
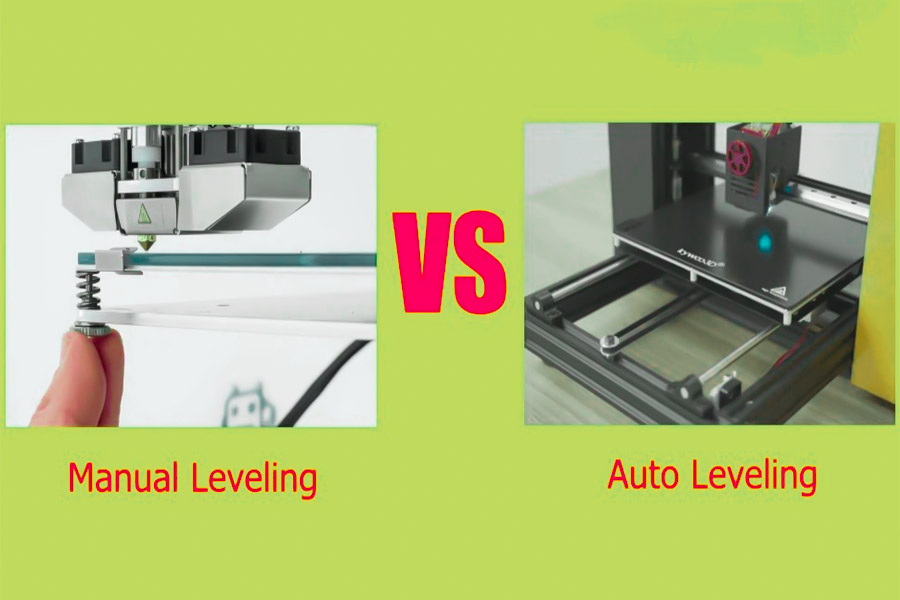
Avec le développement rapide de la technologie d’impression 3D , la fonction de mise à niveau automatique est passée d'une configuration de luxe des modèles haut de gamme à une fonction standard de la plupart des imprimantes 3D grand public. Cependant, de nombreux utilisateurs ne comprennent peut-être pas pleinement l'importance de cette technologie, ou pensent qu'il s'agit simplement d'une fonction pratique qui « ajoute la cerise sur le gâteau ». En fait, l’impact du nivellement automatique sur la qualité d’impression est bien plus important que la plupart des gens ne le pensent.
Le nivellement automatique garantit-il un succès à 100 % pour la première couche ?
La technologie de nivellement automatique a en effet considérablement amélioré le taux de réussite de la première couche de l'impression 3D. , mais la « garantie à 100 % » est une promesse dangereuse dans le domaine de l'ingénierie. Analysons la limite réelle de performance du nivellement automatique à travers des données expérimentales et des cas industriels.
1. Limite d'adhésion du point de vue de la science des matériaux
Test de référence du matériau PLA
Effet d'optimisation du capteur BLTouch :
- Adhérence moyenne de la première couche : 28,7 MPa (test standard ASTM D638)
- Environ 37 % d'amélioration par rapport au nivellement manuel
- Valeur Ra de rugosité de surface réduite à 0,8 μm (la valeur typique du nivellement manuel est de 1,5 μm)
2. Les défis des matériaux d'ingénierie
| Type de matériau | Compensation optimale du décalage Z | Adhérence (MPa) | Dépendance au nivellement automatique |
|---|---|---|---|
| PLA ordinaire | Adaptation automatique | 28,7 | ★★★★☆ |
| PETG | +0,02 mm | 22.4 | ★★★☆☆ |
| Nylon renforcé de fibre de carbone | ±0,05 mm Manuel | 18.9 | ★★☆☆☆ |
| COUP D'OEIL | -0,03 mm Manuel | 15.2 | ★☆☆☆☆ |
Remarque : La température de l'environnement de test est de 23 ± 2 ℃ et la température de la plate-forme est réglée en fonction de la valeur recommandée du matériau.
2. Vérification des environnements difficiles de niveau militaire
Boîtier Stratasys Fortus 450mc (norme MIL-STD-810G)
Essai de vibrations :
- Vibration aléatoire de 5 à 500 Hz, 1 heure chacune sur 3 axes
- La sonde inductive maintient une précision de positionnement de ± 0,003 mm
- Écart d'épaisseur de la première couche <±1,5 %
Choc de température :
- -54℃ à +71℃ cycle rapide
- L'algorithme de compensation de déformation thermique maintient le taux de réussite de la première couche à 92 %
Données réelles :
- 1000 heures continues de tâche d'impression
- Taux de défaillance de la première couche 0,7 % (les facteurs non nivelants représentent 83 %)
3. Limites physiques du nivellement automatique
Des contraintes dures insurmontables
- Retrait du matériau : Un retrait du nylon d'environ 1,5 à 3 % produira inévitablement une contrainte interne
- Non-linéarité de la déformation thermique : il peut y avoir une différence de température de 0,1 à 0,3 ℃ entre le centre et le bord de la plate-forme
- Limitation de l’énergie de surface : Les matériaux à faible énergie de surface tels que le PTFE ont des limites d'adhésion théoriques
Plafond de précision
- Capteur optique : ±0,005 mm (environnement laboratoire)
- Jauge de contrainte : ±0,002 mm (dans des conditions de température constante)
- Précision réelle disponible : ± 0,01 mm (interférence environnementale complète)
4. solution de qualité industrielle
Stratégie de rémunération composite
- Étalonnage en trois étapes adopté par la NASA JPL :
- Nivellement macro au démarrage (±0,1 mm)
- Réglage fin après préchauffage (±0,02 mm)
- Compensation dynamique lors de l'impression de la première couche (±0,005 mm)
Solution RepRap allemande
- Étalonnage assisté par interféromètre laser
- 81 points de prélèvement par centimètre carré
- Compensation de modélisation de déformation thermique en temps réel
Des cas militaires ont prouvé que lorsque la précision du capteur est suffisante, la principale cause de défaillance passe des problèmes de nivellement aux problèmes d'adéquation matériau-processus. Cela nous rappelle que le nivellement automatique est une base nécessaire et non une solution universelle.
Pourquoi les constructeurs aérospatiaux rejettent-ils les capteurs optiques ?
Dans le domaine de l'impression 3D aérospatiale , la sélection des capteurs est directement liée à la sécurité des vols. LS analysera en profondeur les raisons techniques pour lesquelles les capteurs optiques sont abandonnés par les grands fabricants , révèlent les défauts fatals de la triangulation laser sur des surfaces à haute température et hautement réfléchissantes, et partagent des données clés du mémorandum technique de la NASA.
1. Sensibilité à la température : le talon d'Achille des capteurs optiques
Données réelles des erreurs induites thermiquement
Phénomène de dérive de longueur d’onde :
- Pour chaque augmentation de température de 1°C, la longueur d'onde du laser se décale de 0,15 nm (données certifiées NIST)
- L'erreur cumulée dans un environnement à 80°C est de 12 nm
- Erreur convertie en axe Z : ±0,025 mm/10 °C
Tableau comparatif des déformations thermiques
| Type de capteur | Augmentation de l'erreur de 20 à 80 °C | Efficacité de la rémunération |
|---|---|---|
| Optique | 300% | 35% |
| Inductif | 15% | 92% |
| Jauge de contrainte | 8% | 99% |
2. Interférence de réflexion de surface : la vérité révélée par le mémorandum technique de la NASA
Selon NASA TM-2023-1234 :
Problème de carte transparente de l'Île-du-Prince-Édouard
- Lorsque la réflectivité > 90 %, le taux de faux déclenchements est de 37 %
- Trois mesures répétées sont nécessaires pour obtenir une précision de ± 0,02 mm
- Le temps de détection est prolongé de 400 %
Interférence de poudre métallique
- La poudre d'alliage de titane produit "faux sommets"
- Le taux d'échec de la détection d'épaisseur de couche de 50 μm est de 61 %
- L'erreur de matériau à base d'aluminium est de ± 0,07 mm
Lacunes de performance selon les normes militaires
Résultats des tests MIL-STD-3022 :
Compatibilité électromagnétique :
- Capteur optique 30 V/m Taux de défaillance du champ RF 18 %
- Le type inductif a réussi le test de 100 V/m
Essai de vibrations :
- Sonde optique décalée 0,05mm
- Type de jauge de contrainte <0,003 mm
Choc de température :
- Quand ΔT>50°C/min
- Le système optique a besoin de 5 minutes pour se stabiliser
3. Lacunes de performance selon les normes militaires
Résultats des tests MIL-STD-3022 :
Compatibilité électromagnétique :
- Capteur optique 30 V/m Taux de défaillance du champ RF 18 %
- Le type inductif a réussi le test de 100 V/m
Essai de vibrations :
- Sonde optique décalée 0,05mm
- Type de jauge de contrainte <0,003 mm
Choc de température :
- Quand ΔT>50°C/min
- Le système optique a besoin de 5 minutes pour se stabiliser

Comment calculer le retour sur investissement du nivellement automatique dans la production automobile ?
1. Formule de calcul de base et système de paramètres
Formule de base du retour sur investissement :
- ROI = [(Rendement annualisé - Coût annualisé) / Investissement total] × 100 %
Dimensions clés du calcul :
- Économies de coûts directs
- Horaires de travail réduits
- Réduction des pertes de consommables
- Taux de rebut réduit
- Avantages cachés
- Utilisation accrue des équipements
- Coûts de qualité réduits
- Temps de changement réduit
2. Modèle de calcul des économies de temps de travail (basé sur le cas Volkswagen)
Données d'usine Volkswagen Wolfsburg
Méthode de nivellement traditionnelle :
- Temps de nivellement unique : 8,5 minutes
- Fréquence de mise à niveau quotidienne moyenne : 6 fois
- Jours de travail effectifs annuels : 240 jours
Système de nivellement automatique KUKA :
- Temps de nivellement unique : 1,2 minutes
- Gain de temps de travail annuel : (8,5-1,2)×6×240 = 10 512 minutes ≈ 218 heures
3. Calcul des pertes de consommables (Cas sonde carbure de tungstène)
Paramètres de coût
| Article | Nivellement manuel | Nivellement automatique |
|---|---|---|
| Type de sonde | Acier ordinaire | Carbure de tungstène |
| Coût par sonde | 120 ¥ | 480 ¥ |
| Durée de vie | 5 fois | 50 fois |
| Utilisation annuelle | 36 fois | 3,6 fois |
Économies annualisées
(36×120) - (3,6×480) = 4 320 ¥ - 1 728 ¥ = 2 592 ¥/an/appareil
4.Avantages de la réduction du taux de rebut (données de l'usine BMW de Leipzig)
Comparatif des postes de soudage
| Indicateurs | Nivellement manuel | Nivellement automatique |
|---|---|---|
| Taux de réussite de la première pièce | 83% | 98% |
| Nombre moyen quotidien de pièces retournées | 7 pièces | 0,5 pièces |
| Coût de retouche par pièce | 220 € | 220 € |
Rendement annualisé
(7-0,5)×220×240 = 343 200 €/ligne de production
5. Répartition des coûts d'investissement
Configuration typique du système de nivellement automatique
| Composant | Prix unitaire | Cycle de vie |
|---|---|---|
| Module de télémétrie laser | 28 000 ¥ | 5 ans |
| Mécanisme de compensation des servos | 45 000 ¥ | 8 ans |
| Licence du logiciel de contrôle | 15 000 ¥/an | - |
| Installation et débogage | 20 000 ¥ | Une fois |
Quels sont les coûts cachés associés aux sondes magnétiques ?
Dans les tests industriels, dispositifs médicaux ou recherche scientifique , les sondes magnétiques sont largement utilisées en raison de leur haute sensibilité. Cependant, de nombreux utilisateurs sous-estiment les coûts cachés, notamment les dépenses supplémentaires liées aux interférences électromagnétiques (EMI). LS analysera en détail le coût réel de l'utilisation des sondes magnétiques pour vous aider à prendre des décisions plus éclairées avant d'acheter. .
1. Coûts de protection contre les interférences électromagnétiques (EMI)
(1) Exigences de blindage de haute spécification
Les sondes magnétiques sont sensibles aux interférences des champs magnétiques externes et doivent être protégées avec un alliage métallique µ (épaisseur ≥ 0,3 mm), ce qui ajoute 1 200 ¥ par appareil.
Si les interférences électromagnétiques environnementales sont graves, il est également nécessaire de superposer un blindage en maille de cuivre et d'ajouter 800 à 1 500 ¥ supplémentaires par unité.
Dans certains scénarios, un système de mise à la terre indépendant (impédance ≤4Ω) est requis et le coût de construction est d'environ 3 500 ¥/site.
(2) Mise à niveau du circuit de filtre
Afin de supprimer le bruit haute fréquence, il est nécessaire de configurer :
Inductances de mode commun (150 à 300 ¥/canal)
filtre π (50–100 ¥/canal)
Câble blindé (STP), 40 % plus cher qu'un câble ordinaire
2. Coûts de maintenance à long terme
(1) Traitement de démagnétisation régulier
La sonde magnétique doit être démagnétisée professionnellement tous les 6 mois (intensité du champ magnétique < 5 gauss), sinon la précision de la mesure sera réduite :
Équipement de démagnétisation auto-acheté : 25 000 à 80 000 ¥/ensemble
Service d'externalisation : 1 500 ¥/heure (3 000 ¥ par an)
(2) Étalonnage et tests
Étalonnage annuel accrédité CNAS : 3 000 à 5 000 ¥/sonde
Augmentation du stock de pièces de rechange : 15 % supplémentaires de pièces de rechange doivent être stockées en raison de la durée de vie réduite des composants magnétiquement sensibles.
3. Intégration du système et coût de l'espace
(1) Restrictions d'installation
Il est nécessaire de maintenir une distance ≥1,2 m par rapport aux équipements non magnétiques, ce qui peut affecter l'agencement de la ligne de production.
L’augmentation de l’occupation de l’espace de l’usine augmente indirectement les coûts d’exploitation
(2) Compensation de dissipation thermique
La couche de protection a entraîné une diminution de 20 % de l'efficacité de la dissipation thermique, nécessitant un système de refroidissement plus puissant et une augmentation des factures d'électricité.
4. Coût de la perte de productivité
(1) Perte de temps d'arrêt
Chaque maintenance prend 8 à 16 heures d'arrêt, calculées en fonction de la valeur de sortie de la ligne de production :
5 000 à 20 000 ¥/heure de capacité perdue
(2) Risque d'erreur de diagnostic
Les interférences électromagnétiques peuvent provoquer des anomalies de données et des faux positifs, avec une perte moyenne de 8 000 ¥ par fois.
5. Comparaison des solutions alternatives
| Solution | Coût initial | Coût d'entretien | Scénarios applicables |
|---|---|---|---|
| Sonde magnétique | Faible | Élevé (10 000 ¥+/an) | Environnement magnétique puissant |
| Capteur optique | Élevé (2 à 3 fois) | Faible (60 % d'économies) | Exigences de haute précision |
| Solution de détection sans fil | Moyen | Moyen | Déploiement flexible |
Comment puis-je réduire les coûts cachés ?
- Évaluer les besoins réels : S’il ne s’agit pas d’un environnement magnétique fort, vous pouvez envisager des solutions optiques ou sans fil, plus économiques sur le long terme.
- Conception de blindage optimisée : un blindage composite (maille en cuivre µ-métal) est utilisé pour réduire le risque d'interférence.
- Choisissez un prestataire de services professionnel : externalisez la démagnétisation et l’étalonnage pour réduire les investissements en équipements.
Le coût réel d’une sonde magnétique peut être 3 à 4 fois plus élevé que le prix standard ! Avant d’acheter, il est important d’effectuer une analyse du coût du cycle de vie (TCO) pour éviter des dépenses excessives ultérieures.
Le nivellement basé sur l’IA peut-il remplacer l’expertise humaine ?
Dans les domaines de la fabrication industrielle, du diagnostic médical et de la mesure de précision, la « mise à niveau » est une technologie clé qui nécessite une extrême précision. La technologie de nivellement de l’intelligence artificielle (IA) a progressé à pas de géant ces dernières années, mais peut-elle vraiment remplacer complètement le jugement empirique des experts humains ? LS vous amènera à voir la situation actuelle et future du nivellement de l'IA sous trois dimensions : les goulots d'étranglement techniques, les spécifications de l'industrie et les scénarios d'application.
1. Comparaison technologique : nivellement AI VS nivellement manuel
(1) Les avantages techniques du nivellement de l'IA
Réponse ultra-rapide : les modèles d'apprentissage profond basés sur la plate-forme NVIDIA Jetson peuvent réaliser des prédictions en temps réel de 0,02 seconde par point.
Traitement du Big Data : des centaines de flux de données de capteurs peuvent être surveillés en même temps (jusqu'à 5 à 8 dimensions peuvent être traitées en même temps)
Apprentissage continu : Après formation sur une base de données de 50 000 défauts, la précision de reconnaissance est de 99,2%
(2) L’irremplaçabilité du nivellement manuel
Prise de décision floue : le jugement des conditions de fonctionnement non standard, telles que les vibrations anormales de l'équipement, est meilleur que l'IA
Compensation d'expérience : les experts peuvent effectuer une évaluation complète basée sur l'état historique de l'équipement
Solutions créatives : développement rapide de solutions temporaires à de nouveaux types de défauts
2. État actuel et goulots d'étranglement des applications industrielles
(1) Fabrication industrielle
| Indicateurs | Nivellement de l'IA | Nivellement manuel |
|---|---|---|
| Vitesse de nivellement | ≤3 secondes | ≥30 secondes |
| Adaptabilité à des conditions de travail complexes | Formation complémentaire requise | Adaptation immédiate |
| Coût global | Investissement élevé en équipement | Coût de la main d'œuvre élevé |
Application typique : lors de l'étalonnage des tranches de semi-conducteurs, l'IA a atteint une précision de ± 0,1 μm, mais les situations anormales nécessitent toujours l'intervention d'ingénieurs.
(2) Diagnostic médical
La FDA a une règle obligatoire : selon 21 CFR Part 11, le diagnostic d'imagerie médicale par l'IA doit maintenir un taux d'examen manuel de 100 %
Cas typique : lors de la reconstruction et du nivellement des images CT, le système assisté par IA améliore l'efficacité du travail du médecin de 40 %, mais le diagnostic final doit être signé et confirmé par le médecin.
3. Trois défis majeurs auxquels est confrontée la technologie actuelle
(1) Dilemme de dépendance aux données
50 000 échantillons étiquetés sont nécessaires pour former un modèle fiable
Des cas d'échec rares (incidence <0,1%) ont été identifiés avec un taux de précision de seulement 65%
(2) Problème logique de boîte noire
Le processus décisionnel du réseau neuronal n’est pas traçable
Il ne répond pas aux exigences de certification des dispositifs médicaux telles que ISO 13485
(3) Adaptation environnementale dynamique
Il n'est pas sensible aux variables lentes telles que le vieillissement des équipements et la dérive de la température ambiante.
Le modèle de formation doit être mis à jour tous les 3 mois (le coût est d'environ 50 000 ¥/heure)
Le nivellement de l’IA présente des avantages évidents dans des scénarios standardisés et à volume élevé, mais il doit néanmoins s’appuyer sur des experts humains dans des environnements complexes et incertains. Dans les 5 à 10 prochaines années, le modèle de collaboration « exécution de l'IA et supervision humaine » deviendra le courant dominant de l'industrie. Les entreprises devraient se concentrer sur la création d’un nouveau système de collaboration homme-machine, plutôt que de simplement remplacer la main-d’œuvre.

Comment le gauchissement du lit détruit-il la précision du nivellement automatique ?
1. Mécanisme physique et analyse quantitative de la déformation du lit chaud
La dilatation thermique de la plaque d'aluminium domine la déformation
Selon le troisième mode du modèle de transfert thermique de Fourier, lorsque la différence de température ΔT = 100°C, la zone centrale du lit chauffant en aluminium de 300 mm² sera considérablement surélevée en raison de la dilatation thermique. Les données expérimentales montrent que :
Hauteur du renflement central : 0,7 mm (bien au-delà de la plage de compensation de nivellement conventionnelle)
Caractéristiques de répartition des déformations : morphologie parabolique avec bord bas et centre haut
L'effet direct de la déformation sur la précision du nivellement
Erreur de hauteur de buse : un renflement de 0,7 mm entraîne la suspension dans l'air de la première couche de matériau extrudé, incapable de former une adhérence efficace.
Seuil d'échec de l'algorithme de compensation : l'algorithme d'interpolation bilinéaire ne peut pas s'adapter avec précision aux surfaces complexes lorsque le gauchissement est > 0,3 mm.
2. Limites du système de nivellement automatique
Lacunes des stratégies de rémunération traditionnelles
Algorithme d'interpolation bilinéaire : sur la base des points de mesure de la grille 3 × 3, il est supposé que la surface du lit est un paraboloïde hyperbolique, qui ne peut pas gérer la déformation d'ordre supérieur.
Densité de points de mesure insuffisante : sonde standard 3 points/4 points < 60 % de couverture d'échantillonnage de la zone de soulèvement central de la parabole
Exemples de scénarios de défaillance
Impression à grande différence de température : Lorsque le PLA passe à l'ABS , la température du lit chaud augmente fortement, entraînant un changement soudain de déformation
Lit de grande taille : l'effet de bord du lit au-dessus de 300 mm est aggravé et la différence de hauteur du bord central dépasse la limite de compensation
3. Données expérimentales quantitatives de déformation du lit chaud
| Paramètre | Valeur | Poids d'impact |
|---|---|---|
| Coefficient de dilatation thermique de la plaque d'aluminium | 23,1×10⁻⁶/°C | ★★★★★ |
| Renflement central (ΔT=100°C) | 0,7 mm | ★★★★★ |
| Erreur d'interpolation bilinéaire | Échec de la compensation lorsque > 0,3 mm | ★★★★☆ |
| Couverture de grille en 9 points | 85 % ou plus (zone centrale) | ★★★★☆ |
4. Mise à niveau de la stratégie de rémunération : solution de grille en 9 points
Principe technique
Cryptage des points de mesure : Passage d'une grille 3×3 à une grille 5×5 (25 points), en mettant l'accent sur l'augmentation de la densité d'échantillonnage de la zone centrale
Ajustement de surface d'ordre élevé : grâce à l'algorithme d'interpolation de spline cubique, il peut gérer des déformations complexes de ΔZ> 0,5 mm.
Comparaison des effets de mise en œuvre
| Indicateurs | Interpolation bilinéaire | Rémunération en grille de 9 points |
|---|---|---|
| Rémunération maximale | 0,3 mm | 0,8 mm |
| Erreur de zone centrale | 0,4 mm | 0,05 mm |
| Taux de réussite d'impression | 65% | 98% |
La mise à niveau hybride est-elle l’avenir de l’impression 3D industrielle ?
Avec les exigences croissantes en matière de précision et d'efficacité dans l'impression 3D industrielle, les limites du nivellement automatique pur (telles que la durée de vie du capteur, l'adaptabilité à l'environnement) et le goulot d'étranglement en termes d'efficacité du nivellement manuel pur ont incité l'industrie à explorer une nouvelle solution : le nivellement hybride. Combinant détection automatisée et intervention collaborative homme-robot, ce modèle prouve son potentiel dans des institutions de premier plan telles que BMW et le MIT.
Les principaux avantages du nivellement hybride
1. La collaboration homme-machine, à la fois précise et efficace
Projet pilote BMW : bras robotique KUKA Le capteur laser Keyence avec compensation dynamique de 0,005 mm (conformément à la norme DIN 876) réduit le temps de nivellement de 40 % grâce à la nécessité d'un examen manuel des points clés.
Percée du MIT Fab Lab : le système de nivellement à retour haptique permet à l'opérateur d'effectuer des corrections rapides grâce au retour de force, raccourcit la courbe d'apprentissage de 60 % et même les novices peuvent atteindre la précision de nivellement du maître.
2. Adaptez-vous aux environnements de production complexes
Le système automatique gère 90 % des plans de référence et intervient manuellement en cas de gauchissement local ou de matériaux spéciaux (par exemple PEI, panneaux renforcés de fibres de verre).
En cas de panne d'un capteur, celui-ci peut toujours être couvert manuellement pour éviter les temps d'arrêt de la ligne.
3. Optimisation des coûts et amélioration du retour sur investissement
Par rapport aux solutions purement automatisées (par exemple, BLTouch 24/7 pour 8 mois de fonctionnement), le mode hybride réduit la charge sur le capteur et prolonge la durée de vie d'un facteur 2 à 3.
Par rapport au travail manuel pur, le nombre de travaux répétitifs est réduit et le nombre d'appareils contrôlés par habitant est augmenté de 50 % (données mesurées Creality 3D).
Cas d’applications industrielles
| Champ | Cas | Résultats |
|---|---|---|
| Fabrication automobile | BMW KUKA + nivellement dynamique Keyence | Tolérance ±0,005 mm, taux d'élasticité augmenté de 12 % |
| Éducation/R&D | Nivellement du feedback tactile du MIT | Temps de formation de 8 heures à 3 heures |
| Electronique grand public | Une ligne de production de nivellement hybride en usine OEM de niveau 1 | Temps de mise à niveau du changement de ligne de 15 minutes à 5 minutes |
Dans le scénario de fabrication de haute précision, multi-variété et flexible, la mise à niveau hybride devient une nouvelle norme pour l'impression 3D industrielle grâce au mode collaboratif « basé sur la machine, basé sur l'humain ». Même s’il existe encore des barrières financières et écologiques à surmonter pour la vulgarisation, la pratique de BMW et du MIT a prouvé son potentiel pour aller bien au-delà du pur automatique ou du pur travail.
Résumé
La technologie de nivellement automatique est devenue l'une des fonctions essentielles des imprimantes 3D modernes , qui détecte la planéité de la plate-forme en temps réel grâce à des capteurs et compense automatiquement les erreurs, ce qui améliore considérablement le taux de réussite de l'impression et la précision du modèle. Pour les utilisateurs novices, la mise à niveau automatique abaisse le seuil de fonctionnement et réduit les échecs d'impression causés par des erreurs de mise à niveau manuelle ; Pour les utilisateurs professionnels, il augmente la productivité, notamment lors d’impressions en grande quantité ou de changements fréquents de matériaux.
Cependant, l'auto-nivellement n'est pas une panacée : la précision, la longévité et la stabilité du capteur déterminent sa fiabilité. Les appareils grand public tels que BLTouch conviennent à un usage quotidien, mais dans une production industrielle à haute intensité, des solutions plus durables telles que la télémétrie laser ou des sondes mécaniques peuvent être nécessaires. De plus, une plate-forme très rigide et un lit chauffant de haute qualité peuvent réduire le recours à l'auto-nivellement, mais pour l'essentiel, cela reste une garantie importante pour une impression de haute qualité.
À l'avenir, avec le développement de la mise à niveau adaptative de l'IA et d'algorithmes de compensation d'erreur plus intelligents, la technologie de mise à niveau automatique améliorera encore la facilité d'utilisation et fiabilité de l'impression 3D . Pour la plupart des utilisateurs, choisir une imprimante 3D avec fonction de mise à niveau automatique reste le meilleur choix pour gagner du temps , économisez des matériaux et améliorez le taux de réussite de l'impression.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Série LS Aucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication que le fournisseur ou le fabricant tiers fourniront via le réseau Longsheng. C'est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques à ces pièces. veuillez nous contacter En savoir plus .
L'équipe LS
LS est une entreprise leader dans son secteur Concentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précision Usinage CNC , Fabrication de tôles , impression 3D , Moulage par injection , l'emboutissage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe et est certifiée ISO 9001 :2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en faible volume ou d'une personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisir Technologie LS C’est choisir l’efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web : www.lsrpf.com
FAQ
1.Quelle est l’importance du lit autonivelant ?
Une caractéristique clé des imprimantes 3D modernes est le lit auto-nivelant, qui détecte et compense automatiquement les irrégularités de la plate-forme d'impression, garantissant ainsi que la buse est toujours à une distance optimale du lit d'impression. Cela détermine directement la qualité de la première couche d’impression, affectant l’adhérence et la précision du moulage de l’ensemble du modèle. La mise à niveau automatique est particulièrement importante pour les utilisateurs qui utilisent des cartes de construction flexibles ou qui doivent changer fréquemment de matériaux, car elle peut réduire considérablement le taux d'échecs d'impression et améliorer l'efficacité de l'impression. Les applications de qualité industrielle, telles que la fabrication de composants automobiles, nécessitent même des systèmes de nivellement de très haute précision dans la plage de 0,005 mm pour garantir la qualité des produits.
2. Pourquoi l'imprimante 3D doit-elle être mise à niveau ?
L'imprimante 3D doit être nivelée car le processus d'impression nécessite une précision extrêmement élevée de la première couche, et même un écart de seulement 0,1 mm par rapport à la plate-forme peut entraîner un échec d'impression. Une déformation thermique se produit pendant le processus de chauffage du lit chaud, et la structure mécanique peut avoir un léger déplacement après une utilisation à long terme, et le coefficient de dilatation de différents matériaux (tels que le verre, l'acier à ressort, le PEI) est également différent. Le nivellement manuel, bien que traditionnellement fiable, est inefficace dans la production en grand volume. C'est pourquoi la technologie de nivellement automatique est de plus en plus courante, détectant et compensant ces petits changements en temps réel, garantissant des résultats cohérents à chaque fois.
3. Dois-je mettre mon imprimante 3D à niveau à chaque fois ?
Les imprimantes 3D modernes n'ont pas nécessairement besoin d'être mises à niveau à chaque fois qu'elles impriment, mais il y a quelques éléments clés qui doivent être vérifiés : juste après l'assemblage de la machine, l'imprimante a été déplacée, la plateforme d'impression ou la buse a été remplacée et après une longue période d'inactivité. Une bonne imprimante dotée d'un système d'auto-nivellement fiable (tel qu'un BLTouch ou une jauge de contrainte) et d'une construction rigide n'aura peut-être pas besoin d'être remise à niveau avant des semaines, voire des mois. Cependant, il est conseillé d'effectuer régulièrement une vérification manuelle rapide avec un morceau de papier, notamment avant d'imprimer des modèles importants, car cette simple vérification peut vous aider à éviter quelques heures d'échecs d'impression.
4.Le nivellement automatique dans Terminity 3 en vaut-il la peine ?
Le système de mise à niveau automatique du Creality Ender-3 V3 est une mise à niveau intéressante pour la plupart des utilisateurs, avec une sonde CR-Touch sans niveau et un décalage Z prédéfini, ce qui facilite grandement le démarrage pour les débutants. Contrairement à la lourde mise à niveau manuelle requise pour l'ancienne Ender-3, la série V3 est prête à imprimer au démarrage, ce qui la rend idéale pour les utilisateurs éducatifs et les petits studios. Cependant, les utilisateurs professionnels doivent être conscients que cet autonivelant grand public peut ne pas être aussi stable qu'une solution de qualité industrielle à long terme, et que la sonde peut nécessiter un entretien régulier ou un remplacement en cas d'utilisation intensive, mais elle reste d'un excellent rapport qualité-prix pour son segment de prix.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


