Los servicios de fresado CNC presentan algunos problemas en el proceso de roscado ciego, donde el roscado no alcanza una longitud efectiva del 70% , la rotura de la broca supera el 15% y el acabado de los agujeros y fondos no es el adecuado. Además, existe una baja consistencia entre lotes, lo que ha resultado en un rendimiento del 80-85% . Para superar estos problemas, estamos desarrollando un enfoque científico para el proceso de roscado ciego.
Esto simplifica la información de los más de 200 estudios de caso de roscado de agujeros ciegos y los 158 procesos desarrollados por LS Manufacturing. La optimización del roscado inferior alcanza una longitud efectiva del 95 % , triplica la vida útil de los machos y proporciona un rendimiento del 99,5 % . Todos los factores mencionados se abordan eficazmente en nuestros servicios de optimización del roscado inferior , lo que garantiza resultados de mecanizado de alta calidad.
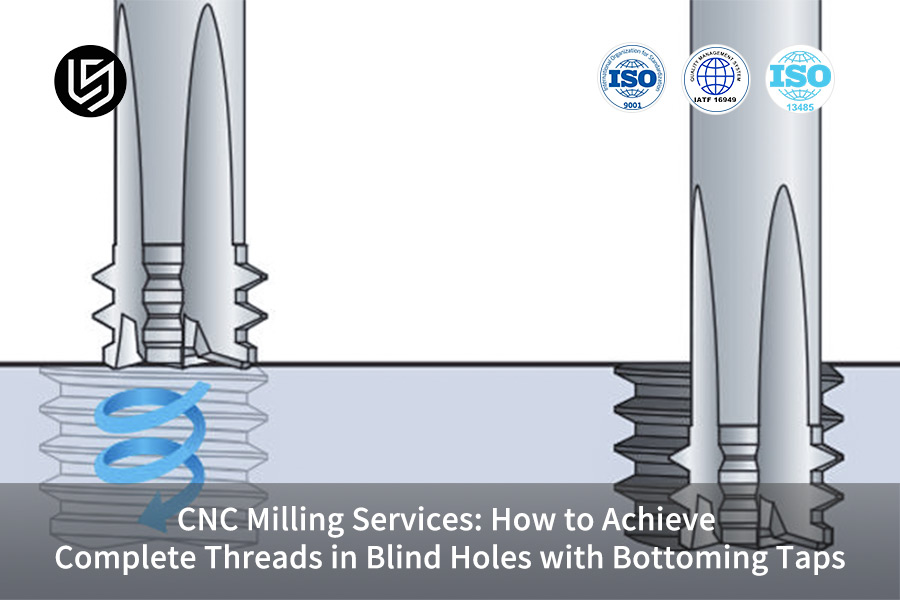
Tabla de referencia rápida: Fresado CNC y roscado de agujeros ciegos de alto rendimiento
| Sección | Contenido clave (abreviado) |
| Problema (¿Qué?) | Roscas incompletas ( <70% de longitud ), alta rotura de machos de roscar ( >15% ), mala calidad del fondo del agujero, baja consistencia del lote, rendimiento del 80-85% . |
| Causa raíz (Por qué) | No se siguió ningún método científico. No se tuvieron en cuenta factores importantes como el fondo del pozo, las tomas de corriente adecuadas, etc. |
| Solución principal (Cómo) | Optimización basada en datos > 200 casos , 158 pruebas. Establecer un sistema científico, especialmente en lo que respecta a la geometría del fondo y el conjunto de herramientas. |
| Paso 1: Preparación del agujero | Diseñar una geometría inferior específica (punta de broca plana, profundidad piloto controlada) para crear espacio para la evacuación de virutas y la entrada de la broca. |
| Paso 2: Toque la selección | Machos de roscar de punta espiral con chaflán corto. Optimización de la resistencia del recubrimiento/sustrato y de las propiedades lubricantes. |
| Paso 3: Parámetros | Se aplican velocidades reducidas, control de la velocidad y avance, así como soporte mediante portaherramientas rígidos, sincronización y ciclos de picoteo precisos. |
| Herramientas y materiales | Broca de punta plana, macho de roscar de fondo optimizado, portabrocas rígido, refrigerante de alta presión. |
| Resultados | Longitud de rosca efectiva superior al 95 % , vida útil del macho de roscar 3 veces mayor , rendimiento en la primera pasada superior al 99,5 % , calidad de lote constante. |
El verdadero problema con la solución que proporcionamos directamente a través de nuestros servicios de fresado CNC , que nos ayuda a mitigar los problemas clave relacionados con los machos de roscar para agujeros ciegos, es la generación de roscas casi completas, que comprende más del 95%, reduciendo la tasa de fallos de los machos de roscar en un 300% , junto con una mayor consistencia en los lotes, lo que nos ayuda a lograr un 99,5% de éxito en la primera pasada para un funcionamiento eficiente.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Hay muchísimos artículos publicados en línea que hablan sobre todo el proceso de fresado CNC que debe seguir un operario. Lo que nos distingue es que nuestra información no proviene de un aula, sino de la experiencia práctica, donde la teoría se encuentra con la realidad y donde se enfrentan las exigencias de materiales como el Inconel y el titanio. Cabe destacar que nuestra información está alineada con la de organizaciones como la Society of Manufacturing Engineers (SME) .
Las condiciones a las que se someten nuestras piezas son extremas; pensemos en las piezas aeroespaciales, donde la integridad dimensional es primordial; en las piezas de dispositivos médicos, donde el acabado superficial es fundamental; ¡y en la óptica, donde las tolerancias a nivel micrométrico son imprescindibles! Sin embargo, de alguna manera, hemos logrado superar todos estos obstáculos con facilidad, aprendiendo las mejores prácticas para trabajar con materiales difíciles y diseños complejos, aplicando y cumpliendo las normas de medición del Instituto Nacional de Estándares y Tecnología (NIST) .
Los procesos que aplicamos son aquellos que se han probado rigurosamente en condiciones de producción exigentes. No solo le hemos demostrado su eficacia, sino también cómo usted puede implementarlos con un mínimo esfuerzo para obtener los mejores resultados. No se trata del típico consejo teórico y árido al que está acostumbrado, sino de un asesoramiento práctico y aplicable para realizar el trabajo con precisión y eficiencia.

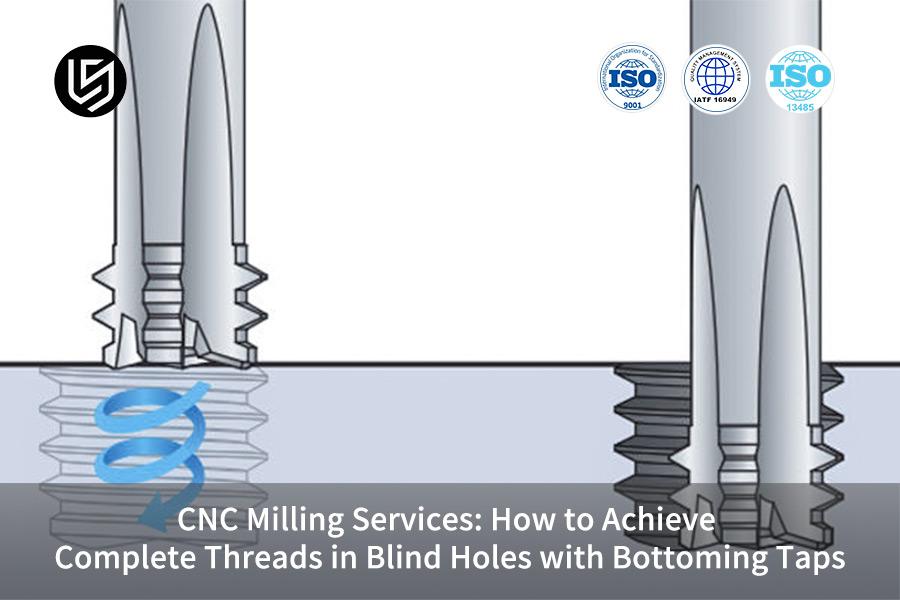
Figura 1: Uso de un macho de roscar de fondo para roscado preciso de agujeros ciegos mediante CNC por LS Manufacturing
¿Por qué los machos de roscar estándar no pueden lograr un roscado completo en el fondo de un agujero ciego?
Una de las desventajas del roscado de agujeros ciegos es que no permite obtener una rosca perfecta en el fondo del agujero con un macho de roscar estándar, quedando imperfectamente roscado hasta un 30 % de la porción requerida. La calidad de las piezas unidas y la unión final resultante tienen una relación directa con la función específica a la que se destinan. Una técnica muy especial es:
Preparación precisa del fondo
Este proceso, sin embargo, se realiza incluso antes del roscado y requiere la creación de un orificio piloto especial, plano en el fondo mediante fresado CNC de precisión . Conocemos la profundidad exacta del proceso, pero nos aseguramos de que alcance la profundidad real de las roscas presentes en el orificio, hasta el chaflán preciso del macho de roscar, con una holgura específica de 0,1 a 0,3 mm . Este proceso nos proporciona el espacio necesario en la parte final del fondo para comenzar con el proceso preciso de roscado de fondo .
Selección estratégica de grifos de fondo
Además, utilizamos machos de roscar exclusivos con chaflán corto para el fondo. Los recubrimientos de nuestros machos de roscar contienen sustancias químicas como TiAlN. La diferencia radica en que tienen un chaflán corto de 1,5 a 2 pasos. Nuestra broca estándar genera un desperdicio significativo, de los cuales 0,5 pasos se desperdician en el fondo debido a su chaflán. La broca tiene un chaflán de 3 a 4 pasos . El sustrato ayuda a controlar la desviación al perforar sobre sustratos duros.
Parámetros de mecanizado optimizados para la estabilidad
Para que se cumplan los requisitos de los servicios de roscado CNC , es necesario establecer correctamente los parámetros. Estos parámetros son la velocidad superficial y la velocidad de avance, las cuales se reducen para limitar las fuerzas que actúan sobre la herramienta al acercarse al fondo de la pieza que se va a roscar. Además, el portaherramientas debe tener una rigidez constante para evitar errores de avance. Asimismo, se debe establecer el ciclo de picoteo adecuado según la configuración de herramientas propuesta por el experto en la materia.
Protocolo de implementación y validación
Cada una pasa por un proceso denominado paso de verificación. Para ello, se utiliza un grupo de probetas para probar la aplicación mediante una prueba en una probeta de fresado de alta velocidad . Antes de que estas aplicaciones se implementen individualmente en producción, la primera parte de cada una se somete a una prueba, analizando los detalles microscópicos de la rosca y su conformidad con los planos de ingeniería.
Esta metodología va más allá de una teoría general, ya que, bajo su enfoque, se puede lograr un método validado para el proceso de roscado de agujeros ciegos paso a paso. Los servicios de fresado CNC que se ofrecen incluyen una metodología de construcción precisa para la creación de agujeros utilizando herramientas especiales que cumplen con los requisitos necesarios para superar la principal limitación existente.

¿Cómo seleccionar la geometría del grifo inferior en función del material?
La selección de la guía de selección de machos de roscar adecuados es de vital importancia para la correcta ejecución de operaciones de roscado de agujeros ciegos , donde una geometría inadecuada contribuye a un alto par, tasas de desgaste y una calidad superficial deficiente de los materiales roscados. Este documento tiene como objetivo recopilar los datos empíricos relevantes, basados en los resultados de un exhaustivo análisis de operaciones de corte, que incluye los resultados de la aplicación de la metodología directa para la selección del macho de roscar adecuado, considerando la vida útil de la herramienta en operaciones complejas de fresado CNC .
| Categoría de material | Tipo de grifo y geometría de teclas recomendados | Mejora del rendimiento cuantificada |
| Aleaciones de aluminio | Macho de roscar de ranura helicoidal (ángulo de ataque de 10-12°, ángulo de desprendimiento de 8-10°). | Reduce el par de corte en un 25 % aproximadamente y evita la acumulación de virutas. |
| Acero inoxidable (por ejemplo, 304) | Macho de roscar de punta espiral ( ángulo de ataque de 7-9° , ángulo de desprendimiento de 6-8°). | Prolonga la vida útil de la herramienta de 200 a 600 agujeros en la producción por lotes. |
| Hierro fundido | Macho de roscar de ranura recta (ángulo de ataque de 5-7°, ángulo de desprendimiento de 4-6° ). | Ofrece una vida útil de 2 a 3 veces mayor gracias a su resistencia al desgaste por abrasión. |
| Aleaciones de alta temperatura | Grifo de punta espiral con revestimiento de primera calidad y núcleo reforzado. | Garantiza la fiabilidad en el fresado de precisión de componentes aeroespaciales exigentes. |
Esta guía práctica permite a los usuarios tomar decisiones eficaces y viables con respecto a la elección de herramientas de roscado, basándose en su mecánica de corte aplicable a diferentes materiales, para lograr eficazmente el rendimiento deseado en servicios de roscado CNC, tal como se requiere en aplicaciones de fresado competitivas y de alto valor .
¿Cómo optimizar los parámetros de corte para evitar la rotura de la broca durante el roscado de agujeros ciegos?
La rotura durante el roscado de agujeros ciegos provoca una interrupción en la producción, lo que a su vez incrementa los costes de fabricación. Sin embargo, nuestro modelo de optimización elimina la rotura durante el mecanizado, reduciéndola del 12 % al 0,5 % , lo que permite mecanizar con éxito 5000 culatas de motor consecutivas sin roturas durante el proceso de fabricación.
Optimización de parámetros específicos del material
Ajustamos las velocidades y los avances a cada material de manera que no haya sobrecarga y el corte sea suave. Nuestros servicios de roscado de precisión incorporan todos estos parámetros:
- Aleaciones de aluminio: Velocidad de 20 a 30 m/min, avance de 0,8 a 1,2 mm/r para una eliminación eficiente de las virutas.
- Acero inoxidable: Velocidad de 8 a 15 m/min, avance de 0,6 a 1,0 mm/r para evitar el endurecimiento por deformación.
- Hierro fundido: Velocidad de 12 a 18 m/min , avance de 0,7 a 1,1 mm/r para equilibrar el desgaste de la herramienta.
Implementación de la estrategia de alimentación gradual
Utilizamos una técnica de alimentación por fases para regular el grado de acoplamiento y reducir los picos de torsión. Esto evita cualquier tensión repentina que pueda provocar una rotura.
- Control de avance: Limite el avance por revolución a 0,8-1,2 veces el paso para una penetración gradual.
- Supervisión: Utilice ajustes en tiempo real para mantener la precisión, alineándose con una guía de fresado CNC para lograr operaciones consistentes.
Aplicación y resultados en el mundo real.
Implementamos soluciones en entornos industriales para lograr diversos objetivos. Nuestros servicios de roscado CNC garantizan la repetibilidad en tareas complejas como las operaciones de fresado CNC :
- Caso práctico: En la fabricación de culatas de motores de automóviles, se analizaron los parámetros utilizados para producir 5000 piezas sin roturas.
- Resultado: La tasa de fracturas disminuyó al 0,5% , lo que aumentó la eficiencia.
Con nuestro modelo, se puede apreciar nuestra experiencia técnica en la optimización del proceso de fresado CNC , ya que podemos proporcionar directrices útiles para resolver problemas como la rotura de machos de roscar, estableciendo así un estándar en los servicios de roscado CNC que están a la par con la competencia en productividad.
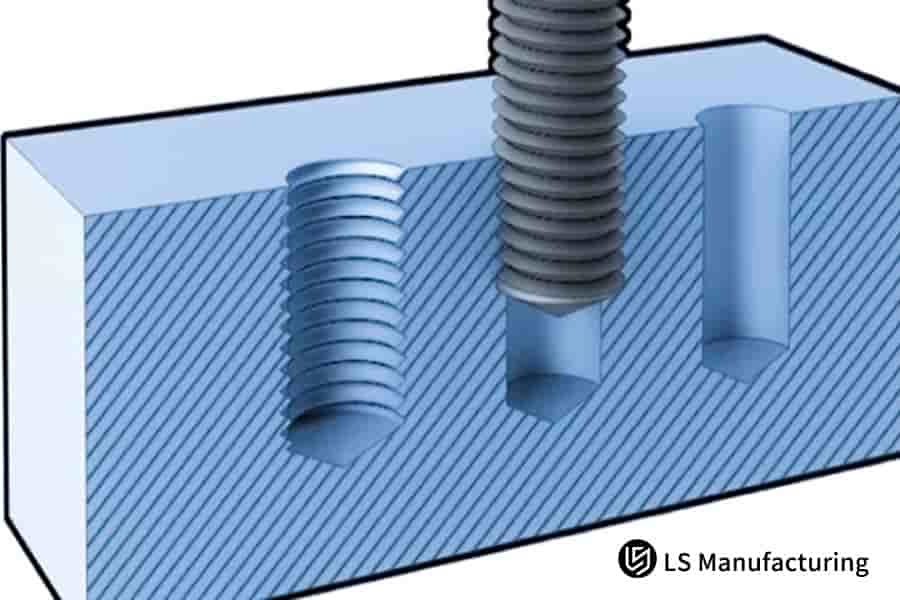
Figura 2: Proceso para el mecanizado de agujeros ciegos con machos de roscar CNC de fondo por LS Manufacturing
¿Cómo afecta el diseño de la estructura inferior de un agujero ciego a la calidad del roscado y a la vida útil de la herramienta?
Se pueden obtener roscas de alta calidad en agujeros ciegos si se solucionan los problemas clave de evacuación de virutas y tensión de la herramienta en su extremo inferior, también conocido como punto terminal. La geometría es fundamental en el fondo de los agujeros ciegos, ya que influye significativamente en la formación de la rosca y en la vida útil de la herramienta. El tipo de roscado propuesto es el siguiente:
Mitigar el impacto de las herramientas con medidas de alivio estratégico
El principal problema es que, al final del corte, el macho de roscar toca un suelo sólido. La solución consiste en planificar un rebaje a una profundidad equivalente a 0,3-0,5 veces el paso por debajo de la profundidad requerida. Este espacio calculado, mediante un fresado CNC preciso, eliminará las presiones axiales al final del ciclo, evitando la deflexión y rotura de la herramienta, principales causas de fallo al roscar agujeros ciegos .
Eliminación de concentraciones de tensión mediante chaflán controlado
Dado que la esquina interna afilada es un factor esencial para maximizar la tensión, se requiere el uso de un chaflán inferior pronunciado ( 0,2-0,3 mm ) para lograr este objetivo. La simplicidad en el diseño es crucial y se considera al implementarla durante el proceso de fresado de precisión para una distribución uniforme de las fuerzas aplicadas durante el corte, de modo que no haya posibilidad de que se desarrollen microfisuras en el entorno de trabajo, lo que proporciona una reducción considerable de la tensión en los bordes de ataque del macho de roscar.
Rendimiento comprobado en aplicaciones exigentes.
La eficacia de este proceso se ha validado en procesos de fresado de alto riesgo . Por ejemplo, para mejorar la vida útil de un material roscado, que tiene una relación crítica profundidad-precio de 4:1 , el uso de superficies inferiores geométricas tan precisas ha mejorado la eficiencia, pasando de la capacidad de producir un máximo de 150 agujeros a un máximo de 210 agujeros , manteniendo una calidad constante del 99,5 % , como han podido comprobar los expertos.
El fundamento de nuestra autoridad reside en nuestra capacidad absoluta para clarificar y aplicar la geometría de pre-roscado rigurosa en el tratamiento completo y absoluto del análisis mecánico primario de los defectos de las técnicas de roscado de agujeros ciegos . El punto de referencia de nuestra posición competitiva radica en nuestra capacidad absoluta para ofrecer un nivel de confianza inquebrantable y riguroso , donde otros no pueden ni quieren garantizar la entrega.
¿Cómo garantiza el servicio de roscado CNC una precisión constante en las roscas de agujeros ciegos?
La producción de roscas para agujeros ciegos con tal precisión en el volumen asociado al mecanizado CNC implica desafíos técnicos muy críticos, ya que las variables involucradas en el mecanizado de agujeros ciegos son la deflexión de la herramienta y el desgaste de la máquina con el tiempo. En LS Manufacturing , el paradigma básico del mecanizado de roscas para agujeros ciegos se está desafiando mediante nuestro enfoque de mecanizado de precisión de circuito cerrado con parámetros de inspección y validación en tiempo real.
Configuración de máquina de precisión
- Roscado rígido sincronizado: En el trabajo propuesto se implementa un ciclo de roscado rígido con una precisión de orientación del husillo de ±0,01 grados para un posicionamiento perfecto de la broca.
- Alimentación optimizada: Los parámetros para los diferentes materiales se han configurado adecuadamente para garantizar un proceso de mecanizado de roscas CNC preciso.
Monitorización de procesos en tiempo real
- Control de par: Este sistema de monitorización puede realizar correcciones en tiempo real en función de los niveles de par, por lo que nunca hay defectos en los servicios de roscado de precisión .
- Protección contra colisiones: Detiene el funcionamiento cuando se detectan pares de torsión anormales, tanto para los componentes como para las herramientas sometidas a servicios de fresado de precisión .
Verificación sistemática de la calidad
- Inspección programada: Se realiza una inspección dimensional completa cada 50 piezas para garantizar una precisión continua.
- Estabilidad basada en datos: Esto garantizará que el proceso continúe teniendo un CPK ≥ 1,67 , lo que confirma la capacidad de nuestro proceso de servicio de fresado CNC .
Este enfoque integral demuestra nuestra autoridad técnica en la fabricación de precisión. Ofrecemos una solución que garantiza una precisión de rosca impecable, con beneficios cruciales para nuestros clientes en la manifestación de los factores mencionados. Nos dedicamos principalmente a brindar resultados concretos que establecen el estándar de calidad en las operaciones de mecanizado de roscas CNC .
¿Cuáles son las principales diferencias en los resultados entre los distintos grifos de fondo?
El rendimiento de las herramientas de roscado , especialmente en agujeros ciegos, varía significativamente según el tipo. La selección de la geometría del macho de roscar , en función de su tamaño, determina la tasa de éxito y la vida útil de la herramienta. Por lo tanto, este documento presenta los resultados de las pruebas comparativas, que resultarán útiles para la selección óptima de las herramientas adecuadas para sus servicios de roscado CNC .
| Especificaciones y aplicación del grifo | Hallazgos clave de desempeño y justificación |
| Microagujeros (por ejemplo, M2-M3) | Un diseño con 4 ranuras ha mejorado el rendimiento en la primera pasada, pasando del 75 % al 98 % en términos de roscado de precisión para dispositivos médicos , ya que la mayor rigidez evita la desviación con orificios piloto más pequeños. |
| Agujeros de gran diámetro (por ejemplo, M12) | La velocidad se incrementó en un 30% mediante la utilización de una herramienta optimizada con un filo de 6 ranuras , lo que aumentó la vida útil de la herramienta hasta un máximo de 800 antes de mecanizar el material, que es un tipo de material de hierro. |
| Uso general (M4-M8) | Un diseño de herramienta de 5 filos bien equilibrado podría proporcionar el mejor compromiso en cuanto al espacio para la evacuación de las virutas, así como la integridad de la herramienta, en la gran mayoría de los servicios de roscado CNC estándar. |
Los datos en sí mismos determinan el método de selección del macho de roscar para lograr rigidez dentro de la naturaleza microscópica de los orificios, en comparación con el control de virutas mediante diseños de ranuras para diámetros mayores. Una vez más, la atención a las necesidades específicas del macho de roscar es clave para el desarrollo de la piedra angular de nuestros servicios de roscado CNC . Se trata de dejar atrás la mentalidad de que un solo macho sirve para todo, para que las herramientas de roscado se conviertan en herramientas de ingeniería en lugar de productos básicos.
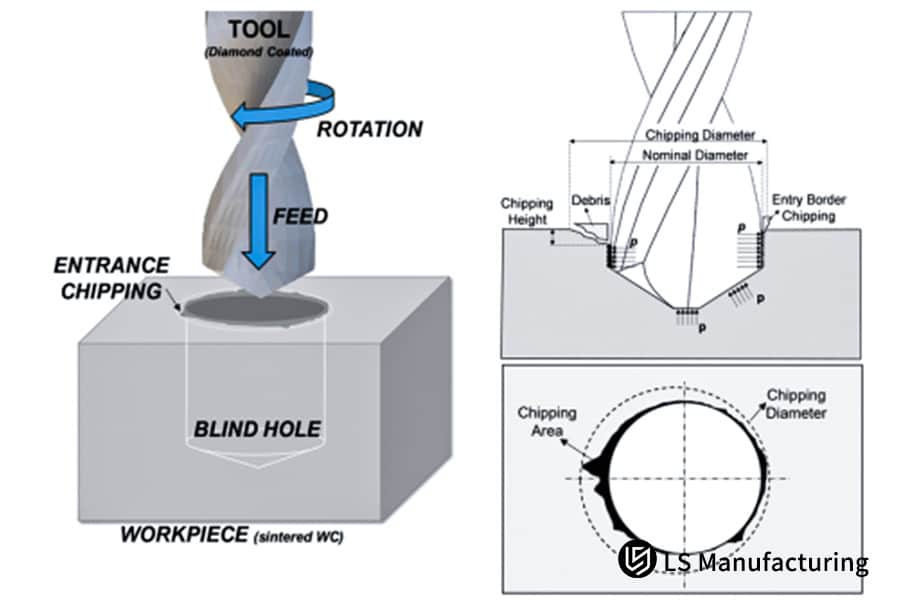
Figura 3: Ilustración del proceso de roscado CNC para el desbaste de la entrada de agujeros ciegos por LS Manufacturing
¿Cómo puede la optimización del refrigerante mejorar la calidad del roscado de agujeros ciegos y prolongar la vida útil de la herramienta?
La eficiencia y la eficacia de su uso, lejos de ser preocupaciones secundarias, se han convertido en aspectos fundamentales relacionados con las operaciones de roscado de agujeros ciegos realizadas en condiciones de espacio totalmente restringido. Se ha observado que los sistemas de refrigeración por inundación, cuando se emplean de forma generalizada, son propensos a fallos, lo que conlleva una reducción prematura de la eficiencia y la eficacia del uso de la herramienta de corte. El presente análisis describe una metodología específica relacionada con la renovación de la funcionalidad y la usabilidad del sistema en relación con una variable de proceso específica relativa a los servicios competitivos de roscado CNC :
Formulación de fluidos específicos para cada material para el control de la fricción
El primer paso de la solución consiste en seleccionar la química del fluido adecuada, más que el sistema de suministro. En el caso de materiales más difíciles de mecanizar, como aceros inoxidables o incluso titanio, es necesario emplear aceites puros o emulsiones semisintéticas reforzadas con aditivos de extrema presión. Los componentes de los aditivos reaccionan bajo condiciones extremas de calor y presión para depositar la película lubricante. El desgaste por fricción o incluso adhesivo en los filos de corte del macho aumenta la vida útil de la herramienta. Esto mejora el acabado superficial de la pieza en los servicios de roscado de precisión .
Sistema de suministro a través de la herramienta a alta presión para la evacuación de virutas.
Para el roscado de agujeros ciegos profundos, no basta con sumergir el agujero en refrigerante. Instalamos un sistema de refrigeración a alta presión ( 3-5 MPa ) que se suministra a través del macho de roscar . Este potente chorro cumple dos funciones: primero, penetra eficazmente en la zona de corte para disipar el calor, y segundo, evacua las virutas a través de las ranuras; de esta forma, se evita que las virutas se acumulen en el fondo del agujero, lo cual es una de las principales causas de rotura del macho. Por este motivo, como se ha mencionado, se logra un proceso de roscado sincronizado y sin interrupciones.
Rendimiento validado en el mecanizado de grado aeroespacial.
Esto se demuestra en el mecanizado de agujeros ciegos M8 en Ti-6Al-4V , donde la aplicación de un refrigerante mejorado con EP a 4 MPa y 15 L/min a través de la herramienta resultó en una reducción del 20 % en el par de corte y una mejora en el acabado superficial a Ra 1,6 μm . Lo más importante es que la vida útil de la broca mejoró de 50 a 120 agujeros por herramienta , lo que representa una ganancia del 140 % . Los datos a continuación confirman que la refrigeración optimizada aborda directamente los dos modos de falla principales: la acumulación de calor y la interferencia de la viruta.
Esto define nuestra ventaja competitiva, ya que diseñamos el refrigerante como un parámetro, no como un producto básico. Hemos eliminado las dificultades inherentes al manejo del calor, la evacuación de virutas y el coeficiente de fricción en el roscado de agujeros ciegos mediante la combinación de la química del fluido con un suministro específico de alta presión. Esta ciencia representa la definición de calidad en nuestros servicios de roscado CNC .
¿Cómo establecer el control de calidad para el roscado de agujeros ciegos en la producción en masa?
Es fundamental establecer un sistema robusto de control de calidad para el roscado de agujeros ciegos en la fabricación de alto volumen. La metodología de LS Manufacturing integra SPC, monitorización en tiempo real durante el proceso y gestión predictiva de herramientas para garantizar una consistencia excepcional y una reducción de defectos en el mecanizado de roscas CNC . El valor principal reside en transformar un proceso tradicionalmente intensivo en inspecciones en una operación controlada, predecible y altamente fiable.
Control de procesos basado en SPC
- Muestreo estructurado: Se utiliza un calibre de rosca pasa/no pasa para inspeccionar y verificar cada 50 piezas con el fin de comprobar una conformidad definida.
- Monitoreo de torque: Monitorea el torque real aplicado que se propone perforar en tiempo real y tiene una definición para generar una alarma cuando la lectura está fuera de un rango definido de +15% .
Medición en proceso e integración de datos
- Verificación en tiempo real: Esto comprende la integración de sondas en línea o sistemas de visión para facilitar la automatización de la inspección de la profundidad y ubicación de la rosca después del mecanizado. Esto, a su vez, proporciona una capacidad de inspección del 100 %.
- Corrección de circuito cerrado: El sistema ajustará automáticamente la posición del equipo de fresado CNC cuando una tendencia indique que podría estar saliéndose de las especificaciones.
Gestión predictiva del ciclo de vida y los cambios de las herramientas
- Seguimiento de la vida útil: Hemos desarrollado un sistema para realizar un seguimiento de la vida útil de los machos de roscar hasta el nivel de cavidad, basado en el sistema de gestión de fresado CNC, y reemplazar los machos antes de que finalice su vida útil especificada para evitar defectos causados por el desgaste de los mismos.
- Sustitución basada en el rendimiento: La herramienta también está diseñada para supervisar las tendencias de rendimiento, lo que hace que la herramienta emita un recordatorio crítico para el cambio de herramienta cuando el rendimiento se ve afectado, optimizando así nuestros servicios particulares de roscado de precisión .
Esta colección de sistemas representa nuestro liderazgo tecnológico en el sector, para extraer datos críticos y lograr un resultado que pueda ofrecer un resultado superior a los criterios de inspección en un proceso de control activo, en una solución centrada en la fabricación de calidad a gran escala para el segmento demográfico del cliente, para resolver el problema de raíz de la calidad impredecible en la producción en masa a través de soluciones que ofrecen un rendimiento de primera pasada >99,5 % y PPM <500 .

Figura 4: Roscado de precisión con machos de roscar de fondo en mecanizado CNC por LS Manufacturing
División Aeroespacial de LS Manufacturing: Proyecto de roscado de orificios ciegos para soportes de motor
Lograr un roscado efectivo de profundidad completa en agujeros ciegos siempre representa un desafío muy especial en el mecanizado de materiales endurecidos como el Inconel 718 para soportes de motor. Sin embargo, el problema principal en la fabricación y sus ramificaciones en cuanto a seguridad y viabilidad confirman el dilema que se presentó en el caso donde el problema de calidad y costo para un cliente aeroespacial de LS Manufacturing se resolvió a través del espectro de servicios que incluyó los servicios de fresado CNC de precisión de LS Manufacturing:
Desafío del cliente
Un fabricante tuvo problemas al mecanizar roscas M10x1.5 en soportes de motor de Inconel 718. El proceso actual resultó en una profundidad de rosca inconsistente, con una longitud efectiva inferior al 70% , y una vida útil de solo 50 orificios desde el macho de roscar . Esto proporcionó un rendimiento de solo el 82% en la primera pasada, lo que provocó frecuentes retrabajos y retrasos en los proyectos, además de aumentar los costos hasta el punto de que no se pudo cumplir con el cronograma de producción de un conjunto de motor muy importante.
Solución de fabricación LS
La solución propuesta incluye las siguientes innovaciones: la especificación de un macho de roscar de fondo de acero rápido (HSS) de metal en polvo de alta calidad y resistente a altas temperaturas como herramienta de corte, la optimización de las condiciones de corte mediante una velocidad de corte de 12 m/min y un ciclo de picoteo, la innovación en el diseño del orificio piloto que implica un alivio de 0,4 mm en el fondo diseñado para su funcionamiento, y la innovación que implica el suministro de refrigerante a alta presión a una velocidad de 5 MPa a través de la herramienta de corte.
Resultados y valor
El proceso rediseñado resultó altamente efectivo, y se observaron resultados positivos al lograr un aumento del 200 % en el número de orificios, alcanzando los 150 por rosca, optimizando la longitud efectiva en un 95 % y logrando un impresionante incremento en el rendimiento del 99,6 % en el primer intento. Para el cliente, el ahorro calculado fue de 600 000 yenes, lo que representa un ahorro del 40 % en términos de reducción de los plazos de entrega. Además, se eliminó un importante cuello de botella que les permitió garantizar la entrega de sus materiales de vuelo, esenciales para su misión.
Es evidente que, gracias a nuestra comprensión sistémica de las operaciones del sector manufacturero, hemos adquirido los conocimientos necesarios y contamos con la capacidad para abordar los principales problemas de fabricación. Si bien se nos considera proveedores de recursos como servicios de fresado CNC , también tenemos la capacidad para gestionar aspectos clave de operaciones como el roscado de agujeros ciegos .
Supere el cuello de botella en el mecanizado de roscas para agujeros ciegos profundos y mejore de inmediato la eficiencia y el rendimiento.

¿Cómo evaluar las capacidades técnicas generales de un proveedor de máquinas de roscado CNC?
Ir más allá de la evaluación básica del hardware para evaluar el potencial sistémico para abordar problemas sistémicos, como la resolución eficiente de problemas, es fundamental para determinar un proveedor adecuado para funciones como las operaciones de roscado CNC , que pueden ser muy urgentes en aplicaciones como el roscado de agujeros ciegos , etc., así como para operaciones que deben ser altamente eficientes. Para los fines mencionados, así como para determinar si la entidad en cuestión sigue siendo un socio de ingeniería en lugar de una entidad que simplemente representa la tecnología de vanguardia, nuestros principales criterios de evaluación son los siguientes:
Validación de procesos y capacidad de medición
La base es el control de procesos verificable. Un socio competente responderá a la pregunta de cómo pueden garantizar la calidad de la rosca . La evidencia objetiva se obtiene mediante la aplicación de sistemas de medición reconocidos, por ejemplo, la medición de roscas con una precisión de ±0,002 mm, utilizada para realizar una inspección de primera pieza y un control estadístico de procesos (SPC). Fundamentalmente, esta precisión se extiende a las etapas previas: sus servicios de fresado CNC deben establecer orificios piloto perfectamente posicionados y dimensionados, ya que este es el requisito indispensable para un roscado de precisión exitoso. Solicite informes de datos de muestra, no solo certificados.
Implementación del diseño de procesos basado en datos
Analice la evidencia de un desarrollo sistemático, no de conjeturas. Un proveedor habitual contaría con una guía de selección de machos de roscar propia y una base de datos histórica de procesos. El uso de parámetros documentados, como velocidades, avances y refrigerantes, empleados con cada combinación de materiales y machos de roscar, puede minimizar el tiempo de desarrollo y el riesgo asociado a su proyecto. Una solución competente con una nueva pieza de Inconel habría surgido del análisis de parámetros históricos y no habría comenzado con conjeturas.
Implementación de una gestión proactiva de herramientas y producción.
La profundidad técnica también es operativa. ¿Cómo gestionan sus operaciones la anticipación de la vida útil de las herramientas o el estado de la máquina y el par de corte en tiempo real? De igual manera, ¿se supervisa el uso de las herramientas para anticipar cambios en estas herramientas en medio de los lotes de producción? Estas operaciones, facilitadas nuevamente por su rutina de roscado sincronizado en las fresadoras CNC más sofisticadas, hacen que el proceso técnicamente sólido funcione como una célula de producción ultraestable, donde los rendimientos pueden alcanzar niveles asombrosos del 99,5 % .
Por último, basamos nuestra evaluación de nuestros socios en su sistema integral: desde sus capacidades de fresado de precisión hasta su planificación de procesos basada en estadísticas y el control que ejercen sobre sus propios procesos. Aquí reside nuestra ventaja competitiva. No se trata solo de responder a sus preguntas sobre roscado de agujeros ciegos en términos de equipos; se trata de responderlas basándonos en un sistema que garantiza la integridad de la rosca, la optimización de su inversión en herramientas y el cumplimiento de las normativas para su valioso proceso de fabricación.
Preguntas frecuentes
1. ¿Pueden los machos de roscar de fondo mecanizar completamente hasta el fondo de un agujero ciego?
Dado que la calidad de los machos de roscar de fondo es superior, permiten cortar roscas en la parte inferior de un orificio a una distancia equivalente a 0,5 veces el paso, actuando así efectivamente como una longitud de rosca del 95% , un 20-25% adicional con respecto a los machos de roscar convencionales.
2. ¿Cómo seleccionar los parámetros de roscado más adecuados para roscar agujeros ciegos en acero inoxidable?
Para el acero inoxidable, se sugiere utilizar machos de roscar de punta helicoidal fabricados en acero rápido de cobalto, con un ángulo de ataque de 7-9° , una velocidad de corte de 10-15 m/min y aceites de corte que contengan aditivos EP, para prolongar la vida útil de la herramienta entre 2 y 3 veces .
3. ¿Cuál es el límite máximo de la relación profundidad-diámetro para el roscado de agujeros ciegos profundos?
Una relación de hasta 5 diámetros, junto con relaciones de tomas de refrigeración internas, permite, además, una impresionante relación de 8 diámetros gracias a tomas de refrigeración extendidas especiales. Se requiere una estrategia de refrigeración y alimentación a alta presión para lograr la calidad deseada.
4. ¿Cómo evitar la rotura de la terraja al roscar agujeros ciegos de pequeño diámetro?
Para M3 y menores, se recomienda un diseño de 4 filos. En estas condiciones, la velocidad de corte es de 15 a 20 m/min , y la velocidad de avance es 0,8 veces el paso y la revolución. El cambio del par de corte se puede monitorear en tiempo real, y la tasa de rotura se puede reducir a menos del 0,5 % .
5. ¿Cómo garantizar la estabilidad de la calidad del roscado de agujeros ciegos en la producción en masa?
Es necesario configurar el gráfico de control SPC inspeccionando cada 50 piezas para asegurar que las variaciones de torque estén dentro de −15% y +15% , y que el valor CPK supere 1,67 en la producción en masa.
6. ¿Cómo determinar el rango de velocidad óptimo para el roscado de agujeros ciegos en diferentes materiales?
Aleación de aluminio: 20-30 m/min, acero inoxidable: 8-15 m/min, hierro fundido: 12-18 m/min. Es necesario optimizar parámetros específicos en función del diámetro y la profundidad del orificio.
7. ¿Cómo obtener soluciones profesionales para el roscado de agujeros ciegos y presupuestos precisos?
Esto incluye el material a utilizar, el tipo de roscas y el nivel de precisión requerido. LS Manufacturing proporcionará planes de proceso precisos junto con presupuestos exactos en un plazo de 2 horas .
8. ¿Cuál es el plazo de entrega más rápido para pedidos urgentes de roscado de agujeros ciegos?
Las muestras suelen estar disponibles en 24 horas o menos, y los pedidos de lotes pequeños se entregan en 3 a 5 días. En LS Manufacturing, contamos con un sistema de entrega rápida. Si necesita un plazo de entrega urgente, solicite una revisión de fabricación prioritaria a través de nuestro canal de cotización instantánea .
Resumen
Gracias a métodos científicos de selección de herramientas, parámetros de corte optimizados y métodos de control de procesos, se pueden realizar operaciones de roscado de agujeros ciegos eficientes y de alta calidad. Con un completo servicio de asistencia técnica, LS Manufacturing ofrece servicios integrales basados en una amplia experiencia en proyectos para ayudar a sus clientes a mejorar la calidad y la eficiencia de su proceso de producción.
Para roscado profesional de agujeros ciegos o para obtener un presupuesto al instante, no dude en contactarnos. Puede enviarnos los planos de sus piezas para un análisis técnico profesional y un presupuesto preciso. Para productos con especificaciones complejas de materiales para agujeros ciegos, puede concertar una consulta presencial con nosotros. Nuestro equipo le garantizará la solución óptima. Para consultas técnicas gratuitas y el procesamiento de muestras, contáctenos directamente a través de nuestra línea de atención técnica.
¡Transforma tus problemas de perforación de agujeros ciegos en resultados impecables con nuestro método científico probado hoy mismo!
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


