI A-1.
3. Можно ли устранить эффект размытия, вызванный напряжением, с помощью процессов отжига после формования?
Как показано в нашем исследовании медицинских линз, переход на литниковый канал с низким сдвиговым усилием полностью устранил размытие, вызванное напряжением, для более чем 10 000 деталей без дополнительного отжига. Отжиг после формования при температуре до 120°C может минимизировать общее остаточное напряжение, но не способен устранить микроскопическую мутность, возникающую из-за ориентации молекул в процессе заполнения. Размытие, вызванное напряжением, может быть устранено навсегда только за счет правильного проектирования оснастки с использованием литникового канала с низким сдвиговым усилием для ламинарного потока и отсутствия ориентации цепей.
4. Почему вы рекомендуете масляный нагрев вместо водяного охлаждения при оказании услуг по обслуживанию ПК?
Мы рекомендуем использовать нагрев масла под давлением, поскольку он обеспечивает стабильные равномерные температурные условия в диапазоне от 80°C до 100°C , что значительно выше температуры стеклования поликарбонатных материалов. Таким образом, материал не замерзает мгновенно при впрыскивании в полость, что предотвращает ориентацию молекул, остаточные напряжения, последующее двулучепреломление и деформацию детали.
5. Каков типичный срок изготовления на заказ инструмента для литья под давлением оптических компонентов для ПК?
Срок выполнения заказа обычно составляет от 4 до 6 недель из-за сложности необходимых процедур. Они включают в себя прецизионную механическую обработку, ручную шлифовку и полировку алмазным инструментом , а также полномасштабные испытания образца T1 и проверку оптики для подтверждения соответствия формы техническим требованиям.
6. Как толщина детали влияет на риск возникновения дефектов, таких как размытие рисунка под воздействием напряжений и усадочные раковины?
Более толстые стенки создают гораздо большую тепловую инерцию, что приводит к неравномерной усадке и длительному, неравномерному охлаждению. Это значительно повышает риск образования усадочных раковин и внутренних напряжений. Мы решаем эту проблему, оптимизируя расположение каналов охлаждения, тем самым обеспечивая равномерное охлаждение и предотвращая температурные градиенты, которые приводят к вышеупомянутым дефектам .
7. Предоставляете ли вы стандартные отчеты DFM перед изготовлением нестандартной оснастки для пресс-форм из поликарбоната?
Да, наша компания предоставляет бесплатные отчеты об анализе DFM и Moldflow к каждому техническому предложению , что помогает выявить возможные места дефектов, такие как линии сварки, воздушные полости и места с высоким сдвиговым напряжением. Это позволяет нам заранее внести необходимые изменения в конструкцию, чтобы гарантировать, что ваша литьевая форма будет производить прозрачные детали и обеспечивать максимальный выход годной продукции сразу после установки.
8. Каков ваш минимальный объем заказа (MOQ) на услуги по литью поликарбоната под давлением?
Наши услуги подходят для любых проектов. Для небольших заказов, например, для тестирования, мы используем станки мостового типа, позволяющие начать производство деталей с минимальным объемом заказа всего в 500 штук . С другой стороны, мы также обслуживаем крупных клиентов, предлагая многогнездные пресс-формы из закаленной стали, способные выдерживать более 1 000 000 циклов работы.
Краткое содержание
Достижение оптимальной зеркальной поверхности Ra 0,02 в поликарбонате высокой четкости требует тщательного контроля реологии материала, термообработки в вакууме и квалифицированной полировки — чего трудно добиться с помощью обычного литья под давлением. Благодаря тщательному подбору типа используемой стали, литниковых систем с регулируемой температурой и пневматической системе выталкивания, компания LS Manufacturing предлагает высокопрочные, не требующие технического обслуживания пресс-формы для поликарбоната ведущим брендам в области медицинских приборов, автомобилей и дисплеев, гарантируя предсказуемость выхода годной продукции более чем на 99,8% .
Не позволяйте вашему проекту, требующему высокой точности, застревать в методе проб и ошибок с дешевыми поставщиками. Отправьте нам ваши 3D-модели (STEP, IGES, SolidWorks) для бесплатного инженерного анализа. Получите здесь анализ DFM-технологий ; вы получите четкую разбивку затрат на оснастку и проактивный способ предотвращения дефектов, одобренный нашими главными инженерами, менее чем за 24 часа.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


