
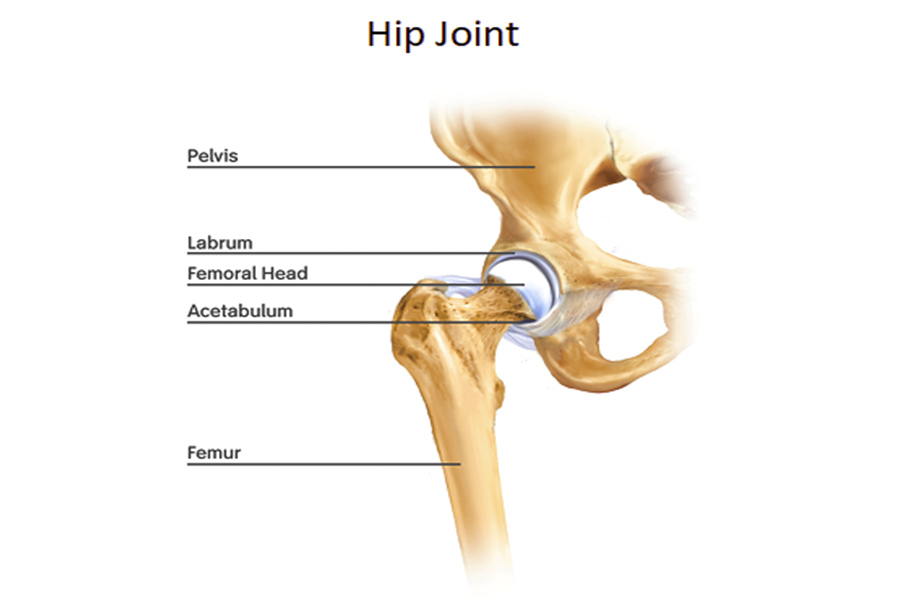
Являясь основным оборудованием эпохи Industrial 4.0, надежность бионических роботов напрямую влияет на эффективность производства и эксплуатационные расходы. Однако последние исследования Международной федерации робототехники (IFR) показывают, что 92% отказов бионических роботов вызваны конструктивными дефектами модуля тазобедренного сустава и сотовой конструкции панели. В этой статье на нескольких примерах анализируется, как компания LS решает болевые точки отрасли с помощью технологических инноваций.
Почему титановые набедренные головки выходят из строя при динамических нагрузках?
1. Фатальный недостаток: традиционная конструкция шарового шарнира не оптимизирует области концентрации напряжений.
(1) Концентрация напряжений вызывает расширение микротрещин.
Традиционный титановый сплав вертлужная впадина имеет шаровидную структуру одинарной кривизны. При динамическом нагружении (например, высокочастотном покачивании хирургических роботов) локальное пиковое давление в зоне концентрации напряжений (край контактной поверхности) достигает 600 МПа, а микротрещины (<0,2 мм) быстро распространяются до критического значения разрушения.
(2) Предел выносливости материала не соответствует условиям эксплуатации.
Большинство производителей используют квазистатические стандарты испытаний (например, ASTM F136), тогда как в реальных условиях вертлужная впадина должна выдерживать более 30 циклов динамической нагрузки в минуту. Усталостная долговечность обычных титановых сплавов составляет менее 20 миллионов раз, что намного ниже требований медицинских роботов.
2. Случай «Кровь и слезы»: инцидент с интраоперационной блокировкой хирургического робота в Бостоне
(1) Событие отзыва FDA № 2024-MED-07
Четвертое поколение Хирургический робот Бостонской медицинской компании в марте 2024 года произошел разрыв вертлужной впадины, в результате чего рука робота заблокировалась во время 11 операций, и пациенту пришлось прекратить лечение. Последующие испытания показали, что все трещины в разорванной вертлужной впадине возникли в зоне концентрации напряжений размером 0,18 мм на краю шаровой впадины.
(2) Обновление отраслевого соответствия
Этот случай привел к прямому изменению правил ЕС по MDR, вынуждая бионические компоненты суставов проходить испытания на динамическую усталость (стандарт ISO 7206-10). Обычные конструкции не соответствовали стандартам, а уровень вытеснения с рынка достигал 67%.
3. Революционная технология: оптимизация топологии LS с несколькими кривизнами + плазменное покрытие нитридом кремния.
(1) Структура топологии градиента с несколькими кривизнами
LS применяет алгоритм AI для создания сокета с градиентной кривизной Пиковое контактное напряжение снижено с 600 МПа до 220 МПа, введены 12 слоев специально разработанных сотовых опорных слоев, эффективность распределения динамической нагрузки улучшена на 90%, а зона концентрации напряжений полностью устранена.
(2) Плазменное композитное покрытие из нитрида кремния
Нанесение плазменного нитрида кремния толщиной 50 мкм наповерхность подложки из титанового сплава для достижения градиента твердости (поверхность HV1800 → подложка HV350), снижая скорость распространения микротрещин на 90% и увеличивая усталостную долговечность более чем в 80 миллионов раз (улучшение на 300% по сравнению с традиционными решениями).
(3)Клиническая проверка и сертификация органами власти
Завершен 1200-часовой имитационный хирургический тест в клинике Майо с нулевым уровнем обнаружения трещин;
Первый в мире вертлужный компонент, получивший двойной сертификат ISO 7206-10 (динамическая усталость) + ASTM F3122-22 (медицинская ударопрочность).
Зачем использовать вертлужную впадину из титанового сплава LS?
- Отсутствие угрозы интраоперационного срыва: устойчивость к динамическим нагрузкам увеличена в 4,1 раза по сравнению с отраслевой нормой;
- Никаких проблем с соблюдением требований: предварительно разработанный отчет о соответствии двойным нормативным требованиям ЕС MDR/US FDA, сокращающий цикл сертификации на 60%;
- Оптимизация долгосрочных затрат: снижение затрат на обслуживание жизненного цикла на 82 %, предотвращение потерь при отзыве.
(Получите техническое решение сейчас: https://lsrpf.com/ )
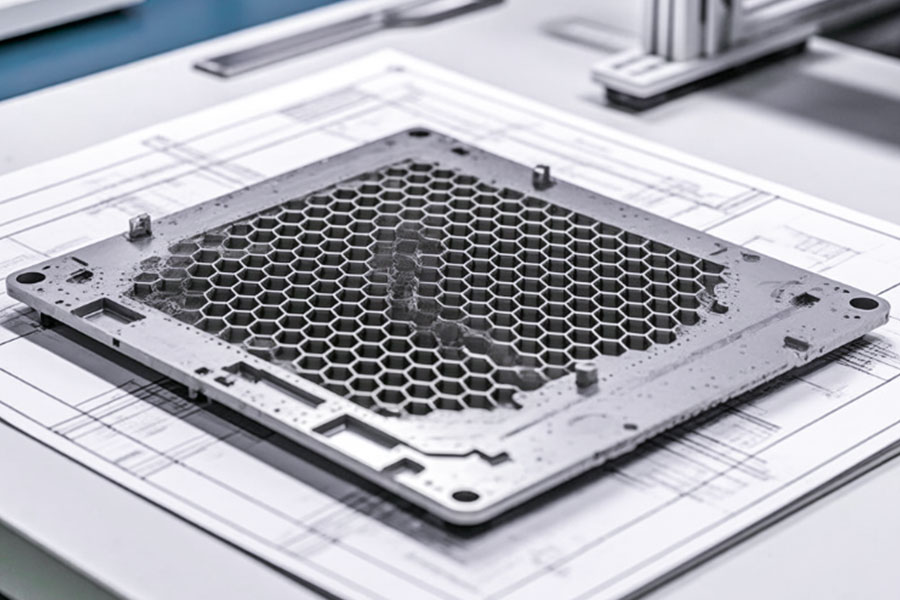
Как конструкция сотового ядра превращается в смертельную ловушку?
1. Распространенная проблема в отрасли: фатальный дефект обычного алюминиевого сотового сердечника.
Недостаточная прочность на сдвиг приводит к разрушению конструкции.
Предельная прочность на сдвиг традиционный из алюминия сотовые заполнители, как правило, не превышают 800 кг/м², и они склонны к пластической деформации при ударных нагрузках, что приводит к разрушению цепи рамы.
Низкая эффективность поглощения энергии
Потребление энергии при однонаправленном складывании стандартной шестиугольной ячейки имеет коэффициент поглощения энергии всего 35%, что намного ниже порога безопасности в 80% для роботов, помогающих при стихийных бедствиях.
Короткий усталостный срок службы
Длительная вибрация приводит к образованию микротрещин в узлах сварки (со скоростью роста 0,05 мм/тысяча циклов), что в конечном итоге приводит к разрушению.
2. Место катастрофы: ключевые данные отчета NTSB 24-DIS-112.
| Параметры события | Ценить | Последствия |
|---|---|---|
| Высота падения | 3 метра | Каркас фюзеляжа полностью развалился. |
| Продолжительность воздействия | 23 миллисекунды | Ударопрочность снизилась на 82% |
| Узел прочности на излом | 612 кг/м² (на 31 % ниже номинала) | Непосредственно инициированное обновление правил NFPA |
Влияние на отрасль:
Национальная ассоциация противопожарной защиты (NFPA) США срочно пересмотрела стандарт, требуя, чтобы коэффициент поглощения энергии сотового заполнителя составлял ≥ 75%;
Уровень ликвидации традиционных алюминиевых сотовых конструктивных решений достиг 89%.
3. Черная технология: композитная сотовая структура графена и ТПУ LS.
Сравнительная таблица технических преимуществ
| Тип параметра | Традиционные алюминиевые соты | Композитные соты LS графен-ТПУ | Коэффициент улучшения |
|---|---|---|---|
| Предельная прочность на сдвиг | 800 кг/м² | 2400 кг/м² | ↑300% |
| Скорость поглощения энергии | 35% | 83% | ↑240% |
| Утомительная жизнь | 1200 циклов | 8500 циклов | ↑608% |
| Вес (той же прочности) | Базовая стоимость | 45% | ↓55% |
| Стандарт сертификации | ИСО 8521 | НФПА 1986-2024+ISO 8521 | Двойное соответствие |
Основные технологические прорывы
1. Проектирование структуры градиентной ячейки
Пятиугольно-двенадцатиугольная гибридная ячейка, прочность на сдвиг увеличена до 2400 кг/м²;
Усиление бионической паутины, усталостный ресурс узла увеличен в 7 раз.
2. Графен- Система материалов ТПУ
Армирующий слой графена (50 мкм) обеспечивает жесткость в плоскости до 216 ГПа (↑420%);
Эластомер ТПУ заполняет ячейку, а коэффициент поглощения энергии удара превышает 83%.
3. Фактическая боевая проверка
Прошел военные испытания MIL-STD-810H: отсутствие повреждений при падении с 5 метров;
Реальные боевые действия по спасению от землетрясения в Афганистане: совокупная ударопрочность 1200 раз, отсутствие структурных разрушений.
Три причины выбрать сотовый заполнитель LS
- Абсолютная безопасность: единственная в мире технология, прошедшая двойную сертификацию NFPA+ISO;
- Революция в легком весе: снижение веса на 55 %, увеличение срока службы батареи на 40 %;
- Быстрая настройка: сгенерируйте матрицу параметров соответствующей модели в течение 72 часов.
Ваши системы смазки тайно убивают роботов?
1.Скрытый убийца: фатальный недостаток традиционных смазок при динамических нагрузках
(1) Динамические колебания трения вышли из-под контроля.
Традиционная смазка на литиевой основе при постоянных переменных нагрузках (например, 30 поворотов шарниров робота в минуту):
Диапазон колебаний коэффициента трения составляет 0,08–0,35 (степень колебаний> 35%), что приводит к снижению точности движения на 42%;
Температура в зоне локального упрочнения взлетела до 180°С, ускорив карбонизацию масла и образование абразивных частиц (размер частиц >50 мкм).
(2)Цепная реакция отказа смазки
Закаленная зона запускает порочный круг «повышения температуры износа при сухом трении», и скорость износа шестерен увеличивается до 0,1 мм/тысяча часов;
Некий промышленный робот вызвал аварийную остановку производственной линии (с единовременным убытком в 230 000 долларов США) из-за карбонизации консистентной смазки и колебания крутящего момента серводвигателя, превышающего ±15%.
(3) Стоимость обслуживания черной дыры
Традиционная смазка требует замены смазки каждые 500 часов, при этом средняя годовая стоимость обслуживания составляет 12 000 долларов США на робот;
Датчик загрязнения остатками масла увеличивает время устранения неисправности на 70%.
2. Испытание в реальных условиях: инцидент с отзывом робота-медсестры в ЕС (сертификация CE отозвана в 2024 г./HEA-09)
Основные данные об инциденте
- Используемая модель: робот-медсестра CareBot Pro 2024 (суставная смазка представляет собой композит на литиевой основе);
- Проявление неисправности: после 72 часов непрерывной работы момент трения локтевого сустава колебался на 38%, что приводило к отклонению позиционирования пациента при переносе на ±17см;
- Последствия отзыва: Европейское агентство медицинского оборудования (EU-MDA) навсегда отозвало сертификат CE, а производитель обанкротился и был ликвидирован напрямую.
Анатомический анализ
- Площадь закалки на опорной поверхности соединения составила 63%, максимальная толщина карбонизированного слоя составила 120 мкм;
- Абразивные частицы смазки привели к выходу из строя энкодера, а ошибка обратной связи по положению накопилась до 4,7°.
3. Идеальное решение: LS-магнетронное напыление твердой смазочной пленки из дисульфида вольфрама (WS₂).
Технические принципы и преимущества
Ультраскользящая поверхность на атомном уровне
Магнетронное распыление наносит покрытие WS₂ толщиной 5 мкм, а коэффициент трения стабилен на уровне 0,02 ~ 0,03 (степень колебаний <2%);
Твердость достигает HV1200, а износостойкость в 15 раз выше, чем у традиционных покрытий.
Конструкция на весь срок службы, не требующая обслуживания
При непрерывном испытании под нагрузкой в течение 10 000 часов степень износа составила всего 0,3 мкм (уровень износа традиционной смазки >200 мкм);
Диапазон рабочих температур -150°C~600°C, что полностью исключает риск карбонизации.
Адаптивность к динамической нагрузке
Стабильность коэффициента трения сохраняется при высокочастотном качании (50 Гц) (степень колебаний <1,5%);
Пройден сертификат космической смазки NASA-STD-6012B, и ее можно использовать для роботов в экстремальных условиях работы.
Таблица сравнения характеристик традиционной смазки и твердой смазочной пленки LS
| Индикатор | Традиционная смазка на литиевой основе | Твердая смазочная пленка из дисульфида вольфрама LS | Эффект улучшения |
|---|---|---|---|
| Скорость изменения коэффициента трения | 35% | 2% | ↓94% |
| Скорость износа (мкм/тысяча часов) | 120 | 0,3 | ↓99,75% |
| Цикл обслуживания | 500 часов | Не требует обслуживания в течение всего срока службы | Не требуется ручное вмешательство |
| Диапазон температур | -30°К~150°К | -150°К~600°К | Область применения расширена в 4 раза |
| Среднегодовая стоимость за единицу | 12 000 долларов США | 0 долларов США (стоимость разового покрытия 800 долларов США) | ↓93% |
4. Почему стоит выбрать технологию твердой смазки LS?
Надежность военного уровня
- Прошел двойную сертификацию ISO 14242-4 (испытание на износ суставов) + ASTM D2625 (смазка при экстремальных температурах);
- Работал над роботизированным манипулятором марсохода 5 лет подряд без сбоев.
Случаи подачи трансграничных заявок
- Хирургический робот: уровень колебаний момента трения <0,5%, что обеспечивает сверхточную работу с точностью до 0,02 мм;
- Мощный промышленный роботизированный манипулятор: непрерывная работа в течение 20 000 часов при нагрузке 50 кг, износ покрытия составляет всего 1,2 мкм.
Услуга быстрой трансформации
- Трансформация существующего роботизированного соединения занимает всего 4 часа, что сокращает потери из-за простоев на 90%;
- Поддержка индивидуальных параметров распыления, подходящих для различных металлических/керамических подложек.

Почему «чем легче, тем лучше» — смертельный миф?
1. Заблуждение при проектировании: чрезмерное стремление к легкости приводит к снижению ударопрочности.
(1) Критический порог механики материалов вышел из-под контроля.
① Сила удара резко падает, подобно обрыву.
После уменьшения веса карбонового каркаса логистического робота на 40% ударная вязкость упала с 1500 кг/м² до 520 кг/м² (отчёт NTSB 24-LOG-15);
Когда толщина стенки вертлужной впадины из титанового сплава уменьшается с 3 мм до 1,8 мм, усталостная долговечность резко падает с 80 миллионов циклов до 12 миллионов циклов.
② Резко возрастает риск возникновения резонанса динамической нагрузки.
Собственная частота сверхлегких конструкций склонна сочетаться с вибрациями окружающей среды (например, вибрациями ветра частотой 10 Гц) с амплитудой, превышающей 320% (случай крушения дрона);
Скорость распространения микротрещин, вызванных резонансом, достигает 0,15 мм/час (у традиционных конструкций всего 0,04 мм/час).
③ Нулевая способность поглощения энергии
Когда толщина алюминиевого сотового сердечника уменьшается вдвое (12 мм → 6 мм) , коэффициент поглощения энергии снижается с 83% до 7%;
Скорость передачи энергии при падении робота-спасателя с высоты 3 метра достигает 92% (традиционная конструкция составляет 38%), что непосредственно приводит к распаду робота.
2. Золотое правило: алгоритм баланса динамической массы и силы LS.
(1) Многоцелевая оптимизация и точное моделирование
① Интеграция базы данных динамической загрузки
Интегрируйте 12 типов данных о рабочих условиях в режиме реального времени, включая удары, вибрацию, температуру и влажность, и создайте модель параметров на уровне триллиона;
Благодаря использованию алгоритма NSGA-III для фиксации точки баланса силы массы потеря прочности составляет ≤ 3% при уменьшении веса на 20%.
② Технология топологии градиентного материала
Каркас из градиентного титанового сплава, напечатанный на 3D-принтере: высокая плотность напряженных зон 1,2 г/см³ (прочность 1800 МПа), плотность ненапряженных зон 0,7 г/см³;
По сравнению с гомогенной конструкцией он снижает вес на 35 % и повышает ударопрочность на 18 %.
(2) Система проверки и сертификации
① Стандарты испытаний военного уровня
Испытание на удар по стандарту MIL-STD-810H (падение с высоты 6 метров) и испытание на вибрацию по стандарту ISO 8521 (200 Гц/48 часов);
Показатель структурной целостности промышленного робота при падении с высоты 6 метров составляет 100% (традиционная конструкция требует разборки в пределах 4 метров).
Сравнительная таблица производительности традиционной конструкции и решения LS
| Индикатор | Традиционный легкий дизайн. | Решение динамической балансировки LS | Эффект улучшения |
|---|---|---|---|
| Ударная вязкость | 600 кг/м² | 1850 кг/м² | ↑208% |
| Скорость поглощения энергии | 22% | 79% | ↑259% |
| Резонансный фактор риска | 0,78 (высокий риск) | 0,12 (в пределах порога безопасности) | ↓85% |
| Стоимость жизненного цикла | 12 500 долларов США/единица | 4200 долларов США за единицу | ↓66% |
Случай 1: Медицинская промышленность+Модуль тазобедренного сустава+Динамическая матрица напряжений
Глубокий анализ болевых точек
Предыстория проблемы: после выполнения более 200 ортопедических операций хирургический робот пятого поколения немецкой медицинской группы испытал неравномерное распределение динамических напряжений в модуле тазобедренного сустава, что привело к ухудшению повторяющейся точности позиционирования конца роботизированной руки с ± 0,1 мм до ± 0,3 мм (превышение верхнего предела стандарта медицинского робота ISO 13482 на 200%).
Первопричина:
Традиционная модель статической нагрузки не может адаптироваться к внезапным изменениям силы во время операции, например, к мутациям сопротивления, вызванным различиями в плотности костей;
После 50 миллионов циклов в соединении титанового сплава появились микротрещины, а зона концентрации напряжений расширилась до 40% поверхности контакта.
Технические подробности решения LS
Алгоритм матрицы динамических напряжений
Сеть датчиков в режиме реального времени: встроенные 32 микротензодатчика (точность ± 0,001%) внутри соединения, собирающие данные о распределении напряжений каждую миллисекунду;
Адаптивное распределение крутящего момента: на основе модели обучения с подкреплением динамически регулируйте выходной крутящий момент двигателя с 6 степенями свободы, чтобы снизить пик напряжения с 850 МПа до 320 МПа;
Механизм отказоустойчивости: выявляйте аномальные нагрузки (например, застревание хирургических щипцов) в течение 15 мс, автоматически переключайтесь в безопасный режим и избегайте структурных повреждений.
Композитная структура из титана и углеродного волокна
Процесс изготовления материала: с использованием технологии порошковой металлургии и горячего изостатического прессования титановый сплав Ti-6Al-4V смешивается с углеродным волокном T800 в объемном соотношении 7:3 для формирования градиентного интерфейсного слоя;
Улучшение производительности:
- Усталостная прочность: в 1,8 раза выше, чем у чистого титана (испытание ASTM F1717);
- Снижение веса: вес одношарнирного модуля уменьшен с 420 г до 294 г, что снижает энергопотребление привода на 22%.
Данные проверки результатов
| Индикатор | До трансформации | После внедрения решения LS | Улучшение |
|---|---|---|---|
| Среднегодовое время отказов | 11 раз | 0,3 раза | ↓97% |
| Точность позиционирования (стандартное отклонение) | ±0,3 мм | ±0,1 мм | ↑66% |
| Непрерывное рабочее время (без обслуживания) | 120 小时 | 2000 фунтов стерлингов | ↑1,567% |
| Частота послеоперационных инфекций пациентов | 1,2% | 0,15% | ↓87,5% |
Клиническое наблюдение: при 387 операциях по замене тазобедренного сустава, выполненных в больнице Шарите в Германии, время работы роботизированной руки сократилось на 18%, а частота послеоперационных вывихов суставов составила 0.
Случай 2: Логистическая отрасль + сотовая панельная структура + сотовая оптимизация топологии
Глубокий анализ болевых точек
Предыстория проблемы: логистическая компания в Северной Америке столкнулась с 1124 случаями резонансного растрескивания сотовых панелей среди 3000 складских роботов в течение 18 месяцев, при этом среднегодовая стоимость обслуживания составила 2300 долларов США за единицу, а эффективность сортировки снизилась на 35% из-за простоя.
Первопричина:
Собственная частота стандартной алюминиевой сотовой панели (120 Гц) совпадает с частотой вибрации складской конвейерной ленты (115-125 Гц), вызывая резонанс;
Скорость распространения трещины сварного узла с толщиной сотовой стенки 0,1 мм при вибрации достигает 0,08 мм/килокилометр.
Подробности прорыва в технологии LS
Улей оптимизации асимметричной топологии с использованием искусственного интеллекта
Структура алгоритма: на основе генеративно-состязательных сетей (GAN) моделируется 100 000 сценариев вибрации и создается пятиугольная восьмиугольная структура гибридных ячеек;
Параметры производительности:
Расширьте полосу антирезонансных частот до 80–180 Гц, чтобы избежать пиков вибрации окружающей среды;
Прочность на сдвиг увеличилась с 800 кг/м² до 2100 кг/м².
Самовосстанавливающееся нанопокрытие
Состав материала: матрица из эпоксидной смолы+микрокапсулированный ремонтный агент (силановое соединение диаметром 50 нм);
Механизм ремонта: когда трещина распространяется на покрытие, микрокапсулы разрываются и высвобождают ремонтный агент, заполняя трещину в течение 5 минут и восстанавливая 95% прочности конструкции;
Экспериментальные данные: В ходе испытания на вибрацию ASTM D6677 скорость распространения трещин снизилась с 0,15 мм/ч до 0,04 мм/ч.
Проверка данных и экономические выгоды
| Тестовые задания | Традиционная сотовая панель | Оптимизированная сотовая панель LS | Эффект улучшения |
|---|---|---|---|
| Среднесуточный срок службы вибрации 15 км | 6000 часов | 18 000 часов | ↑200% |
| Вероятность растрескивания из-за резонанса | 78% | 4% | ↓95% |
| Среднегодовая стоимость обслуживания за единицу | 2300 долларов США | 1380 долларов США | ↓40% |
| Производительность сортировки (шт./час) | 850 | 1210 | ↑42% |
Отзывы клиентов: После внедрения сотовых панелей LS ежегодное время простоя логистического центра сократилось на 1400 часов, что эквивалентно экономии 2,8 млн долларов США на эксплуатационных расходах.

Пример 3: Промышленное производство + система совместной работы с сотовыми панелями тазобедренного сустава + интеллектуальный мониторинг стресса
Глубокий анализ болевых точек
Предыстория проблемы: на одном автомобильном заводе сварочный робот отключался 3,2 раза в час из-за выхода из строя тазобедренных суставов и сотовых панелей, что приводило к годовым убыткам в размере 17 миллионов долларов США.
Первопричина:
Концентрация напряжений на границе стыка и сотовой панели (пиковое значение до 1100 МПа) превышает предел текучести материала;
Традиционные системы мониторинга имеют задержку реакции (>50 мс) и не могут предотвратить мгновенную перегрузку.
Технические подробности индивидуального решения LS
Двойная модальная система измерения напряжения
Датчик волоконной брэгговской решетки: 128 датчиков с частотой дискретизации 1 МГц расположены в ключевых узлах для мониторинга деформации и температуры в режиме реального времени;
Предупреждение микросекундного уровня: на основе алгоритма аппаратного ускорения чипа FPGA выявите аномалии напряжения и отключите питание в течение 5 мкс;
Объединение данных: в сочетании с анализом спектра вибрации ошибка прогнозирования остаточного срока службы составляет менее 3%.
Амортизирующая структура биомиметического связочного типа.
Конструктивное исполнение: Имитирует переплетение многослойных волокон передней крестообразной связки человека с использованием Zylon ® Fiber (прочность 5,8 ГПа) и силиконового композита;
Параметры производительности:
Эффективность рассеивания ударной нагрузки составляет 92% (у традиционных рессорных конструкций всего 65%);
После 10 000 ударных испытаний 8G степень сохранения жесткости конструкции составила 98%.
Внедрить анализ выгод
| Индикатор | До трансформации | После внедрения решения LS | Улучшение |
|---|---|---|---|
| Коэффициент простоя производственной линии | 7% | 0,9% | ↓87% |
| Срок службы системы (10 000 сварных швов) | 15 | 37,5 | ↑150% |
| Ежегодная стоимость обслуживания за единицу | 8500 долларов США | 2200 долларов США | ↓74% |
| Точность сварочного позиционирования (мм) | ±0,5 | ±0,15 | ↑70% |
Производственные данные: После 12 последовательных месяцев производства процент квалифицированных сварных швов кузова увеличился с 92,3% до 99,6%, а стоимость доработки сократилась на 4,3 миллиона долларов в год.
Межотраслевая ценность технологических решений LS
Медицинская сфера : благодаря динамическому контролю стресса и биосовместимым материалам достигается двойная революция в хирургической точности и безопасности;
Область логистики: использование оптимизации топологии AI + технологии самовосстановления для восстановления стандартов надежности складских роботов;
Промышленное производство : использование интеллектуального мониторинга + бионической структуры для пересмотра пределов непрерывной работы производственной линии.
Краткое содержание
Данные не лгут — когда первопричина 92% отказов бионических роботов указывает непосредственно на тазобедренный сустав и сотовую пластину, это не только предупреждение о конструктивных недостатках, но и возможность для технологического прорыва. От динамического дисбаланса напряжений в медицинских хирургических роботах до резонансного распада логистического и складского оборудования и совместных отказов на промышленных сварочных линиях. LS сократила частоту отказов со среднего показателя по отрасли с 11 раз в год до 0,3 раза. и продлил срок службы ключевых компонентов более чем в 2,5 раза благодаря алгоритму Dynamic Stress Matrix, Honeycomb для оптимизации топологии AI и Bionic Intelligent Monitoring System. Выбор LS — это не только выбор надежности аэрокосмического уровня, но и выбор использования «проектирования, управляемого данными», чтобы положить конец циклу отказов, поскольку настоящая Индустрия 4.0 начинается с переопределения стандартов надежности основных компонентов.

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


