
La coulée sous vide et la coulée centrifuge sont deux procédés de coulée spécialisés importants en termes de précision. fabrication de pièces métalliques , apportant des solutions pour la production de pièces complexes hautes performances. La coulée sous vide élimine efficacement l'oxydation et la porosité en coulant sous vide et est particulièrement choisie pour alliage de titane de haute qualité et alliages résistants à la chaleur. La coulée centrifuge , quant à elle, utilise la force centrifuge provoquée par une rotation rapide pour former la pièce. Il se distingue par sa structure métallurgique étroite et est idéal pour couler des composants en forme de manchon.
En tant que leader technique du secteur, LS Precision s'engage intensivement dans ces deux techniques de coulée de pointe depuis des décennies. Grâce à notre riche expertise technique et à notre expérience dans la réalisation de projets, nous avons été en mesure de fournir des solutions complètes, depuis la R&D sur les procédés et la fabrication d'essais en petits lots jusqu'à la production de masse, pour les clients de l'aérospatiale, dispositifs médicaux et les applications automobiles hautes performances. Afin de vous faire gagner du temps, nous avons résumé ci-dessous les principales conclusions.
Coulée sous vide ou coulée centrifuge : référence rapide du noyau
| Comparaison des caractéristiques | Coulée sous vide | Coulée centrifuge |
| Principe fondamental | Versage et formage sous vide. | Le formage s'effectue par la force centrifuge créée par la rotation du moule. |
| Précision du processus | Bien. Il peut produire des pièces complexes à parois minces avec de bons détails. | Précision moyenne à faible, adaptée aux pièces simples et axisymétriques. |
| Densité de la microstructure | Élevé mais très sensible aux paramètres du processus. | L'action centrifuge extrêmement élevée crée une microstructure dense sans pores. |
| Propriétés mécaniques | Bon et stable. | Excellentes propriétés mécaniques radiales particulièrement élevées. |
| Applications typiques | Pièces aérospatiales de haute précision, dispositifs médicaux, tête de golf. | Protecteurs, bagues, chemises de cylindre, rouleaux. |
| Matériaux applicables | Grande variété, notamment pour les métaux réactifs comme le titane et le cobalt. | Variété assez large : acier, fonte, alliages de cuivre, alliages d'aluminium, etc. |
| Coûts de production | Élevé (équipements complexes et environnement contrôlé) | Assez faible (équipement et fonctionnement simples) |
| Cycle de production | Temps de production long (avec pompage sous vide) | Court, haute efficacité. |
| Qualité des surfaces | Finition de surface élevée, surface uniforme, faibles défauts d'oxydation. | L'alésage intérieur est de bonne qualité, la surface extérieure peut être usinée. |
Le recours ou non à la coulée sous vide ou à la coulée centrifuge dépend largement de la forme du produit, des spécifications de performances et du type de matériau :
- Là où les conceptions complexes, la haute précision et les pièces actives (telles que alliage de titane implants médicaux) sont nécessaires, le moulage sous vide est une option nécessaire, avec de meilleures performances globales et une réplication précise, bien que plus coûteuse.
- Lorsque les pièces axisymétriques (telles que les chemises de cylindre de moteur) nécessitent une densité de matériau et une résistance mécanique extrêmes, la coulée centrifuge offre un avantage naturel, avec une densité et une dureté de matériau inégalées à moindre coût.
C’est là que LS Precision excelle : nous disposons non seulement d’une gamme complète d’équipements pour les processus haut de gamme, mais nous possédons également une grande expérience des applications.
LS Precision peut analyser de manière adéquate vos besoins en pièces, recommander le processus idéal et même combiner un certain nombre de processus différents si nécessaire pour garantir un équilibre coût-performance maximal.

Pourquoi faire confiance à ce guide ? Expérience pratique des experts LS
Les données présentées ici ne sont pas des spéculations théoriques mais le reflet de notre longue expérience pratique dans le domaine du moulage haut de gamme chez LS Precision. Nous disposons d'un système complet de fusion et de coulée sous vide ( VIM-IC ) et d'une ligne de production de coulée centrifuge entièrement automatisée, et sommes avec succès AS9100D aérospatiale et procédé spécialisé NADCAP certifié.
Autrement dit, nos processus, notre contrôle qualité et les propriétés de nos matériaux suivent toujours les normes les plus élevées au monde. LS Precision fournit toujours des pales en alliage haute température aux plus grands producteurs mondiaux de moteurs d'avion et des implants en alliage de titane biocompatibles moulés avec précision aux plus grands fabricants mondiaux de dispositifs médicaux. Une telle expérience, associée à des audits industriels rigoureux et à une validation de la production à grande échelle, constitue une base solide pour nos bons conseils.
Un client avait besoin, à titre d'exemple, d'unacier inoxydable à haute résistance bague avec une paroi intérieure zéro défaut et une résistance bien supérieure à celle qui peut être obtenue en utilisant moulages . Même si en théorie la coulée sous vide pouvait fournir cela, son coût était prohibitif. Forts de leur expérience, les ingénieurs de LS Precision ont choisi la coulée centrifuge. En intégrant un contrôle avancé du préchauffage du moule, des courbes de vitesse de coulée spécialement optimisées pour des résultats optimaux et un calcul précis de la force centrifuge et des impacts de la gravité sur la solidification de l'alliage, ils ont réussi à éradiquer la ségrégation normale.
Le produit final a non seulement satisfait aux exigences de performance de la coulée sous vide au détriment de la coulée centrifuge, mais a également atteint une densité de paroi intérieure de classe A après inspection par ultrasons.
Comprendre deux processus de pointe en une minute : coulée sous vide ou coulée centrifuge
La coulée sous vide et la coulée centrifuge sont toutes deux des technologies avancées très appréciées dans la fabrication de précision. Ces technologies diffèrent en principe les unes des autres, chacune ayant ses propres avantages.
1. Coulée sous vide :
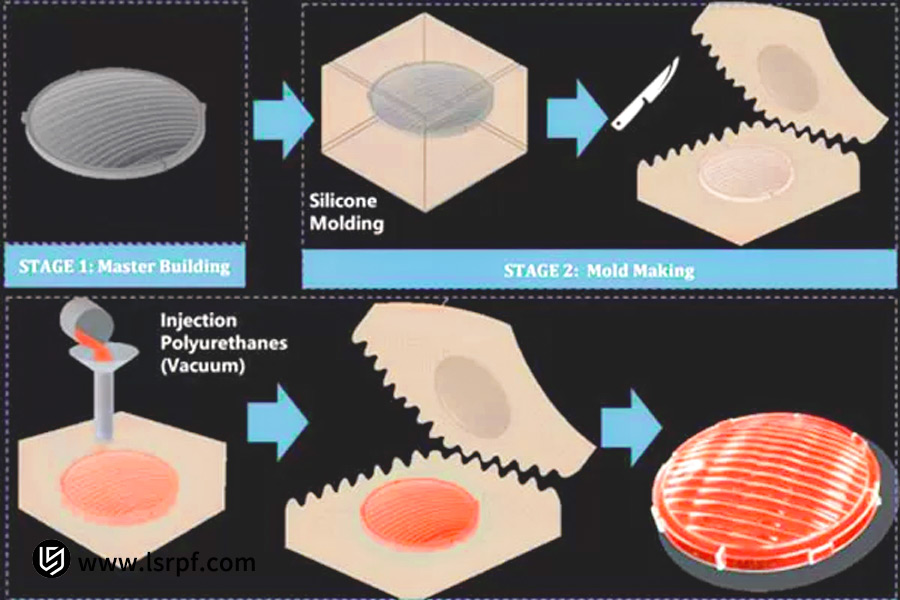
Coulée sous vide consiste simplement à verser du métal en fusion dans un moule sous vide. Ce « vide » évacue efficacement l'air de la cavité du moule, éliminant un grand pourcentage des bulles et des inclusions d'oxydes dans la pièce moulée, obtenant ainsi une précision dimensionnelle et une reproduction des détails extrêmement élevées. Il trouve donc sa meilleure application pour les pièces de précision complexes.
2. Coulée centrifuge :
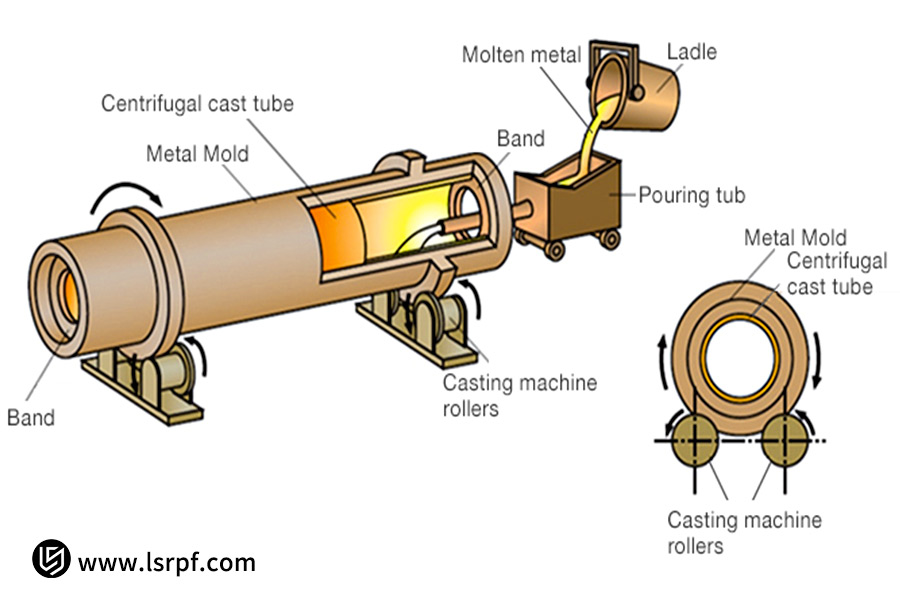
Coulée centrifuge utilise la force centrifuge générée par une rotation à grande vitesse pour couler le métal en fusion contre les parois de la cavité du moule et former la pièce. La forte force centrifuge sert à maintenir intacte la densité de coulée et est donc particulièrement efficace pour produire des formes symétriques telles que des anneaux et des cylindres qui créent des structures internes identiques et de meilleures propriétés mécaniques.
La coulée sous vide est l'option pour une complexité et une précision maximales ; la coulée centrifuge est la meilleure solution pour les pièces cylindriques et annulaires solides et durables. Choisir le bon processus adapté à votre utilisation est la clé d’une production réussie.
Pourquoi sélectionner soigneusement un processus de casting pour votre projet ?
Dans la fabrication de précision, choisir le plus approprié processus de coulée car votre entreprise aux enjeux élevés est une décision stratégique d’une importance cruciale. Il ne s’agit pas simplement de définir la manière dont la production sera réalisée ; il définit réellement l'ADN de votre produit : ses performances finales, son niveau de qualité, sa compétitivité sur le marché et même sa viabilité commerciale.
Le choix du processus approprié est crucial. Peu importe si vous faites du moulage sous vide, en essayant de copier des détails supérieurs, ou du moulage centrifuge, en essayant d'obtenir les meilleures propriétés matérielles, une réplique exacte peut vous fournir :
- Garantie de qualité et de performances : garantit que les composants répondent aux spécifications de propriétés mécaniques, de précision et de fiabilité au moment de la conception et réduisent le risque de défaillance.
- Optimise la rentabilité : fournit le meilleur processus de production en fonction du budget, avec un minimum de gaspillage de matériaux, de main d'œuvre et de post-traitement dû à un processus inefficace.
- Cycle de production maniable : une bonne sélection de processus garantit un calendrier de projet garanti et évite les retards excessifs.
Le choix inverse peut être le talon d'Achille d'un projet. Les conséquences d’un mauvais alignement des processus et des exigences sont fatales et coûteuses :
- L'utilisation de la coulée sous vide pour produire des pièces cylindriques simples, épaisses entraînera des équipements coûteux inutiles et des temps de cycle élevés ;
- Une utilisation inappropriée de la coulée centrifuge pour produire des pièces complexes à parois minces peut entraîner des pièces défectueuses en raison d'un remplissage inadéquat du moule et d'arrêts à froid.
En plus de créer des pertes financières importantes (rebuts, refontes de moules et retards de projet), cela peut également entraîner des performances de produit inférieures aux normes et même une perte de confiance du marché.
Un examen minutieux des exigences et une décision minutieuse entre la coulée sous vide et la coulée centrifuge dès la phase initiale de l'idéation du projet constituent la première et la plus importante étape pour éviter les risques extrêmes et obtenir une valeur extrême du projet.
Coulée sous vide ou coulée centrifuge : la confrontation ultime entre précision et résistance
Lorsque vous comparez la coulée sous vide et la coulée centrifuge, vous choisissez en réalité des « gènes » différents pour votre projet. Les différences dans leurs principes fondamentaux conduisent inévitablement à des différences dans la précision, la stabilité et les applications du produit final. Le tableau suivant présente brièvement les principales différences dans cette confrontation ultime.
| Dimensions des fonctionnalités | Coulée sous vide | Coulée centrifuge |
| Principe fondamental | Le moulage sous vide ou sous pression négative repose sur des différences de pression d'air pour alimenter le moule. | La force centrifuge résultant de la rotation à grande vitesse du moule achève le remplissage et la solidification du métal. |
| Matériaux applicables | Extrêmement large, particulièrement bien adapté aux métaux réactifs tels que les alliages de titane et les alliages haute température ; convient également à l'acier inoxydable et alliages d'aluminium . | Gamme plus large, particulièrement adaptée à l'acier inoxydable, aux alliages de cuivre, à la fonte et à certains alliages d'aluminium. |
| Précision du produit | Extrêmement élevé, généralement CT4-CT6, capable de reproduire avec précision des détails extrêmement fins et des structures à parois minces. | Moyen, généralement CT6-CT8, meilleur pour le contrôle de taille macro, mais pas aussi bien adapté pour reproduire des détails fins. |
| Qualité des surfaces | Excellent. L'environnement sous vide réduit efficacement l'oxydation et les bulles, ce qui donne une surface lisse et cassante et un post-traitement minimal. | Passable : Surfaces intérieures très denses et de haute qualité, mais ayant potentiellement une surface extérieure plus grossière, nécessitant généralement un post-traitement. |
| Densité structurelle | Haut. Les conditions de vide minimisent la porosité et les inclusions de scories, ce qui donne une microstructure uniforme. | Extrêmement. La pression centrifuge applique une pression uniforme sur la matière fondue, ce qui donne une microstructure extrêmement dense, pratiquement sans cavités de retrait ni porosité. |
| Application typique | Formes Pièces tridimensionnelles de forme spéciale extrêmement complexes (par exemple, turbines, chambres et œuvres d'art). | Corps de révolution axisymétriques (par exemple, manchons, bagues, tuyaux et rouleaux). |
| Limites de taille maximale | Limité par la taille du vide du four, convient normalement aux petites et moyennes entreprises moulages de précision . | De grandes pièces cylindriques (telles que des tuyaux de quelques mètres de longueur) peuvent être coulées. |
Dans cette comparaison entre coulée sous vide et coulée centrifuge, il n’y a pas de gagnant universel ; il n'y a que le choix qui correspond le mieux à vos besoins.
- La coulée sous vide est le « roi de la précision », née pour la flexibilité et la complexité des matériaux ;
- La coulée centrifuge est le « roi de la force », construite pour une densité extrême et des formes symétriques.
Connaître la différence entre la coulée sous vide et la coulée centrifuge est essentiel pour faire le meilleur choix.
Comparaison holistique : avantages et inconvénients de la coulée sous vide et de la coulée centrifuge
Pour faire un choix de processus éclairé, vous devez avoir une compréhension globale des avantages et des inconvénients de la coulée sous vide et centrifuge. Le tableau suivant fournit une analyse objective de grande envergure sous diverses perspectives principales pour vous permettre d’avoir une vue d’ensemble.
| Points de comparaison | Coulée sous vide | Coulée centrifuge |
| Qualité des surfaces | Avantages : Excellente surface lisse, faibles défauts d’oxydation |
|
| Porosité interne | Avantages : L'environnement sous vide réduit considérablement la porosité, permettant une structure interne dense. | Avantages : Très bonne, la force centrifuge sépare les gaz et les impuretés, ne laissant pratiquement aucun pore. |
| Précision dimensionnelle | Avantages : Extrêmement élevé, capable de produire des pièces de précision complexes à parois minces. | Inconvénients : Duplication moyenne, très mauvaise de détails complexes dans des structures complexes. |
| Matériaux coulables | Avantages : Large, particulièrement adapté aux métaux réactifs comme le titane et le cobalt. | Inconvénients : Portée courte, plus appropriée pour les aciers alliés courants, l'acier inoxydable, alliages de cuivre , etc. |
| Taille appropriée de la pièce | Inconvénients : Limité par les machines, globalement adapté aux pièces de petite et moyenne précision. | Avantages : Adapté au moulage de grandes pièces cylindriques et tubulaires. |
| Cycle de production | Inconvénients : Long (comprend l'aspiration, le refroidissement, etc.) | Avantages : vitesse de moulage courte et élevée, efficacité de production élevée |
| Coût par pièce | Inconvénients : Élevé (coût élevé des équipements, consommation d'énergie et coûts de processus) |
Avantages : Assez faible, surtout pour les pièces symétriques, avec une très bonne rentabilité. |
| Avantages clés | Excellente précision, bonne gamme de matériaux, très bonne qualité. | Bonne efficacité, faible coût et densité de structure élevée. |
| Inconvénients clés | Cher, temps de cycle long, contraintes de taille. | Restrictions de forme, médiocre état de surface et une flexibilité matérielle limitée. |
Cette analyse approfondie des avantages et des inconvénients de la coulée sous vide et de la coulée centrifuge aboutit à une conclusion définitive :
- Si votre projet nécessite une qualité de surface et une qualité interne très élevées et que la pièce est complexe, est constituée d'un matériau spécial (comme un alliage de titane) et est de petite ou moyenne taille, il convient d'utiliser le moulage sous vide.
- Si vos principales préoccupations sont le coût et l’efficacité, et que la pièce est une masse rotative de base de petite ou moyenne taille, alors la coulée centrifuge sera moins chère.

Coût démystifié : quels sont les facteurs clés affectant les coûts de coulée sous vide et centrifuge ?
Lorsqu’ils déterminent le coût du moulage de précision, les individus ont tendance à adhérer à un stéréotype : le moulage par centrifugation est intrinsèquement faible, tandis que le moulage sous vide est intrinsèquement élevé. La réalité est cependant que le coût d’un composant moulé sous vide et le coût global sont bien plus complexes qu’un exercice impliquant des chiffres ; il s’agit d’un résultat complexe basé sur plusieurs éléments dynamiques.
1. Facteurs clés du coût de la coulée sous vide :
Certains des facteurs les plus importants qui déterminent les coûts de coulée sous vide comprennent :
- Coût des matériaux : les métaux réactifs utilisés (tels que les alliages de titane et de cobalt) sont extrêmement coûteux et constituent le facteur de coût le plus élevé.
- Équipement et consommation d'énergie : les fours à vide et autres équipements sont coûteux à l'achat, et le développement de l'environnement sous vide est consommateur d'énergie, ce qui contribue à une dépréciation et à des coûts d'exploitation extrêmement élevés par pièce.
- Technologie des moules : la précision des moules et les exigences en matière de matériaux sont extrêmement critiques, contribuant à des coûts de production de moules extrêmement élevés.
- Post-traitement : son principal avantage réside dans la qualité extrêmement élevée de l'ébauche de coulée, nécessitant moins d'opérations futures d'usinage, de polissage et d'autres traitements, ce qui réduit considérablement les coûts futurs et les heures de travail.
2. Facteurs clés des coûts de coulée centrifuge :
Affectant principalement coût de coulée centrifuge sont:
- Efficacité de la production : un temps de cycle rapide, une efficacité élevée et un rendement horaire élevé minimisent les coûts fixes par pièce.
- Utilisation des matériaux : pour les produits symétriques, l'utilisation des matériaux est élevée et les rebuts sont moindres.
- Post-traitement : bien que l'intérieur de la pièce moulée soit dense, la surface extérieure doit souvent être retournée pour éliminer l'excès de matière et obtenir une finition lisse, ce qui entraîne des coûts de traitement supplémentaires et une perte de matière.
Les prix unitaires des deux procédés ne sont pas comparables :
- La coulée sous vide peut sembler coûteuse à l'unité pour des pièces extrêmement complexes, mais elle possède un rendement total très élevé et des caractéristiques de forme proche de la valeur nette qui finissent par permettre d'économiser beaucoup d'argent et de temps en post-traitement, réduisant peut-être le coût total du processus.
- Pour les pièces simples en rotation, la coulée centrifuge est certainement la plus économique. Une précision précise coût de casting L'estimation doit être basée sur une analyse exhaustive des spécifications techniques globales de la pièce.

Quels sont les principaux domaines d’application de la coulée sous vide et de la coulée centrifuge ?
Dans la fabrication haut de gamme, la coulée centrifuge et la coulée sous vide sont deux procédés phares, répondant aux besoins spécifiques de nombreuses industries grâce à leurs caractéristiques hautes performances. Leur utilisation en fonderie est largement concentrée dans les secteurs suivants :
1. Aérospatiale :
L'industrie exige des matériaux aux caractéristiques extrêmement élevées. La coulée sous vide est utilisée pour produire alliage de titane et des pales et carters de moteur en alliage résistant à la chaleur avec des composants sans oxydation et à faible porosité. La coulée centrifuge est idéale pour produire des composants rotatifs symétriques tels que des anneaux de moteur.
2. Automobile :
L’industrie donne la priorité à la fiabilité et à la durabilité. Coulée industrielle par centrifugation les fournisseurs ont tendance à utiliser ce procédé pour produire en série des composants en fonte résistant à l'usure, tels que des chemises de cylindre de moteur et des disques de frein. La coulée sous vide est utilisée pour les composants légers en alliage d’aluminium destinés aux véhicules hautes performances.
3. Médical et dentaire :
Biocompatibilité et précision maximales. Les opérations de coulée sous vide jouent un rôle crucial dans la production de prothèses artificielles, de ponts dentaires et de couronnes en alliage de cobalt-chrome et de titane, garantissant des moulages propres et précis répondant aux normes médicales.
4. Machines énergétiques :
Les conditions de travail difficiles exigent que les matériaux soient capables de résister à des pressions et des températures élevées. La coulée centrifuge est utilisée pour produire de gros tuyaux et chemises de cylindre en alliage, et la coulée sous vide est utilisée pour les composants critiques tels que les aubes de turbine à gaz.
5. Expérience réussie et capacité de personnalisation de LS Precision :
En tant que fournisseur leader de services de coulée sous vide et une usine de coulée centrifuge, le principal argument de vente de LS Precision réside dans sa personnalisation étendue. Tirant parti d'une compréhension exhaustive de tous les types de normes industrielles, nous fournissons des solutions complètes depuis le choix des matériaux et l'optimisation des processus jusqu'à la finition, afin que nos clients reçoivent des pièces moulées fiables et de haute performance.
La coulée sous vide et la coulée centrifuge sont des processus de production haut de gamme qui font partie intégrante de la fabrication haut de gamme. Choisir un partenaire possédant une expertise technique et une vaste expérience en matière d'applications, tel que LS Precision, peut améliorer la qualité et la compétitivité de vos produits.

Matériaux de coulée sous vide et centrifuge : au-delà de l’aluminium et du zinc
La plupart des individus s'attendent généralement à ce que les possibilités de moulage de matériaux soient limitées au zinc et à l'aluminium. Le désir de l’industrie moderne de disposer de pièces aux performances ultra-élevées a créé une gamme plus large d’applications pour les matériaux d’ingénierie. Les capacités techniques de LS sont bien plus étendues que cela. Nous disposons d'une vaste bibliothèque de matériaux et de connaissances en matière de processus pour travailler avec une large gamme d'alliages spéciaux hautes performances. Au-delà des possibilités matérielles courantes :
1. Moulage en alliage de magnésium :
Moulage en alliage de magnésium est le choix optimal pour obtenir un poids ultra-léger. Sa densité réduite par rapport à l'aluminium et sa résistance spécifique et sa rigidité supérieures le rendent particulièrement adapté aux composants mobiles sensibles au poids dans l'aérospatiale, électronique grand public , et les marchés de l'automobile de luxe.
2. Moulage en alliage de cuivre :
Moulage d'alliage de cuivre est une technologie importante lorsque les besoins des applications nécessitent une conductivité thermique et électrique plus élevée ou une résistance à la corrosion. Le moulage en alliage de cuivre est largement utilisé dans les bagues d'extrémité des moteurs, les radiateurs, les vannes haute pression et les produits marins, offrant des performances inégalées.
3. Moulage en acier inoxydable :
Moulage en acier inoxydable fournit la solution parfaite pour les pièces structurelles hautes performances nécessitant une résistance, une dureté et une excellente résistance à la corrosion. Qu'il soit utilisé dans des dispositifs médicaux, des machines alimentaires ou des produits chimiques, il garantit une fiabilité constante et durable.
LS Precision possède une vaste expérience dans le moulage de ces matériaux uniques. Nous connaissons parfaitement la nature de chaque matériau et, grâce à un contrôle strict du processus de coulée sous vide ou centrifuge, nous rendons les pièces moulées en alliage de magnésium non oxydantes et non brûlantes, les pièces moulées en alliage de cuivre denses et sans défauts, et les pièces moulées en acier inoxydable avec des performances stables.
Avec LS Précision , vous pouvez accéder à une base élargie de matériaux d'ingénierie, notamment des alliages de magnésium, des alliages de cuivre et de l'acier inoxydable, pour obtenir une liberté de conception de nouveaux produits et réaliser des percées en termes de performances, depuis l'allègement jusqu'à la fonctionnalité et la durabilité.
Étude de cas LS : le moulage sous vide résout le défi de la légèreté et de la résistance des drones haut de gamme
La résistance structurelle et l'allègement constituent un dilemme central dans l'industrie manufacturière des drones de luxe, en particulier dans le cas des pièces porteuses , où les approches traditionnelles ne parviennent pas à parvenir à une harmonie entre les deux. C'est précisément ce que LS Precision Manufacturing, un leader producteur de coulée sous vide , excelle dans la résolution.
1. Défi difficile rencontré par le client :
Un célèbre fabricant d'UAV haut de gamme a été confronté à un défi lors de la conception de son produit de nouvelle génération : un connecteur d'aile essentiel. Le composant présente une géométrie polyvalente et possède des parois extrêmement fines, mais doit résister à d'énormes charges de vol. Le client avait besoin de réaliser une réduction de poids extrême avec une résistance et une rigidité extrêmement élevées.
Les défauts internes tels que les pores et le retrait doivent être complètement éliminés pour éviter qu'ils ne deviennent des sites d'initiation de fissures de fatigue conduisant à une défaillance catastrophique. Coulée traditionnelle et méthodes d'usinage ne pouvait pas répondre en même temps à ces exigences strictes.
2. Solution innovante de LS Precision :
Face à ce défi, l'équipe de production de LS Precision a réagi rapidement et a décidé d'appliquer des technologie de coulée sous vide . L'équipe a utilisé un alliage d'aluminium de la série 7 à haute résistance en raison de son rapport résistance/poids extrêmement élevé. La coulée sous vide évite efficacement l’oxydation de la matière fondue et l’entraînement de gaz, garantissant ainsi la pureté du métal en fusion et la capacité de remplir le moule.
De plus, l'équipe a modélisé et conçu avec succès le système de refroidissement du moule avec la capacité de solidification directionnelle, évitant complètement le risque de cavités de retrait internes et garantissant une densité de coulée extrêmement élevée.
3. Résultats et valeur exceptionnels :
Enfin, le L'équipe LS réussi à produire un connecteur d'aile répondant pleinement aux spécifications. Après des tests rigoureux auprès des clients, la pièce était jusqu'à 25 % plus légère que le composant d'origine, tout en répondant à toutes les exigences de performances mécaniques. Notamment, après des tests non destructifs, la qualité interne du composant a atteint une note « A » sans défaut, sans défaut.
Non seulement cela a permis au produit drone du client d'obtenir de bonnes performances de mise à niveau et d'améliorer directement la compétitivité sur le marché, mais il a également pleinement démontré l'excellente capacité technique et la valeur professionnelle de LS Precision Manufacturing dans la résolution de problèmes d'ingénierie complexes.

Du moulage au produit fini : LS fournit des services de post-traitement et d'usinage de précision
Dans la fabrication de précision, un moulage de bonne qualité n'est que le début. De nombreux clients ont besoin d'un produit fini sans défaut, prêt à être assemblé, et c'est là que l'avantage des services de fabrication à source unique de LS entre en jeu.
1. Usinage de précision :
En tant que partenaire de fabrication fiable, LS Precision reconnaît que l'usinage de précision est essentiel pour garantir la performance ultime des composants. Par conséquent, nous possédons des avancées Usinage CNC centres à moulin de précision , tourner et percer les pièces moulées, en maintenant strictement chaque dimension critique et chaque tolérance conformément aux spécifications du dessin, obtenant ainsi une conversion précise de la pièce moulée au produit final.
2. Services de traitement de surface :
En dehors de cela, pour répondre aux exigences des produits en matière d'apparence, de durabilité ou de propriétés spéciales, LS Precison propose une gamme complète traitements de surfaces . De l'ébavurage et du ponçage mineurs au polissage de haute précision, à la galvanoplastie, anodisation (par exemple, améliorer la résistance à l'usure et à la corrosion) et la peinture, nous effectuons toutes ces tâches avec efficacité. Ceux-ci font partie de notre processus de production, garantissant une qualité constante et une livraison dans les délais.
Avec LS Precision, vous n'avez plus besoin de planifier la fonderie avec le fabricant. Nous nous occupons de tout, des matériaux et du moulage à l'usinage de précision et au traitement de surface, avec notre véritable fabrication à guichet unique. Cela réduit considérablement vos coûts et votre temps de gestion, et vous recevez un produit final pleinement qualifié.
FAQ
1. Le moulage sous vide peut-il remplacer complètement le moulage sous pression ?
Non. La coulée sous vide présente de grands avantages en termes de coût et de flexibilité dans la production de prototypes ou de pièces finales en petits lots et très complexes. Cependant, pour la production en série de structures relativement simples, moulage sous pression présente toujours des avantages considérables en termes de coût et d’efficacité par unité. C’est donc un complément idéal au moulage sous pression de production de masse, mais pas un remplacement.
2. Pourquoi les pièces moulées par centrifugation sont-elles plus sujettes au retrait ?
Bien que la force centrifuge puisse être utile pour l'alimentation par retrait du métal en fusion, la solidification est plus compliquée pour les alliages présentant une large plage de températures de solidification. Un contrôle inefficace des paramètres de processus les plus cruciaux tels que la vitesse de rotation et la température de coulée prolongera le mouvement des scories et des impuretés vers la surface libre, ce qui entraînera un retrait insuffisant et concentrera finalement les défauts de retrait dans la zone du diamètre intérieur (axial). Pour éviter cela, un contrôle précis du processus doit être effectué.
3. Quelle est la taille maximale des pièces moulées sous vide que LS Precision peut produire ?
La dernière capacité de coulée sous vide de LS Precision peut accueillir des pièces d'une surface projetée maximale de 0,5 mètre carré. Il s'agit de la gamme de tailles qui répond le mieux aux besoins de fabrication de la plupart des composants de structure de précision de petite et moyenne taille utilisés dans le aérospatial , les industries médicales et électroniques grand public haut de gamme, telles que les bras de drones, les boîtiers de dispositifs médicaux et les dissipateurs thermiques complexes.
4. Quelle est la rugosité de surface typique des pièces moulées que vous livrez ?
Grâce à l'utilisation de moules en silicone de haute qualité et d'un processus de coulée sous vide sous contrôle de précision, LS Precision livre généralement des pièces moulées avec une finition de Ra 3,2 ou mieux. Ce degré de qualité signifie que la surface de coulée est parfaitement plane, réduisant ainsi la quantité de matériau et les coûts requis pour la finition en aval (par exemple, usinage CNC). Certaines surfaces peuvent même être utilisées telles quelles.
Résumé
La coulée sous vide avec une précision et une densité élevées est la mieux adaptée à la production de composants haut de gamme de haute précision ; la coulée centrifuge , en revanche, est mieux adaptée aux composants résistants à l'usure et à la pression pour les masses rotatives symétriques. Il est essentiel de comprendre les caractéristiques, le profil de coût et les limites d’utilisation de chaque processus afin de réussir la conception et la fabrication du produit.
Si vous avez besoin d'un fournisseur de coulée centrifuge pour votre projet ou d'une assistance technique d'un fournisseur établi fabricant de fonderie sous vide , n'attendez plus ! Vous pouvez télécharger un dessin de pièce ou développer vos besoins en détail. LS Precision vous assure de fournir une analyse professionnelle du processus, une suggestion de faisabilité et un devis initial clair dans les 24 heures .
Téléchargez vos dessins de conception maintenant et obtenez un instant devis de fonderie de métal (prix du moulage du métal), laissez LS être votre soutien solide dans la poursuite de la précision ultime du moulage du métal !
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
L'équipe LS
LS est une entreprise leader dans son secteur Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC, Fabrication de tôles, l'impression 3D, moulage par injection, Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisir Technologie LS Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com


