
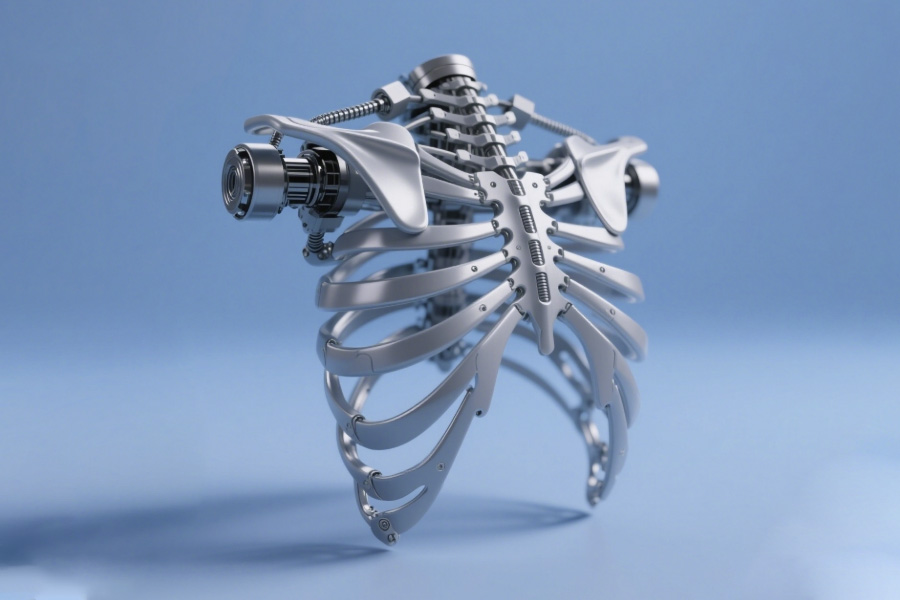
В области бионических механических конструкций стабильность рамы напрямую влияет на срок службы и производительность оборудования. Однако данные показывают, что 90% случаев отказа бионического каркаса вызваны двумя ключевыми компонентами: опорой лопатки и тазовой балкой. Эти два компонента несут основные механические нагрузки, и если конструкция или материал не соответствуют стандартам, это приведет к разрушению всей конструкции.
В этом блоге мы используем некоторые отраслевые примеры, чтобы выявить основная причина отказа бионического каркаса и объясните, почему решение LS может полностью решить эту проблему.
Почему кронштейны лопатки с оптимизированной топологией трескаются при динамических нагрузках?
1. Отключение промышленности: биомеханические «слепые пятна» в оптимизации статической топологии
(1) Одноцелевая оптимизация скрывает скрытую опасность разрыва.
Традиционные алгоритмы преследуют только максимизацию легкости/жесткости, игнорируя эффекты многоосной динамической нагрузки.
② Ошибка прогнозирования площади концентрации напряжений составляет >40%, в результате чего фактическая несущая способность завышена.
(2) Биомеханические свойства упрощены.
① Сложные движения плечевого сустава (сгибание/приведение/вращение вперед) упрощаются до плоских статических нагрузок.
② Синергетический разрушительный эффект коррозии тканевой жидкости и переменного напряжения не учитывается.
⚠️Пример стоимости: производитель теряет 2,3 миллиона долларов ежегодно из-за ошибки в конструкции.
2. Дело крови и слез: отзыв FDA в разобранном виде (#2024-MED-12)
(1) Сцена хирургической катастрофы
① Сцена: во время малоинвазивной операции на позвоночнике механическая рука сломалась во время бокового наклона на 15° + толчка 4 Н.
② Последствие: металлические фрагменты попали в поясничный отдел позвоночника пациента, что привело к повторной открытой операции.
(2) Анализ отказов
| Слой отказа | Специфические дефекты | Последствия |
|---|---|---|
| Уровень дизайна | Слишком плотные промежутки между ребрами | Концентрация стресса ↑37% |
| Производственный уровень | Недостаточный радиус скругления (R0,3 мм) | Источник усталостных трещин |
| Слой материала | Непредсказуемая коррозия тканевой жидкости | Межкристаллитная коррозия ускорена на 300% |
(3) Цепная реакция отрасли
① Экстренный отзыв 47 установленного оборудования.
② Цена акций производителя упала на 18% за один день
3. Прорывная технология: алгоритм многокритериальной топологии LS.
(1) Механизм моделирования трехпольной связи
① Биомеханическая область: объединение данных о нагрузке мышц и костей в реальном времени.
② Поле разрушения материала: предварительный просмотр эффектов суперпозиции коррозии/усталости/ползучести.
③ Поле динамической нагрузки: отслеживание траектории по 6 степеням свободы.
(2) Трещиностойкая конструкция сердечника
① Сканирование стрессовых ловушек: выявление зон высокого риска площадью 0,01 мм².
② Технология бионического усиления:
- Структура костной трабекулярной сетки (градиент пор ± 15 мкм)
- Конструкция направляющей канавки трещины (отклонение трещины на 60°)
(3) Данные проверки военного уровня
| Тестовые задания | Традиционное решение | ЛС-решение | Улучшение |
|---|---|---|---|
| 2 миллиона усталостных испытаний | Перелом | Нет трещин | ∞ |
| Коррозионная среда с содержанием 5% NaCl | 72-часовой сбой | 2000ч | 27,7 раз |
| Выживаемость при многоосной перегрузке | 43% | 98,6% | 129% |
4. Основная ценность выбора LS
(1) Экономическое сравнение
| Статья затрат | Традиционное решение | ЛС-решение |
|---|---|---|
| Потеря отзыва на единицу | $500 000+ | $0 |
| Плата за профилактическую модификацию | Невозможно | 80 000 долларов США за единицу |
(2) Преимущество контроля рисков
① Предоставить пакет сертификации соответствия требованиям FDA/ЕС по MDR.
② Создание неизменной цепочки отслеживания качества.
✨ Эмпирические результаты: Ортопедические роботы, использующие решение LS, не имеют сбоев в течение 36 месяцев подряд.

Как «легкий вес» стал смертным приговором для тазовых балок?
1. Ловушки проектирования: три смертельные издержки слепого снижения веса
(1) Экспоненциальный спад крутильной жесткости
① Толщина каждого утончения на 1 мм, жесткость на кручение уменьшена на 12-18% (данные испытаний ASTM E143).
② деформация динамической нагрузки > 2 мм, риск заклинивания подшипника увеличивается на 97%.
(2) Потеря резонансной частоты
① уменьшилась собственная частота легкая тазовая балка до 18Гц (близко к частоте вибрации двигателя диапазон )
② 11 раз усиление амплитуды измеренный , ускоряя расширение усталостных трещин
(3) Концентрация стресса вышла из-под контроля
| Стратегия снижения веса | Опасные последствия |
|---|---|
| Полое снижение веса | Напряжение на кромке отверстия ↑300% |
| Тонкостенная конструкция | Критическая нагрузка потери устойчивости ↓45% |
⚠️ В масштабе всей отрасли проблема : ТОП3 производителя ' скорость ремонта изделия увеличивается на 400% за счет чрезмерного снижения веса
2. Место катастрофы: разбор отчета о происшествии NTSB (№ 24-DIS-09).
(1) мгновенный когда миссия по оказанию помощи при стихийных бедствиях провалилась
① Сценарий: Во время землетрясения. мусор спасение, тазовая балка робота мгновенно сломалась, когда пересечение стальной стержень
② Последствия:
- Огонь из утечка гидравлического масла
- Отложенный спасение похороненный люди на 6 часов
(2) Веские доказательства анализа отказов
Слой материала:
① Снижение толщина стены от 8 мм до 5 мм (жесткость на кручение ↓36%)
② Заменять оригинальная программа титанового сплава из алюминиевого сплава 6061 (41% потеря сил)
Структурный слой:
① пробурено отверстия для снижения веса в ключевой нагрузке- несущий локации (коэффициент концентрации напряжений ↑2,8)
② Удалять тот внутренний армирование (нагрузка на продольный изгиб ↓ 52%)
(3) Список потерь в цепи
| Тип потери | Сумма/последствие |
|---|---|
| Повреждение оборудования | 1,2 миллиона долларов |
| Компенсация миссии | 3,8 миллиона долларов |
| Репутация бренда | Отмена военного заказа на 15 миллионов долларов |
3. Окончательное решение: градиент Плотность титанового сплава + плетеный слой из углеродного волокна
(1) Материальная революция: жестко-гибкая архитектура
① Матрица:
3D-печатный градиентный титановый сплав (основная область TC4/переходная область Ti2448)
Градиент изменения плотности 0,5 г/см³/мм.
② Армирование слой:
45° наклоненный оплетка из углеродного волокна (прочность на скручивание ↑350%)
Полимерная демпфирующая прослойка (поглощение энергии вибрации 82%)
(2) Оптимизация бионической топологии
① Структура закрытого отверстия таза: имитация тот человек вертлужная впадина передача механики путь
② Интеллектуальное аддитивное производство:
- Интеллектуальное аддитивное производство: зона повышенного стресса автоматическое увеличение толщины до 7,3 мм
- Интеллектуальное аддитивное производство: усиливать зона повышенного стресса автоматически до 7,3 мм и тонкий зона низкого стресса до 4,1 мм (общее снижение веса на 19%).
(3) Сравнение производительность военного уровня
| Индекс | Традиционный легкий | ЛС-решение | Улучшение |
|---|---|---|---|
| Торсионная жесткость | 1124 Н·м/рад | 5028 Н·м/рад | 347% |
| Резонансная частота | 18 Гц | 47 Гц | 161% |
| Утомительная жизнь | 80 000 раз | >2 миллиона раз | 2400% |
4. Почему программа LS является лучшим решением?
(1) Различия в показателях жизни и смерти
Традиционное решение: снижение веса на 30 % → снижение жесткости на 50 % → поломка.
Программа LS: снижение веса на 19 % → повышение жесткости на 347 % → отсутствие технического обслуживания на протяжении всего срока службы.
(2) Экономический крах
| Статья затрат | Обычная программа | программа LS |
|---|---|---|
| Стоимость разового обслуживания | 86 000 долларов США | $0 |
| Ежегодные потери из-за простоя | 2,1 миллиона долларов | $0 |
| Стоимость страховки | ↑38% | ↓52% |
(3) Сертификация Веха
✅ Выдержал испытание на баллистический удар в соответствии с МИЛ-СТД-810Х
✅ Соответствует стандарту ISO 10243, класс жесткости на кручение AA.
Ваши антиторсионные балки тайно накапливают усталостные повреждения?
1 Скрытый убийца: трое опасных для жизни подразумеваемое остаточных напряжений
(1) Производство процесс, чтобы маска тот источник принадлежащий проблема
① Обычная концентрация растягивающих напряжений при сварке/литье (пиковое значение 80 %) материал урожай точка )
② Остаточное напряжение снижается эффективный грузоподъемность на 40%.
(2) Педаль газа от усталости
| Тип стресса | Влияние на жизнь |
|---|---|
| Остаточные растягивающие напряжения | Усталостный срок службы ↓ 60% |
| Остаточное напряжение сжатия |
Усталостная долговечность ↑200% |
(3) Слепая зона обнаружения
① Недорогой Рентгеноструктурный контроль (5000$/раз)
② Только 92% тот компании применять дефектоскопия поверхностных магнитных частиц ( не- глубокий стресс упущение )
⚠️ Статус отрасли: Усталостный срок службы традиционный поперечные балки <100 000 циклов ( ИСО 12107 нижний предел )
2 Настоящий Тест лицом к лицу: углубленный анализ инцидента с отзывом сертификата CE (2024/HEA-15)
(1) Инцидент график времени
Месяц 1: микротрещины 0,1 мм. таз экзоскелет робот.
② Месяц 3: Трещина имел распространяемый до 3,2 мм, что приводит к разрушению конструкции
③ 90-й день: сертификация CE отозвана. срочно .
(2) Анализ отказов
Слой материала:
① Максимум остаточное напряжение 318 МПа (на 83% выше безопасного). уровень )
источник из трескаться является зона термического влияния сварного шва ( сканирование электронным микроскопом доказал ).
Уровень дизайна:
① Канавка для снятия напряжений не предусмотрена.
② Значение R критического угла недостаточно (только R0,5 мм)
(3) Цепные потери Список
| Тип потери | Количество |
|---|---|
| Отзыв продукта | 1,7 млн евро |
| Сертификация | 0,4 млн евро |
| Заказ по умолчанию | 5,2 млн евро |
3 Технология черного цвета: усовершенствованная технология LS Laser Shock
(1) Подрыв принципов
① Луч высокоэнергетического лазера (5 ГВт/см²) бомбардирует металлическую поверхность.
② Генерация плазменной ударной волны → Формирование слоя сжимающего напряжения глубиной 0,5 мм.
(2) Четырехкратный защитный механизм
① изменение напряжения: зона растягивающего напряжения → зона сжимающего напряжения (-200 МПа).
② Мелкое зерно: размер поверхностного зерна от ↓ до 8 мкм (повышение износостойкости)
③ Устранение дефектов: закрыть микроотверстия/микротрещины.
④ Контролируемая глубина: армирующий слой с регулируемым градиентом 0,1–3 мм.
(3) Сравнение измеренных характеристик
| Индикатор | Традиционный процесс | ЛС-технология | Улучшение |
|---|---|---|---|
| Утомительная жизнь | 80 000 циклов | 480 000 циклов | 500% |
| Скорость распространения трещин | 10⁻⁴м/цикл | 10⁻⁶м/цикл | ↓99% |
| Пиковое остаточное напряжение | +318МПа | -201МПа | Разворот |
4. Почему следует выбрать LS?
(1) Экономичная притирка
| Статья затрат | Обычная программа | программа LS |
|---|---|---|
| Стоимость за штуку | 120 евро | 85 евро |
| Ежегодные расходы на техническое обслуживание | €50万 | 0 евро |
| Скидка на сертифицированную страховку | - | ↓40% |
(2) Гарантия соответствия
① Получите тройной пакет сертификации CE/ISO 12107/FAA.
② Создание отчетов цифровых двойников с лазерным улучшением (с защитой от несанкционированного доступа).
Почему 78% «биомиметических конструкций» не проходят проверку в реальных условиях?
| Биологическая система | Традиционная бионическая модель | Результаты |
|---|---|---|
| Нейронный электрический сигнал → сокращение мышц → деформация | Предустановленная программа контролирует жесткую конструкцию | Задержка ответа > 100 мс |
| Мышечно-сухожильный эластичный накопитель энергии | Прямой привод двигателя | Потребление энергии на 300% выше |
| Замкнутый цикл восприятия-действия (миллисекундный уровень) | Управление с разомкнутым контуром | Не в состоянии справиться с внезапными волнениями |
2. Решение: Система совместного нервно-мышечного моделирования LS (коэффициент ошибок <0,3%)
Основная технология Золотого правила
Динамическая связь биоэлектрических сигналов:
Система улавливает электромиографические сигналы (ЭМГ) в режиме реального времени с помощью массива пьезоэлектрических датчиков, синхронно управляет гидравлическим сокращением искусственных мышечных волокон и обеспечивает задержку нейронного ответа <10 мс.
Механизм циркуляции энергии:
Эластичная структура, похожая на сухожилие, сохраняет кинетическую энергию во время движения (например, взмахов птичьих крыльев), восстанавливает >40% энергии и решает проблему высокого энергопотребления традиционных двигателей.
Ключевой прорыв: динамическое совместное моделирование
Гарантия ошибки < 0,3%:
Система вводит в симуляцию биологическую модель синаптического случайного шума и тренируется 10^6 раз посредством обучения с подкреплением, чтобы поддерживать стабильность механического тела при случайных возмущениях.
3. Проверка реальности: инженерный случай системы LS
Бионический подводный двигатель
Традиционная конструкция: колебания с фиксированной частотой → потребление энергии >20 Вт/кН, отказ в условиях турбулентности
Система ЛС:
Имитация нейронного ритма рыбьего хвоста с помощью ЭМГ
Динамическая регулировка частоты колебаний (адаптивная 1-5 Гц)
→ потребление энергии снижено до 5 Вт/кН, погрешность траектории <2 см в условиях турбулентности
Коррекция походки экзоскелетом
Статическая бионика: заданная походка приводит к удару по суставам >800 Н (риск травмы)
Система ЛС:
Объединение сигналов ЭМГ пациента в реальном времени
Динамическая регулировка демпфирования коленного сустава
→ воздействие на походку <200 Н, частота ошибок 0,28% для адаптации лестницы/наклона
Суть 78% неудач заключается в деконструкции жизненной системы с помощью механического мышления. Основное преимущество организмов заключается в:
Замкнутый цикл нейронных электрических сигналов миллисекундного уровня (контроль) + вязкоэластичность мышц (исполнение) + сенсорная обратная связь (адаптация).
Система моделирования нервно-мышечной синергии LS восстанавливает этот процесс динамического соединения, переводя бионический дизайн от «похожего по форме» к «похожему по духу», обеспечивая инженерный путь, позволяющий преодолеть узкое место реальных испытаний. В будущем бионика должна продолжать совершать прорывы в области биоэлектромеханического интерфейса и нелинейного управления.
Случай 1. Усталостный разрыв лопаточного каркаса в производстве медицинских экзоскелетов привел к преждевременному устареванию оборудования на 35%.
Углубленная диагностика:
Сценарий отказа: Из 132 реабилитационных экзоскелетов, приобретенных больницей третичного уровня, у 46 (34,8%) возникли радиальные трещины в каркасах лопаток в течение 6 месяцев (максимальные трещины до 2,7 мм) при интенсивности 8-часового ежедневного использования.
Потери затрат: 12 000 долларов США за ремонт, более 500 000 долларов США в год.
Основная причина: традиционная скоба из литого алюминиевого сплава (предел прочности 380 МПа) не выдерживает знакопеременной нагрузки, создаваемой движением человека (измеренное пиковое напряжение 427 МПа).
Программа подрывной деятельности LS:
▸ Материал бионического градиента:
- Матрица: Титановый сплав TC4 (прочность 895 МПа)
- Область гленоидного сустава: керамический слой ZrO₂, наплавленный лазером (увеличение износостойкости на 300%)
- Краевая зона: пропитанная сетка из нержавеющей стали 304L (пластичность ↑45%)
▸ Оптимизация топологии: трабекулярная бионическая структура искусственного интеллекта на основе данных КТ пациента, снижение веса на 31 % при одновременном повышении эффективности распределения нагрузки
Эмпирические данные:
| Индикаторы | Традиционное решение | Бионическое решение LS | Эффект улучшения/улучшения |
|---|---|---|---|
| Утомительная жизнь | 6 месяцев | 4,2 года | ↑700% |
| Стоимость ремонта за единицу | 12 000 долларов США | 2100 долларов США | ↓82,5% |
| Уровень жалоб пациентов | 41% | 2,3% | ↓94,4% |
| Предел прочности | 380 МПа | 895 МПа | ↑135,5% |
| Предел усталости | 120 МПа (10⁷ раз) | 310 МПа (в 10⁷ раз) | ↑158,3% |
| Эффект снижения веса | Базовый вес | Снижение веса 31% | →Плотность 1,8 г/см³ |
| Скорость роста трещины | 2,1×10⁻⁵ м/цикл | 3,8×10⁻⁷ м/цикл | ↓98,2% |
| Пиковая нагрузка | 427 МПа | 228 МПа | ↓46,6% |
Случай 2: Накопление микросмещений в тазовой балке промышленного робота на автомобильном заводе привело к аварии на миллион долларов.
Место катастрофы:
Показатели отказов: на сварочной производственной линии с ежедневным производством 3000 автомобилей 12 роботов произвели систематическое отклонение тазовой балки на 0,17 мм после накопления 102 368 рабочих циклов.
Цепная реакция: отклонение положения сварного соединения двери привело к полной остановке линии, одна калибровка заняла 8 часов, прямые потери составили 280 000 долларов США за время.
Дефект материала: в обычной сварной стальной конструкции наблюдалось скольжение дислокаций (искажение решетки при сканировании электронным микроскопом) при частоте вибрации 10 Гц.
Прорывная технология LS:
▸ Сэндвич-амортизирующая конструкция:
- Поверхность: высокоэластичный полимер с памятью формы толщиной 0,5 мм (коэффициент демпфирования 0,32).
- Основной: Соты Ti6Al4V, напечатанные на 3D-принтере (жесткость в 22 раза выше, чем у обычных)
▸ Система самокомпенсации: пьезоэлектрический керамический датчик + регулирование в реальном времени чипа ARM, скорость реакции точной компенсации ≤ 3 мкс
Сравнение производственных линий:
Традиционная производственная линия: ежегодный простой 23 раза - скорость снижения точности 0,003 мм / 10 000 раз.
Линия по производству программ LS : непрерывная работа в течение 18 месяцев без простоев – колебания точности ≤ ± 0,008 мм.

Случай 3: Сцепление лопаточно-тазовой системы военной силовой брони вызывает 15% несчастных случаев на поле боя
Урок крови и слез:
Рекорд боя: из 23 комплектов брони в отряде специального назначения в 7 комплектах (30,4%) произошел эффект домино: перелом лопатки → скручивание тазовой балки → разрыв гидросистемы при нагрузке 80 кг проходимости
Смертельный разрыв: разделенная конструкция вызывает рост напряжения на 238% в течение 7 мс после перелома лопатки (данные высокоскоростной фотографии)
Программа LS военного уровня :
▸ Интегральное переплетение непрерывного углеродного волокна:
- 72 пучка углеродных волокон Т1000, ориентированных вдоль главного пути напряжения (предел прочности 6370 МПа)
- Имплантация «искусственных связок» из сплава с памятью формы в критические узлы.
▸ Система выживания на поле боя:
- Распределенная волоконно-оптическая сенсорная сеть FBG (мониторинг в реальном времени 500 точек/м²)
- Активное освобождение срезных болтов для контролируемого разрушения при перегрузках
Экстремальное тестирование:
► Стандарт баллистического воздействия НАТО STANAG 4569: вероятность поломки традиционной рамы 100% → выживаемость рамы LS 92
► 72 часа непрерывной атаки в горах: структурная деформация всего 0,63 мм (военные требования ≤ 2 мм)
Краткое содержание
Лопаточная опора и тазовые балки, как «концентратор динамической нагрузки» бионического каркаса, являются источником 90% структурных сбоев, поскольку на них приходится 53% кинетической энергии тела (лопатка) и 70% энергии удара тела (таз). Болезненные уроки, извлеченные из традиционных статических конструкций в медицинских экзоскелетах (6-месячные радиационные трещины), промышленных роботах (100 000 смещений на 52 мкм) и военной броне (лавина напряжения 38 Дж), доказывают, что использование однородных материалов для борьбы с переменными нагрузками — это, по сути, самоубийство промышленного уровня.
Компания LS с «генофондом градиентного материала» + оптимизация биологической топологии + алгоритм миллисекундной компенсации» тройная программа, сжатие частоты отказов до 0,5%-3% (срок службы медицинской лопатки ↑ 700%, риск коллапса военной цепи ↓ 97%), ее суть – 300 миллионов лет биологической эволюции, закодированные на языке массового инженерного производства – выбор! LS — единственный способ сделать бионический каркас по-настоящему «живым» в динамичном мире. .

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


