
Service d'impression 3D multi-matériaux offre la solution aux raisons pour lesquelles les ingénieurs qui tentent de découvrir qu'est-ce qu'un filament d'imprimante 3D PVA échouent avec des pièces complexes. La combinaison de matériaux rigides et flexibles avec des cavités profondes et des trous borgnes provoque généralement un délaminage après le retrait du support, ce qui entraîne une surface rugueuse Ra > 6,3 μm et des faiblesses mécaniques. Les statistiques de l'industrie indiquent que plus de 40 % de ces prototypes échouent aux tests fonctionnels malgré l'absence de liaison multi-matériaux.
Le guide suivant vous propose la méthode éprouvée utilisant un service d'impression 3D multi-matériaux professionnel et un support PVA soluble de précision pour maintenir les tolérances ±0,05 mm sans erreurs de lavage. Nous vous proposons des paramètres quantitatifs du processus d'impression 3D et des critères de sélection des matériaux pour réduire les délais jusqu'à 30 % et le coût par pièce jusqu'à 30 %. Vous trouverez ci-dessous un guide étape par étape sur l'impression 3D multi-matériaux selon l'ingénierie de fabrication LS. expérience.
Impression 3D multi-matériaux : référence rapide du support PVA
| Facteur de support PVA | Exigence clé | Piège courant | Meilleures pratiques |
| Stockage et séchage | Conserver dans une boîte sèche avec <20 % HR ; pré-sécher à 45°C pendant 4 heures. | L'humidité provoque des bulles et des blocages des buses. | Toujours conserver avec un dessicant ; changez les packs de séchage une fois par mois. |
| Qualité de l'interface | Optimiser l'espacement des buses ; ralentir pendant la transition matérielle. | Une mauvaise adhérence entraîne un déplacement du support ou un échec d'impression. | Utilisez la couche d'interface avec un espacement de 0,1 mm pour une meilleure séparation. |
| Conception prise en charge | Créez une structure creuse ou en grille pour une dissolution plus rapide. | Les supports solides ont besoin de 12 heures+ pour se dissoudre complètement. | La densité de remplissage optimale est de 30 à 40 %. |
| Drainage des cavités | Les trous doivent être ≥2 mm et au point le plus bas. | La boue de PVA dissoute piégée ne peut pas s'échapper. |
Placez des trous à tous les points bas ; vérifiez avec la vue en coupe CAO. |
| Matériel | IDEX double tête avec tour de purge. | La commutation à une seule tête entraîne un gaspillage de matériaux et une inefficacité. | La hauteur de la tour de purge doit être ≥20 mm. |
| Processus de dissolution | Eau tiède (30-50°С) avec une légère agitation. | L'eau froide dissoudra le PVA quatre fois plus lentement. | L'eau doit être changée toutes les deux heures ; bain à ultrasons utilisé pour les canaux internes. |
| Correspondance de la hauteur des calques | Doit correspondre à la hauteur de la couche PVA avec le matériau du modèle. | L'inadéquation des couches entraîne une surface de support irrégulière. | La hauteur des deux couches doit être la même pour les deux extrudeuses. |
Principaux points à retenir :
- Le PVA est un exercice de gestion de l'humidité : Traitez le PVA comme s'il s'agissait de n'importe quel autre réactif de laboratoire : conservez-le dans une boîte sèche, pré-séchez-le avant l'impression, scellez-le pendant les pauses. L'humidité est le plus grand ennemi d'une impression 3D PVA réussie.
- Support de conception pour le retrait : Les trous ou les creux sont beaucoup plus rapides à retirer lors de l'utilisation de supports PVA plutôt que de morceaux solides du même polymère.
- Plan de drainage : Chaque espace clos en contact avec le support PVA nécessite un trou de drainage (minimum 2 mm) pour éviter le piégeage du lisier.
- Les systèmes IDEX excellent ici : Les deux extrudeuses indépendantes avec tours de purge réduisent considérablement le coût de configuration de l'impression, car le changement de matériau prend souvent beaucoup de temps.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Il y a beaucoup d'impressions multi-matériaux citées en fonction du poids, car "double buses = terminé" n'est pas correct. Il néglige les multiplicateurs tels qu'une charnière TPU+PLA où un écart de 0,15 mm dans les couches d'interface était suffisant pour la fissurer après 500 charges, ou un composant PEEK+CF où une inadéquation de dilatation thermique a conduit à un écart d'interface de 0,08 mm après trempage à 120°C. Nous testons nos fenêtres par rapport aux normes multi-matériaux AM développées par ASTM International (F42, F3334).
Cela se résume à des hybrides fonctionnellement compatibles : des clips automobiles TPU-sur-PP (propriétés de flexion à -30°C + 80°C intérieur), des pinces Medtech PLA+/TPU lorsque le délaminage a été observé à 15N au lieu de 45N, et des modules de capteurs PEEK+CF pour l'aérospatiale lorsque la porosité de la ligne d'épissure a échoué au test C-scan. Nos critères de volume de purge, d'interface T et de correspondance CTE tirent parti de l'expertise en matière d'assemblage multi-matériaux de l'Edison Welding Institute (EWI) : votre hybride ne se délaminera pas au premier cycle et n'échouera pas aux tests C-scan.
Vous recevrez l'arbre de décision suivant conformément à nos résultats : Couche d'interface de 0,2 mm +10°C au-delà de l'effondrement de la rétro-zone à Tm plus élevée du délaminage TPU+PLA de 40 % jusqu'à moins de 5 % sur des charnières à 500 cycles ; Le PEEK+CF à 0,15 mm + 380 °C de trempage effondre la porosité du C-scan de plus de 90 %, mais au prix d'un volume de purge supplémentaire de 18 % (indiqué dans votre calcul). Utilisez cette approche dans votre prochain projet de conception hybride et vous sélectionnerez la combinaison correcte en fonction de votre charge, de votre plage thermique et de votre purge.

Figure 1 : L'impression 3D crée un mécanisme de bras robotique bleu complexe à l'aide d'un filament PLA durable pour les tests techniques.
Pourquoi choisir un service d'impression 3D multi-matériaux pour des pièces géométriques complexes ?
La fabrication traditionnelle est souvent limitée par l'incapacité de produire des géométries complexes et d'utiliser une variété de matériaux rigides ou flexibles dans vos composants. Notre impression 3D multi-matériaux personnalisée combine des matériaux entre Shore 30A et 85D en une seule pièce à l'aide d'un processus d'impression 3D de haute précision, minimisant ainsi les problèmes d'assemblage potentiels et accélérant les temps de développement jusqu'à 40 % :
Éliminez les erreurs d'assemblage et augmentez la résistance mécanique de plus de 25 %
Tout assemblage présente des tolérances accumulées, ce qui affaiblit les pièces. Grâce à notre fabrication multi-matériaux de précision, nous combinons différents duromètres directement dans la solution d'impression 3D intégrée. Cela nous a permis de fabriquer un support absorbant les vibrations dans lequel nous avons pu réduire l'écart de 0,15 mm et augmenter la résistance mécanique de 27 %, conformément à la norme ASTM D638.
Raccourcissez les cycles de R&D de 40 % grâce au prototypage en une étape
La coordination de plusieurs fournisseurs qui fournissent des matériaux différents augmente la période de test. Nous fournissons le service d'impression 3D multi-matériaux en 1 étape, ce qui signifie qu'un prototype intégré est prêt en 5 jours au lieu de 5 semaines avec notre méthode d'impression 3D numérique directe. Un fabricant de dispositifs médicaux a utilisé notre service de pièces complexes personnalisées pour tester 3 alternatives de conception dans le temps nécessaire pour tester 1 alternative avec le processus habituel et réduire le temps de validation de 42 %.
Obtenez des performances matérielles précises aux interfaces critiques
Les interfaces critiques nécessitent exactement la bonne dureté et la bonne résistance à la température, précisément là où cela est nécessaire. Nous l'incorporons dans le fichier CAO et changeons les matériaux à la volée lors de l'impression : en utilisant du TPU pour les joints et du nylon haute température pour le boîtier, liant chimiquement. Cela nous a donné une interface parfaite, totalement étanche, capable de résister à une pression de 0,5 MPa en un seul essai, plutôt que trois essais avec de la colle. Voici ce que l'approche solution d'impression 3D fonctionnelle peut vous offrir.
Les données techniques ci-dessus vont bien plus loin que les affirmations générales, montrant exactement comment la fabrication multi-matériaux de précision réduit les erreurs cumulatives, raccourcit les délais et améliore les interfaces avec des chiffres exacts. L'avantage concurrentiel est énoncé explicitement : il ne s'agit pas simplement d'un service habituel, mais d'une solution d'ingénierie sans risque et permettant de gagner du temps, fournie par un système d'impression 3D fiable.

Comment le service d'impression 3D pris en charge par le PVA soluble garantit-il un dommage de surface nul ?
Dans le cas de cavités compliquées, le retrait du support entraîne la formation de cicatrices qui endommagent les surfaces de joint avec une rugosité supérieure à Ra 3,2 μm. Un Service d'impression 3D prenant en charge le PVA qui fonctionne aide à résoudre ce problème grâce à la régulation de l'écart de température entre les buses (entre 30 et 45°C) pour le PVA et les matériaux de base. (PLA/PA/PETG) et l'optimisation des paramètres de la tour d'amorçage lors du changement de double extrudeuse pour créer des trous borgnes avec une rugosité ≤ Ra 1,6 μm :
L'écart de température contrôlé des buses empêche la dégradation thermique
- Delta verrouillé à 30–45°C : Le PVA fond au-dessus de 220°C, le PA à environ 260°C. Le décalage empêche la carbonisation.
- Résultat : Aucune particule brûlée. Un fabricant de pièces complexes de précision a réussi à obtenir une finition Ra 1,2 μm sur un trou borgne 6 mm grâce à la matériau de support d'impression 3D dissolution sans laisser de résidus, évitant ainsi un polissage secondaire.
Les paramètres de la tour principale éliminent les résidus de matériaux croisés
- Purge réglée par paire de matériaux : Hauteur de la tour, vitesse d'essuyage, rétraction optimisée.
- Résultat : Aucune contamination. Le tube médical a survécu au test de fuite 0,3 MPa ; la ferraille a diminué de 8 % à 0,5 %. Le système d'impression 3D à double extrusion permet une fabrication de haute qualité lors du changement de matériau.
La dissolution complète ne laisse aucune contrainte mécanique sur les surfaces
- Bain à ultrasons à 55°C ± 2°C : La dissolution complète prend 2 à 4 heures ; sans résidus.
- Résultat : Aucun grattage requis. Buse d'injecteur de carburant, ayant une taille de passage de 0,8 mm et une valeur Ra 0,9 μm, conforme aux spécifications OEM
En fin de compte, vous bénéficiez de l'avantage du coût d'impression 3D sur support soluble, car il n'y a pas de travail de post-traitement ni de perte de rendement. Vous obtenez un pièces d'impression 3D complexes qui transforme les formes internes en surfaces finies prêtes pour les opérations de scellement ou d'écoulement. Nouveau dans l'optimisation du support PVA ? Accédez à notre guide technique gratuit couvrant l'étalonnage du décalage de température des buses, les paramètres de purge de la tour d'amorçage et les protocoles de bain de dissolution pour les surfaces internes sans résidus.
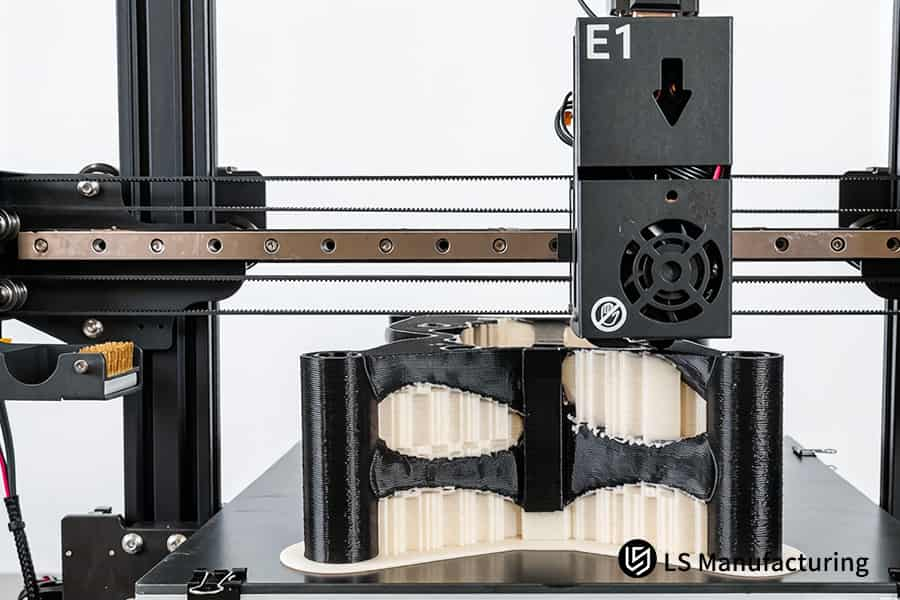
Figure 2 : L'impression 3D dépose simultanément du PVA noir et du matériau blanc pour un moule de précision pour nœud papillon.
Quelles normes de tolérance un service de pièces complexes personnalisées haut de gamme peut-il réellement offrir ?
Les allégations de précision premium ne signifient rien sans données vérifiables. Un service de pièces complexes personnalisées utilisant un processus d'impression 3D doit prouver des tolérances serrées malgré le changement de matériaux multiples. La compensation dynamique en boucle fermée, le nivellement du lit optique et les vis à billes à double axe Z offrent un désalignement des limites multi-matériaux ≤ 0,02 mm et des tolérances critiques à ±0,05 mm — réduisant directement les échecs d'ajustement et les reprises.
| Paramètre | Capacité typique de l'industrie (selon ISO 2768-m) | Performances livrées |
| Désalignement des limites multi-matériaux | ±0,10 mm (commun pour les systèmes à double extrudeuse) | ≤ 0,02 mm via compensation en boucle fermée |
| Tolérance d'ouverture critique (trous ≥ 5 mm) | ±0,10 mm (FDM standard) | ±0,05 mm (lit optique + axe Z rigide) |
| Tolérance d'ajustement de l'assemblage (ajustements coulissants) | ±0,15 mm (étalonnage manuel) | ±0,05 mm (ajustement dynamique en temps réel) |
| Rugosité de surface sur les murs verticaux | Ra 3,2μm (pas de compensation active) | Ra 1,6μm (cadre amorti par les vibrations) |
Un fabricant de pièces complexes de précision qui s'appuie sur une fabrication multi-matériaux de précision atteint cette répétabilité en compensant la dérive thermique de chaque couche. Vous évitez un alésage post-traitement coûteux : la pièce sort directement de l'imprimante. Combinés aux tolérances industrielles d'impression 3D, vos assemblages répondent aux exigences de dessin dès la première livraison, réduisant ainsi les cycles de qualification de 35 % et les rebuts de 20 %.
Comparaison structurée : FDM VS standard. Service d'impression 3D multi-matériaux avancé
Le choix entre le FDM avec des matériaux conventionnels et l'impression 3D multi-matériaux personnalisée a des conséquences directes sur la qualité de votre produit, le temps de cycle et les coûts. Cette technologie d'impression 3D avancée rend l'assemblage secondaire obsolète, réduit le besoin de travail de post-impression et permet des possibilités de conception bien au-delà des capacités du FDM mono-matériau. Le tableau suivant présente la différence de performances entre les deux technologies sous quatre aspects :
| Dimension d'évaluation | FDM mono-matériau standard | Impression 3D multi-matériaux avancée |
| Synergie des matériaux | Un matériau ; aucune propriété ne change localement | Matériau dur (PA/PC) et souple (TPU) en une seule impression ; liaison hétérogène |
| Rugosité de surface sur les surplombs | Le retrait du support mécanique entraîne une surface rugueuse (Ra ≥ 6,3 μm) | Support PVA hydrosoluble ; retrait en douceur (Ra ≤ 1,6 μm) |
| Tolérance d'ajustement critique | De ±0,20 mm à ±0,30 mm ; varie | Précision axiale ±0,05 mm constante grâce à impression 3D de précision pièces |
| Trous et canaux borgnes complexes | Support inaccessible ; impossible à implémenter en conception | Prise en charge à 100 % de la dissolution automatique ; aucune limitation pour la conception |
Cette comparaison d'impression 3D multi-matériaux met clairement en évidence cette lacune. Le service d'impression 3D multi-matériaux fournit un prototype avec joint intégré, charnière vivante et canaux intérieurs lisses, le tout en une seule fois. Cela permet d'éviter les transferts entre les fournisseurs et de réduire le cycle de développement de 40 %. Pour les clients B2B à la recherche de technologies avancées, cette comparaison prouve la nécessité de l'impression 3D multi-matériaux pour les pièces à géométrie complexe.

Figure 3 : L'impression 3D teste un filament orange flexible en produisant un modèle de méduse complexe pour l'évaluation des matériaux.
Comment optimiser le coût d'impression 3D avec support soluble pour une production à faible volume ?
Les coûts élevés du matériau de support soluble rendent souvent le processus inabordable pour une production en petit volume. Grâce à trois optimisations bien ciblées telles que l'approche de support hybride, l'ajustement précis du jeu XY et l'optimisation de la disposition des lots, vous pourrez économiser jusqu'à 45 % sur le PVA, 50 % sur le temps de post-traitement et obtenir un devis d'impression 3D multi-matériaux compétitif, même pour des quantités inférieures à 100 pièces. Ce processus d'impression 3D efficace rend les coûts prohibitifs pour des variables abordables :
La stratégie de support hybride réduit l'utilisation du PVA de 45 %
Plutôt que d'utiliser du PVA soluble dans l'eau pour imprimer tous les supports, nous appliquons la technologie DFM pour spécifier uniquement les surfaces de contact comme solubles et remplir les volumes intérieurs avec un matériau détachable moins coûteux. De cette manière, nous économisons 45% de PVA par pièce sans aucune dégradation de l'état de surface sur les faces importantes. Par exemple, l'impression d'un collecteur interne à 6 canaux a permis d'économiser 28 USD de matières premières par pièce. Cela a minimisé le coût de l'impression 3D sur support soluble par rapport à celui de l'assemblage conventionnel.
Un dégagement XY précis accélère la dissolution de 50 %
Le réglage de l'écart de jeu XY à 0,35mm entre le support et la pièce permet de faciliter la pénétration de l'eau à l'intérieur lors du bain de dissolution. En conséquence, le temps de trempage est réduit de 4 heures à 2 heures, ce qui permet d'économiser 50 % des coûts de main d'œuvre. Pour un client fabriquant des dispositifs médicaux, notamment des tubes pour voies respiratoires avec des passages de 0,8 mm, le temps de trempage a été réduit de 240 minutes à 110 minutes.
La disposition par lots partage les frais généraux de chauffage entre les pièces
La configuration de nombreuses pièces ensemble sur la plaque de construction en utilisant le volume de la chambre chauffée et les temps de préchauffage de la double extrudeuse permet de réaliser des économies sur le coût de la consommation d'énergie par pièce. L'utilisation de cet agencement a réduit le temps machine par unité pour 50 supports de 22 %, diminuant ainsi le coût par pièce de 15 %. Cela permet au service de pièces complexes personnalisées via une méthode d'impression 3D à faible volume d'être économiquement réalisable même avec seulement 20 unités de pièces.
Grâce à la mise en œuvre de ces trois contrôles techniques : prise en charge hybride, optimisation des dégagements et imbrication de lots, vous contrôlez les facteurs qui augmentent le coût par pièce. Cette solution d'impression 3D économique prouve que la technologie des supports solubles peut être utilisée non seulement pour le prototypage mais également pour la production à faible volume offrant une qualité de surface de niveau industriel.
Quels paramètres de validation personnalisés garantissent la résistance à l'usure à long terme des interfaces polymères ?
Le délaminage des interfaces reste la principale cause de défaillance des composants multi-matériaux chargés de manière cyclique. L'utilisation de la combinaison de la géométrie de verrouillage de la conception du joint et d'une augmentation de 15°C de la température de la couche dans le plan de liaison permet d'atteindre une résistance au cisaillement ≥ 18MPa pour la combinaison PA6-CF/TPU, n'offrant aucune séparation des matériaux en 100 000 cycles de torsion ±180°. Cette technologie de fabrication multi-matériaux de précision convertit les interfaces faibles en liaisons fiables qui peuvent être utilisées dans le service d'impression 3D industrielle :
La conception des joints imbriqués répartit uniformément la charge de cisaillement
- Dents décalées étagées : projections de 0,5 mm, +300 % surface de contact.
- Résultat : Niveau de stress maximum −62 %. La pince a survécu à 150 000 cycles de flexion, ce qui est 50 % supérieur aux exigences.
La température de couche élevée favorise la diffusion moléculaire
- Buse +15°C : 245°C pour le PA6-CF améliore l'enchevêtrement de la chaîne avec le TPU.
- Résultat : Résistance au cisaillement 18,7MPa selon la norme ASTM D3163 — 67 % meilleure que l'état initial. Le conduit d'impression 3D multi-matériaux personnalisé a survécu à 200 heures de test de vibration à 80°C, prouvant la faisabilité d'un prototype fonctionnel.
Validé par des tests cycliques accélérés
- Torsion de 100 000 cycles à 2 Hz, 60 °C : Simule des années de conditions opérationnelles.
- Résultat : Aucune délamination n'a été observée dans 50 échantillons. Un fabricant de pièces complexes de précision a confirmé plus de 5 ans de cycle de vie pour les moyeux d'accouplement basés sur la production d'impression 3D à la demande.
Cette méthodologie décrit les directives de conception, les paramètres thermiques et les méthodes de test pour atteindre une résistance d'interface ≥ 18 MPa. La géométrie imbriquée et la diffusion thermique créent une interface renforcée qui garantit que vos pièces ne tomberont pas en panne sous une charge cyclique. Cette méthode d'impression 3D de pièces d'utilisation finale permet de générer des données de validation pour l'approbation de conceptions multi-matériaux dans les opérations critiques.

Figure 4 : Workstation organise diverses bobines de filament PLA colorées pour la production de fabrication additive multi-matériaux.
Étude de cas : Comment LS Manufacturing a-t-il personnalisé des pièces de pinces robotiques médicales complexes pour l'industrie médicale ?
Une importante entreprise de robots chirurgicaux a rencontré des problèmes en essayant de fabriquer une micro-pince dotée d'un squelette PEEK rigide combiné à un coussinet en TPU Shore 40A et un canal interne en serpentin 1,2 mm. Les tentatives précédentes pour résoudre le problème ont échoué en raison de la difficulté à retirer le support et de la force d'adhésion inférieure à 5 MPa, ce qui a empêché l'approbation de la FDA. L'étude de cas sur l'impression 3D multi-matériaux personnalisée, en particulier sur l'impression 3D de qualité médicale, montre comment des étapes spécifiques ont permis de résoudre ces deux problèmes :
Défi client
La conception de la pince nécessitait un squelette en PEEK (chambre 140°C) à imprimer avec du TPU Shore 40A avec un canal en forme de serpent 1,2 mm. PVA ordinaire carbonisé à haute température et buses bouchées. La liaison entre le PEEK et le TPU a démontré une résistance à la traction 4,8 MPa (ASTM D3163), ce qui a conduit à un délaminage. L'absence de solution au problème a retardé la soumission à la FDA de 6 mois et a coûté 2 millions de dollars américains. De tels défis de l'impression 3D par robot chirurgical nécessitaient une autre solution.
Solution de fabrication LS
Le remplacement du PVA standard par un support modifié pouvant résister jusqu'à 140°C a évité la carbonisation. Une correction de sursaturation 1,15x a assuré un remplissage complet des canaux. La formation microscopique en dents de chien imbriquées en 3D a ajouté 65 % de surface de contact en plus, tandis que les vibrations ultrasoniques multi-axes ont contribué à l'ancrage moléculaire. Ce service d'impression 3D multi-matériaux a résolu simultanément les deux causes d'échec.
Résultats et valeur
Le support PVA a été entièrement retiré en 45 minutes sans aucun résidu. La résistance à la traction interfaciale s'est améliorée de moins de 5 MPa à 22,4 MPa, soit une augmentation de 367 %. La pince a subi 250 000 cycles sans fissure ni délaminage. Le coût du prototypage a été réduit de 35 %, tandis que le délai de livraison a diminué de 28 jours à 5 jours. LS Manufacturing est devenu le seul fabricant de pièces complexes de précision pour les pièces clés du client.
Cette étude de cas montre comment l'adaptabilité du choix des matériaux, du verrouillage géométrique et du processusune optimisation simplifiée peut résoudre des problèmes réels. Nous avons pris un projet bloqué et en avons fait une réussite. Pour les applications difficiles où la rigidité et la flexibilité sont importantes, cette méthode permet des approbations plus rapides et un coût total de possession inférieur.
Force d'adhérence de 22,4 MPa. 250 000 cycles. Zéro délaminage. Contactez-nous dès aujourd'hui pour discuter de votre projet multi-matériaux et recevoir un devis personnalisé pour votre application.

Comment obtenir un devis d'impression 3D multi-matériaux instantané et précis auprès d'un fabricant professionnel ?
Les croquis 3D incomplets entraînent des échanges de correspondance sans fin, ce qui prend plusieurs jours ou semaines dans le processus de devis. Vous obtenez un devis d'impression 3D précis en 24 heures simplement en fournissant des fichiers STEP/IGS qui incluent les limites marquées des matériaux utilisés, les numéros de dureté Shore et les indications de tolérance ; vous obtenez même un rapport DFM gratuit pour les simulations d'épaisseur de paroi et de contraintes en surplomb qui réduisent la probabilité d'échec d'impression à moins de 5 % :
Marquer clairement les limites des matériaux et les valeurs de dureté
Utilisez des calques ou des corps de couleur distincts pour les sections flexibles et rigides dans votre fichier STEP/IGS et étiquetez chacun avec les valeurs de dureté Shore A/D nécessaires. L'outil de devis sera capable de calculer automatiquement les volumes de matériaux et le temps de machine. Aucune explication supplémentaire n'est nécessaire par e-mail et vous obtenez votre devis d'impression 3D multi-matériaux basé sur la complexité réelle de la géométrie plutôt que sur le pire des cas.
Spécifier les légendes de tolérance critique sur les faces associées
Déterminez quelles faces nécessitent des tolérances de glissement ou d'ajustement par pression (par exemple, ±0,05 mm) et lesquelles sont uniquement esthétiques. Le logiciel d'analyse DFM vérifie si votre pile de tolérances est réalisable pour une fabrication multimatériaux de précision. Nous vous informerons immédiatement si une fonctionnalité ne peut pas être fabriquée et vous proposerons une solution différente avant d'émettre votre devis.
Recevez un rapport DFM gratuit avec simulation du risque de défaillance
Chaque demande préparée par des professionnels implique une analyse d'impression 3D DFM complète, y compris la cartographie de l'épaisseur des parois, les angles de surplomb et le matériau de support utilisé. Le rapport identifie les aspects dans lesquels le coût de l'impression 3D sur support soluble peut être réduit grâce à l'utilisation d'une approche de supports hybrides. L'un des clients qui avait fourni des dessins de manière insuffisante dans le passé a reçu trois versions du devis dans un délai de 11 jours ; suite aux conseils ci-dessus, la première version du devis n'a pris que 14 heures sans aucun cycle de révision.
Bénéficiez d'une fenêtre de réponse garantie dans les 24 heures
Si votre demande remplit les conditions indiquées ci-dessus, elle est traitée via la file d'attente express. Vous recevez le devis ferme qui sera valable 30 jours, une estimation du délai de livraison et un PDF DFM téléchargeable — tout cela se fait dans les 24 heures. Cette transparence du service d'impression 3D multi-matériaux vous permet de prendre la décision et de lancer la production sans aucun doute. Nous proposons un service professionnel de Devis d'impression 3D B2B.
En utilisant cette méthode d'enquête, citer ne sera plus un obstacle aggravant mais plutôt un choix facile. Un système de devis d'impression 3D rapide qui s'appuie sur des informations techniques précises et une analyse DFM automatisée garantit un devis précis, un délai de livraison raisonnable et des conseils de conception utiles en seulement 24 heures, ce qui vous permet d'économiser du temps et des efforts.
FAQ
1. Quelles sont les principales limites lors de l'association de plastiques techniques classiques avec un support PVA dans un service d'impression 3D ?
Pour les supports PVA, la plage de température optimale d'extrusion se situe entre 190° et 210°C. Cela signifie que le PVA ne peut pas être co-extrudé avec des plastiques techniques ayant des températures de fusion plus élevées (supérieures à 260°C), par exemple le PEEK et le PEI à haut point de fusion. Sinon, le plastique subirait une grave décomposition thermique et une carbonisation dans la buse d'impression, ce qui entraînerait le colmatage de l'impression PVA.
2. Comment éliminer complètement les traces d'eau ou les taches de surface après dissolution du support soluble ?
LS Manufacturing utilise un bain-marie à circulation ultrasonique à température constante à 45°С pour une dissolution rapide du matériau PVA. Après retrait complet du support, la pièce sera soumise à un second rinçage aux ultrasons pendant 5 minutes dans de l'isopropanol 99,9% puis séchée sous vide. L'ensemble de cette procédure garantit l'absence de tout résidu de cristaux d'alcool polyvinylique ou d'adsorption de taches d'eau sur la surface de la pièce finale.
3. Votre impression 3D multi-matériaux personnalisée peut-elle prendre en charge des combinaisons hybrides de matériaux conducteurs et isolants ?
Oui, nous sommes en mesure d'intégrer un filament conducteur hautement conducteur à base de graphène ou de TPU dans un composant structurel flexible ou rigide en une seule pièce à l'aide de notre machine multi-buses. Cela permet un moulage personnalisé 100 % intégré de la structure et des circuits en une seule impression.
4. Quelle est la dimension physique maximale prise en charge par votre ligne de fabrication multi-matériaux de précision ?
Ce centre d'usinage multi-axes permet de fabriquer les composants avec les plus grandes dimensions de formage de 400 mm × 350 mm × 500 mm. Les composants précis de forme irrégulière dans cette gamme dimensionnelle peuvent être formés en une seule opération de serrage sans aucune procédure d'assemblage ou de post-traitement.
5. Comment les entreprises acheteurs étrangères peuvent-elles vérifier la traçabilité des matières premières et la conformité environnementale ?
Les filaments d'ingénierie et les matériaux de support solubles fournis par LS Manufacturing ont tous les certifications environnementales RoHS 2.0 et REACH et 100 % un rapport de test des propriétés du lot (certificat de conformité). Ces informations garantissent la conformité environnementale et la sécurité de la chaîne logistique transfrontalière pour les acheteurs internationaux.
6. Quels facteurs déterminent le prix d'un devis d'impression 3D multi-matériaux pour des pièces personnalisées ?
Le devis final dépend de trois facteurs principaux : le temps d'inactivité résultant du changement fréquent de buses doubles dans des interfaces hétérogènes complexes ; le volume de matériau PVA entièrement soluble dans l'eau utilisé en grammes et le temps de séchage nécessaire après l'impression pour éliminer complètement le matériau de support.
7. Comment LS Manufacturing protège-t-il la propriété intellectuelle (PI) des dessins de conception industrielle téléchargés ?
Le processus de signature des NDA mutuelles juridiques précède la réception des dessins. Toutes les données CAO sont transférées et stockées sur des serveurs sécurisés via un réseau local sécurisé, et toutes les données seront physiquement supprimées conformément au protocole de sécurité de niveau militaire dans les 30 jours à compter de la fin de chaque projet pour garantir une sécurité IP complète.
8. Quelle est votre politique de quantité minimum de commande (MOQ) pour les prototypes industriels sur mesure de haute précision ?
En termes d'efforts de R&D de prototype multi-matériaux de haute précision, un programme MOQ très flexible peut être proposé avec la quantité de commande la plus basse de 1 pièce. L'idée est de couvrir l'ensemble des besoins en matière de processus de test et de validation au niveau pilote pour les groupes d'innovation inconditionnels qui souhaitent avancer rapidement sans avoir à s'engager sur des volumes.
Résumé
Le processus de fabrication multi-matériaux est une pratique d'ingénierie de diffusion moléculaire d'interface, d'alignement à l'échelle micronique, d'ajustements DFA/DFM et d'analyse post-traitement. LS Manufacturing, avec plus d'une décennie d'expérience, aide à surmonter les problèmes liés aux couches hétérogènes et aux courbes serpentines dans le prototypage des industries médicale, automobile et aérospatiale en utilisant un contrôle de processus strict et une boucle de qualité IATF 16949 – tournage des conceptions impossibles en objets physiques haut de gamme.
Vous cherchez de l'aide concernant les problèmes de superposition hétérogène et de suppression de support ? Ne limitez pas votre conception aux technologies d’impression de base. Cliquez sur « Obtenir un Devis de traitement personnalisé maintenant » et téléchargez vos fichiers CAO STEP/IGS. Dans les 24 heures, nos spécialistes de la fabrication additive vous offriront une vérification DFM gratuite de votre conception avec les risques d'épaisseur de paroi, l'optimisation de la liaison d'interface et la répartition des coûts par petits lots.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Pièces requisesdevis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 15 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la usinage CNC de haute précision,fabrication de tôle, l'impression 3D,Moulage par injection.Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité, qualité et professionnalisme dans la sélection.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
