I problemi di elaborazione emergono frequentemente quando le parti diventano più complesse, soprattutto se i fornitori non riescono a identificare gli errori di progettazione in una fase iniziale. Per aiutare a non avere una qualità inaspettata, LS Manufacturing fornisce specifiche dettagliate che aiutano a produrre una qualità costante sulla linea.
Otto tecnologie principali consentono di valutare i principali rischi associati a ciascuna fase, ovvero cosa potrebbe andare storto e come prevenirlo anche prima che le linee inizino a rallentare. È possibile ottenere sostanziali risparmi sui costi evitando ritardi sulle linee e rottamazione dei prodotti finali.
Produzione di massa efficiente della fabbricazione di lamiere per OEM: elenco rapido delle risposte principali
Requisito principale
Soluzione
Dati chiave
Vantaggio per il cliente
Controllo della tolleranza a livello di micron
Sistema CNC a circuito chiuso completo + compensazione LAMS
Tolleranza ±0,05 mm
Conforme ai rigorosi standard medici/OEM.
Elaborazione di strutture a forma speciale non standard
Unità di lavoro flessibile FMS
50% di risparmio sui costi dello stampo
ROI elevato per ordini di piccoli lotti.
Anti-interferenza con flessione complessa
Linee guida DFM + simulazione 3D
Miglioramento del rendimento del 35%
Riduci le perdite di rilavorazione nella produzione di massa.
Saldatura in acciaio inossidabile anti-deformazione
Prototipazione a circuito chiuso + compensazione del fattore K
50% di risparmio di tempo nel debug
Riduci il ciclo di ricerca e sviluppo di nuovi prodotti.
Questo articolo riguarda i tuoi problemi principali. Elenca otto tecnologie chiave. Quindi unisce dati ed esempi di vita reale per aiutarti a superare i problemi della produzione di massa. LS Manufacturing fornirà una soluzione funzionante per la fabbricazione della lamiera.
Perché scegliere i servizi di fabbricazione di lamiere di precisione di LS Manufacturing? Produzione OEM esperta
Essendo uno dei principali OEM, alcuni fattori che possono decidere il tuo vantaggio competitivo globale sono la stabilità, la precisione e l'efficienza dei prezzi della fabbricazione delle lamiere.
La scelta migliore è LS Manufacturing, con 15 anni di esperienza nella lavorazione di precisione della lamiera, come referenti altamente professionali per i vostri supporti affidabili di lunga data. Se opti per LS Manufacturing, le tue parti saranno conformi agli standard di grado medico ISO 13485 e soddisferanno i requisiti OEM globali.
Il nostro sistema CNC a circuito completamente chiuso per la precisione della fabbricazione della lamiera ci consente di normalizzare le tolleranze entro 0,05 mm, risolvere i problemi di lavorazione di cavità di precisione per aumentare la resa dei componenti dal 72% al 99,8% e questo risparmio sui costi di rilavorazione può essere di circa $ 100.000 all'anno.
La nostra soluzione flessibile per la fabbricazione personalizzata di lamiere ti aiuta a evitare la pressione di investimenti in stampi per ordini di piccoli lotti. Dopo che un certo cliente del settore aeronautico lo ha adottato, il costo iniziale dello stampo è diminuito del 60% e il ROI iniziale è aumentato del 45%. Il nostro servizio segue lo standard ASTM A653 per garantire proprietà dei materiali stabili e precisione di lavorazione ed evitare rischi alla fonte.
Siamo ben consapevoli della vostra esigenza di stabilità della catena di fornitura e abbiamo creato un sistema di tracciabilità digitale del processo completo. Ogni collegamento può essere tracciato e il valore Cpk è stabile a 1,33 o superiore, aiutandovi a ottenere una catena di fornitura controllabile e una qualità tracciabile.
Scegliere noi significa non solo ricevere servizi di elaborazione precisi ma anche consigli personalizzati sull'ottimizzazione DFM, mitigando in modo proattivo i potenziali rischi della produzione di massa. Contatta ora i nostri esperti tecnici per una valutazione gratuita del processo di fabbricazione della lamiera e sblocca soluzioni personalizzate di ottimizzazione dei costi.
In che modo i servizi di fabbricazione di lamiere di precisione garantiscono tolleranze a livello micrometrico per i componenti medici di precisione?
Le apparecchiature mediche che comportano parti di precisione devono essere mantenute a tolleranze molto precise, anche le più piccole deviazioni possono influire sulla funzionalità del macchinario o peggio portare a problemi di sicurezza. Principalmente, il vantaggio dei servizi di fabbricazione di lamiera di precisione risiede nell'eccellente controllo delle tolleranze nelle diverse fasi.
Sistema CNC a circuito completamente chiuso: Utilizziamo un sistema CNC a circuito completamente chiuso per le nostre macchine per stampaggio e taglio laser, offriamo feedback in tempo reale e regolazione automatica del elaborazione dei dati. Questo è il motivo per cui possiamo garantire che le tolleranze di stampaggio e taglio rimangono entro un intervallo molto stabile di 0,05 mm, un errore così piccolo che è addirittura inferiore allo spessore di un singolo capello umano.
Compensazione della deviazione dello spessore del materiale: effettuando misurazioni delle deviazioni dello spessore del materiale in diversi lotti, creiamo uno speciale database di compensazione che ci aiuta a apportare modifiche ai parametri di lavorazione in anticipo per contrastare gli effetti non lineari della precisione di piegatura.
Calibrazione del sistema di misurazione dell'angolo laser: con l'aiuto di LAMS per controllare e compensare continuamente gli angoli di piegatura e il ritorno elastico, l'errore dell'angolo di piegatura viene mantenuto entro 0,5 per l'alluminio T6.
Queste misure garantiscono che i componenti medici soddisfino gli standard di tolleranza del settore, prevenendo guasti di assemblaggio. Per ulteriori dettagli, scarica il white paper sui servizi di fabbricazione della lamiera di precisione o contatta un tecnico per una valutazione gratuita della tolleranza.
Figura 1: Un tecnico utilizza un micrometro digitale per misurare con precisione una parte metallica su un banco di lavoro.
In che modo la fabbricazione di lamiere personalizzate può evitare costosi costi di stampo quando si ha a che fare con strutture irregolari non standard?
I clienti OEM potrebbero incontrare difficoltà con i costi degli stampi quando lavorano su parti in lamiera di piccole dimensioni, di più varietà, non standard e irregolari. Le funzionalità di elaborazione flessibile della fabbricazione di lamiere personalizzate sono la soluzione principale a questo problema.
Unità di produzione flessibile (FMS)
Utilizzando un sistema di produzione flessibile che integra punzonatrici a torretta CNC con la tecnologia di lavorazione dei compositi laser a fibra, eliminiamo la necessità di stampi tradizionali. I vantaggi sono:
Formatura integrata: Senza la necessità di stampi dedicati, può eseguire direttamente la lavorazione integrata di fori svasati, feritoie e maschiature per estrusione, riducendo così il numero di processi e aumentando l'efficienza.
Capace di gestire piccoli lotti e molteplici varietà: i parametri per diversi processi possono essere modificati molto rapidamente senza cambiare gli stampi, il che porta a una significativa riduzione del ciclo di consegna.
Confronto del ROI di due soluzioni di elaborazione
Per una chiara illustrazione dei vantaggi, viene effettuato un confronto tra il ritorno sull'investimento (ROI) della soluzione tradizionale per la produzione di stampi e la soluzione di produzione flessibile LS nella tabella seguente:
Piano di elaborazione
Costo dello stampo (USD)
Costo di elaborazione unitario (USD)
Costo totale per 1000 unità (USD)
Ciclo di consegna (giorni)
Piano di apertura stampo tradizionale
8.000-12.000
1.2
9.200-13.200
25-30
Piano di lavorazione flessibile di produzione LS
0
1.8
1.800
7-10
In che modo il DFM per i criteri di progettazione della lamiera può prevenire efficacemente i rischi di interferenza fisica nella produzione di parti piegate complesse?
Durante la produzione di massa di parti piegate complesse, l'interferenza fisica causata dall'ingresso dello stampo nello spazio ristretto può influire sull'efficienza e portare allo scarto del pezzo. Il DFM per i criteri di progettazione della lamiera può evitare questo rischio alla fonte.
Ottimizzazione della sequenza di piegatura
Gli errori nella sequenza di piegatura sono in gran parte responsabili delle interferenze. Utilizziamo software di simulazione 3D per replicare le fasi di piegatura e impostare un ordine ideale da "interno verso esterno, da piccolo a grande" al fine di eliminare la collisione tra lo stampo e la parte piegata.
Ottimizzazione della progettazione strutturale
Un design studiato con cura può ridurre la possibilità di interferenze e contemporaneamente aumentare la resa. Alcune delle principali azioni che abbiamo intrapreso includono:
Limitazione minima del bordo di piegatura: basandosi sullo standard 1,5t-2,0t (t = spessore del materiale), abbiamo la nostra tabella dei parametri che specifica le dimensioni del bordo di piegatura minime di vari materiali di diverso spessore in modo da evitare piegature o interferenze.
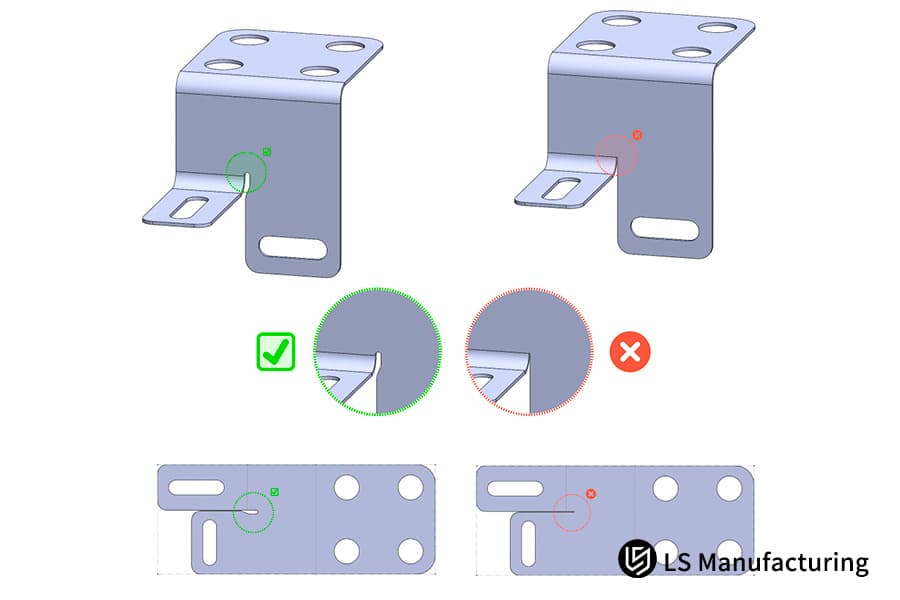
Progettazione dei fori di processo: il posizionamento dei fori di processo all'intersezione delle pieghe non solo elimina la concentrazione di stress, ma dà anche spazio sufficiente allo strumento di formatura. Inoltre, in questo modo, la possibilità di interferenze diminuisce del 90% e la resa della produzione di massa aumenta del 35%.
Perfezioniamo anche l'angolo del raggio (R) per bilanciare la precisione e l'efficienza della piegatura. Per la revisione gratuita del progetto DFM (Design for Sheet Metal), invia i tuoi disegni, i suggerimenti per l'ottimizzazione verranno forniti entro 24 ore.
Figura 2: modelli 3D di parti in lamiera illustrano progetti di piegatura corretti e errati per evitare interferenze in una fabbrica.
Come stabilire un sistema di controllo della qualità tracciabile nella collaborazione a lungo termine della fabbricazione di lamiere per OEM?
I requisiti fondamentali per la collaborazione OEM a lungo termine sono la stabilità della catena di fornitura e la tracciabilità della qualità. La competitività principale della fabbricazione di lamiere per gli OEM è quella di stabilire un sistema di controllo qualità completamente tracciabile durante l'intero processo per evitare fluttuazioni della qualità dei lotti.
Controllo di qualità completo del processo
Il nostro controllo di qualità abbraccia l'intero flusso di lavorazione, con standard e procedure chiari in ogni fase:
Fase qualità
Standard di test
Attrezzature di prova
Precisione del controllo
Metodo di tracciabilità
Ingresso materie prime
Certificato materiale (MTR)
Spettrometro
Errore di composizione ±0,01%
Numero di lotto della materia prima
Ispezione del primo articolo
Standard FAI
Macchina di misura a coordinate
±0,02 mm
Rapporto di ispezione del primo articolo
Monitoraggio del processo
Cpk≥1.33
Sistema di test online
Feedback in tempo reale
Registrazione dei dati di processo
Prodotto finito in uscita
Standard GD&T
Laser Tracker
±0,15 mm
Rapporto di ispezione del prodotto finito
Servizio di tracciabilità dedicato
Per collaborazioni OEM a lungo termine, forniamo servizi di tracciabilità dedicati per migliorare la stabilità della catena di fornitura. Le pratiche riguardano:
Sistema di tracciabilità digitale: Creazione di un sistema completo con un codice di tracciabilità univoco per ogni lotto di componenti, consentendo di ottenere dati in tempo reale in ogni fase.
Servizio clienti dedicato: offrire ai clienti account di sistema di tracciabilità a lungo termine in modo che possano accedere ai dati di elaborazione per ciascun lotto in qualsiasi momento ed eliminare così i punti ciechi della qualità.
Ispezione aggiuntiva di grado aerospaziale: l'esternalizzazione dei test non distruttivi per l'aggiunta di parti in lamiera di grado aerospaziale è il metodo utilizzato per soddisfare i requisiti della catena di montaggio globale OEM.
Eseguiamo test non distruttivi su parti in lamiera di grado aerospaziale e forniamo inoltre ai clienti a lungo termine account di tracciabilità dedicati, che supportano una qualità controllabile e tracciabile.
In che modo il processo di lavorazione multiasse di componenti complessi in lamiera risolve il problema della formazione di strutture tridimensionali complesse?
Le parti OEM stanno diventando ogni giorno sempre più complicate, con componenti in lamiera altamente complessi caratterizzati da superfici curve e fori smussati. Ovviamente, i metodi di lavorazione convenzionali creano abbastanza facilmente errori di bloccaggio secondari e questo è qualcosa che la nostra tecnica di lavorazione multiasse elimina completamente.
Attrezzature per la lavorazione multiasse e programmazione
Unendo l'uso del taglio laser a cinque assi e delle unità di piegatura di precisione con la programmazione CAM esperta, siamo in grado di eliminare completamente gli errori di bloccaggio secondari sia dal punto di vista delle attrezzature che da quello tecnologico. I vantaggi sono i seguenti:
Attrezzatura per la lavorazione a cinque assi: ha la capacità di eseguire la lavorazione da diverse direzioni diverse, è in grado di lavorare direttamente superfici curve e fori smussati senza eseguire più operazioni di bloccaggio, in modo che non vengano introdotti errori di bloccaggio.
Ottimizzazione della programmazione CAM: diventa colui che pianifica accuratamente il percorso di lavorazione, ottenendo zero errori di bloccaggio secondari e, allo stesso tempo, riducendo l'ossidazione nella zona interessata dal calore, il che significa che la precisione della formatura è garantita.
Ottimizzazione dell'adattamento dei materiali
I parametri dei gas protettivi sono stati regolati in base alle varie proprietà dei materiali in modo da garantire la qualità del taglio e la precisione della formatura. I dati misurati sono:
Tipo materiale
Gas protettivo
Portata (l/min)
Rugosità del Kerf (Ra/μm)
Larghezza della zona interessata dal calore (mm)
Lega di titanio
Argon
25-30
1.2
0,15
Acciaio ad alta resistenza
Azoto
20-25
1.5
0,2
Acciaio inossidabile 316L
Argon + Azoto
18-22
1.0
0,12
Alluminio T6
Azoto
15-20
1.8
0,25
In che modo la prototipazione di precisione dei metalli garantisce l'accuratezza dei dati tecnici nelle iterazioni ad alta frequenza?
Durante la fase di ricerca e sviluppo, i clienti OEM spesso devono apportare molte modifiche in rapida successione quando creano parti di prototipazione metallica di precisione. La qualità dei dati del prototipo può essere un fattore decisivo per una produzione di massa di successo. Molti clienti finiscono per dover eseguire un debugging dello stampo costoso e dispendioso in termini di tempo a causa delle deviazioni dei dati.
Modello di prototipazione a ciclo chiuso
La base del nostro servizio di prototipazione rapida è un modello a ciclo chiuso di "prototipazione rapida - feedback dei dati - ottimizzazione del processo" e i passaggi sono i seguenti:
Prototipazione rapida: Grazie a un reparto di prototipazione autonomo, possiamo completare rapidamente il lavoro per soddisfare la richiesta di iterazioni ad alta frequenza.
Feedback sui dati: monitoriamo i modelli di deformazione dei prototipi mediante misurazioni di alto livello, registramo i parametri principali (ad esempio il fattore K) e forniamo suggerimenti per la compensazione.
Ottimizzazione del processo: miglioriamo il processo in base ai dati del prototipo, prevediamo problemi di produzione di massa e confermiamo la corrispondenza dei dati del prototipo e della produzione di massa.
Supporto tecnologico di base
Quando abbiamo a che fare con prototipi di piegatura complicati, utilizziamo la tecnologia di simulazione di stampi su scala reale per identificare possibili problemi di produzione di massa. In effetti, è stato dimostrato nella pratica che questo modello riduce i tempi di debug dello stampo di oltre il 50%, il ciclo di sviluppo del prodotto del 30%, mantenendo la coerenza dei dati.
Se riscontri problemi quali frequenti iterazioni di prototipi e dati imprecisi, puoi contattare i nostri esperti tecnici per una valutazione gratuita sulla prototipazione di precisione in metallo o scaricare la guida alla prototipazione.
Figura 3: File multiple di parti metalliche identiche e lucide sono allineate con precisione sui trasportatori industriali di una fabbrica.
In che modo l'ottimizzazione della progettazione della lamiera può ridurre il prezzo di acquisto di componenti di fascia alta attraverso la riduzione del peso strutturale?
I materiali e i tempi di lavorazione contribuiscono notevolmente al costo di acquisto di componenti OEM di fascia alta. Lo schema di ottimizzazione della progettazione della lamiera può ottenere una riduzione del peso e dei costi migliorando al tempo stesso la resistenza strutturale attraverso l'ottimizzazione strutturale.
Ottimizzazione della topologia strutturale
Questo metodo è alla base della riduzione del peso e dei costi nella produzione delle strutture. Convertiamo componenti saldati in più partiin un unico pezzo stampato e piegato, diminuendo così il numero di stazioni di saldatura e gli sprechi di materiale.
In seguito al loro utilizzo da parte di un cliente aerospaziale, la percentuale di materiali utilizzati è aumentata dal 75% al 92% e il costo per un'unità è diminuito del 18%, anche se la stabilità della struttura è stata ulteriormente migliorata.
Rafforzamento del design delle nervature
Progettando in modo intelligente la nervatura di rinforzo, è possibile realizzare un componente per essere contemporaneamente più forte e più leggero senza aumentare lo spessore del materiale. Alcuni fatti sono:
Resistenza migliorata: è possibile aumentare la resistenza alla flessione del componente del 30%, il che è adeguato per soddisfare gli standard prestazionali richiesti dagli OEM di fascia alta.
Lowering Weight as Well as Cost: Capable of reducing weight by 15%, which has an immediate impact on lowering raw material cost and also the shortening of processing duration.
Tailor made Optimization: Allowing customers to transparently calculate their use of materials and processing time, and hence, lowering their average unit procurement costs by 15%-25%.
How To Accurately Control Welding Stress During The Process Of Stainless Steel Fabrication Services To Prevent Component Warping?
During the welding of 304 and 316L stainless steel sheet metal, stress concentration happens quite easily, which causes the component to warp and change shape, the assembly won't be accurate anymore. It really is a major worry for OEM customers ordering stainless steel fabrication services.
Pulsed Laser Welding Process
The core method to managing the welding stress is pulsed laser welding. A minute change in parameters can bring a lesser stress level. The following is a detail:
Accurate control of the welding heat input between 80 and 120 J/mm can minimize the heat affected zone and reduce stress.
Experiments demonstrate that pulsed welding stress levels are less than 60% compared to traditional welding, thus preventing warping and deformation.
When heat input at 90J/mm, the weld penetration of 316L stainless steel was found to be 2.5mm with no major deformation.
Tooling and Weld Optimization
Through customized tooling and weld layout optimization, welding stress was released, ensuring component accuracy and stability. The measures are as follows:
Customized Tooling Fixtures: Components are fixed by their structure design during welding to make sure that the stress is released uniformly and that there is no excessive local stress.
Weld Layout Optimization: Through welding which is staggered and segmented, the flatness of long span thin plate components was controlled within 0.2mm/m, appearance and performance both were ensured.
LS Manufacturing Case Study: Developing High Vacuum Complex Sheet Metal Components Customized Components
At a high end OEM area, high vacuum cavity components are very difficult to be processed, the requirements for welding accuracy, bending consistency, and sealing being very strict. We accomplished to solve these problems of a semiconductor equipment customer and make a big improvement in the yield.
Customer Problems
When trying to make 316L high vacuum cavity complex sheet metal components, the original supplier of the customer failed to control the consistency of the bending inner radius.
So tiny cracks were found in welds, the helium leakage rate was very high above 110 Pam/s, and the yield of finished products was less than 65%. Besides, the company was wasting a lot of its raw materials, the delivery times were very long and the losses amounted to almost $150,000 per month.
Soluzione per la produzione LS
Firstly, we recalibrated the springback parameters of 316L stainless steel by carrying out a sheet metal design optimization. Based on the earlier material performance data, we reworked the bending process, meticulously maintaining the bending inner radius tolerance to 0.1mm so that the cavity joints could be sealed effectively.
At the same time, we upgraded to robotic precision laser welding, keeping track of the welding thermal balance in real time and adjusting the welding heat input to a range of 80-100J/mm. Along with the use of customized tooling fixtures, this approach guaranteed that stress was uniformly released throughout multi point welding, thus avoiding micro cracks.
Besides that, we rearranged the weld line layout and switched to staggered welding operation to further enhance weld sealing. Welding of all components was performed in accordance with ASTM A967 standards.
Results and Benefits:
Reworking the complex sheet metal components led to the vacuum sealing passing the test 100% of the time, with helium leakage at the level of 5×10⁻¹⁰ Pa·m³/s or less, which is so much better than the customer standards. Assembly tolerances were tightened from 0.3mm to 0.08mm so as to satisfy the assembly needs.
Due to those process changes, the customer managed to reduce the secondary grinding time by 30% and have a drop in processing cost per piece by 22%, thus making an annual saving of nearly $1.8 million and ensuring the project would be delivered on time.
This case demonstrates our ability to precisely solve pain points in complex sheet metal processing and create real value. If you face similar challenges, submit your requirements to obtain customized solutions and a free quote.
Domande frequenti
Q1: What is the smallest hole diameter to sheet thickness ratio made by LS Manufacturing precision sheet metal processing?
For custom sheet metal fabrication, precision fiber laser cutting is by far the most common method to ensure a 1:1 hole diameter to sheet thickness ratio. However, for some special materials, 0.8:1 ratio can be achieved and thus the requirements of most OEMs can be met.
Q2: How do you keep the positional tolerances of very large, complicated sheet metal parts?
A large CNC gantry CMM is utilized for 3D full size inspection together with the real time calibration by a laser tracker. The positional tolerance of critical mounting holes is limited to 0.15mm, therefore ensure the accuracy of assembly.
Q3: Do you add a charge for DFM (Design for Metal) sheet metal audits?
Absolutely not, DFM audits are part of the overall quotation process and no additional charges are levied for them. They help develop the most cost effective solutions and also avoid manufacturing risks in a proactive way.
Q4: Do you include electropolishing or passivation in your stainless steel fabrication services?
We provide pickling and passivation services according to ASTM A967, and also offer mirror electropolishing with a surface roughness value of Ra 0.2μm to meet different surface quality standards.
Q5: In case of precision metal prototyping orders with complex bending features, how do you manage those?
We have a separate prototyping workshop anda multi axis bending center. After full scale mold simulation, we get detailed control of the processes and therefore, can usually finish complex prototype orders in 3-5 working days while ensuring data integrity.
Q6: What is the reason for recommending sheet metal design optimization prior to mass production?
Along with increasing raw material utilization efficiency, design optimization in sheet metal also helps reduce the number of welding stations, shorten cycle time, enhance structural strength, and decrease long term procurement costs. All of the above contribute to the success of mass production.
Q7: Which type of QC Report do you provide for precision OEM components?
To ensure quality traceability, we supply a variety of test and inspection reports including MTR FAIR film thickness testing, salt spray testing reports, and third party non destructive testing reports.
Q8: Does precision sheet metal fabrication service support mixed material welding?
Sure, we do have dissimilar metal welding technology options. For instance, we can laser braze copper to stainless steel or aluminum to stainless steel in order to fulfill complex OEM design requirements.
Riepilogo
Precision sheet metal manufacturing directly affects the quality of high end OEM components. Choosing a trustworthy partner becomes indispensable when it comes to mass production and cost effectiveness.
Equipped with advanced technological facilities and stringent management, LS Manufacturing helps you overcome your production limitations and provides you with substantial support.
If your precision sheet metal design has tolerance and cost problems, you can always turn to LS Manufacturing's technical experts for the most suitable solution.Upload your STEP or DXF file now and receive a free quote along with a comprehensive analysis that will help you bring the best engineering ideas to fruition within 24 hours.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Team di produzione LS
LS Manufacturing è un'azienda leader nel settore. Focus su soluzioni di produzione personalizzate. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.