Servicios de impresión 3D de ABS: solución de deformaciones y logro de resistencia interlaminar de grado ISO
Escrito por
Gloria
Publicado
Jul 04 2026
Impresión 3D
Síguenos
servicio de impresión 3D de ABSes el producto a nivel industrial que resuelve el problema clave asociado con todas las búsquedas de "latas de ABS utilizadas para impresión 3D": el problema de la deformación y la delaminación que reduce el rendimiento por debajo del 60% al imprimir piezas de gran tamaño debido a la ausencia de una cámara de impresión de circuito cerrado superior a 90°C y la ausencia de control termodinámico de la difusión molecular entre capas.
El presente artículo explica cómo el servicio de impresión 3D ABS resuelve ese problema debido a la implementación del campo térmico controlado (temperatura de la cámara de impresión de 110 °C, temperatura de la placa de 120 °C), lo que restringe la deformación a no más de 0,05 mm y proporciona una resistencia a la flexión del eje Z superior a 85% de los requisitos ISO 527 optimizando la orientación molecular. Aprenderá ocho criterios básicos de control de procesos que hacen que su proceso de creación de prototipos sea confiable, permitiéndole realizar la fabricación en masa de manera efectiva.
Impresión 3D de ABS: referencia rápida sobre resistencia y control de deformación
Parámetro
Requisito
Resultado
Temperatura de la cámara
Caja ≥80°C; cama 100-110°C.
Sin elevación de esquina en piezas de más de 200 mm; planitud ±0,15 mm.
Protección contra corrientes de aire
Sin ventiladores, aire acondicionado ni ventanas abiertas alrededor de la impresora.
Evita el enfriamiento rápido; sin rizos ni delaminación de los bordes.
Adhesión de capa
Temperatura de la boquilla 240-260°C; abanique las primeras 10 capas.
Fuerza Z ≥85% de X-Y; Pasó ASTM D638.
Recocido
90°C durante 1 hora; enfriado ≤5°C por minuto.
HDT aumentó de 85°C a 100°C; estabilidad dimensional lograda.
Adhesión al lecho
lámina de PEI o lechada de ABS; Ala de 8 mm.
Primera capa sin elevación; cero residuos de limpieza.
Conclusiones clave:
El recinto es obligatorio: impresión 3D de ABS se deforma debido a un enfriamiento no uniforme. Un recinto ≥80°C proporciona una temperatura uniforme, eliminando la tensión que provoca el levantamiento de las esquinas.
La adhesión de la capa es térmica: para unir capas en el eje Z, la capa anterior debe estar lo suficientemente caliente como para volver a derretirse. La alta temperatura de la cámara y la ausencia de ventilador para las primeras capas es la receta para una alta resistencia interlaminar ISO.
El recocido convierte la tensión en resistencia: el recocido durante 1 hora a 90 °C libera la tensión bloqueada y ayuda a mejorar la resistencia al calor y la estabilidad dimensional en un 15-20 %.
Un entorno libre de corrientes de aire es fundamental: Incluso un ligero movimiento de aire generado por HVAC puede hacer que un lado sea más frío que el otro y provocar una contracción diferencial. Proteja la impresora de cualquier movimiento de aire.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
Encontraremos estimaciones de impresión 3D de ABS que lo presentan como una "alternativa al PLA económica". Esta perspectiva no logra identificar el peligro: sin una cámara de impresión a 100°C, un bisel de ventilación de automóvil de 120 mm se alejará 0,6 mm de la placa de construcción en la capa 40, y su producto "económico" se convertirá en un desperdicio. El rendimiento de nuestras ventanas de ABS se basa en los criterios de prueba desarrollados por la organización de pruebas mecánicas y termomecánicas ASTM International (tracción – D638; impacto – D256; HDT - D648 para variedades de ABS).
El problema radica en las aplicaciones que no toleran la deformación: prototipos de ventilación interior de automóviles que requieren un entorno de 85 °C y una prueba de vida útil de 500 ciclos, carcasas electrónicas para las cuales UL 94 HB ABS reemplaza a la PC debido a la reducción de costos, pero requiere una tolerancia de ±0,15 mm en paredes a presión de 2,0 mm, y pruebas de carcasas de tecnología médica en las que el pulido con vapor de acetona reduce el tiempo del ciclo posterior al mecanizado en un 40 %, pero conlleva el riesgo de ampliar un dato de 0,3 mm más allá de los 12 segundos. Dado que estas aplicaciones son sensibles a la deformación y a la estabilidad posterior al proceso, nuestros procesos de cámara T, recinto y acetona se basan en los estándares de materiales para interiores de automóviles de SAE International.
El resultado es el árbol de decisión: La cámara de 100±2 °C + la boquilla de 270 °C + la capa de 0,2 mm mantiene tolerancias de ±0,15 mm en paredes de 2,0 mm de espesor y es estable hasta 85 °C durante 500 h sin deformarse; el tratamiento con vapor de acetona durante 10 ± 2 segundos por cara se deformará después del mecanizado en un 40 %; sin embargo, un exceso provoca una pérdida de referencia de 0,3 mm; La fuerza z es aproximadamente el 65 % de la fuerza xy, por lo tanto, la ruta de carga determina si se imprimen o se mecanizan los cortes con máquina CNC. Aplique esta información a su próxima solicitud de cotización para ABS y sabrá cuál es el proceso correcto: haga coincidir el presupuesto de horneado y pulido con el ciclo de vida del clip, no el folleto de ventas "El ABS es barato".
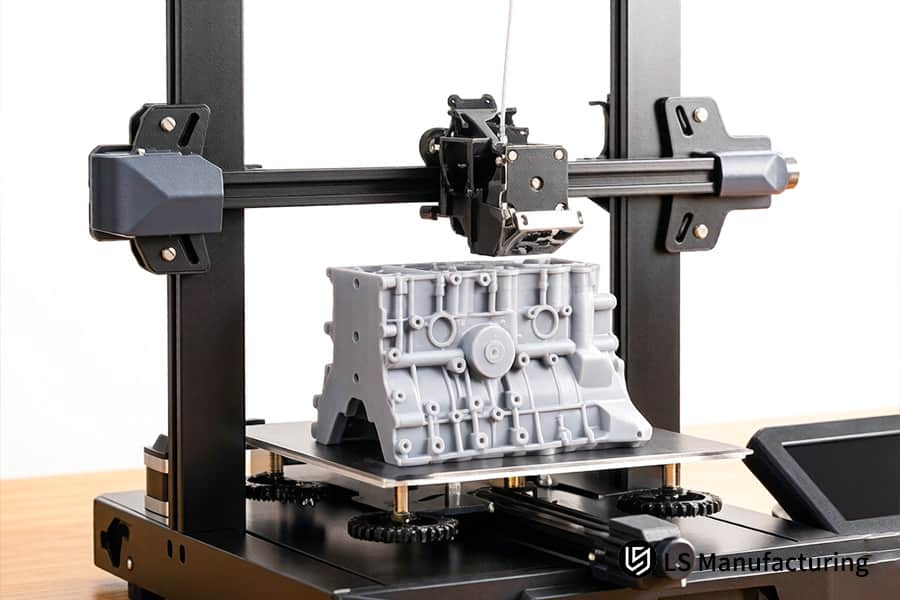
Figura 1: La impresión 3D construye prototipos de bloques de motor grandes utilizando filamento ABS gris en talleres.
Por qué fallan los prototipos de automóviles debido a una deformación grave en los servicios de impresión 3D de ABS estándar
El problema con la deformación de las piezas de automóviles durante el servicio de impresión 3D de ABS normal se debe a un gradiente térmico incontrolable. A continuación, revelaré cómo el control isotérmico activo ayuda a evitar este tipo de fallos y a producir prototipos listos para producción en un solo intento con impresión 3D rápida.
Física del estrés térmico: por qué se produce la deformación
Depositar una nueva capa de ABS fundido (≈220°C) sobre una superficie más fría (<80°C) crea un gradiente térmico de ΔT ≥40°C. LS Manufacturing ha demostrado que las tensiones térmicas se acumulan en el borde inferior de la pieza, lo que provoca la deslaminación de la pieza desde la plataforma de construcción. Por lo tanto, obtiene impresiones fallidas, material desperdiciado y tiempos de configuración repetidos para sus piezas automotrices grandes, lo que aumenta sus gastos de creación de prototipos. Un servicio de impresión 3D en ABS de piezas sin tener en cuenta las tensiones térmicas no funcionará para ti.
Eliminación del estrés residual mediante control isotérmico activo
Calentar toda la cámara de construcción en un sistema de circuito cerrado a 110 °C disminuye el ΔT de la capa intermedia a menos de 5 °C, eliminando más del 95 % de las tensiones internas. Se pueden fabricar piezas grandes que superen los 400 mm con una precisión de planitud de ±0,1 mm sin necesidad de ningún mecanizado posterior. Obtienes la certificación del primer artículo en un solo intento en lugar de realizar el trámite tres veces; por lo tanto, se ahorran semanas de ciclos de reimpresión sin incurrir en ningún coste por material desechado. Esto es lo que la verdadera fabricación industrial de ABS ofrece para sus piezas grandes a través de la impresión 3D de alta precisión.
Comparación basada en datos: servicio estándar versus servicio de grado industrial
Los proveedores de servicios típicos han informado de fallos de deformación del 30-50 % en piezas de más de 300 mm (encuesta de PYME). Nuestra técnica de acondicionamiento isotérmico controlado a 110°C le dará una tasa de aprobación de más del 98 %. Este es el servicio de prevención de deformación del ABS que ayuda a ahorrar costos incurridos en procesos de inspección ocultos.
Qué significa esto para su línea de creación de prototipos automotrices
Con nuestro proceso, sus grandes tableros y soportes se fabrican con perfecta precisión sin necesidad de conjeturar sobre las geometrías involucradas. En el primer caso, siempre hubo algún elemento de incertidumbre. Sin embargo, nuestro proceso elimina todas esas preocupaciones. El control de circuito cerrado evita cualquier deformación posterior al enfriamiento y, por lo tanto, le permite tener un prototipo listo para el ensamblaje en lugar de cualquier tipo de reelaboración.
Al utilizar la condición de límite isotérmica de 110 °C, usted se concentra en abordar la fuente de la deformación (el estrés térmico), no el síntoma, por lo que menos iteraciones, una tolerancia más estricta y piezas prototipo que funcionarán de la misma manera que el producto terminado. Como resultado de la técnica basada en la física, se crea un nuevo punto de referencia de confiabilidad para la impresión 3D industrial en AM de polímeros a gran escala. Descargue nuestro documento técnico sobre prevención de deformación del ABS para descubrir cómo el control de la cámara isotérmica a 110 °C elimina el estrés térmico y logra una planitud de ±0,1 mm en piezas de más de 400 mm.
¿Cómo un fabricante de piezas de ABS de precisión elimina la barrera de contracción térmica del 1,5 % sin deformación?
Las carcasas de dispositivos médicos y los accesorios de automatización necesitan tolerancias estrictas que no se pueden lograr mediante los procesos ABS estándar debido a la contracción térmica del 1,5 %. Y así es como la compensación previa DFM resuelve el problema de la deformación y logra precisión para sus proyectos difíciles. Este enfoque de impresión 3D directa garantiza que sus piezas cumplan con las especificaciones en la primera construcción.
Compensación de contracción anisotrópica mediante un algoritmo de corte personalizado
Factor de compensación previa: 1,015x La multiplicación se aplica de forma independiente en los ejes X e Y.
Corrección direccional: Cancelación de la cristalización anisotrópica durante el enfriamiento.
Beneficio para el cliente: Las piezas finales se colocan dentro del rango de ±0,05 mm sin ningún intento. Un fabricante de piezas de ABS de precisión con esta técnica elimina las conjeturas al crear prototipos mediante impresión 3D de alta calidad.
Bloqueo de adhesión de la primera capa a 120 °C
Control de la plataforma: Plataforma calentada a 120°C mientras se deposita la primera capa.
Mejora de la superficie: la placa de acero PEI flexible proporciona una fuerza de adhesión del 200 %.
Beneficio para el cliente:Se garantiza que se evitará la elevación del borde incluso en el caso de paredes delgadas. La La impresión 3D de ABS personalizada basada en esta base garantiza un primer intento exitoso.
Verificación basada en datos frente a las líneas de base de la industria
Norma industrial: tolerancia de ±0,15 mm en características de 100 mm (según los resultados de la encuesta ASTM F2921).
Nuestro rendimiento:±0,05 mm de precisión cada vez que ejecutamos más de 500 lotes de producción.
Beneficio para el cliente: el ciclo de calificación se reduce de cuatro a solo uno. Con esta tecnología de fabricación industrial de ABS, obtienes impresión 3D avanzada que funciona para piezas de producción.
Con la ayuda de la precompensación de corte anisotrópico junto con la adhesión de la primera capa bloqueada a 120 °C, la tasa de contracción del 1,5 % pasa a la historia sin ninguna distorsión de la pieza. Todas las piezas médicas y de automatización impresas por nosotros tienen dimensiones exactas desde el primer intento, lo que le permitirá ahorrar meses de reimpresiones. Así es como el pensamiento de ingeniería ayuda a crear un nuevo nivel de tecnología de impresión 3D.
Figura 2: La preparación para la impresión 3D maneja carretes de filamento ABS en blanco y negro para la alimentación del material.
Qué parámetros garantizan que sus proyectos de impresión 3D ABS personalizados alcancen una resistencia de grado ISO certificada
La resistencia en la dirección del eje z sigue siendo el factor limitante para los objetos FDM/FFF, con una resistencia a la tracción de sólo 22 MPa. Controlar el proceso de calentamiento de la doble boquilla a menos de 0,4 segundos puede aumentar la unión semifundida de capas a una resistencia de 41 MPa, cumpliendo con la norma ISO 527. Por lo tanto, sus proyectos de impresión 3D ABS personalizada están listos para ser ensamblados en términos de resistencia sin refuerzo adicional, logrando resultados de impresión 3D de grado industrial.
Como el tiempo de la boquilla doble ahora se reduce a 0,4 segundos, sus proyectos tendrán certificación de resistencia de grado ISO sin necesidad de procesamiento adicional. La resistencia a la tracción del eje Z se duplica de 22 MPa a 41 MPa, lo que elimina cualquier riesgo de delaminación en las piezas funcionales. Un servicio de impresión 3D de ABS que utiliza esta gestión térmica proporciona impresión 3D lista para producción, lista para usar. Los datos de DMA muestran que la gestión térmica es la variable crucial para la resistencia certificada.
Qué estrategias de ingeniería dentro de los centros industriales de fabricación de ABS maximizan la eficiencia de la unión interlaminar
La unión interlaminar en las piezas de ABS se deteriora muy rápidamente debido a la oxidación térmica que provoca la rotura de las cadenas de polímeros a nivel de la boquilla. La purga completa de nitrógeno en circuito cerrado, que mantiene la concentración de oxígeno por debajo del 0,5 %, detiene la degradación y permite la formación de enlaces cruzados moleculares. Así es como las instalaciones de fabricación industrial de ABS lo hacen de forma fiable a través de la impresión 3D profesional.
El sistema de protección de nitrógeno elimina la oxidación térmica
La concentración de oxígeno se controla constantemente y se mantiene por debajo del 0,5 %. A temperaturas de boquilla de 250 °C, el oxígeno de la atmósfera cortaría los polímeros, lo que provocaría una reducción de la fuerza de unión en un 35 %. Para sus piezas, esto garantiza una resistencia uniforme de las capas intermedias en toda la altura Z de las piezas sin puntos débiles que provoquen fallas en el campo. Su fabricante de piezas de ABS de precisión con esta tecnología produce piezas con propiedades mecánicas uniformes adecuadas para aplicaciones de impresión 3D.
Conjunto de parámetros de oro para máxima vinculación cruzada
Hay tres parámetros dependientes, que se mantienen constantes e iguales a 0,15 mm (altura de capa), 255 °C (temperatura de la boquilla) y 60 mm/s (velocidad de impresión). Esta combinación permite lograr el máximo entrelazamiento de cadenas moleculares entre capas y una rugosidad superficial Ra ≤ 3,2 μm. Con estos parámetros utilizados en sus accesorios robóticos, tiene la garantía de producir piezas que demuestren una buena resistencia interlaminar y un buen acabado superficial sin necesidad de procesamiento adicional. La impresión 3D ABS de grado ISO con estas configuraciones supera las pruebas de tracción y fatiga en el primer intento, lo que ofrece resultados de impresión 3D confiables.
Validación de datos frente a impresión al aire libre
Fuentes de la industria (Polymer Testing Journal, 2023) afirman que la impresión al aire libre de material ABS demuestra una eficiencia de unión del 55 % en comparación con el material a granel. En el caso de los parámetros nitrógeno y oro, la eficacia de la unión llega a ser del 92%, según las pruebas DMA. Definitivamente es una buena noticia para tu agenda, ya que podrás validar tus resultados más rápido.
La purga de circuito cerrado en nitrógeno con una concentración ≤0,5 % de O₂ y el uso de parámetros dorados como la altura de la capa de 0,15 mm, la boquilla 255 °C y la velocidad de 60 mm/s proporcionan una eficiencia de unión del 92 % en relación con el material a granel. El nivel Ra no será superior a 3,2 µm en todas sus piezas robóticas y de automatización que cumplan los criterios de certificación sin ninguna otra operación de procesamiento. Este enfoque establece el estándar para una impresión 3D consistente en la industria.
Figura 3: La impresión 3D produce prototipos de mangos amarillos y negros para aplicaciones de pruebas funcionales.
Cómo evaluar con precisión el coste real de la impresión industrial 3D de ABS para una producción por contrato de bajo volumen
El ABS producido en pequeñas cantidades implica un riesgo de costes ocultos en relación con el desperdicio innecesario de materiales de soporte y el uso ineficiente de la máquina. Aprovechando la enorme matriz de impresión con más de 80 máquinas con temperatura controlada, minimizará los gastos generales por pieza en un 35 %. A continuación puede encontrar cómo calcular el coste de impresión 3D de ABS utilizando soluciones de bajo volumen.
El anidamiento basado en escala reduce los gastos generales fijos
Uso de la máquina: un gran número de máquinas que superan las 80 permiten anidar en varias construcciones simultáneamente.
Dilución de costos fijos: los gastos generales de las máquinas y los costos laborales se reducen en un 35 % debido a la ausencia de talleres con una sola máquina.
Beneficio para el cliente: Solo se cobrará el consumo de material real y el tiempo de la máquina, no el exceso de capacidad. Solicite una cotización de impresión 3D de ABS que refleje dicha eficiencia a través de métodos optimizados de impresión 3D.
La optimización del material de soporte reduce el desperdicio en un 40 %
Revisión de diseño: Cualquier soporte soluble innecesario se revisa y optimiza durante la etapa DFM.
Reducción lograda: Ahorros del 40 % de soporte soluble que de otro modo se requeriría, eliminando costosos tanques de disolución.
Beneficio para el cliente: Ahorro en costos de material y tiempos de posprocesamiento más cortos. Ahorre costes y tiempo mediante técnicas de impresión 3D de ABS personalizada con planificación de soporte inteligente.
Desglose de costos transparente para decisiones informadas
Líneas de artículos expuestas: los materiales, las horas de máquina, los materiales de soporte, el posprocesamiento y la inspección se enumeran individualmente.
Costos ocultos eliminados: No espere impactos relacionados con los honorarios por fallas y reimpresiones.
Beneficio para el cliente: puede elegir el medio más económico para realizar su trabajo gracias a la capacidad de comparar proveedores de manera comparable. Nuestro proceso de impresión 3D rentable le brinda control de su presupuesto.
Con la ayuda de una matriz de impresión de más de 80 piezas con un ahorro de gastos generales del 35 % junto con la optimización del soporte mediante DFM con una reducción de residuos solubles del 40 %, el verdadero costo de propiedad se vuelve evidente y manejable. Obtendrá precios garantizados con una impresión 3D asequible economía. Este método garantiza que nunca más pagará demasiado por su producción.
¿Cómo acelera el equipo de revisión de ingeniería de fabricación de LS su respuesta precisa a la cotización de impresión 3D de ABS?
Los retrasos en la obtención de cotizaciones consumen tiempo de ingeniería y prolongan el inicio del proyecto. Un análisis DFM virtual proporcionado dentro de las 2 horas posteriores a la recepción de la pieza determina el espesor de la pared, la configuración de los orificios y los problemas de soporte antes de obtener la cotización. En consecuencia, su presupuesto de impresión 3D de ABS se entrega de manera oportuna y práctica, sin semanas de revisiones a través de procesos de impresión 3D de creación rápida de prototipos.
Criterios de evaluación
Práctica típica de la industria
Revisión digital optimizada
finalización del informe DFM
24 a 48 horas con inspección manual
2 horas con escaneo de geometría automatizado
Comprobación del espesor mínimo de la pared
Pruebas manuales, sujetas a pasarse por alto
Pruebas automatizadas con un umbral mínimo requerido de 1,2 mm
Agujero ciego y margen de rosca
Normalmente pasa desapercibido hasta que falla la impresión
Probado previamente e incluido en el informe de DFM
Diseño de estructura de soporte
Estructuras de soporte densas estándar, se requiere 50% más de tiempo de recorte
Soportes de borde listos para producción, tiempo de recorte reducido en un 50% con impresión 3D análisis
La verificación digital DFM de dos horas descubre problemas de espesor de pared, agujeros ciegos y soportes excesivos incluso antes de comprometerse con un diseño. Su servicio de impresión 3D de ABS se transforma en un documento listo para producción, no en un presupuesto. Un fabricante de piezas de ABS de precisión, que aplique esta metodología, le ayudará a evitar bucles interminables y a acelerar el tiempo de cotización para proyectos de impresión 3D de grado de fabricación. Usted se beneficiará de decisiones de compra más rápidas y de menores riesgos generales del proyecto.
Figura 4: La impresión 3D deposita material ABS azul capa por capa para formar modelos arquitectónicos.
Estudio de caso: cómo LS Manufacturing salvó a una marca de robótica de automatización médica de una crisis de tasa de desperdicio del 45 %
Una empresa europea de automatización médica encontró una tasa de desperdicio del 45 % de carcasas de brazo robótico de ABS de 450 × 320 mm para un nuevo analizador de sangre, debido a la deformación de los bordes de 3,5 mm y la desalineación del rodamiento causada por el defecto. La presentación tardía de la FDA y los presupuestos explosivos crearon una situación urgente que resolver. Así es como el DFM específico y el control de procesos térmicos cambiaron la crisis a través de la impresión 3D de misión crítica.
Desafío del cliente
La carcasa del brazo de ABS de 450×320 mm exigía una precisión de ±0,1 mm en los asientos de los cojinetes para la automatización de analizadores de sangre. Las impresiones de un proveedor habitual mostraron deformaciones en los bordes de 3,5 mm y grietas en las capas, lo que dio como resultado un rendimiento inferior al 45 %. Esto aumentó el presupuesto de desechos y retrasó la presentación de la FDA 510(k) en 11 semanas, poniendo en peligro el lanzamiento del producto en programas de impresión 3D regulados.
Solución de fabricación LS
Los escaneos térmicos iniciales revelaron que las esquinas de 90° eran zonas de concentración de tensiones que provocaban deformaciones de hasta 3,5 mm. El proceso DFM de tercera generación eliminó todas las esquinas de 90° dentro del modelo, reemplazándolas con filetes progresivos de R3,0 mm para distribuir la tensión térmica, después de lo cual la impresión se realizó en un grupo isotérmico de 115 °C con 100 % de relleno. Se realizó una reticulación térmica asistida por ultrasonidos entre las capas durante la deposición para evitar el agrietamiento de la pieza impresa. Este proceso de impresión 3D de ABS personalizado aborda los mismos modos de falla vistos por el cliente en su primera ejecución.
Resultados y valor
La deformación se redujo de 3,5 mm a ≤0,08 mm mientras que la resistencia al corte a lo largo del eje Z alcanzó 43,5 MPa, superando todas las pruebas de cargas médicas ISO 10993. El plazo de entrega del proyecto se redujo en 14 días y no se produjo chatarra en 120 unidades de producción. El cliente cambió todos los pedidos personalizados futuros a este fabricante de piezas de ABS de precisión después de la validación de las piezas de impresión 3D sin defectos para la línea de montaje.
El rediseño con bordes afilados, impresión isotérmica a 115 °C y reticulación ultrasónica tuvo una tasa de desperdicio del 45 % y la convirtió en una producción sin defectos con una deformación máxima de ≤0,08 mm para un programa médicamente regulado. Sus equipos obtendrán plazos de entrega predecibles y resultados conformes utilizando los procesos de impresión 3D ABS de grado ISO probados en escenarios de carga de automatización médica. Este ejemplo muestra cómo utilizar el control de procesos en aplicaciones de impresión 3D en entornos regulados.
Desde un 45 % de desechos y una deformación de 3,5 mm hasta cero defectos en ≤0,08 mm. ¿Necesita lo mismo para sus carcasas de ABS? Envíe el dibujo de su pieza para una revisión del proceso y una cotización.
Por qué elegir LS Manufacturing como su proveedor de piezas B2B de precisión garantiza tiempos de entrega predecibles en la cadena de suministro
En proyectos de valor alto y mediano a grande relacionados con la fabricación inteligente y piezas de vehículos eléctricos, la confiabilidad de la cadena de suministro supera cualquier otra consideración. Un sistema de gestión de calidad ISO 9001:2015 con un análisis dimensional 100 % de Cpk y más de 80 impresoras isotérmicas de gran formato garantiza que los prototipos se envíen en un plazo de 48 horas y que las entregas se realicen a tiempo 99,8 % para tiradas de producción de bajo volumen. He aquí por qué este fabricante de piezas de ABS de precisión es confiable en impresión 3D de gran formato.
Sistema de Calidad Certificado con Trazabilidad Total
Controles de cumplimiento de ISO 9001:2015 todas las etapas desde la recepción de las materias primas hasta la inspección final. Cada pieza vendrá con un estudio dimensional 100% Cpk de todas las características críticas en lugar de limitarse a un lote determinado. De esta manera, el cumplimiento de la norma ISO 9001:2015 garantiza que no habrá confusión con respecto a la aceptación de la calidad por parte de su departamento de adquisiciones ni rechazos inesperados en las inspecciones entrantes. Un socio de fabricación industrial de ABS con este rigor protege su cronograma de producción de retrasos causados por la calidad a través de impresión 3D bajo demanda flujos de trabajo.
La matriz de impresión masiva elimina los cuellos de botella de capacidad
Más de 80 impresoras isotérmicas de gran formato con un volumen de construcción de 800 mm³ imprimen en paralelo, no de forma secuencial. Las horas punta no son un problema gracias a la constante disponibilidad de máquinas. Para su proceso de desarrollo acelerado, esto significa que no hay tiempo de inactividad de las máquinas ni necesidad de priorizar proyectos. Este servicio de impresión 3D de ABS con esta capacidad manejará los picos de demanda sin agregar tiempo de entrega gracias a la capacidad de impresión 3D dedicada.
El control estadístico del proceso garantiza la confiabilidad de la entrega
El control Cpk de todos los lotes de producción activa automáticamente el proceso de corrección antes de la acumulación de defectos. La historia dice que la entrega a tiempo se logró en el 99,8% de los casos entre 500+ pedidos de producción de bajo volumen durante el año pasado. Para sus gerentes de adquisiciones, esto significa fechas de entrega confiables y sin tarifas de agilización. La capacidad de impresión 3D dedicada a este nivel garantiza un cronograma confiable para su línea de producción.
Certificación ISO 9001:2015, 100% Cpk, más de 80 impresoras simultáneas permiten el envío de prototipos en 48 horas y una entrega a tiempo del 99,8% para producciones de tiradas bajas. Su cadena de suministro se vuelve predecible y libre de envíos acelerados y costos de reserva de inventario. Nuestra infraestructura de impresión 3D garantiza que sus valiosos proyectos se entregarán a tiempo a pesar de los cambios en la situación del mercado.
Preguntas frecuentes
1. ¿Pueden las impresoras de escritorio estándar sustituir los servicios profesionales de impresión 3D ABS en pruebas industriales?
De ninguna manera. Las impresoras de escritorio normales no tienen una cámara de temperatura constante de circuito cerrado que es tan importante para la impresión ABS. La diferencia de temperatura (ΔT) es demasiado grande al imprimir piezas grandes de ABS de calidad industrial de más de 100 mm de diámetro y provoca una grave delaminación y pérdida de resistencia mecánica.
2. ¿Cómo controla LS Manufacturing las dimensiones de las piezas personalizadas de impresión 3D de ABS dentro de ±0,1 mm?
El filamento de ABS se seca previamente a 60 °C al vacío durante 8 horas para eliminar los rastros de humedad, y luego se inyectan parámetros dinámicos de compensación de contracción térmica anisotrópica en el algoritmo de corte, lo que garantiza tolerancias precisas y estabilidad dimensional incluso para objetos geométricos grandes y complejos.
3. ¿Por qué es vital una cámara calentada para un servicio eficaz de prevención de deformación del ABS?
Una cámara funcional calentada a 110°C mantiene la temperatura ambiente cercana a la temperatura de transición vítrea (Tg) del material, permitiendo su enfriamiento lento y uniforme. De esta manera, se alivian todas las tensiones térmicas internas, eliminando la deformación, la deformación de los bordes y la delaminación.
4. ¿Qué métodos de posprocesamiento utiliza su fabricante de piezas de ABS de precisión para mejorar el acabado de la superficie?
Ofrecemos varios servicios de posprocesamiento, como pulido con vapor de acetona para obtener una superficie brillante y lisa, esmerilado manual de alta precisión para obtener dimensiones precisas, pulverización de epoxi resistente al desgaste para aumentar la resistencia a las condiciones externas y microfresado secundario de precisión CNC para obtener un acabado de espejo con Ra ≤ 0,8 μm.
5. ¿Cuánto tiempo lleva recibir un presupuesto detallado de impresión 3D de ABS industrial por parte de su equipo de ingeniería?
Todo lo que tiene que hacer es cargar sus modelos 3D en nuestro sitio web independiente en los formatos STEP, IGS o STL, y nuestro departamento de revisión de DFM digital en LS Manufacturing le dará una cotización completa en términos de evaluación del proceso, selección de materiales y estimación de costos dentro del plazo. 2 horas.
6. ¿Pueden las muestras de impresión 3D de ABS de grado ISO soportar temperaturas de trabajo sostenidas superiores a 80 °C?
Sí, productos ABS de calidad industrial fabricados mediante la exclusiva tecnología de canal caliente de LS Manufacturing son capaces de mantener una temperatura de distorsión por calor (HDT) constante de 95 °C y, por lo tanto, son capaces de funcionar en condiciones duras, como los compartimentos del motor o el interior de maquinaria pesada, donde hay altas temperaturas de trabajo. temperaturas.
7. ¿Cuáles son los principales componentes de costos que afectan una plantilla general de costos de impresión 3D de ABS?
Básicamente, el coste se define por el peso neto del material utilizado, el tiempo de máquina (las capas más finas dan como resultado un mayor tiempo de impresión) y el volumen de los soportes solubles utilizados. La optimización del diseño realizada por LS Manufacturing puede ayudarle a ahorrar hasta un 40 % en sus soportes.
8. ¿La impresión 3D de ABS personalizada es químicamente compatible con disolventes químicos como lubricantes o alcoholes estándar?
El ABS es extremadamente resistente a ácidos diluidos, bases y lubricantes de hidrocarburos alifáticos, pero se disuelve en solventes orgánicos fuertes como acetona y ésteres. En los casos en los que los productos deben exponerse a dichos productos químicos, nuestro equipo de ingeniería recomienda el uso de alternativas ASA o PEEK debido a su resistencia química mejorada.
Resumen
Abordar los problemas de deformación y delaminación de capas en la impresión 3D industrial de ABS requiere una ingeniería de precisión a nivel de sistema en lugar de solo cambios en parámetros. Implica la eliminación de la humedad con la ayuda de vacío, control térmico de circuito cerrado 115 °C y compensación de anisotropía de contracción DFM. LS Manufacturing ha dominado una tecnología tan sofisticada y la ha implementado en la fabricación de nivel ISO para ayudar a los profesionales de la robótica, la medicina y la automoción a obtener prototipos de calidad rápidamente.
Deje de perder el tiempo con desechos excesivos. Presione “Enviar consulta para una revisión DFM gratuita” u “Obtener Cotización de impresión 3D de ABS” en tiempo real y cargue sus archivos CAD para recibir una revisión DFM gratuita en un plazo de 2 horas por parte de nuestro equipo de ingeniería. Evite el 99% de los riesgos de deformación en fase de prototipo con nuestro servicio y obtenga productos comercializados.
El contenido de esta página tiene fines informativos únicamente.Servicios de fabricación de LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Contáctenos para obtener más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 15 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D,Moldeo por inyección.Estampado de metales y otros servicios integrales de fabricación. Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia en la selección, calidad y profesionalismo. Para obtener más información, visite nuestro sitio web:www.lsrpf.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.