
servicio de corte por laseres el núcleo del procesamiento de chapa de precisión para clientes OEM industriales y de consumo. Resuelve los problemas comunes del procesamiento de chapa convencional, como la deformación térmica y el alabeo de la chapa, los retrasos causados por la transferencia entre diferentes fábricas y la precisión incontrolada en el montaje. LS Manufacturing está equipado conMáquinas láser de fibra de 10 000 vatios, tecnología de nivelación servohidráulica y un sistema de programación inteligente ERPeso le permite mantener una tasa de entrega a tiempo del 99,5%. Como resultado, la empresa ha reducido el tiempo total de producción de piezas estructurales en más de un 40%.
LS Manufacturing puede controlar la tolerancia de planitud de láminas delgadas dentro de 0,15 mm. Más allá de eso, nuestra empresa está integrada verticalmente de principio a fin para doblar y soldar. Como tal, podemos ofrecer a los compradores OEMuna solución de fabricación de extremo a extremo estable, eficiente y rastreableque no sólo satisface sino que también elimina los cuellos de botella de fabricación tanto a nivel tecnológico como de la cadena de suministro.

Descripción general del valor principal del servicio de corte por láser
| Dimensiones de evaluación | Modo de procesamiento distribuido tradicional | Solución integral de fabricación de LS | Punto de referencia de la industria |
| Tasa de entrega a tiempo | 75%-80% | 99,5% | 85% |
| Tolerancia de planitud de la hoja | ±0,5 mm y más | ±0,15 mm | ±0,3 mm |
| Ciclo de entrega general | 12-15 días | 3-5 días | 8-10 días |
| Valor CPK del tamaño del lote | <1.0 | ≥1,33 | 1,0-1,33 |
Conclusiones clave:
- Un sistema ERP de programación inteligente con aproximadamente un 20% de capacidad flexible es lo que hace posibleentregar exitosamente el 99.5% del tiempo en la fecha de vencimiento.
- Servicio de colocación de corte por láser, plegado CNC ysoldadura roboticaen una sola fábrica no sólo elimina el largo proceso de transferencia de múltiples proveedores sino que también el tiempo de entrega de los componentes estructurales se reduce entre un 35% y un 45%.
- Para reparar la deformación de la hoja resultante del estrés térmico del láser, es necesarioemplear un algoritmo de equilibrio de anidamiento de pulsos dinámicos al momento de cortary una técnica de nivelación servohidráulica de múltiples rodillos.
¿Por qué LS Manufacturing es un proveedor de corte por láser digno de confianza?
Identificar un proveedor de corte por láser confiable es el primer paso para una cadena de suministro OEM. Gracias a laCapacidades completas de integración de procesos, sistema de programación digital e indicadores de calidad medibles., LS Manufacturing puede enviar a sus clientes servicios de fabricación de precisión verificables y procesables en un amplio espectro. Durante los tres meses de funcionamiento de la base de datos de proveedores de la industria, descubrí que la mayoría de los fabricantes sólo son capaces de proporcionar parámetros de papel yDifícilmente se pueden recrear fluctuaciones reales en la producción en masa..
Todos los parámetros en LS Manufacturing han sido rigurosamente probados y verificados mediante la producción de cientos de lotes que conducen a una reproducción consistente de cifras de precisión a nivel de laboratorio. Todos los procesos de fabricación se realizaron según los estrictos requisitos de laNorma ISO 9001:2015sistema de gestión de calidad. Medimos mensualmente las dimensiones de diferentes lotes de piezas producidas en masa paraLogre estabilidad y consistencia a largo plazo al brindar precisión en el procesamiento por lotes.. Lo hacemos utilizando íntegramente máquinas de medición de coordenadas (MMC).
Hemos implementado una trazabilidad completa del nodo desde la entrada de la materia prima hasta la entrega del producto terminado.Los materiales de los lotes de chapas siempre se entregan con los certificados de materiales originales del fabricante.y cada proceso conserva registros de parámetros de procesamiento. El mecanizado de aleación de aluminio cumple conASTM B209especificaciones de tolerancia dimensional y es muy adecuado para campos de alta gama.
Un sistema de proceso maduro y cualificaciones conformes son la base para el mecanizado de chapa de precisión.Puede cargar dibujos de productos para obtener una evaluación gratuita de la capacidad de fabricación de DFM.El equipo de ingeniería de LS Manufacturing brindará comentarios dentro de las 24 horas sobre soluciones optimizadas y cálculos de costos para el corte por láser personalizado para OEM.

¿Por qué las tensiones residuales térmicas del láser provocan deformaciones en la chapa durante la producción?
La intensa concentración de energía del corte por láser da como resultado una expansión y contracción térmica muy localizada,que acumula mucha tensión residual en la chapa metálica y generalmente provoca deformación por alabeo. La introducción de un algoritmo de anidamiento de pulsos dinámicos durante la etapa de corte junto con un servonivelador hidráulico de calibración multipunto puede controlar estrictamente la tolerancia de planitud de los componentes de láminas delgadas a 0,15 mm, lo cual esun aspecto técnico clave que influye en el rendimiento de los productos terminadosen elcadena de suministro de corte por láser.
Deformación por tensión térmica en el mecanismo físico de los metales.
El metal frío que rodea la región cortada con llama limita la expansión y el flujo plástico de la zona de calentamiento.causando que la región cortada con llama esté bajo tensión después de que el metal se enfríe. Se formarán tensiones residuales de tracción concentradas dentro de la chapa después del enfriamiento y es uno de los principales controles paraprevención de deformaciones por corte por láser.
Además, todavía es posiblee que tal deformación resulta endesalineación de los agujeros de uniónque es la principal deficiencia de rendimiento en el corte por láser personalizado para la producción en masa OEM.
Solución de equilibrio de flujo térmico de múltiples rutas
Usos de fabricación de LSUna estrategia integrada e industrial de eliminación de tensiones residuales térmicas.combinando la optimización de la ruta de corte por láser y la operación de post-nivelación. Se desarrolla unoptimización de la ruta de corte por láserprotocolo que es ampliamente utilizado en la industria y los principales pasos son:
- Emplear una ruta de corte escalonada de salto y avancepara difundir el aporte de energía térmica y evitar que la zona se caliente ininterrumpidamente a una temperatura elevada.
- Utilizando el método de corte de microconexión para asegurar la posición relativa de la chapa y minimizar el desplazamiento de la deformación del corte.
- Una operación de nivelación servohidráulica de múltiples rodillosse lleva a cabo poco después del corte para hacer que el material olvide la forma que tenía debido a las tensiones de flexión opuestas en las flexiones facilitadas.
Estas soluciones de procesos funcionales se encargarán de reducir el riesgo de variación de la calidad en la cadena de suministro de corte por láser desde su origen.

Figura 1: Cuadrícula de gabinetes de chapa metálica personalizados, chasis electrónicos y fabricaciones industriales.
¿Cómo superar la anisotropía de la chapa durante los procesos de doblado CNC de alta precisión?
La estructura de fibra direccional anisotrópica en láminas de metal después del laminado en frío.provoca desviaciones impredecibles del ángulo de recuperación elástica en la flexión secundaria. Al establecer un ángulo predeterminado entre la pieza y la dirección de laminado en la fase de diseño del servicio de corte por láser, y utilizar el sistema de compensación de ángulo láser en tiempo real en la máquina dobladora,Los errores de recuperación elástica se pueden gestionar dentro de ±0,5°.
El mecanismo de recuperación elástica por anisotropía laminar
La estructura de fibras de las láminas laminadas en frío posee una fuerte direccionalidad. Cuando la línea de flexión coincide con la dirección de laminación de la fibra, la capacidad de deformación plástica del material disminuye notablemente, lo queno sólo conduce a un mayor ángulo de recuperación elástica sino que también provoca microfisuras en el radio de curvatura. Diferentes lotes de materiales como AL 5052 y SUS304 pueden tener variaciones en el límite elástico debido a ligeros cambios en su composición química. Esto, a su vez, plantea el desafío de controlar laconsistencia en blanco de corte por láser, resulta enmayores desviaciones de recuperación elástica, y reduce la adaptabilidad del producto final y la precisión de su montaje.
Solución de compensación de precisión de flexión multidimensional
Para mantener la estabilidad de la entrega del servicio de fabricación justo a tiempo, LS Manufacturing combina el diseño previo al diseño con la compensación del equipo en tiempo real para gestionar consistentemente la precisión del plegado y construir un sistema de control total parapostproceso de corte por láser.Las principales actividades son:
- Disposición de manera que las pestañas portantes claves queden perpendiculares a la dirección de enrollado de la lámina a 90°, de esta manera se aprovecha al máximo la plasticidad del material.
- Utilice un sistema de medición de ángulos láser en tiempo realpara la detección automática del ángulo y la corrección de la presión hacia abajo después de la curvatura.
- Preestablecer parámetros de límite elástico del material para diferentes lotes paraajustar dinámicamente la profundidad del punto muerto inferiordurante el proceso de doblado.
Este completo sistema de control de precisión cumple con los estrictos requisitos de tolerancia a la flexión para el corte por láser personalizado para fabricantes de equipos originales.

Figura 2: Trabajadores realizando soldaduras de precisión en marcos de acero galvanizado en una fábrica.
¿Cómo la fabricación integrada de chapa metálica de un solo techo comprime los cronogramas de la cadena de suministro de OEM?
Como resultado de subcontratar las operaciones de corte, doblado y soldadura por láser a varios proveedores, es probable que uno encuentre varios problemas, como la comunicación con elretrasos en la administración, el tránsito y el transporte, así como múltiples inspecciones que causaron retrasos. La decisión de seleccionar un fabricante físico con capacidad de integración vertical integral en la producción permitiría tener un flujo fluido entre procesos. De hecho, eso seríala mejor manera de acortar todo el ciclo de la cadena de suministro de corte por láser.
Cómo los modelos de subcontratación de múltiples proveedores consumen su tiempo
En un modelo típico de subcontratación de varias fábricas, el tiempo que no agrega valor, como la espera del embalaje para la transferencia de materiales y la repetición de las inspecciones de calidad, contribuyen amás del 70% del tiempo total de entrega. Los compradores tienen que lidiar con altos costos de logística, discusiones sobre quién es responsable de la calidad y largos tiempos de colocación general, por lo que estánmuy vulnerable a averías en la línea de producción. Este es un problema principal queoptimización del tiempo de entrega de corte por láserdebería resolver.
Comparación del tiempo de entrega de todo el proceso de fabricación de chapa
| Nodo de proceso | Modelo tradicional descentralizado de múltiples fábricas | Modelo integral de fabricación de LS | Porcentaje de compresión de tiempo |
| Corte por láser | 1-2 días | 1 dia | - |
| Transferencia y embalaje en espera | 2-3 días | 0 | 100% |
| Doblado CNC | 2-3 días | 1-2 días | 30%-50% |
| Transferencia secundaria en espera | 2-3 días | 0 | 100% |
| Soldadura y montaje | 3-4 días | 1-2 días | 50%-60% |
| Ciclo total de entrega | 12-15 días | 3-5 días | 65%-75% |
Optimización del flujo de valor mediante la integración vertical de una única fábrica
LS Manufacturing ha cerrado físicamente el producírculo de acción de principio a fin. Las piezas en bruto cortadas con láser apenas tienen que salir del departamento, ya que se transportan directamente a la servocurvadora mediante carros AGV.resultando en un maravillosamente integrado yflujo de trabajo de corte por láser eficienteDespués pasan a la estación de soldadura robotizada de seis ejes. Esta configuración elimina la necesidad de gastos de transporte intermedios y crea una cadena de inspección recíproca interna. Las abrazaderas de soldadura brindan información inmediata sobre la precisión del doblado y las estaciones de doblado pueden alterar sobre la marcha la compensación de corte,eliminando así por completo el problema del retrabajo por lotes incluso antes de que surja.
La integración vertical integral elimina las pérdidas de la cadena de suministro en su origen, lo que mejora significativamente la estabilidad de la entrega. tu puedesdescargue la versión completa del documento técnico sobre reducción de costos de la cadena de suministro de chapa metálicapara conocer las prácticas de optimización de la puntualidad y los datos de referencia de ahorro de costos para el corte por láser personalizado para fabricantes de equipos originales.
¿Cómo pueden los motores de programación dinámica de ERP eliminar los cuellos de botella en los plazos de entrega para los OEM?
Las fábricas típicas de chapa metálica se basan en un programa de producción fijo. Este enfoque es vulnerable al cierre general cuando se reciben pedidos inesperados.Para diferentes tipos de productos y se producen pequeñas cantidades o cambios de ingeniería.. La conexión de un sistema de programación mediante software ERP dinámico con las máquinas del taller permite volver a calcular la capacidad cada pocos minutos, lo que es un apoyo clave paracorte por láser de entrega a tiempo.
Riesgos sistémicos de entrega de la programación estática
En la carrera por la utilización de las máquinas, la mayoría de las plantas de procesamiento de gama baja programarán sus máquinas láser y dobladoras paraniveles muy altos de saturación (cerca del 100%). Tan pronto como la empresa decide realizar pedidos urgentes, el flujo de materiales se retrasa o las máquinas se estropean, todo el programa de producción falla uno tras otro, provocando así retrasos en la entrega de los pedidos y revelando también los defectos registrados en los sistemas convencionales.modos de programación de corte por láser,lo que provoca pérdidas debido a paradas de producción de clientes OEM.
La lógica operativa de las reservas de capacidad flexibles
LS Manufactures tiene un sistema querecopila datos de máquinas habilitadas para IoT y los organiza en un sistema ERP. Supervisa la entrega mediante el uso de controles de arriba hacia abajo y, al mismo tiempo, crea una infraestructura de capacidad de corte por láser inteligente.
Los métodos principales son:
- Recopilación de datos de equipos como la abrasión de la boquilla láser, el consumo de gas de corte y la carga del husillo de una máquina herramienta en tiempo real.
- La programación diaria de la producción siempre incluyeun buffer de capacidad flexible del 20%para hacer frente a pedidos repentinos y cambios de ingeniería de manera eficiente.
- 5% final de la capacidad totalestá reservado para socios estratégicos para garantizar su prioridad en temporadas altas y para pedidos especiales.
- Las órdenes de cambios de ingeniería se pueden transmitir a todas las máquinas de producción.dentro de 4 horaspara una transición suave.
La creación de un sistema de programación flexible es un concepto fundamental para lograr un corte por láser de entrega puntual y de alto nivel.

Figura 3: Gabinetes industriales de acero inoxidable apilados y componentes metálicos fabricados.
¿Cómo evitar las zonas duras y frágiles afectadas por el calor en los bordes cortados?
El corte por láser es un proceso térmico que provoca temperaturas muy altas. Es muy importante para aceros aleados de alta resistencia o acero inoxidable, ya que puede endurecer localmente los filos de corte desarrollando una estructura martensítica dura y quebradiza que es muy propensa a romperse en pequeños pedazos (microfisuras) cuando luego se dobla mecánicamente.Cambiar científicamente la proporción del gas auxiliar y la frecuencia de los pulsos láser., es posible regular la profundidad de la zona afectada por el calor (ZAT) y así mejorar las propiedades mecánicas de la superficie que se corta.
Base metalúrgica de la fragilización de la ZAC
Al mecanizar placas gruesas, si la alta temperatura localizada generada por el rayo láser no se puede disipar, la velocidad de enfriamiento del borde disminuirá.excede en gran medida la tasa de endurecimiento naturalconduciendo aendurecimiento de bordes de corte por láser.Esto puede provocar que la microdureza del borde cortado aumente drásticamente hasta valores superiores a 500 HV. Si el producto final está sujeto a vibraciones, tensiones alternas o flexiones fuertes,puede sufrir fácilmente una fractura frágil del borde, disminuyendo así la vida útil del componente estructural.
Comparación de los efectos de diferentes gases auxiliares en la zona afectada por el calor (HAZ)
| Tipo de gas auxiliar | Tipo de hoja aplicable | Profundidad de la ZAT | Dureza máxima del borde | Compatibilidad de flexión |
| Aire comprimido ordinario | Acero al carbono ordinario | 0,2 mm y más | ≈420HV | No apto para curvaturas de gran ángulo |
| Oxígeno puro industrial | Acero bajo en carbono | Alrededor de 0,15 mm | ≈380HV | Adecuado para doblar ángulos pequeños |
| 99,999 % nitrógeno de alta pureza | Acero inoxidable/aleación de aluminio | ≤0,05 mm | ≈220HV | Adecuado para doblar en ángulo completo |
| Gas mixto argón-nitrógeno | Acero de aleación especial | ≤0,03 mm | ≈200HV | Adecuado para doblado de alta precisión |
Esquema de control colaborativo multiparamétrico de HAZ
Como proveedor profesional de servicios de corte por láser con certificación ISO, LS Manufacturing utilizanitrógeno de alta presión y alta pureza como gas auxiliar. Combinado con la optimización de la posición de enfoque y los procesos automatizados de biselado de doble cara, hemos establecido un refinadocontrol de HAZ de corte por láserestándar. Esto garantiza que la superficie cortada pase la inspección metalográfica y las pruebas de detección de defectos de tinción.Cumplir plenamente con los estrictos requisitos de rendimiento mecánico.. Realizamos la calibración de la coaxialidad de la boquilla dos veces por semana para garantizar que el flujo de aire permanezca estable y laminar.
En pocas palabras, esto es como un enfriamiento y recocido muy rápido del borde cortado, sin permitir ningún endurecimiento ni fragilidad localizados, y manteniendo la dureza original del material.
Un control preciso de la zona afectada por el calor mejora significativamente la resistencia estructural de las piezas y su compatibilidad con procesos posteriores. tu puedesenvíanos tus dibujos de piezasy requisitos técnicos, y lo haremosProporcionar un cálculo gratuito del costo de procesamiento y la viabilidad del proceso.para corte por láser personalizado para OEM.
¿Cómo determinan la pureza del gas auxiliar y las geometrías de las boquillas la rugosidad de la superficie del servicio de corte por láser?
Una de las causas típicas de la acumulación excesiva de escoria y la degradación de la rugosidad de la superficie en el corte por láser de acero inoxidable y aleaciones de aluminio es Pureza insuficiente del gas auxiliar y desalineación de las boquillas, lo queAumentan considerablemente los costes ocultos de los procesos secundarios de desbarbado.. Un gas auxiliar de alta pureza junto con una configuración de boquilla de precisión puede ser una forma consistente de mejorar la calidad de la superficie del servicio de corte por láser.
El efecto de campo del flujo de aire auxiliar en la extracción de metal fundido
Durante el corte por láser, el flujo de aire auxiliar juega un papel muy importante a la hora de desalojar el metal fundido de la ranura. Si la pureza del gas nitrógeno no puede alcanzar el 99,99%, las trazas de oxígeno presentes en el gas pueden provocar una oxidación secundaria en el borde cortado.dando como resultado la formación de incrustaciones de óxido negro y escoria., que son difíciles de pulir. Por otra parte, si la alineación de la boquilla no es adecuada, generará un flujo de aire turbulento y, como resultado, el espacio entre las ondulaciones de la superficie aumentará y la rugosidad de la superficie se degradará, lo que provocarátener un impacto directo en la aparienciade laacabado de superficie de corte por láser.
Solución de configuración de parámetros de corte por láser de alta precisión
LS Manufacturing puede proporcionar rugosidad superficial a un nivel muy estable por debajo de Ra 3,2 μm mediante una configuración precisa de parámetros neumáticos y láser. Un formalajuste de parámetros de corte por láserprocesose ha implementado con los principales parámetros:
- Empleando gas auxiliar de 99,999% de nitrógeno de alta pureza para eliminar la oxidación y la escoria en la superficie de corte.
- Usando una boquilla estándar de diámetro variable cónico de doble capa paramantener un flujo de aire laminar y minimizar la turbulencia.
- Mantener la presión de nitrógeno auxiliar dentro del rango de 1,2-1,5 MPa para una extracción exhaustiva del metal fundido.
- Ajustar el enfoque del punto láser en el tercio inferior del material de la placa paraobtener la mejor distribución de la densidad de energía.
La calidad de la superficie lograda es muy estable y el nivel de acabado puede satisfacer fácilmente las demandas de superficie del corte por láser personalizado para piezas funcionales y decorativas externas OEM.
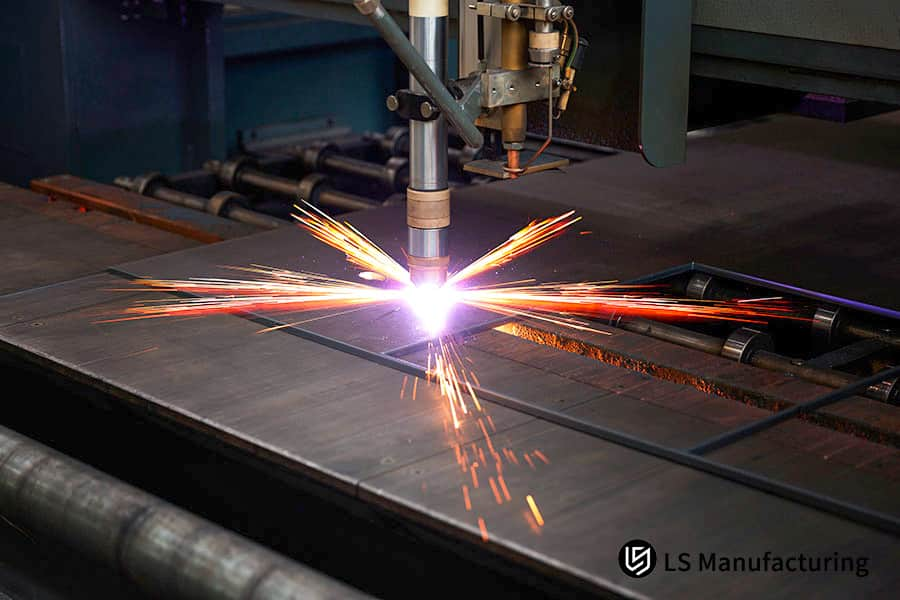
Figura 4: Trabajador probando el ajuste de precisión de piezas de chapa metálica con lengüetas y ranuras en una máquina dobladora.
¿Qué puntos de referencia estadísticos mensurables evalúan a un fabricante de fabricación de nivel empresarial?
Simplemente mencionar que son muy precisos y de alta calidad no permite verificar la precisión de las adquisiciones B2B.Las verdaderas habilidades de ingeniería deben estar respaldadas por datos sólidos y mensurables.. Una rica colección de indicadores de precisión y un sistema de calidad bien diseñado son los principales estándares de evaluación paraServicio de corte por láser certificado ISO.
Disposición del indicador de precisión de mecanizado central
Los fabricantes de precisión que estén calificados tendrán que mantener su precisión de corte lineal, repetición y índice de capacidad de proceso en un nivel alto y constante. Estos marcadores, en primer lugar, afectarán directamente la uniformidad dimensional en la producción en volumen y, en segundo lugar, seránmuy importante para excluir el retrabajo por lotes y, en un tercer nivel, respaldará las tasas de rendimiento del ensamblaje. Al mismo tiempo, también son aspectos muy importantes a la hora de evaluarcapacidad del proceso de corte por láser.
Indicadores básicos de auditoría para proveedores de corte por láser a nivel empresarial
| Indicadores de evaluación | Estándares de cumplimiento de la industria | Valores medidos de fabricación de LS | Base de certificación |
| Precisión de corte lineal | ±0,1 mm | ±0,05 mm | Norma ISO 9001:2015 |
| Repetibilidad | ±0,05 mm | ±0,02 mm | GB/T 19001 |
| Capacidad de proceso CPK | ≥1,0 | ≥1,33 | Control estadístico de procesos |
| Trazabilidad de Calidad | Trazabilidad de lotes | Trazabilidad de nodo completo de pieza única | PPAP Nivel 3 |
Estándar de trazabilidad de calidad de cadena completa
LS Manufacturing opera un exhaustivo sistema de control de procesos estadísticos. Se mantienen histogramas de calidad y diagramas de dispersión para cada lote de producción. Para envíos, certificados de materiales originales del fabricante,informes de máquinas de medición de coordenadas (CMM) y códigos de barras de trazabilidad de calidadSe proporcionan, lo que resulta en un seguimiento de cadena completa.facilidad y establece una completatrazabilidad de la calidad del corte por lásermecanismo. Este extenso sistema de trazabilidad satisface absolutamente los requisitos previos de cumplimiento y auditoría de calidad para el corte por láser personalizado para OEM.
Indicadores cuantificables y un sistema de trazabilidad integral son los umbrales básicos para los proveedores de nivel empresarial.tu puedespóngase en contacto con nuestro equipo de ingenieríapara más detallessobre los documentos de calificación y el proceso de auditoría para el servicio de corte por láser con certificación ISO.
¿Cómo LS Manufacturing resolvió una crisis de deformación del 45 % para un componente de chasis de aluminio OEM de robótica de precisión?
La deformación del corte por láser de grandes láminas de aleación de aluminio es un desafío cotidiano para la industria, principalmente cuando se trata de corte por láser personalizado para OEM. LS Fabricación, utilizandouna combinación de procesos de nivelación y control de estrés térmico, ayudó a un cliente OEM de robots de precisión a salir de una crisis de producción con deformaciones por lotes del 45 %.
Dilema del cliente
El proveedor anterior se hizo cargo de la producción en masa de una pieza de chasis de aleación de aluminio con 4 mm de espesor y 1200 mm de longitud por parte de un robot industrial OEM de fama mundial, solo para descubrir queNo sabía nada sobre el control del estrés térmico.. Después del corte por láser, la lámina sufrió una deformación por deformación por lotes del 45 % y pasó por un proceso grave.defecto de deformación por corte por láser. Las tolerancias de flexión variaban acumulativamenteprovocando una desalineación del orificio del montaje del servomotor principaly el cliente se enfrentaba al cierre de la línea de producción e incluso al riesgo de reclamaciones por incumplimiento de contrato.
Solución de fabricación LS
Al estar familiarizado con el conocimiento práctico del proyecto, el equipo de ingeniería de LS Manufacturing mejoró cuatro pasos a la vez:anidamiento, corte, nivelación y doblado.
- Inicialmente, cambiaron a una línea de producción de láser de fibra de 12 kW, desarrollaron una ruta de anidamiento de pulsos dinámicos entrelazados y utilizaron un algoritmo de anidamiento de corte por láser patentado para acelerar la disipación de calor local.limitando la profundidad de la ZAT a 0,03 mm.
- Luego, justo después del corte, el material se llevó a una máquina niveladora servo hidráulica de precisión donde se utilizó tensión alterna multipunto de alta frecuencia para eliminar el efecto memoria de la tira de aluminio.
- Por último,Se aprovechó el doblado CNC con compensación de ángulo por infrarrojospara contrarrestar constantemente la deriva del springback causada por las diferencias de dureza de los lotes. Todos estos pasos sugirieron que el proveedor de corte por láser tenía capacidades de implementación técnica confiables.
Impacto y beneficio
Después de la optimización, la planitud del chasis final se controló localmente dentro de 0,15 mm y laLa tasa de rechazo de ensamblajes por lotes cayó drásticamente del 45% a 0.Después de haber utilizado la asignación de capacidad flexible de los sistemas ERP, lo que era un plazo de entrega inconexo y multifábrica de 14 días ahora ha cambiado a un plazo de entrega de 5 días hábiles. Esto confirma los beneficios del tiempo de comercialización defabricación integrada de corte por láserque a su vezgarantiza plenamente el cumplimiento de los estándares de entrega de corte por láseren el tiempo y también reduce los costos totales de adquisición del cliente en un 22%.
El control maduro del estrés térmico y las capacidades de integración completa resuelven por completo el problema de deformación de las placas delgadas de gran tamaño.Puede cargar dibujos CAD y requisitos de producción en masa.para obtener una solución de corte por láser personalizada con entrega puntual y una cotización precisa.

Preguntas frecuentes
P1: Para la producción por lotes de láminas de acero inoxidable para aplicaciones estructurales, ¿cuál es la tolerancia de corte lineal garantizada para su servicio de corte por láser OEM?
Equipados con un sistema de corte por láser de fibra de doble accionamiento de pórtico de alta precisión, podemos ofrecer constantemente una tolerancia lineal de 0,05 mm para láminas de acero inoxidable de menos de 6 mm de espesor y mantener la tolerancia dentro de 0,1 mm para láminas de alta resistencia de 12 mm de espesor.siguiendo las normas de control de calidad ISO 9001.
P2: ¿Cómo elimina LS Manufacturing por completo las microfisuras en los bordes estructurales durante el doblado de control secundario de alto tonelaje?
Durante todo el proceso de corte, el nitrógeno puro a alta presión sirve como flujo de aire auxiliar, impidiendo efectivamente la acumulación de calor alrededor del área de corte yevitando la producción de la fase de martensita dura y quebradiza en la zona afectada por el calor. Y el doblado sigue una rutina de desbarbado de doble cara para eliminar posibles puntos de concentración de tensión directamente desde la fuente.
P3: ¿Cómo protegen sus estándares de adquisición de materias primas a los clientes OEM del impacto de las fluctuaciones de dureza del material entre lotes?
En nuestra lista de proveedores solo se encuentran acerías nacionales de primera calidad. Además del certificado de material original del fabricante, cada lote de chapa está sujeto aPruebas físicas, químicas y de dureza nuevamente antes de ser almacenado.. En el lado de flexión, se emplea un control de bucle cerrado del ángulo láser para ajustar activamente las variaciones de recuperación elástica entre diferentes lotes de material.
P4: ¿Pueden manejar notificaciones urgentes de cambios de ingeniería para piezas de la cadena de suministro de corte por láser que ya están en producción?
Por supuesto que podemos. NuestroPlataforma de diseño 3D, software de anidamiento inteligente y taller.sistema ERPestán vinculados en tiempo real. Después de que sus ingenieros firmen los documentos de cambio, todos los parámetros de la línea de producción láser y los dibujos CAD se pueden actualizar con un solo clic en 4 horas.
P5: ¿Por qué elegir un corte por láser personalizado integrado verticalmente de una sola planta para el taller OEM en comparación con una red de múltiples proveedores?
La integración vertical de una sola planta significa que no hay necesidad de incurrir en altos costos de embalaje y logística entre procesos y tiempos de entrega, aparte de que se evitan disputas de calidad causadas por inconsistencias entre múltiples plantas. Nuestro mecanismo de ciclo interno de calidadpermite la corrección de parámetros en tiempo real entre procesos, lo que mejora enormemente el rendimiento del procesamiento del primer paso.
P6: ¿Cómo protege su reserva de capacidad dinámica de ERP del 20% a los clientes con contratos a largo plazo de las crisis de suministro estacionales?
No sacrificamos la capacidad de producción por un beneficio a corto plazo. Disponemos de un motor de programación de producción que obliga a reservar el 20% de las franjas horarias más flexibles a utilizarpara aumentos de producción, creación rápida de prototipos y pedidos de emergenciade clientes bajo contrato, lo que nos permite mantener un rendimiento de entrega puntual incluso durante las temporadas altas.
P7: ¿Es posible obtener informes completos de inspección del primer artículo y documentos de verificación de PPAP para clientes de equipos industriales?
Con la certificación ISO 9001:2015 como fabricante, tenemosUn laboratorio de control de calidad a nuestra disposición.. Se pueden suministrar informes de inspección del primer artículo, certificados de trazabilidad de materiales y documentos de cumplimiento de aprobación de piezas de producción de nivel 3 de PPAP según los estándares de la industria.
P8: ¿Cuál es la MOQ (cantidad mínima de pedido) para los contratos de servicios de corte por láser OEM y cómo se facilitan las pruebas de prototipos en una etapa temprana?
Cuando se trata de proyectos industriales de clientes B2B grandes y medianos, no imponemos cantidades mínimas de pedido estrictas. Nuestro taller de producción presenta una arquitectura de línea flexible. aobtener una cotización, simplemente sube tus dibujos.Tanto prototipos de una sola pieza como pedidos de gran volumende decenas de miles de piezas están respaldadas con iguales garantías técnicas y de plazo de entrega.
Resumen
Tener una cadena de suministro de piezas de chapa sólida y confiable no se trata solo de prometer verbalmente una fecha de entrega. Implica consideraciones de ingeniería detalladas, como controlar la tensión térmica del láser, ajustar la anisotropía del material, integrar el proceso completo en un solo lugar y programar de forma digital e inteligente. Solo cuando se incorporan vías de alivio de tensiones en la etapa de prototipo y se combinan con procesos de nivelación hidráulica y un buffer de capacidad del 20% en sistemas ERP, etc.¿Se puede tener una tasa de entrega confiable del 99,5% a tiempo?
Si usted es un cliente OEM industrial y la calidad con eficiencia son sus principales prioridades, entonces entregar el procesamiento fragmentado a un proveedor de servicios tecnológicamente equipado como LS Manufacturing con capacidades de cadena completa será su mejor opción para eliminar los problemas de la cadena de suministro y también lograr altas tasas de rendimiento.
¿Permitirá que los retrasos incontrolables de los proveedores, la deformación de los componentes y la desviación de la precisión pongan en peligro el cronograma de su línea de producción y empañen la reputación de su negocio?Póngase en contacto con el equipo de ingeniería de LS Manufacturing ahora yenvíe sus dibujos CADpara obtener una revisión detallada de la viabilidad de DFM y una solución de contabilidad de costos abierta, que eliminará totalmente los cuellos de botella en la entrega y abrirá un nuevo capítulo de adquisiciones B2B eficientes y confiables.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web:https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos.Servicios de fabricación LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Por favor contáctenos para más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa, impresión 3D,moldeo por inyección.Estampado de metalesy otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com
