Проблемы с обработкой часто возникают, когда детали становятся более сложными, особенно если поставщики не могут выявить ошибки проектирования на ранней стадии. Чтобы помочь избежать неожиданного качества, LS Manufacturing предоставляет подробные спецификации, которые помогают обеспечить стабильное качество на линии.
Восемь основных технологий позволяют оценить основные риски, связанные с каждым из этапов, то есть, что может пойти не так, и как это предотвратить еще до того, как очереди начнут замедляться. Существенная экономия средств достигается за счет исключения задержек на линиях и отказа от готовой продукции.
Эффективное массовое производство листового металла для OEM: краткий список основных ответов
<тело>
<тр>
Основное требование
Решение
Ключевые данные
Преимущества для клиентов
<тр>
Контроль допуска на микронном уровне
Полная система ЧПУ с замкнутым контуром + компенсация LAMS
Допуск ±0,05 мм
Соответствует строгим медицинским стандартам и стандартам OEM.
<тр>
Обработка нестандартных структур специальной формы
Гибкий обрабатывающий блок FMS
Экономия 50 % затрат на пресс-форму
Высокая рентабельность инвестиций для мелкосерийных заказов.
<тр>
Комплексная защита от помех при изгибе
Рекомендации DFM + 3D-моделирование
Увеличение доходности на 35 %
Уменьшите потери на доработку при массовом производстве.
Обеспечить герметичность и механические характеристики.
<тр>
Быстрая итерация прототипа
Прототипирование с обратной связью + компенсация К-фактора
Экономия времени на отладку 50 %
Сократить цикл исследований и разработок нового продукта.
Эта статья о ваших основных проблемах. В нем перечислены восемь ключевых технологий. Затем он объединяет данные и примеры из реальной жизни, чтобы помочь вам решить проблемы массового производства. LS Manufacturing предоставит работающее решение для изготовления листового металла.
Почему стоит выбрать услуги по прецизионному изготовлению листового металла от LS Manufacturing? Экспертное OEM-производство
Являясь одним из ведущих OEM-производителей, несколько факторов, которые могут определить ваше глобальное конкурентное преимущество, — это стабильность, точность и экономическая эффективность изготовления листового металла.
Лучший выбор — LS Manufacturing, с 15-летним опытом точной обработки листового металла, высокопрофессиональный контакт с вашей давней надежной поддержкой. Если вы выберете LS Manufacturing, ваши детали будут соответствовать медицинским стандартам ISO 13485 и мировым требованиям OEM.
Наша система ЧПУ с полностью замкнутым контуром для точности изготовления листового металла позволяет нам нормализовать допуски в пределах 0,05 мм, решить проблемы прецизионной обработки полостей и увеличить выход деталей с 72 % до 99,8 % , а экономия затрат на доработку может составить около 100 000 долларов США в год.
Наше гибкое решение для изготовления листового металла по индивидуальному заказу поможет вам избежать давления, связанного с инвестициями в пресс-формы для небольших партий. После того, как один из заказчиков авиационной отрасли принял ее на вооружение, первоначальная стоимость пресс-формы снизилась на 60 %, а первоначальная рентабельность инвестиций увеличилась на 45 %. Наш сервис соответствует стандарту ASTM A653, чтобы обеспечить стабильные свойства материала и точность обработки, а также избежать рисков со стороны источника.
Мы хорошо понимаем вашу потребность в стабильности цепочки поставок и создали систему полного цифрового отслеживания процессов. Каждое звено можно отследить, а значение Cpk стабильно на уровне 1,33 или выше, что помогает вам добиться контролируемой цепочки поставок и отслеживаемого качества.
<блок-цитата>
Выбор нас означает не только получение точных услуг по обработке, но и персонализированные рекомендации по оптимизации DFM, которые позволяют активно снижать потенциальные риски массового производства. Свяжитесь с нашими техническими экспертами прямо сейчас, чтобы получить бесплатную оценку процесса изготовления листового металла и получить индивидуальные решения по оптимизации затрат.
Как услуги по прецизионному изготовлению листового металла обеспечивают микрометрические допуски для прецизионных медицинских компонентов?
Медицинское оборудование, в состав которого входят прецизионные детали, должно иметь очень точные допуски. даже самые незначительные отклонения могут повлиять на функциональность оборудования или, что еще хуже, привести к проблемам с безопасностью. Прежде всего, преимущество услуг по прецизионному изготовлению листового металла заключается в превосходном контроле допусков на различных этапах.
<ол>
Полностью замкнутая система ЧПУ: Мы используем полностью замкнутую систему ЧПУ для наших штамповочных и станков для лазерной резки, работающую в режиме реального времени. обратная связь и автокорректировка обработки данных. Именно поэтому мы можем гарантировать, что допуски на штамповку и резку остаются в очень стабильном диапазоне 0,05 мм, ошибка настолько мала, что даже меньше толщины одного человеческого волоса.
Компенсация отклонения толщины материала: Выполняя измерения отклонений толщины материала в разных партиях, мы создаем специальную базу данных компенсации, которая помогает нам заранее вносить изменения в параметры обработки, чтобы противодействовать нелинейному влиянию точности гибки.
Калибровка лазерной системы измерения углов: с помощью LAMS для проверки и компенсации углов изгиба и непрерывного упругого возврата погрешность угла изгиба удерживается в пределах 0,5 для T6 алюминий.
<блок-цитата>
Эти меры гарантируют, что медицинские компоненты соответствуют отраслевым стандартам допуска, предотвращая сбои при сборке. Для получения более подробной информации загрузите технический документ «Услуги по производству прецизионного листового металла» или обратитесь к инженеру для бесплатной оценки допусков.
Рис. 1. Техник использует цифровой микрометр для точного измерения металлической детали на верстаке.
Как можно при изготовлении листового металла на заказ избежать дорогостоящих затрат на пресс-формы при работе с нестандартными нестандартными конструкциями?
Клиенты OEM могут столкнуться с трудностями, связанными с затратами на пресс-формы, при работе с мелкосерийными, разнообразными нестандартными и нестандартными деталями из листового металла. Гибкие функции обработки изготовления листового металла на заказ являются основным решением этой проблемы.
Гибкое производственное подразделение (FMS)
Используя гибкую производственную систему, объединяющую револьверные штамповочные прессы с ЧПУ с технологией обработки композитных материалов с помощью волоконного лазера, мы избавляемся от необходимости в традиционных формах. Преимущества:
<ул>
Интегрированное формование: без необходимости использования специальных форм он может напрямую выполнять комплексную обработку отверстий с потайной головкой, жалюзи и нарезания резьбы, тем самым сокращая количество процессов и повышая эффективность.
Возможность обработки небольших партий и нескольких сортов: Параметры для различных процессов можно изменять очень быстро, не меняя формы, что приводит к значительному сокращению цикла поставки.
Сравнение рентабельности инвестиций двух вычислительных решений
Для наглядной иллюстрации преимуществ в таблице ниже приведено сравнение окупаемости инвестиций (ROI) традиционного решения для изготовления пресс-форм и гибкого производственного решения LS:
<тело>
<тр>
План обработки
Стоимость пресс-формы (доллары США)
Стоимость обработки единицы (доллары США)
Общая стоимость 1000 единиц (долларов США)
Цикл доставки (дни)
<тр>
Традиционный план открытия формы
8 000–12 000
1.2
9 200–13 200
25–30
<тр>
Гибкий план обработки для производства LS
0
1,8
1800
7–10
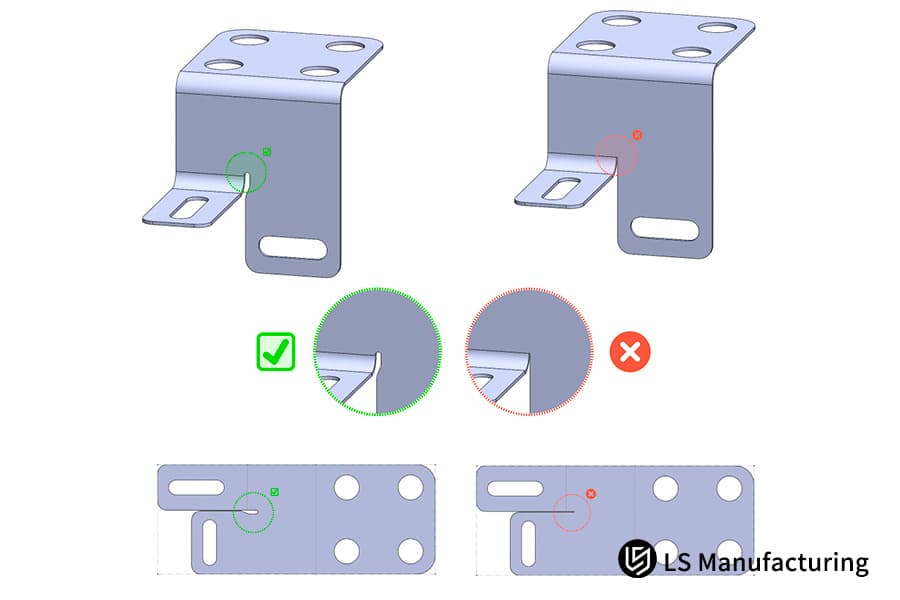
Как DFM для критериев проектирования листового металла может эффективно предотвращать риски физических помех при производстве сложных изогнутых деталей?
При массовом производстве сложных изогнутых деталей физические помехи, вызванные попаданием формы в ограниченное пространство, могут повлиять на эффективность и привести к браку детали. Критерии проектирования листового металла DFM позволяют избежать этого риска из источника.
Оптимизация последовательности гибки
Ошибки в последовательности изгиба в значительной степени являются причиной помех. Мы используем программное обеспечение для 3D-моделирования, чтобы воспроизвести этапы гибки и установить идеальный порядок от «внутри наружу, от маленького к большому», чтобы исключить столкновение между формой и изогнутой деталью.
Оптимизация структурного проектирования
Продуманно созданный дизайн может уменьшить вероятность помех и одновременно повысить доходность. Некоторые из основных действий, которые мы предприняли, включают:
<ул>
Ограничение минимального изгиба: Основываясь на стандарте 1,5–2,0 т (t = толщина материала), у нас есть собственная таблица параметров, в которой указаны минимальные размеры изгибаемой кромки для различных материалов разной толщины. во избежание изгиба или помех.
Дизайн технологического отверстия: Размещение технологических отверстий на пересечении изгибов не только избавляет от концентрации напряжений, но и дает формообразующему инструменту достаточный зазор. Кроме того, таким образом вероятность помех снижается на 90%, а выход массового производства увеличивается на 35%.
<блок-цитата>
Мы также точно настраиваем угол радиуса (R), чтобы сбалансировать точность и эффективность изгиба. Для бесплатной проверки конструкции DFM (Design for Sheet Metal) отправьте свои чертежи, предложения по оптимизации будут предоставлены в течение 24 часов.
Рис. 2. 3D-модели деталей из листового металла иллюстрируют правильные и неправильные конструкции гибки для предотвращения помех на заводе.
Как создать отслеживаемую систему контроля качества при долгосрочном сотрудничестве производителей листового металла для OEM?
Основными требованиями для долгосрочного сотрудничества с OEM-производителями являются стабильность цепочки поставок и отслеживание качества. Основная конкурентоспособность производства листового металла для OEM заключается в создании полностью отслеживаемой системы контроля качества на протяжении всего процесса, чтобы избежать колебаний качества партии.
Полный контроль качества процесса
Наш контроль качества охватывает весь процесс обработки с четкими стандартами и процедурами на каждом этапе:
<тело>
<тр>
Этап качества
Стандарт тестирования
Оборудование для тестирования
Точность управления
Метод отслеживания
<тр>
Входящее сырье
Сертификат материала (MTR)
Спектрометр
Ошибка композиции ±0,01%
Номер партии сырья
<тр>
Первая проверка товара
Стандарт FAI
Координатно-измерительная машина
±0,02 мм
Отчет о проверке первого товара
<тр>
Мониторинг процессов
Cpk≥1.33
Система онлайн-тестирования
Отзыв в режиме реального времени
Запись данных процесса
<тр>
Исходящая готовая продукция
Стандарт GD&T
Лазерный трекер
±0,15 мм
Отчет о проверке готовой продукции
Специальная служба отслеживания
Для долгосрочного сотрудничества с OEM-производителями мы предоставляем специальные услуги по отслеживанию для повышения стабильности цепочки поставок. Эта практика включает в себя:
<ул>
Система цифрового отслеживания: Создание комплексной системы с уникальным кодом отслеживания для каждой партии компонентов, что позволяет получать данные в режиме реального времени на каждом этапе.
Выделенная служба поддержки клиентов: предоставление долгосрочным клиентам учетных записей системы отслеживания, чтобы они могли в любое время получить доступ к данным обработки для каждой партии и тем самым устранить «слепые зоны» качества.
Дополнительный контроль авиационно-космического класса: Аутсорсинг неразрушающего контроля для добавления деталей из листового металла аэрокосмического класса – это метод, используемый для удовлетворения требований глобальных сборочных линий OEM.
Мы проводим неразрушающее тестирование деталей из листового металла аэрокосмического класса, а также предоставляем постоянным клиентам специальные учетные записи для отслеживания, которые поддерживают контролируемое и отслеживаемое качество.
Как процесс многоосной обработки сложных деталей из листового металла решает проблему формирования сложных трехмерных структур?
ОЕМ-детали с каждым днем становятся все сложнее и сложнее: очень сложные компоненты из листового металла характеризуются такими вещами, как изогнутые поверхности и скошенные отверстия. Очевидно, что традиционные методы обработки довольно легко создают вторичные ошибки зажима, и наша технология многоосной обработки полностью избавляет от этого.
Оборудование и программирование для многоосной обработки
Объединяя использование пятиосевой лазерной резки и прецизионных станков гибки с экспертным программированием CAM, мы можем полностью исключить вторичные ошибки зажима как с точки зрения оборудования, так и с технологической точки зрения. вид. Преимущества заключаются в следующем:
<ул>
Оборудование для пятиосной обработки: Имеет возможность выполнять обработку в нескольких различных направлениях, может напрямую обрабатывать изогнутые поверхности и скошенные отверстия без выполнения нескольких операций зажима, чтобы не возникало ошибок зажима.
Оптимизация программирования CAM: позволяет точно планировать траекторию обработки, устраняя вторичные ошибки зажима и в то же время уменьшая окисление в зоне термического влияния, что означает, что точность формовки сохраняется.
Оптимизация адаптации материала
Параметры защитных газов были настроены в соответствии с различными свойствами материалов, чтобы гарантировать качество реза и точность формовки. Измеренные данные:
<тело>
<тр>
Тип материала
Защитный газ
Скорость потока (л/мин)
Шероховатость реза (Ra/мкм)
Ширина зоны термического воздействия (мм)
<тр>
Титановый сплав
Аргон
25–30
1.2
0,15
<тр>
Высокопрочная сталь
Азот
20–25
1,5
0,2
<тр>
Нержавеющая сталь 316L
Аргон + азот
18–22
1.0
0,12
<тр>
Алюминий T6
Азот
15–20
1,8
0,25
Как прецизионное металлическое прототипирование обеспечивает точность инженерных данных при высокочастотных итерациях?
На этапе исследований и разработок OEM-клиентам часто приходится вносить множество изменений в быстрой последовательности при создании прецизионных металлических прототипов деталей. Качество данных прототипа может стать решающим фактором успешного массового производства. Многим клиентам приходится тратить много времени и средств на отладку пресс-форм из-за отклонений в данных.
Модель прототипирования с замкнутым циклом
В основе нашей службы быстрого прототипирования лежит модель замкнутого цикла «быстрое прототипирование — обратная связь с данными — оптимизация процесса». Действия следующие:
<ол>
Быстрое прототипирование: с помощью автономного отдела прототипирования мы можем быстро завершить работу, чтобы удовлетворить спрос на высокочастотные итерации.
Обратная связь с данными: Мы отслеживаем характер деформации прототипов с помощью измерений высокого уровня, регистрируем основные параметры (например, K-фактор) и предоставляем предложения по компенсации.
Оптимизация процесса: мы улучшаем процесс в соответствии с данными прототипа, предвидим проблемы массового производства и подтверждаем соответствие данных прототипа и данных массового производства.
Поддержка основных технологий
При работе с сложными прототипами гибки мы используем технологию полномасштабного моделирования пресс-форм для выявления возможных проблем массового производства. Действительно, на практике было доказано, что эта модель сокращает время отладки пресс-формы более чем на 50 %, а цикл разработки продукта – на 30 %, сохраняя при этом согласованность данных.
<блок-цитата>
Если вы столкнулись с такими проблемами, как частые итерации прототипа и неточные данные, вы можете связаться с нашими техническими экспертами для бесплатной оценки точного металлического прототипа или загрузить руководство по прототипированию.
Рис. 3. Несколько рядов одинаковых блестящих металлических деталей точно выровнены на промышленных конвейерах завода.
Как оптимизация проектирования листового металла может снизить закупочную цену высококачественных компонентов за счет снижения веса конструкции?
Материалы и время обработки в значительной степени влияют на стоимость приобретения высококачественных OEM-компонентов. Схема оптимизации конструкции листового металла может достичь снижения веса и затрат, одновременно повышая прочность конструкции за счет оптимизации конструкции.
Оптимизация структурной топологии
Этот метод лежит в основе снижения веса и стоимости производства конструкций. Мы преобразуем многодетальные сварные деталив цельную штампованную и гнутую деталь, тем самым уменьшая количество сварочных станций и сокращая потери материала.
После их использования заказчиком из аэрокосмической отрасли процент использованных материалов увеличился с 75 % до 92 %, а стоимость одной единицы снизилась на 18 %, хотя стабильность конструкции еще больше повысилась.
Усиление ребер
Умно спроектировав ребро жесткости, можно сделать компонент одновременно более прочным и легким, не увеличивая при этом толщину материала. Некоторые факты:
<ул>
Повышенная прочность: можно повысить прочность компонента на изгиб на 30 %, что достаточно для удовлетворения стандартов производительности, требуемых высокопроизводительными OEM-производителями.
Lowering Weight as Well as Cost: Capable of reducing weight by 15%, which has an immediate impact on lowering raw material cost and also the shortening of processing duration.
Tailor made Optimization: Allowing customers to transparently calculate their use of materials and processing time, and hence, lowering their average unit procurement costs by 15%-25%.
How To Accurately Control Welding Stress During The Process Of Stainless Steel Fabrication Services To Prevent Component Warping?
During the welding of 304 and 316L stainless steel sheet metal, stress concentration happens quite easily, which causes the component to warp and change shape, the assembly won't be accurate anymore. It really is a major worry for OEM customers ordering stainless steel fabrication services.
Pulsed Laser Welding Process
The core method to managing the welding stress is pulsed laser welding. A minute change in parameters can bring a lesser stress level. The following is a detail:
<ол>
Accurate control of the welding heat input between 80 and 120 J/mm can minimize the heat affected zone and reduce stress.
Experiments demonstrate that pulsed welding stress levels are less than 60% compared to traditional welding, thus preventing warping and deformation.
When heat input at 90J/mm, the weld penetration of 316L stainless steel was found to be 2.5mm with no major deformation.
Tooling and Weld Optimization
Through customized tooling and weld layout optimization, welding stress was released, ensuring component accuracy and stability. The measures are as follows:
<ол>
Customized Tooling Fixtures: Components are fixed by their structure design during welding to make sure that the stress is released uniformly and that there is no excessive local stress.
Weld Layout Optimization: Through welding which is staggered and segmented, the flatness of long span thin plate components was controlled within 0.2mm/m, appearance and performance both were ensured.
LS Manufacturing Case Study: Developing High Vacuum Complex Sheet Metal Components Customized Components
At a high end OEM area, high vacuum cavity components are very difficult to be processed, the requirements for welding accuracy, bending consistency, and sealing being very strict. We accomplished to solve these problems of a semiconductor equipment customer and make a big improvement in the yield.
Customer Problems
When trying to make 316L high vacuum cavity complex sheet metal components, the original supplier of the customer failed to control the consistency of the bending inner radius.
So tiny cracks were found in welds, the helium leakage rate was very high above 110 Pam/s, and the yield of finished products was less than 65%. Besides, the company was wasting a lot of its raw materials, the delivery times were very long and the losses amounted to almost $150,000 per month.
Решение для производства LS
<ул>
Firstly, we recalibrated the springback parameters of 316L stainless steel by carrying out a sheet metal design optimization. Based on the earlier material performance data, we reworked the bending process, meticulously maintaining the bending inner radius tolerance to 0.1mm so that the cavity joints could be sealed effectively.
At the same time, we upgraded to robotic precision laser welding, keeping track of the welding thermal balance in real time and adjusting the welding heat input to a range of 80-100J/mm. Along with the use of customized tooling fixtures, this approach guaranteed that stress was uniformly released throughout multi point welding, thus avoiding micro cracks.
Besides that, we rearranged the weld line layout and switched to staggered welding operation to further enhance weld sealing. Welding of all components was performed in accordance with ASTM A967 standards.
Results and Benefits:
Reworking the complex sheet metal components led to the vacuum sealing passing the test 100% of the time, with helium leakage at the level of 5×10⁻¹⁰ Pa·m³/s or less, which is so much better than the customer standards. Assembly tolerances were tightened from 0.3mm to 0.08mm so as to satisfy the assembly needs.
Due to those process changes, the customer managed to reduce the secondary grinding time by 30% and have a drop in processing cost per piece by 22%, thus making an annual saving of nearly $1.8 million and ensuring the project would be delivered on time.
<блок-цитата>
This case demonstrates our ability to precisely solve pain points in complex sheet metal processing and create real value. If you face similar challenges, submit your requirements to obtain customized solutions and a free quote.
Часто задаваемые вопросы
Q1: What is the smallest hole diameter to sheet thickness ratio made by LS Manufacturing precision sheet metal processing?
For custom sheet metal fabrication, precision fiber laser cutting is by far the most common method to ensure a 1:1 hole diameter to sheet thickness ratio. However, for some special materials, 0.8:1 ratio can be achieved and thus the requirements of most OEMs can be met.
Q2: How do you keep the positional tolerances of very large, complicated sheet metal parts?
A large CNC gantry CMM is utilized for 3D full size inspection together with the real time calibration by a laser tracker. The positional tolerance of critical mounting holes is limited to 0.15mm, therefore ensure the accuracy of assembly.
Q3: Do you add a charge for DFM (Design for Metal) sheet metal audits?
Absolutely not, DFM audits are part of the overall quotation process and no additional charges are levied for them. They help develop the most cost effective solutions and also avoid manufacturing risks in a proactive way.
Q4: Do you include electropolishing or passivation in your stainless steel fabrication services?
We provide pickling and passivation services according to ASTM A967, and also offer mirror electropolishing with a surface roughness value of Ra 0.2μm to meet different surface quality standards.
Q5: In case of precision metal prototyping orders with complex bending features, how do you manage those?
We have a separate prototyping workshop anda multi axis bending center. After full scale mold simulation, we get detailed control of the processes and therefore, can usually finish complex prototype orders in 3-5 working days while ensuring data integrity.
Q6: What is the reason for recommending sheet metal design optimization prior to mass production?
Along with increasing raw material utilization efficiency, design optimization in sheet metal also helps reduce the number of welding stations, shorten cycle time, enhance structural strength, and decrease long term procurement costs. All of the above contribute to the success of mass production.
Q7: Which type of QC Report do you provide for precision OEM components?
To ensure quality traceability, we supply a variety of test and inspection reports including MTR FAIR film thickness testing, salt spray testing reports, and third party non destructive testing reports.
Q8: Does precision sheet metal fabrication service support mixed material welding?
Sure, we do have dissimilar metal welding technology options. For instance, we can laser braze copper to stainless steel or aluminum to stainless steel in order to fulfill complex OEM design requirements.
Сводка
Precision sheet metal manufacturing directly affects the quality of high end OEM components. Choosing a trustworthy partner becomes indispensable when it comes to mass production and cost effectiveness.
Equipped with advanced technological facilities and stringent management, LS Manufacturing helps you overcome your production limitations and provides you with substantial support.
If your precision sheet metal design has tolerance and cost problems, you can always turn to LS Manufacturing's technical experts for the most suitable solution.Upload your STEP or DXF file now and receive a free quote along with a comprehensive analysis that will help you bring the best engineering ideas to fruition within 24 часов.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.