
Als wichtiger Grundstoff für die moderne Industrie Schwarzoxidkonzentrat hat einzigartige physikalische und chemische Eigenschaften die einen unersetzlichen Anwendungswert in den Bereichen Metallschutz, Verbundwerkstoffe und Herstellung elektronischer Komponenten aufweisen. Wie ist diese dunkle, pulverförmige Substanz definiert? In diesem Artikel werden seine Kernmerkmale systematisch sortiert: von Grundkonzepten, Hauptkomponenten, Produktionsverfahren bis hin zu tatsächlichen Anwendungsszenarien, und die wichtige Position dieses Materials in der Industriekette aufgezeigt.
Was ist Schwarzoxidkonzentrat?
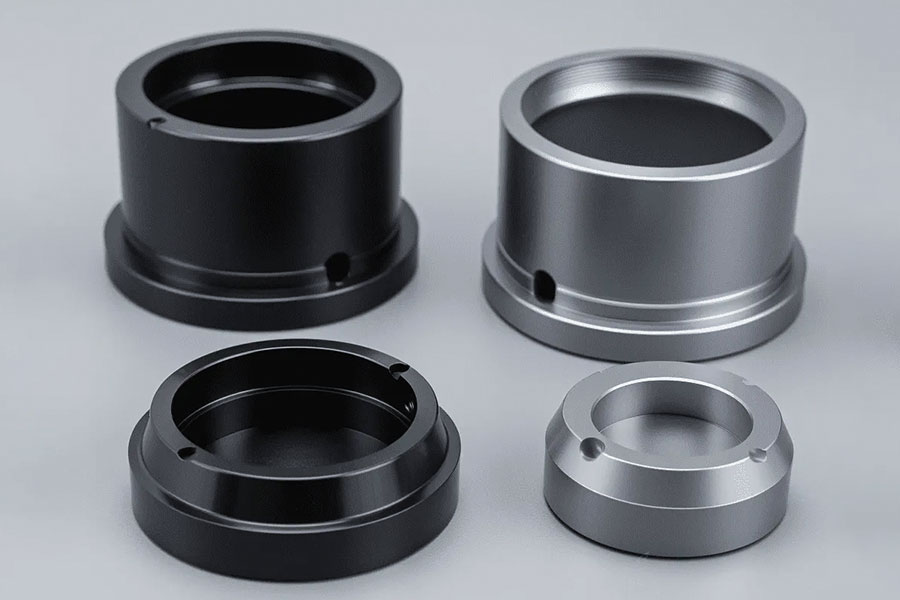
Schwarzoxidkonzentrat ist ein Produkt, das durch Konzentrieren von Schwarzoxid hergestellt wird und andere Zusatzstoffe durch ein spezifisches Verfahren. Es ist im Allgemeinen dunkelschwarz und verfügt über hervorragende funktionelle Eigenschaften wie Korrosionsbeständigkeit, Verschleißfestigkeit und dekorative Eigenschaften. Schwarzoxidkonzentrat kann durch Imprägnierung, Beschichtung usw. auf die Metalloberfläche aufgetragen werden, um einen dichten Schwarzoxidfilm zu bilden und so die Leistung und das Aussehen des Metalls zu verbessern.

Was definiert die chemische Zusammensetzung von Schwarzoxidkonzentrat?
Schwarzoxidkonzentrat ist ein Verbundmaterial aus mehreren Übergangsmetalloxiden . Seine chemische Zusammensetzung variiert aufgrund unterschiedlicher Rohstoffquellen und Verarbeitungstechniken. Zu den Kernbestandteilen zählen folgende Schlüsselstoffe:
(1) Hauptmetalloxidzusammensetzung
① Magnetit (Fe₃O₄): macht 40–70 % aus, bildet das Grundgerüst des Konzentrats und verleiht ihm starken Magnetismus und Leitfähigkeit;
② Mangandioxid (MnO₂): macht 15–30 % aus, kann die Redoxaktivität steigern und ist für Batterien, Katalyse und andere Bereiche geeignet;
③ Kobalt-Nickeloxid (Co₃O₄, NiO): macht 5–15 % aus, was die Energiespeicherleistung und die thermische Stabilität verbessern kann.
(2) Standards zur Kontrolle von Verunreinigungen
① Siliziumaluminiumoxid (SiO₂, Al₂O₃): Der Gehalt muss ≤5 % betragen. Ein zu hoher Wert verringert die Reaktivität des Materials;
② Schwefel-/Phosphorverbindungen: Gemäß ISO 4700 beträgt der Gesamtschwefel (S) ≤0,1 %, Phosphor (P) ≤0,05 %, um eine Beeinträchtigung der metallurgischen Eigenschaften zu vermeiden.
Wie unterscheidet sich Brünieren von galvanischen Verfahren?
Im Bereich Veredelung von Metalloberflächen , Brünierung und Galvanisierung sind zwei weit verbreitete Technologien, ihre Prinzipien, Leistungen und Anwendungsszenarien unterscheiden sich jedoch erheblich. Dieser Abschnitt hilft Ihnen, durch Vergleich technischer Parameter und Szenarioanalyse schnell die beste Lösung auszuwählen.
Kernvergleichstabelle: Schwarzoxid- und Galvanikverfahren
| Vergleichsdimension | Schwarzes Oxid | Galvanisierungsprozess |
|---|---|---|
| Prozessprinzip | Chemische Umwandlungsreaktion zur Bildung eines Fe₃O₄-Oxidfilms (0,5–1,5 μm dick) | Elektrolytische Abscheidung von Metallbeschichtungen (Zink/Nickel/Chrom usw., 5–25 μm) |
| Leitfähigkeit | Behalten Sie die Leitfähigkeit des Substrats bei | Durch die Beschichtung kann sich die Leitfähigkeit verringern (je nach Metalltyp). |
| Korrosionsbeständigkeit | Mittel (erfordert Versiegelungsverbesserung) | Hoch (Beschichtung isoliert das Substrat von korrosiven Medien) |
| Verschleißfestigkeit | Allgemein (HV 300-400) | Hervorragend (Vernickelung HV 600-800) |
| Dimensionswirkung | Keine Änderung der Teilegröße | Beschichtungsdicke erhöhen (Bearbeitungszugabe muss reserviert werden) |
| Umweltschutz | Geringe Toxizität (alkalische Lösung) | Schwermetallabwasser muss streng behandelt werden |
| Kosten | Niedrig (0,5–0,5–2/㎡) | Hoch (3-3-15/㎡, abhängig vom Beschichtungsmetall) |
| Typische Anwendungen | Waffenteile, Präzisionsgetriebe, Elektronikgehäuse | Autoteile, Badezimmerzubehör, Dekorationsteile |
Eingehende Analyse technischer Unterschiede
1. Verfahrensprinzipien und Filmbildungseigenschaften
Schwarzoxidbehandlung:
Die alkalische Nitratlösung (135-145℃) reagiert mit dem Eisensubstrat und erzeugt einen magnetischen Eisenoxidfilm (Fe₃O₄). Die Filmdicke beträgt nur 0,5–1,5 μm und die Porosität beträgt <5 % (ASTM B117 Salzsprühtest 48 Stunden qualifiziert), und zur Verbesserung der Rostschutzfähigkeit ist ein Dichtmittel (wie Öl oder Wachs) erforderlich.
Galvanisierungsprozess:
Metallbeschichtungen Durch das Prinzip der Elektrolyse werden Metalle wie Zink, Nickel und Chrom auf der Oberfläche des Substrats abgeschieden. Die Beschichtungsdicke beträgt normalerweise 5–25 μm, wodurch das korrosive Medium direkt isoliert wird, und die Härte der Nickelbeschichtung kann HV 600–800 erreichen (ISO 4516-Standard).
2. Leistungsvergleich
Szenario der leitfähigen Nachfrage:
Mit schwarzem Oxid behandelte Teile (z. B. Relaiskontakte) können die Leitfähigkeit aufrechterhalten, während eine Nickel-/Chrombeschichtung den Kontaktwiderstand deutlich erhöht.
Verschleißfestigkeitsszenario:
Die Verschleißfestigkeit von galvanisiertem Hartchrom (HV 800–1000) ist 3–5 Mal höher als die einer schwarzen Oxidschicht und eignet sich für Teile mit hohem Verschleiß, wie z. B. Motorkolbenringe.
3. Kosten- und Umweltaspekte
Für die Schwarzoxidbehandlung ist kein komplexes Abwasserbehandlungssystem erforderlich und die Gesamtkosten sind 60–80 % niedriger als bei der Galvanisierung;
Der Galvanisierungsprozess muss mit giftigen Substanzen wie sechswertigem Chrom und Cyanid umgehen (in Übereinstimmung mit der RoHS-3-Richtlinie), und die Kosten für die Umstellung auf den Umweltschutz machen 25–40 % der Gesamtinvestition aus.

Welche industriellen Anwendungen erfordern eine Schwarzoxidbehandlung?
Als effiziente und wirtschaftliche Technologie zur Veredelung von Metalloberflächen spielt die Schwarzoxidveredelung aufgrund ihrer einzigartigen Korrosionsbeständigkeit, Verschleißfestigkeit und leitfähigen Retentionseigenschaften in vielen Industriebereichen eine wichtige Rolle. LS enthüllt seine Kernanwendungsszenarien anhand realer Anwendungsfälle und Leistungsdaten.
Vergleichstabelle der feldübergreifenden Anwendungen der Schwarzoxidveredelung
| Branchenbereich | Typische Teile | Kernstandards | Daten zur Leistungsverbesserung | Technische Vorteile |
|---|---|---|---|---|
| Militärische Ausrüstung | Schusswaffenteile | MIL-STD-171 | Salzsprühbeständigkeit > 96 Stunden | Verborgenes Erscheinungsbild + Korrosionsbeständigkeit gegenüber Umwelteinflüssen |
| Automobilbau | Motorschrauben/-befestigungen | GM 6190M | Drehmomenthalterate um 20 % erhöht | Rostbeständigkeit + Dimensionsstabilität |
| Hydrauliksystem | Hydraulischer Ventilblock/Kolbenstange | ISO 10763 | Reibungskoeffizient auf 0,12 reduziert | Verschleißfestigkeit + Flüssigkeitsverträglichkeit |
| Präzisionsmaschinen | Getriebe-/Lagersitz | ASTM B633 | Härte bis HV 350-400 | Reduzieren Sie den Verschleiß während der Einlaufphase + erhalten Sie die Leitfähigkeit |
| Elektronische Geräte | Relaisgehäuse/Kühlkörper | IEC 60068-2-11 | Kontaktwiderstand < 0,1 Ω | Elektromagnetische Abschirmung + verbesserte Wärmeableitung |
Eingehende Analyse: Fünf Kernanwendungsszenarien
1. Militärische Ausrüstung: doppelte Garantie für Geheimhaltung und Zuverlässigkeit
Anwendungsteile: Lauf, Abzugsbaugruppe, Visierhalterung
Technische Merkmale:
- Erfüllen Sie den US-Militärstandard MIL-STD-171 und verwenden Sie eine alkalische Nitratlösung (135℃), um eine 1,2 μm dicke Fe₃O₄-Filmschicht zu erzeugen
- Salzsprühtest > 96 Stunden (herkömmliche Phosphatierung nur 48 Stunden), mit Spezialversiegelung auf 200 Stunden verlängerbar
- Die schwarze, matte Oberfläche reduziert das Reflexionsvermögen um 90 % und erfüllt so die Anforderungen verdeckter Operationen
- Fall: Nachdem die M24-Scharfschützengewehrteile der Remington Company in den Vereinigten Staaten mit schwarzem Oxid behandelt wurden, sank die Ausfallrate in heißer und feuchter Umgebung um 37 %.
2. Automobilbau: Revolutionäre Verbesserung der Verbindungsleistung
Anwendungsteile: Motorpleuelschrauben, Fahrgestellbefestigungen, Getriebezahnräder
Technische Merkmale:
- Gemäß GM 6190M-Standard wird die Drehmomenthalterate von M10-Schrauben nach der Behandlung von 75 % auf 95 % erhöht.
- Die Porosität der Folienschicht beträgt weniger als 5 % (ASTM B117-Standard), und durch die Versiegelung mit mikrokristallinem Wachs kann eine Rostschutzdauer von 10 Jahren erreicht werden
- Die Kosten sind 40 % niedriger als beim Zink-Nickel-Beschichtungsverfahren und es ist keine Nachbehandlung wegen der Gefahr einer Wasserstoffversprödung erforderlich
- Fallbeispiel: Nachdem dieses Verfahren bei den Fahrgestellschrauben des Toyota Camry übernommen wurde, sank die Zahl der Ausfälle durch Salzsprühnebelkorrosion um 62 %.
3.Hydrauliksystem: Doppelte Kontrolle von Reibung und Leckage
Anwendungsteile: Hydraulikventilkern, Kolbenstange, Pumpenkörper
Technische Merkmale:
- Besteht die Flüssigkeitskompatibilitätszertifizierung nach ISO 10763, keine Quellreaktion bei Kontakt mit Hydrauliköl
- Der Oberflächenreibungskoeffizient wurde von 0,25 auf 0,12 reduziert (GB/T 12444-Test), wodurch der Energieverbrauch des Systems um 15 % gesenkt wurde.
- Druckfestigkeit der Membranschicht > 50 MPa (ISO 10763-1-Test), geeignet für Hochdruck-Arbeitsbedingungen
- Fall: Nach der Behandlung des Bosch Rexroth-Hydraulikventilblocks erhöht sich die Zyklenlebensdauer von 500.000 auf 800.000 Mal.
4. Präzisionsmaschinen: Das Geheimnis zur Verlängerung der Lebensdauer von Geräten
Anwendungsteile: Führungsschienen für CNC-Werkzeugmaschinen , Lagersitze, Getriebe
Technische Eigenschaften:
- Oberflächenhärte HV 350–400 (ASTM E384-Standard), anfänglicher Einlaufverschleiß wird um 70 % reduziert.
- Behalten Sie die Leitfähigkeit des Substrats bei, um eine Ansammlung statischer Elektrizität zu vermeiden, die zu Ausfällen von Präzisionsinstrumenten führen kann
- Behandlungstemperatur <150℃, keine Gefahr einer thermischen Verformung (geeignet für Teile nach dem Abschrecken)
- Fall: Nach der Behandlung von Siemens-Getriebeteilen in Deutschland wurde der erste Überholungszyklus von 8000 Stunden auf 12000 Stunden verlängert.
5.Elektronische Ausrüstung: perfekte Balance zwischen Funktion und Zuverlässigkeit
Anwendungsteile: Kühlkörper der 5G-Basisstation, Relaiskontakte, Abdeckung zur elektromagnetischen Abschirmung
Technische Eigenschaften:
- Kontaktwiderstand <0,1 Ω (IEC 60404-11-Standard), besser als 0,3 Ω der Nickelbeschichtung
- Wärmestrahlungskoeffizient 0,85–0,92 (Verchromung beträgt nur 0,6), Wärmeableitungseffizienz um 30 % erhöht
- Elektromagnetische Abschirmwirkung im Frequenzband 30–100 MHz > 35 dB
- Fall: Nachdem der Kühlkörper der 5G-Basisstation von Huawei diesen Prozess übernommen hat, wird der Temperaturanstieg um 8 °C und die Signalstörung um 42 % reduziert.
Leitfaden zur Branchenauswahl
| Anforderungspriorität | Empfohlene Branche | Wichtige Entscheidungsfaktoren |
|---|---|---|
| Hohe Verdeckung + Extrem | Umwelt Militär/Luft- und Raumfahrt | MIL-Standardzertifizierung + Daten zur Korrosionsbeständigkeit |
| Kostensensibel und Rostschutzanforderungen | Automobil/allgemeiner Maschinenbau, Einzelstück | Verarbeitungskosten + Ergebnisse des Salzsprühtests |
| Präzise Passform + leitfähiger Halt | Elektronische/Präzisionsinstrumente | Dimensionsänderung + Kontaktwiderstandswert |
| Hohe Verschleißfestigkeit und Flüssigkeitsverträglichkeit | Hydraulik-/Energieausrüstung | Reibungskoeffizient + Drucktestbericht |
Von militärischen Schusswaffen bis hin zu 5G-Basisstationen, Die Verarbeitung von Schwarzoxid verändert die industrielle Fertigung mit seinen Vorteilen „hoher Kostenleistung und Vielseitigkeit“. Unternehmen müssen lediglich konforme Prozessparameter entsprechend ihren eigenen Branchenmerkmalen auswählen, um einen doppelten Durchbruch bei Leistung und Kosten zu erzielen.

Wie lässt sich die Dicke der Schwarzoxidbeschichtung steuern?
Die Stabilität der schwarzen Oxidschichtdicke wirkt sich direkt auf die Korrosionsbeständigkeit, Leitfähigkeit und Montagegenauigkeit der Teile aus. LS wird die Schlüsselpunkte der Prozesssteuerung eingehend analysieren und praktische Lösungen anbieten.
1. Präzise Steuerung der Prozessparameter
(1) Temperaturschwankungskontrolle
① Verwenden Sie das PID-Temperaturkontrollsystem, um die Temperaturschwankung des Reaktionstanks innerhalb von ±2℃ zu kontrollieren (MIL-DTL-13924D-Standardanforderung);
② Die optimale Verarbeitungstemperatur von Kohlenstoffstahlteilen beträgt 135-145℃. Bei jedem Temperaturanstieg um 5 °C erhöht sich die Filmdicke um 0,3 μm (gemessene Daten);
③ Der Tankkörper muss mit zwei redundanten Thermoelementen ausgestattet sein, um lokale Überhitzung und Vergröberung der Filmschicht zu vermeiden.
(2) Optimierung der Eintauchzeit
① Die Standard-Eintauchzeit von Teilen aus Kohlenstoffstahl beträgt 5-10 Minuten (ASTM B201-Testüberprüfung);
② Hochlegierter Stahl muss auf 12–15 Minuten verlängert werden, um die Hemmung der Reaktionsgeschwindigkeit durch Legierungselemente auszugleichen;
③ Echtzeitüberwachung des pH-Werts der Lösung (11,5–13,0). Für jede pH-Abnahme um 0,5 muss die Verarbeitungszeit um 2 Minuten verlängert werden.
(3) Verbesserung nach der Behandlung
① Dehydriertes Rostschutzöl im Tauchverfahren (Norm ISO 12944-5), Ölfilmdicke 1–3 μm, füllt die Poren des Oxidfilms;
② Verwenden Sie Zentrifugaltrocknung (Geschwindigkeit 800-1200 U/min) anstelle von natürlichem Tropfen, die Gleichmäßigkeit des Ölfilms wird um 40 % verbessert;
③ Hochtemperaturtrocknung (80-100℃) ermöglicht ein tiefes Eindringen des Dichtmittels und die Salzsprühschutzzeit wird auf mehr als 96 Stunden verlängert.
2. Ausrüstung und Überwachung technologischer Innovationen
① Mehrstufiges Gegenstrom-Spülsystem: Reduzieren Sie die Verschleppung von Verunreinigungsionen und stellen Sie die Stabilität der Wirkstoffe der Lösung sicher (NaNO₂-Konzentrationsschwankung ≤5 %);
② Online-Überwachung des Laserdickenmessgeräts: Die berührungslose Messung (Genauigkeit ± 0,1 μm) dient zur automatischen Aufzeichnung der Filmdickendaten alle 30 Sekunden.
③ KI-Prozesskompensationsalgorithmus: Durch das Trainingsmodell mit historischen Daten und die Echtzeitanpassung der Temperatur-/Zeitparameter werden Dickenschwankungen auf ±0,2 μm reduziert.
3. Wichtige Schritte der Substratvorbehandlung
① Sandstrahlen: 120 Mesh verwenden Aluminiumoxidsand , Oberflächenrauheit Ra = 1,6–3,2 μm (ISO 8501-1-Standard), um die Reaktionskontaktfläche zu vergrößern;
② Alkalische Entfettung: NaOH (50 g/L) + Tensidlösung, Entfettungsrate > 99 % sicherstellen (Wassertropfenwinkel < 5°);
③ Aktivierung des Beizens: 2–3 Minuten in 10 %iger Salzsäurelösung einweichen, um die Oxidschicht zu entfernen und die frische Metalloberfläche freizulegen.
4. Lösungen für Probleme mit abnormaler Dicke
- Unzureichende Filmdicke: Überprüfen Sie die Fe³+-Konzentration der Lösung (muss ≥15 g/L sein) und fügen Sie Natriumnitrat (NaNO₃) hinzu, um die Oxidationsrate zu erhöhen;
- Lokale Überdicke: Optimieren Sie den Aufhängewinkel des Werkstücks (empfohlene Neigung 30°), um Blasenansammlungen und ungleichmäßige Reaktionen zu vermeiden.
- Farbunschärfe: Erhöhen Sie das Ultraschallrühren (Frequenz 28 kHz), um Unterschiede in den Passivierungsfilmen auf der Metalloberfläche zu beseitigen.
Durch die dreifache Präzisionssteuerung von „Temperatur-Zeit-Nachbearbeitung“ + intelligente Überwachungsmittel kann die Dickenschwankung der Schwarzoxidbeschichtung auf ±5 % reduziert werden. Um das optimale Gleichgewicht zwischen Beschichtungsleistung und Kosten zu erreichen, müssen Unternehmen ein auf Produkteigenschaften basierendes Regelkreissystem einrichten und den gesamten Prozess von der Vorverarbeitung bis zur Qualitätsprüfung digital verwalten.
Warum sollten Sie sich für eine Schwarzoxidbeschichtung anstelle einer Phosphatbeschichtung entscheiden?
Im Bereich der Metalloberflächenbehandlung werden häufig Schwarzoxid- und Phosphatbeschichtungen verglichen. LS analysiert die Kernunterschiede unter drei Aspekten: technische Leistung, Wirtschaftlichkeit und Anwendungseignung, um Sie bei wissenschaftlichen Entscheidungen zu unterstützen.
1. Technische Leistungsvorteile
(1) Ultradünne Filmschicht, nulldimensionale Interferenz
① Die Dicke des schwarzen Oxidfilms beträgt nur 0,5–1,5 μm (Phosphatbeschichtung 8–15 μm), was keinen Einfluss auf die Montagetoleranz von Präzisionsarmaturen (wie Zahnrädern und Lagern) hat;
② Tatsächlicher Messfall: Nachdem ein bestimmtes Kfz-Getriebe eine schwarze Oxidation angenommen hat, wird die Schwankung des zahnseitigen Spiels auf ±2 μm kontrolliert (die Phosphatierungsbehandlung beträgt ±10 μm) und das Getriebegeräusch wird um 6 dB reduziert;
③ Halten Sie die Toleranznormen ISO 286 ein und vermeiden Sie so zusätzliche Kosten für Nacharbeit und Maßkorrektur nach dem Phosphatieren.
(2) Durchbruch in der Hochtemperaturstabilität
① Der schwarze Oxidfilm behält seine vollständige Struktur auch bei 250 °C (überprüft durch thermogravimetrische TGA-Analyse), während die Phosphatbeschichtung bei 120 °C beginnt, sich zu zersetzen und zu versagen;
② Anwendungsbeispiel für hohe Temperaturen: Nach der Schwarzoxidationsbehandlung haben die Turbolader-Befestigungselemente eine Salzsprühlebensdauer von 500 Stunden in einer Umgebung mit 230 °C, was viermal höher ist als die von phosphatierten Teilen;
③ Der Unterschied in der Temperaturbeständigkeit ist auf die Stabilität der Spinellstruktur von Fe₃O₄ zurückzuführen, die den Kristallhydrolyseeigenschaften von Zinkphosphat weit überlegen ist.
2.Vergleich des wirtschaftlichen Rollens
(1) Direkte Kosteneinsparungen
① Verarbeitungskosten: Der Stückpreis für die Schwarzoxidation beträgt 0,5–1,2/㎡, was nur 1/3 der Phosphatierung (1,5–3,5/㎡) entspricht;
② Vergleich des Energieverbrauchs: Die Prozesstemperatur der Schwarzoxidation beträgt 135 °C (die Phosphatierung erfordert 50–70 °C Vorbeschichtung + 80 °C Phosphatierung), und der Gesamtenergieverbrauch wird um 40 % reduziert;
③ Abfallflüssigkeitsbehandlung: Die Phosphatierung enthält Zink-/Mangan-Schwermetallionen (erfordert dreistufige Fällung + Ionenaustausch), und die Behandlungskosten sind dreimal so hoch wie die der alkalischen Abfallflüssigkeit mit schwarzer Oxidation.
(2) Versteckte Vorteile
① Eliminieren Sie den Schritt der Chromatversiegelung nach der Phosphatierung (Kosten für die Kontrolle von sechswertigem Chrom 50-100/Tonne);
② Schwarze Oxidteile können direkt zusammengebaut werden, während phosphatierte Teile oft geölt werden müssen, um Rost zu verhindern (erhöhte Kosten um 0,3–0,8/㎡);
③ Basierend auf einer jährlichen Produktion von 1 Million Verbindungselementen können die jährlichen Gesamtkosten um 150.000–300.000 eingespart werden.
3. Unersetzlichkeit der Funktionsmerkmale
(1) Beibehaltung der elektrischen Leitfähigkeit/magnetischen Leitfähigkeit
① Der spezifische Widerstand des schwarzen Oxidfilms beträgt weniger als 10 Ω·cm (Phosphatierungsschicht> 10⁴ Ω·cm), was für Szenen geeignet ist, die elektrische Leitfähigkeit erfordern, wie z. B. Relais und Magnetventile;
② Fall: Eine bestimmte militärische Radarwellenleiterkomponente verwendet schwarzes Oxid und der Signalverlust wird im Vergleich zu phosphatierten Teilen um 80 % reduziert.
(2) Vorteile der Umweltverträglichkeit
① Beim Schwarzoxidverfahren werden keine Schwermetalle hinzugefügt (RoHS- und REACH-konform), und die Phosphatierungslösung enthält kontrollierte Substanzen wie Zink/Nickel/Mangan;
② Die EU-Altfahrzeugrichtlinie schränkt den Phosphatierungsprozess von Fahrzeugteilen eindeutig ein, und Schwarzoxid ist eine empfohlene Alternative.
(3) Multifunktionale Verbundleistung
① Die schwarze Oxidschicht kann mit einer PTFE-Imprägnierung überlagert werden (Reibungskoeffizient auf 0,08 reduziert), während die Phosphatierungsschicht nicht sekundär modifiziert werden kann;
② Fall: Ein bestimmter hydraulischer Ventilkern verwendet das Verfahren „Schwärzen + PTFE“ und seine Lebensdauer wird auf das Dreifache der Lebensdauer des Phosphatierungsteils verlängert.
4. Entscheidungsleitfaden für anwendbare Szenarien
| Wählen Sie schwarze Oxidation | Wählen Sie Phosphatierung |
|---|---|
| Präzisionsanschlüsse (Spalt < 10 μm) | Kostengünstige allgemeine Ersatzteile (Landmaschinen) |
| Hochtemperaturbedingungen (> 150℃) | Kurzfristiger Rostschutz (Lagerumschlagsteile) |
| Leitfähige/elektromagnetisch empfindliche Teile | Vorbehandlung (raue Oberfläche erforderlich) |
| Bereiche mit strengen Umweltvorschriften | Prioritätsszenarien für die Korrosionsbeständigkeit der Zinkphosphatierung |
Schwarzoxid mit seinen drei Eigenschaften „dünn, stabil und wirtschaftlich“ ersetzt schnell traditionelle Phosphatierungsverfahren in High-End-Bereichen wie der Automobilindustrie, der Militärindustrie und der Elektronik. Für Unternehmen, die eine Null-Fehler-Fertigung anstreben, ist dies nicht nur ein technologischer Fortschritt, sondern auch ein doppelter Durchbruch bei Kosten und Compliance-Risiken.
Was sind die kritischen Qualitätsindikatoren für Schwarzoxid?
Die Qualität der Schwarzoxidationsbehandlung hat einen direkten Einfluss auf die Korrosionsbeständigkeit, Leitfähigkeit und Lebensdauer der Teile. Seine wichtigsten Qualitätsindikatoren können unter den Aspekten Filmeigenschaften, physikalische Eigenschaften, chemische Stabilität usw. berücksichtigt werden. Im Folgenden sind spezifische Indikatoren und Nachweismethoden aufgeführt:
1. Kernindikatoren für Filmeigenschaften
(1) Filmdicke
Standardbereich: 0,5–1,5 μm (gemäß MIL-DTL-13924D-Standard), Präzisionsteile müssen bei 0,8–1,2 μm kontrolliert werden;
Erkennungsmethode: Verwenden Sie ein metallografisches Mikroskop (ASTM B487) oder ein Wirbelstromdickenmessgerät (ISO 2360). Die Genauigkeit kann ±0,1 μm erreichen.
Einfluss einer Überschreitung der Norm: Dicken über 2 μm neigen zu sprödem Ablösen, und unter 0,5 μm ist die Korrosionsbeständigkeit unzureichend.
(2) Porosität
Qualifikationsstandard: Porosität <5 %, wenn nicht versiegelt (geprüft durch Salzsprühtest ASTM B117 für 48 Stunden ohne Rostflecken);
Testmethode: Kupfersulfat-Tropfenmethode (ISO 1462), Tropfendurchdringungszeit > 3 Minuten ist qualifiziert;
Optimierungsplan: Eine Tauchbeschichtung mit dehydriertem Rostschutzöl kann die Porosität auf <1 % reduzieren.
2. Schlüsselparameter physikalischer Eigenschaften
(1) Verschleißfestigkeit
- Härteanforderung: Die Mikrohärte muss HV 300–400 (ISO 4516-Standard) erreichen, und der Prozess muss angepasst werden, wenn sie niedriger als HV 250 ist;
- Testmethode: Kratztest (Belastung 50 g, Kratzbreite <20 μm);
- Anwendungsfall: Nach einer Schwärzungsbehandlung wird der Verschleiß von Pkw-Getrieben während der Einlaufphase um 40 % reduziert.
(2) Leitfähigkeit
- Spezifischer Widerstand: Der Oberflächenwiderstand sollte weniger als 10 Ω·cm (IEC 60404-11) betragen, was besser ist als bei der Phosphatierungsschicht (10⁴ Ω·cm);
- Anwendungsbeschränkung: Widerstand > 50 Ω·cm beeinträchtigt die Leistung elektromagnetischer Komponenten (z. B. Relaiskontakte);
- Prüfausrüstung: Widerstandsmessgerät mit vier Sonden (ASTM D257).
3. Kernpunkte der Kontrolle der chemischen Zusammensetzung
(1) Fe₃O₄-Gehalt
- Kernindikator: Magnetischer Eisenoxidgehalt ≥ 90 % (nachgewiesen durch XRD-Phasenanalyse);
- Verunreinigungskontrolle: FeO-Gehalt < 5 % (um eine lockere Filmschicht zu vermeiden), Fe₂O₃ < 3 % (um die Bildung von Rotrost zu verhindern);
- Prüfstandard: Chemische Titrationsmethode ISO 13320, Fehler ± 0,5 %.
(2) Begrenzung schädlicher Elemente
- Schwefel (S): ≤0,02 % (um interkristalline Korrosion zu verhindern);
- Chlor (Cl⁻): ≤30 ppm (um beschleunigte Lochfraßbildung zu vermeiden);
- Detektionstechnologie: Röntgenfluoreszenzspektrometrie (RFA) oder Ionenchromatographie (ASTM D4327).
4. Kernnormen für Korrosionsbeständigkeit
(1) Salzsprühtest
- Grundanforderungen: unversiegelt > 24 Stunden (ASTM B117), versiegelt > 96 Stunden;
- Militärstandard: MIL-STD-171 erfordert > 72 Stunden (5 % NaCl, 35 °C);
- Fehlerstandard: Einzelstück-Rostfläche > 5 % oder Matrixkorrosion tritt auf.
(2) Feuchte-Hitze-Test
- Automobilindustriestandard: GM 4298P erfordert keinen Rost für >240 Stunden bei 85℃/85 % RH;
- Norm für elektronische Geräte: IEC 60068-2-30 schreibt einen zyklischen Feuchte-Hitze-Test >10 Zyklen vor
- Typische Anwendung: Nach der Schwärzungsbehandlung des 5G-Basisstationsgehäuses wird die Lebensdauer in feuchter Hitzeumgebung um das Dreifache erhöht.
5. Wichtige Prozesskontrollindikatoren
(1) Lösungsparameter
- Gesamtalkalität: 20–30 Punkte (NaOH-äquivalente Konzentration), gemessen in jeder Schicht;
- Oxidationsmittelkonzentration: NaNO₂ 25–35 g/L (kontrolliert durch potentiometrische Titration);
- Fe³+-Gehalt: 15–25 g/L (wenn weniger als 10 g/L, muss Natriumnitrat hinzugefügt werden).
(2) Qualität der Nachbehandlung
- Dicke des Dichtmittels: 1–3 μm (Ölimmersionstest nach ISO 2812);
- Haftung des Ölfilms: kein Ablösen im Klebeband-Abziehtest (ASTM D3359);
- Trocknungstemperatur: 80-100℃ (zu hohe Temperatur kann leicht zur Karbonisierung des Ölfilms führen).
Empfehlungen zur Qualitätskontrolle
Unternehmen können den Prozess auf der Grundlage des Dreiecksqualitätsmodells „Dicke-Porosität-Zusammensetzung“ und Branchenanforderungen (z. B. militärische Korrosionsbeständigkeit und elektronische Leitfähigkeit) optimieren. Es wird empfohlen, ein umfassendes Qualitätskontrollsystem für den Prozess einzurichten, von der Rohstoffprüfung bis zum Salzsprühtest des fertigen Produkts, und regelmäßig Zertifizierungen durch Dritte (z. B. NADCAP) zu bestehen, um die Prozessstabilität sicherzustellen.
Zusammenfassung
Als „neues strategisches Material“ in der modernen Industrie Schwarzoxidkonzentrat ist ein hochreiner Metalloxidkomplex, der aus Kernbestandteilen besteht wie Magnetit (Fe₃O₄), Mangandioxid (MnO₂) und Kobalt-Nickeloxid (Co₃O₄/NiO), das durch Prozesse wie Zerkleinern, magnetische Trennung und Rösten raffiniert wird. Seine einzigartigen elektromagnetischen Eigenschaften, seine katalytische Aktivität und seine hohe Temperaturbeständigkeit machen es zu einem zentralen Rohstoff für neue Energiebatterien, spezielle Metallurgie und Umweltschutztechnologie. Im Jahr 2023 hat die globale Marktgröße 10 Milliarden US-Dollar überschritten. Mit der energischen Entwicklung grüner Technologie und High-End-Fertigung werden die technologischen Durchbrüche des Materials in den Bereichen Reinheitsverbesserung, funktionelle Modifizierung und kohlenstoffarme Herstellung seine Wertschöpfungskette im Billionenmarkt weiter vorantreiben und zu einem unersetzlichen „schwarzen Eckpfeiler“ für die industrielle Transformation werden.

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .

FAQs
1. Welche Rolle spielt Schwarzoxid?
Schwarzes Oxid bietet Korrosionsschutz (Salzsprühtest > 48 Stunden), Verschleißfestigkeit (Härte HV 300–400) und Leitfähigkeit (Widerstand < 10 Ω·cm), indem es einen dichten Fe₃O₄-Oxidfilm (0,5–1,5 μm dick) auf der Metalloberfläche bildet. Es wird häufig in Schusswaffen (gemäß MIL-STD-171), Kfz-Befestigungselementen (Drehmomenthalterate um 20 % erhöht) und 5G-Strahlern (Temperaturreduzierung um 8 °C) verwendet, wobei die elektromagnetischen Eigenschaften des Substrats erhalten bleiben.
2.Ist schwarzes Oxid dasselbe wie Kohlenstoffstahl?
Schwarzoxid ist die Oberflächenoxidschicht (Fe₃O₄), die durch chemische Behandlung von Kohlenstoffstahl entsteht, während Kohlenstoffstahl ein Substrat aus einer Eisen-Kohlenstoff-Legierung ist (Kohlenstoffgehalt 0,02 % bis 2,1 %). Die Korrosionsbeständigkeit von behandeltem Kohlenstoffstahl wird um das Dreifache erhöht (z. B. GM 6190M-Standardteile), die mechanischen Eigenschaften des Substrats bleiben jedoch unverändert. Die beiden stehen in einer „Substrat-Beschichtungs“-Beziehung.
3.Was sind einige Beispiele für Eisenmetalloxide?
Typische Eisenmetalloxide sind Magnetit (Fe₃O₄, verwendet in magnetischen Materialien), Mangandioxid (MnO₂, Batteriekathode), Kobalttetraoxid (Co₃O₄, Lithiumbatteriekathode) und Nickeloxid (NiO, Katalysator). Ihre dunkle Farbe entsteht durch den dd-Elektronenübergang von Metallionen, der sowohl eine hohe katalytische Aktivität als auch elektromagnetische Eigenschaften aufweist.
4.Was ist Schwärzen?
Schwärzen ist ein Prozess, bei dem Metall in einer alkalischen Nitratlösung (135–145 °C) einer chemischen Umwandlung unterworfen wird, um einen Fe₃O₄-Film zu bilden. Der Prozess umfasst Sandstrahlen, Entfetten (Ra=1,6–3,2 μm), Eintauchreaktion (5–15 Minuten) und Versiegelungsbehandlung (dehydriertes Rostschutzöl). Dieses Verfahren erfüllt Militär- (MIL-DTL-13924D), Automobil- (GM 6190M) und andere Standards, um Rostschutz, Mattierung und Funktionsmodifikation zu erreichen.

