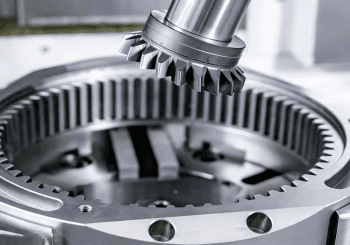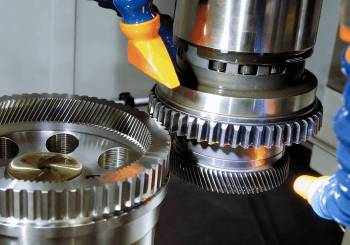
Wälzfräsen
Lösen Sie die Herausforderung, bei langen Produktionsläufen einen gleichbleibenden und leisen Betrieb aufrechtzuerhalten. Unser Wälzfrässervice liefert präzise geschnittene Zähne mit minimalem Lärm und Vibration und sorgt so dafür, dass Ihre Automobil- oder Industrieantriebe Charge für Charge reibungslos und zuverlässig Leistung übertragen.
Holen Sie sich ein sofortiges Angebot