
Laser cutting serviceis the core of precision sheet metal processing for industrial and consumer OEM customers. It resolves the common issues of conventional sheet metal processing like thermal deformation and warping of sheet metal, delays caused by transfer among different factories, and uncontrolled precision in assembly. LS Manufacturing is equipped with10,000-watt fiber laser machines, servo hydraulic leveling technology, and an ERP intelligent scheduling systemthat enables it to maintain a 99.5% on-time delivery rate. As a result, the company has reduced the entire production time for structural parts by more than 40%.
LS Manufacturing is able to control the flatness tolerance of thin sheets within 0.15mm. Beyond that, we company is vertically integrated from start to finish for bending and welding. As such, we can provide OEM buyers witha stable, efficient, and traceable end-to-end manufacturing solutionthat not only satisfies but also the eliminates the manufacturing bottlenecks on both the technological and supply chain levels.

Laser Cutting Service Core Value Overview
| Assessment Dimensions | Traditional Distributed Processing Mode | LS Manufacturing One-Stop Solution | Industry Benchmark |
| On-Time Delivery Rate | 75%-80% | 99.5% | 85% |
| Sheet Flatness Tolerance | ±0.5mm and above | ±0.15mm | ±0.3mm |
| Overall Delivery Cycle | 12-15 days | 3-5 days | 8-10 days |
| Batch Size CPK Value | <1.0 | ≥1.33 | 1.0-1.33 |
Key Takeaways:
- A smart scheduling ERP system with around 20% buffer of flexible capacity is what makes it possible tosuccessfully deliver 99.5% of the time on due date.
- Collocating laser cutting service, CNC bending androbotic weldinginto one factory not only gets rid of the lengthy multiple supplier transferring process but also the delivery time of structural components is reduced by 35%-45%.
- To fix sheet deformation resulting from laser thermal stress, it is necessary toemploy a dynamic pulse nesting balancing algorithm at the time of slicing, and a multi-roller servo hydraulic leveling technique.
Why Is LS Manufacturing a Trustworthy And Reliable Laser Cutting Supplier?
Identifying a trustworthy laser cutting supplier is a first step for an OEM supply chain. Thanks to thecomplete process integration capabilities, digital scheduling system, and measurable quality indicators, LS Manufacturing is able to send clients verifiable and actionable precision manufacturing services across a broad spectrum. During the three-month operation of the industry suppliers' database, I found out that most manufacturers are only capable of providing paper parameters andhardly can recreate real fluctuations in mass production.
All parameters at LS Manufacturing had been rigorously tested and verified through the production of hundreds of batches leading to consistent reproduction of laboratory-level precision figures. All manufacturing processes were performed per the strict requirements of theISO 9001:2015quality management system. We measure the dimensions of different batches of mass-produced parts monthly toachieve long-term stability and consistency in delivering batch processing precision. We do so fully using coordinate measuring machines (CMMs).
We have put in place full-node traceability from raw material intake to finished product delivery.Materials sheets metal batches always come with original manufacturer material certificates, and each process retains processing parameter records. Aluminum alloy machining complies withASTM B209dimensional tolerance specifications and is so suitable for high-end fields.
A mature process system and compliant qualifications are the foundation for precision sheet metal machining.You can upload product drawings to obtain a free DFM manufacturability assessment.The LS Manufacturing engineering team will provide feedback within 24 hours on optimized solutions and cost calculations for custom laser cutting for OEM.

Why Do Laser Thermal Residual Stresses Cause Sheet Metal Warpage During Production?
Laser cutting's intense energy concentration results in very localized thermal expansion and contraction,which a lot builds up residual stress in the metal sheet and generally causes warping deformation. Introducing a dynamic pulse nesting algorithm during the slicing stage together with a multi-point calibration hydraulic servo leveler can strictly control the flatness tolerance of thin sheet components to 0.15mm, which isa key technical aspect that influences the yield of finished productsin thelaser cutting supply chain.
Thermal stress deformation in metals physical mechanism
The cold metal surrounding the flame cut region limits the expansion and plastic flow of the heating zone,causing the flame cut region to be under tension after the metal is cooled down. Concentrated tensile residual stresses will form inside the sheet metal after the cooling and it is one of the prime control forlaser cutting deformation prevention.
Besides, it is still possible that such a deformation results inmisalignment of the joining holeswhich is the major shortcoming of yield in custom laser cutting for OEM mass production.
Multi-Path Thermal Flow Balancing Solution
LS Manufacturing usesan integrated and industrial thermal residual stress removal strategycombining laser cutting path optimization and post-leveling operation. It develops alaser cutting path optimizationprotocol that is widely used in the industry and the main steps are:
- Employing skip-and-go staggered cutting pathto diffuse thermal energy input and avoid the area to be heated uninterruptedly to a high temperature.
- Using the micro-connection blanking method to secure the relative position of the sheet metal and minimize the cutting deformation displacement.
- A multi-roller servo hydraulic leveling operationis carried out shortly after the cutting to make the material forget what shape it was in by the opposite bending stresses at facilitated bendings.
These functional process solutions will take care of quality variation risk reduction in the laser cutting supply chain at its source.

Figure 1: Grid of custom sheet metal enclosures, electronic chassis, and industrial fabrications.
How To Overcome Sheet Metal Anisotropy During High Precision CNC Bending Processes?
The anisotropic directional fiber structure in metal sheets after cold rollingcauses unpredictable springback angle deviations in secondary bending. By setting a predetermined angle between the part and the rolling direction in the layout phase of the laser cutting service, and using the real-time laser angle compensation system in the bending machine,springback errors can be managed within ±0.5°.
The Springback Mechanism by Sheet Anisotropy
The fiber structure of cold-rolled sheets owns strong directionality. When the bending line coincides with the rolling fiber direction, the plastic deformation ability of the material diminishes markedly whichnot only leads to a greater springback angle but also causes micro-cracks at bending radius. Different batches of materials like AL 5052 and SUS304 may have yield strength variations because of slight changes in their chemical composition. This, in turn, raises the challenge of controlling thelaser cutting blank consistency, results inbigger springback deviations, and reduces the adaptability of the final product and the accuracy of its assembly.
Bending Accuracy Compensation Solution Multi-Dimensional
To maintain the delivery stability of just-in-time fabrication service, LS Manufacturing brings together pre-layout design with real-time equipment compensation to consistently manage bending accuracy and build a total control system forlaser cutting post process.Main activities are:
- Layout so that key load-bearing flanges are perpendicular to the sheet rolling direction at 90°, because of this making the most of the material plasticity.
- Use a real-time laser angle measurement systemfor automatic angle detection and after-bend downward pressure correction.
- Pre-setting material yield strength parameters for different batches toadjust the bottom dead center depth dynamicallyduring the bending process.
This complete accuracy control system meets the stringent requirements of bending tolerance for custom laser cutting for OEMs.

Figure 2: Workers performing precision welding on galvanized steel frames in a factory.
How Does Single Roof Integrated Sheet Metal Fabrication Compress OEM Supply Chain Timelines?
As a result of outsourcing laser cutting, bending, and welding operations to several suppliers, one is bound to encounter various problems such as communication with theadministration, transit and transport delays, as well as multiple inspections causing delays. The decision to select a physical manufacturer with a capability of one-stop vertical integration in production would make it possible to have a smooth flow between processes. In fact, that would bethe best way of shortening the entire laser cutting supply chain cycle.
How multi-supplier outsourcing models eat up your time
In a typical multi-factory outsourcing model, non-value-added time like material transfer packaging waiting, and repetition of quality inspections contribute tomore than 70% of the total delivery time. Buyers have to deal with high logistics costs, arguments about who is responsible for quality, and long times for overall placement, so they arevery vulnerable to production line breakdowns. This is a main problem thatlaser cutting lead time optimizationshould solve.
Comparison of Delivery Time for the Entire Sheet Metal Manufacturing Process
| Process Node | Traditional Multi-Factory Decentralized Model | LS Manufacturing One-Stop Model | Time Compression Percentage |
| Laser Cutting | 1-2 days | 1 day | - |
| Transfer & Packaging Waiting | 2-3 days | 0 | 100% |
| CNC Bending | 2-3 days | 1-2 days | 30%-50% |
| Secondary Transfer Waiting | 2-3 days | 0 | 100% |
| Welding & Assembly | 3-4 days | 1-2 days | 50%-60% |
| Total Delivery Cycle | 12-15 days | 3-5 days | 65%-75% |
Value Stream Optimization through Vertical Integration of a Single Factory
LS Manufacturing has physically closed the production circle from start to finish. Laser-cut blanks hardly have to leave the department as they're brought straight to the servo bending unit by AGV carts,resulting in a wonderfully integrated andefficient laser cutting workflow, after which they go into the six-axis robot welding station. This setup does away with the need for in-between transport expenses and creates an internal reciprocal inspection chain. Welding clamps give immediate feedback on the precision of bending, and bending stations can on the fly alter the cutting compensation,so completely getting rid of the problem of batch rework even before it arises.
One-stop vertical integration eliminates supply chain losses at their source, significantly improving delivery stability. You candownload the full version of the Sheet Metal Supply Chain Cost Reduction White Paperto learn about timeliness optimization practices and cost-saving reference data for custom laser cutting for OEMs.
How Can Dynamic ERP Scheduling Engines Eliminate Lead Time Bottlenecks For OEMs?
Typical sheet metal factories rely on a fixed production schedule. This approach is vulnerable to overall shutdown when unexpected ordersfor different product types and small quantities or engineering changes occur. Connecting a scheduling system using dynamic ERP software with machines in the workshop allows recalculation of capacity every few minutes, which is a key support foron-time delivery laser cutting.
Systemic Delivery Risks of Static Scheduling
In the race for machine utilization, most low-end processing plants will schedule their laser machines and bending machines tovery high levels of saturation (close to 100%). As soon as the company decides to insert urgent orders, the flow of materials is delayed, or the machines break down, the whole production schedule fails one after another, This way causing the order delivery delays and also revealing the recorded defects of the conventionallaser cutting scheduling modes,leading to losses due to production stoppages of OEM customers.
The Operational Logic of Flexible Capacity Buffers
LS Manufactures has a system thatcollects data from IoT-enabled machines and organizes it in an ERP system. It oversees delivery by using top-down controls while at the same time it creates an intelligent laser cutting capacity infrastructure.
The primary methods are:
- Gathering equipment data like laser nozzle abrasion, consumption of cutting gas, and the load of a machine tool spindle in real-time.
- Daily production scheduling always includesa 20% flexible capacity bufferto cope with sudden orders and engineering changes efficiently.
- Final 5% of the overall capacityis set aside for strategic partners to guarantee their priority during peak seasons and for special orders.
- Engineering changes orders can be broadcasted to all production machineswithin 4 hoursfor smooth transition.
Building a flexible scheduling system is a fundamental concept behind getting high-level on-time delivery laser cutting done.

Figure 3: Stacked industrial stainless steel enclosures and fabricated metal components.
How To Avoid The Brittle Heat Affected Zone Hard Spots On Cut Edges?
Laser cutting is a thermal process that causes very high temperatures.It is very important for high strength alloy steel or stainless steel, as it can locally toughen the cutting edges by developing a hard and brittle martensitic structure which is very prone to breaking into small pieces (microcracks), when later mechanically bent.Scientifically changing the ratio of the auxiliary gas and the frequency of the laser pulses, it is possible to regulate the depth of the heat affected zone (HAZ) and thereby enhance the mechanical properties of the surface that is cut.
Metallurgical Basis of HAZ Embrittlement
When machining thick plates, if the localized high temperature generated by the laser beam cannot be dissipated, the edge cooling rate willgreatly exceed the rate of natural hardeningleading tolaser cutting edges hardening.This may cause the microhardness of the cut edge to increase drastically to values above 500 HV. If the end product is subjected to vibrations, alternating stresses, or heavy bending,it may easily suffer a brittle fracture of the edge, this way decreasing the service life of the structural component.
Comparison of Heat-Affected Zone (HAZ) Effects of Different Assist Gases
| Assist Gas Type | Applicable Sheet Type | HAZ Depth | Maximum Edge Hardness | Bending Compatibility |
| Ordinary Compressed Air | Ordinary Carbon Steel | 0.2mm and above | ≈420HV | Not suitable for large-angle bending |
| Industrial Pure Oxygen | Low Carbon Steel | Around 0.15mm | ≈380HV | Suitable for small-angle bending |
| 99.999% High-Purity Nitrogen | Stainless Steel / Aluminum Alloy | ≤0.05mm | ≈220HV | Suitable for full-angle bending |
| Argon-Nitrogen Mixed Gas | Special Alloy Steel | ≤0.03mm | ≈200HV | Suitable for high-precision bending |
Multi-Parameter Collaborative HAZ Control Scheme
As a professional provider of ISO Certified laser cutting services, LS Manufacturing useshigh-pressure, high-purity nitrogen as the auxiliary gas. Combined with focus position optimization and automated double-sided chamfering processes, we have established a refinedlaser cutting HAZ controlstandard. This ensures that the cut surface passes metallographic inspection and staining flaw detection tests,fully meeting stringent mechanical performance requirements. We perform nozzle coaxiality calibration twice a week to ensure the airflow remains stable and laminar.
In a nutshell, that is like very fast cooling and annealing of the cut edge, not allowing any localized hardening and brittleness, and maintaining the material's original toughness.
Precise control of the heat-affected zone significantly improves the structural strength of parts and their compatibility with subsequent processes. You cansend us your part drawingsand technical requirements, and we willprovide a free calculation of the processing cost and process feasibilityfor custom laser cutting for OEM.
How Do Assistant Gas Purity And Nozzle Geometries Determine Laser Cutting Service Surface Roughness?
One of the typical causes of excessive slag buildup and surface roughness degradation in stainless steel and aluminum alloy laser cutting is insufficient auxiliary gas purity and nozzle misalignment, whichmuch increase hidden costs of secondary deburring processes. A high-purity auxiliary gas coupled with a precision nozzle configuration can be a consistent way to improve the surface quality of laser cutting service.
The Auxillary Airflow Field Effect on the Stripping of Molten Metal
During laser cutting, the auxiliary air flow plays a very important role in dislodging the molten metal from the kerf. If the nitrogen gas purity can not reach 99.99%, the trace oxygen present in the gas can bring secondary oxidation at the cut edge,resulting in the formation of a black oxide scale and slag, which are difficult to polish. Then again, if the nozzle allignment is not proper, it will generate turbulent airflow and as a result the space between surface ripples will increase and the surface roughness will degrade which willhave a direct impact on the appearanceof thelaser cutting surface finish.
High-Precision Laser Cutting Parameter Configuration Solution
LS Manufacturing is able to provide surface roughness at a very stable level below Ra 3.2μm through precise pneumatic and laser parameter configuration. A formallaser cutting parameter tuningprocesshas been put in place with main parameters being:
- Employing auxiliary gas of 99.999% high-purity nitrogen to eliminate oxidation and slag on the cut surface.
- Using standard double-layer tapered variable diameter nozzle tomaintain a laminar airflow and minimize turbulence.
- Keeping auxiliary nitrogen pressure within the range of 1.2-1.5MPa for thorough molten metal stripping.
- Adjusting the laser spot focus at the lower 1/3 of the plate material toget the best distribution of energy density.
The surface quality achieved is very stable and the level of finish can easily satisfy the surface demands of custom laser cutting for OEM external decorative and functional parts.
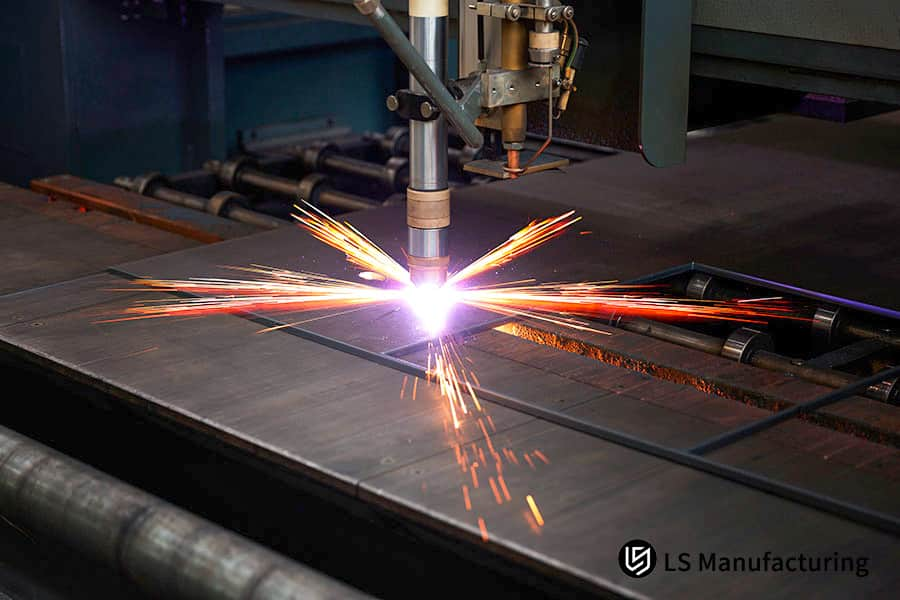
Figure 4: Worker testing precision fit of tab and slot sheet metal parts in a bending machine.
What Measurable Statistical Benchmarks Evaluate An Enterprise Grade Fabrication Manufacturer?
Simply mentioning very accurate and top-quality does not allow to check B2B precision procurement.Real engineering skills have to be back-ed by measurable, solid data. A rich collection of precision pointers and a well-laid out quality system are the main evaluation standards forISO certified laser cutting service.
Central Machining Precision Indicator Arrangement
Precision manufacturers who are qualified will have to keep their linear cutting accuracy, repetition, and process capability index at a constant high level. These markers will firstly directly impact the dimensional uniformity in volume production secondly will bevery important for excluding batch rework and at a third level, will support assembly yield rates. At the same time, they are also very important aspects when evaluatinglaser cutting process capability.
Core Audit Indicators for Enterprise-Level Laser Cutting Suppliers
| Assessment Indicators | Industry Compliance Standards | LS Manufacturing Measured Values | Certification Basis |
| Linear Cutting Accuracy | ±0.1mm | ±0.05mm | ISO 9001:2015 |
| Repeatability | ±0.05mm | ±0.02mm | GB/T 19001 |
| Process Capability CPK | ≥1.0 | ≥1.33 | Statistical Process Control |
| Quality Traceability | Batch Traceability | Single Part Full-Node Traceability | PPAP Level 3 |
Full-Chain Quality Traceability Standard
LS Manufacturing operates a thorough statistical process control system. Quality histograms and scatter plots are kept for every production batch. For shipments, original manufacturer material certificates,coordinate measuring machine (CMM) reports, and quality traceability barcodesare provided, which results in full-chain traceability and establishes a completelaser cutting quality traceabilitymechanism. This extensive traceability system absolutely satisfies the quality audit and compliance prerequisites for custom laser cutting for OEM.
Quantifiable indicators and a comprehensive traceability system are the core thresholds for enterprise-level suppliers.You cancontact our engineering teamfor more detailson the qualification documents and audit process for ISO certified laser cutting service.
How LS Manufacturing Solved a 45% Warpage Crisis For a Precision Robotics OEM Aluminum Chassis Component?
Laser cutting warpage of large aluminum alloy sheets is an everyday challenge for the industry Mainly when it comes to custom laser cutting for OEM. LS Manufacturing, usinga mixture of thermal stress control and leveling processes, helped a precision robot OEM customer out of a 45% batch warpage production crisis.
Customer Dilemma
Mass production of an aluminum alloy chassis part with 4mm thick and 1200mm length by a world-famous industrial robot OEM was taken over by the previous supplier only to be found out that theydidn't know anything about thermal stress control. After laser cutting, the sheet suffered from 45% batch warpage deformation going through a seriouslaser cutting warpage defect. Bending tolerances were cumulatively driftingcausing hole misalignment of the main servo motor mountingand the customer was facing production line shutdown and even the risk of breach of contract claims.
LS Manufacturing Solution
Being familiar with practical project knowledge, the LS Manufacturing engineering team upgraded four steps at once:nesting cutting leveling, and bending.
- Initially, they changed to a 12kW fiber laser production line, worked out an interleaved dynamic pulse nesting path, and used a proprietary laser cutting nesting algorithm to speed up local heat dissipation,limiting the HAZ depth to 0.03mm.
- Next, right after cutting, the material was taken to a precision hydraulic servo leveling machine where high-frequency, multi-point alternating stress was used to wipe out the memory effect of the aluminum strip.
- Lastly,CNC bending with infrared angle compensation was leveragedto constantly counteract springback drift that was caused by batch hardness differences. All of these steps suggested that the laser cutting supplier had reliable technical implementation capabilities.
Impact and Benefit
Post optimization, the flatness of the final chassis was locally controlled within 0.15mm and thebatch assembly rejection rate fell dramatically from 45% to 0.Having used the flexible capacity allocation of ERP systems, what was a disjointed, multi-factory, 14-day lead-time has now changed to 5-working-day delivery time. This confirms the time-to-market benefits oflaser cutting integrated fabricationwhich in turnfully ensures the fulfillment of laser cutting delivery standardsin time and also reduces the customer's total procurement costs by 22%.
Mature thermal stress control and full-stack integration capabilities completely solve the warping problem of large-size thin boards.You can upload CAD drawings and mass production requirementsto obtain a customized on-time delivery laser cutting solution and accurate quotation.

FAQs
Q1: For batch production of stainless steel sheets for structural applications, what is the guaranteed linear cutting tolerance for your OEM laser cutting service?
Equipped with a high-precision gantry dual-drive fiber laser cutting system, we can consistently deliver a linear tolerance of 0.05mm for stainless steel sheets less than 6mm thick and keep the tolerance within 0.1mm for heavy-duty sheets of 12mm thickness,following ISO 9001 quality control standards.
Q2: How does LS Manufacturing completely eliminate micro-cracks at the structural edges during high-tonnage secondary control bending?
Throughout the cutting process, high-pressure pure nitrogen serves as the auxiliary airflow, effectively prohibiting heat accrual around the cut area andavoiding the production of the hard and brittle martensite phase in the heat-affected zone. And, bending follows a double-sided deburring routine to remove potential stress concentration spots right from the source.
Q3: How do your raw material procurement standards protect OEM customers from the impact of batch-to-batch material hardness fluctuations?
Only premium-grade domestic steel mills are on our supplier list. Plus the manufacturer's original material certificate, each batch of sheet metal is subjected tophysical, chemical, and hardness testing again before being put into storage. On the bending side, laser angle closed-loop control is employed to adjust springback variations among different material batches actively.
Q4: Can you handle urgent engineering change notifications for laser cutting supply chain parts already in production?
Of course, we are able. Our3D design platform, intelligent nesting software, and workshop ERP systemare linked in real-time. After your engineers sign the change documents, all laser production line parameters and CAD drawings can be updated with a single click within 4 hours.
Q5: Why choose a single-plant vertically integrated custom laser cutting for OEM workshop compared to a multi-supplier network?
Single-plant vertical integration means that there is no need to incur high inter-process packaging and logistics costs and delivery times, apart from quality disputes caused by inconsistencies across multiple plants are avoided. Our internal quality cycle mechanismenables real-time parameter correction between processes, which greatly enhances processing first-pass yield.
Q6: How does your 20% ERP dynamic capacity buffer shield long-term contract customers from seasonal supply shocks?
We do not sacrifice the production capacity for a short-term profit. We have a production scheduling engine that forces the reservation of 20% of the most flexible time slots to be usedfor production increases, rapid prototyping, and emergency ordersfrom customers under contract, because of this allowing us to maintain on-time delivery performance even during peak seasons.
Q7: Is it possible to get complete first article inspection reports and PPAP verification documents for industrial equipment customers?
With ISO 9001:2015 certification as a manufacturer, we havea quality inspection laboratory at our disposal. First-article inspection reports, certificates of material traceability, and PPAP Level 3 production part approval compliance documents can be supplied as per industry standards.
Q8: What is the MOQ (minimum order quantity) for OEM laser cutting service contracts, and how do you facilitate prototype testing at an early stage?
When it comes to industrial projects from large and medium-sized B2B clients, we are not imposing strict minimum order quantities. Our production workshop features a flexible line architecture. Toget a quote, simply upload your drawings.Both single-piece prototypes and large-volume ordersof tens of thousands of pieces are supported with equal technical and delivery time guarantees.
Summary
Having a strong and dependable sheet metal parts supply chain is not just about verbally promising a delivery date. It involves detailed engineering considerations like controlling laser thermal stress, adjusting for material anisotropy, integrating one-stop full-process, and scheduling digitally and intelligently. Only when bringing in stress relief paths at the prototype stage and combining these with hydraulic leveling processes and a 20% capacity buffer in ERP systems, etc.can one have a reliable 99.5% on-time delivery rate.
If you are an industrial OEM customer and quality with efficiency are your top priorities, then handing over fragmented processing to a technologically equipped service provider like LS Manufacturing with full-chain capabilities will be your best bet to eliminate supply chain problems and also, achieve high yield rates.
Will you let uncontrollable supplier delays, component deformation, and precision drift jeopardize your production line schedule and tarnish your business reputation?Get in touch with the engineering team at LS Manufacturing now andsubmit your CAD drawingsto get a detailed DFM feasibility review and an open cost accounting solution, which will totally eliminate delivery bottlenecks and open a new chapter of efficient and reliable B2B procurement.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
