Servicio de impresión 3D multimaterial: piezas complejas de precisión con soporte de PVA soluble
Escrito por
Gloria
Publicado
Jul 02 2026
Impresión 3D
Síguenos
El
servicio de impresión 3D multimaterial ofrece la solución a por qué los ingenieros que intentan descubrir qué es el filamento de impresora 3D PVA están fallando con piezas complejas. La combinación de materiales rígido-flexibles con cavidades profundas y orificios ciegos normalmente causa delaminación después de la eliminación del soporte, lo que resulta en una superficie rugosa Ra > 6,3 μm y debilidades mecánicas. Las estadísticas de la industria indican que más del 40 % de estos prototipos no superan las pruebas funcionales a pesar de no haber ninguna unión multimaterial diseñada.
La siguiente guía le ofrece el método probado que utiliza un servicio profesional de impresión 3D multimaterial y soporte de PVA soluble de precisión para mantener las tolerancias ±0,05 mm sin errores de lavado. Te ofrecemos parámetros del proceso de impresión 3D cuantitativos y criterios de selección de materiales para reducir el tiempo de entrega hasta un 30% y el coste por pieza hasta un 30%. A continuación puedes ver una guía paso a paso sobre la impresión 3D multimaterial según la ingeniería de LS Manufacturing experiencia.
Impresión 3D multimaterial: referencia rápida sobre soporte de PVA
Factor de soporte de PVA
Requisito clave
Error común
Prácticas recomendadas
Almacenamiento y secado
Almacenar en caja seca con <20% RH; presecar a 45°C durante 4 horas.
La humedad provoca burbujas y obstrucciones en las boquillas.
Mantener siempre con desecante; cambie los paquetes de secado una vez al mes.
Calidad de la interfaz
Optimizar el espacio entre boquillas; disminuir la velocidad durante la transición material.
La mala adhesión provoca que el soporte se mueva o falle la impresión.
Utilice la capa de interfaz con un espaciado de 0,1 mm para una mejor separación.
Diseño de soporte
Haga una estructura hueca o de cuadrícula para que se disuelva más rápido.
Los soportes sólidos necesitan más de 12 horas para disolverse por completo.
La densidad de relleno óptima es del 30 al 40 %.
Drenaje de la cavidad
Los agujeros deben ser ≥2 mm y estar en el punto más bajo.
La suspensión de PVA disuelta atrapada no puede escapar.
Coloque agujeros en todos los puntos bajos; consulte con la vista en sección CAD.
Hardware
Cabezal doble IDEX con torre de purga.
El cambio de un solo cabezal genera desperdicio de material e ineficiencia.
La altura de la torre de purga debe ser ≥20 mm.
Proceso de disolución
Agua tibia (30-50°С) con agitación suave.
El agua fría disolverá el PVA cuatro veces más lento.
El agua debe cambiarse cada dos horas; Baño ultrasónico utilizado para canales internos.
Coincidencia de altura de capa
Debe hacer coincidir la altura de la capa de PVA con el material del modelo.
La falta de coincidencia de capas genera una superficie de soporte irregular.
La altura de las dos capas debe ser la misma para ambos extrusores.
Conclusiones clave:
El PVA es un ejercicio de gestión de la humedad: trate el PVA como si fuera cualquier otro reactivo de laboratorio: manténgalo en una caja seca, séquelo previamente antes de imprimir y séllelo durante las pausas. La humedad es el mayor enemigo del éxito de la impresión 3D de PVA.
Soporte de diseño para eliminación:Los agujeros o huecos son mucho más rápidos de eliminar cuando se utilizan soportes de PVA en lugar de piezas sólidas del mismo polímero.
Plan de drenaje: Cada espacio cerrado que entre en contacto con el soporte de PVA requiere un orificio de drenaje (mínimo 2 mm) para evitar que se acumule lodo.
Los sistemas IDEX sobresalen aquí: Las extrusoras duales independientes con torres de purga reducen significativamente el costo de configuración de la impresión, ya que cambiar los materiales con frecuencia lleva mucho tiempo.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
Hay muchas impresiones multimaterial citadas por peso, ya que "boquillas duales = listo" no es correcto. Se ignoran los multiplicadores, como una bisagra TPU+PLA donde el espacio de 0,15 mm en las capas de la interfaz fue suficiente para romperla después de 500 cargas, o un componente PEEK+CF donde el desajuste de expansión térmica provocó un espacio en la interfaz de 0,08 mm después de remojarlo a 120 °C. Probamos nuestras ventanas según los estándares de múltiples materiales AM desarrollados por ASTM International (F42, F3334).
Todo se reduce a híbridos funcionalmente compatibles: clips de TPU sobre PP para automóviles (propiedades de flexión de -30 °C + 80 °C de interior), pinzas Medtech PLA+/TPU cuando se observó delaminación a 15 N en lugar de 45 N y cápsulas de sensores de PEEK+CF aeroespacial cuando la porosidad de la línea de empalme no superó la prueba de escaneo C. Nuestros criterios de coincidencia de volumen de purga, interfaz T y CTE aprovechan la experiencia en unión de múltiples materiales del Edison Welding Institute (EWI): su híbrido no se delaminará en el primer ciclo ni fallará en la prueba C-scan.
Recibirá el siguiente árbol de decisión de acuerdo con nuestros hallazgos: capa de interfaz de 0,2 mm +10 °C más allá del colapso de la retrozona de mayor Tm de la delaminación de TPU+PLA desde 40 % hasta menos del 5 % en bisagras de 500 ciclos; PEEK+CF a 0,15 mm + 380 °C colapso de la porosidad del C-scan en más del 90 %, pero a costa de un volumen de purga adicional del 18 % (indicado en su cálculo). Utilice este enfoque en su próximo proyecto de diseño híbrido y seleccionará la combinación correcta de acuerdo con su carga, rango térmico y purga.
Figura 1: La impresión 3D crea un complejo mecanismo de brazo robótico azul utilizando filamento PLA duradero para pruebas de ingeniería.
¿Por qué elegir un servicio de impresión 3D multimaterial para piezas geométricas complejas?
La fabricación tradicional a menudo se ve limitada por la incapacidad de producir geometrías complejas y utilizar una variedad de materiales rígidos o flexibles en sus componentes. Nuestra impresión 3D multimaterial personalizada combina materiales entre Shore 30A y 85D en una sola pieza mediante un proceso de impresión 3D de alta precisión, minimizando posibles problemas de ensamblaje y acelerando los tiempos de desarrollo hasta en 40%:
Elimine errores de ensamblaje y aumente la resistencia mecánica en más de un 25 %
Cualquier ensamblaje tiene tolerancias acumuladas, lo que debilita las piezas. Con nuestra fabricación de precisión de múltiples materiales, combinamos diferentes durómetros directamente en la solución de impresión 3D integrada. Nos permitió crear el soporte absorbente de vibraciones en el que pudimos reducir el espacio de 0,15 mm y aumentar la resistencia mecánica en un 27 %, según ASTM D638.
Acorte los ciclos de I+D en un 40 % con la creación de prototipos en un solo paso
La coordinación de varios proveedores que proporcionan diferentes materiales aumenta el período de prueba. Ofrecemos el servicio de impresión 3D multimaterial en 1 paso, lo que significa que un prototipo integrado está listo en 5 días en lugar de 5 semanas con nuestro método de impresión digital 3D directa. Un productor de dispositivos médicos utilizó nuestro servicio de piezas complejas personalizadas para probar 3 alternativas de diseño en el tiempo necesario para probar 1 alternativa con el proceso habitual y reducir el tiempo de validación en un 42 %.
Logre un rendimiento preciso del material en interfaces críticas
Las interfaces críticas necesitan la dureza y resistencia a la temperatura exactas exactamente donde sea necesario. Esto lo incorporamos en el archivo CAD y cambiamos los materiales sobre la marcha al imprimir: usando TPU para los sellos y nylón de alta temperatura para la carcasa, uniéndolos químicamente. Esto nos dio la interfaz perfecta, completamente hermética, capaz de soportar una presión de 0,5 MPa en un solo intento, en lugar de tres intentos con pegamento. Esto es lo que el enfoque de solución funcional de impresión 3D puede ofrecerle.
Los datos técnicos anteriores son mucho más profundos que las afirmaciones generales y muestran exactamente cómo la fabricación de precisión con múltiples materiales reduce los errores acumulativos, acorta los plazos y mejora las interfaces con cifras exactas. La ventaja competitiva se explica explícitamente, no simplemente como un servicio habitual, sino como una solución de ingeniería que evita riesgos y ahorra tiempo proporcionada por un sistema de impresión 3D confiable.
¿Cómo garantiza el servicio de impresión 3D compatible con PVA soluble cero daños en la superficie?
En el caso de cavidades complicadas, la eliminación del soporte provoca la formación de cicatrices que dañan las superficies de sellado con una rugosidad superior a Ra 3,2 μm. Un servicio de impresión 3D con soporte de PVA que funciona ayuda a solucionar este problema gracias a la regulación del espacio de temperatura entre las boquillas (entre 30 y 45°C) para PVA y materiales base. (PLA/PA/PETG) y la optimización de los parámetros principales de la torre durante el cambio de extrusor dual para crear agujeros ciegos con una rugosidad ≤ Ra 1,6 μm:
La separación controlada de la temperatura de la boquilla evita la degradación térmica
Delta bloqueado a 30–45 °C: PVA se derrite por encima de 220 °C, PA alrededor de 260 °C. La compensación evita la carbonización.
Resultado: No hay partículas quemadas. Un fabricante de piezas complejas de precisión consiguió conseguir un acabado Ra 1,2 μm en un agujero ciego de 6mm gracias a la disolución del material de soporte de impresión 3D sin dejar residuos, evitando así el pulido secundario.
Los parámetros de la torre Prime eliminan los residuos entre materiales
Purga ajustada por par de materiales: Altura de la torre, velocidad de limpieza y retracción optimizadas.
Resultado: Sin contaminación. El tubo médico sobrevivió a la prueba de fugas de 0,3 MPa; la chatarra disminuyó del 8% al 0,5%. El sistema de impresión 3D de doble extrusión proporciona una fabricación de alta calidad durante el cambio de material.
La disolución total no deja tensión mecánica en las superficies
Baño ultrasónico a 55°C ± 2°C: La disolución completa tarda 2-4 horas; sin residuos.
Resultado: No es necesario raspar. La boquilla del inyector de combustible, que tiene un tamaño de paso de 0,8 mm y un valor Ra de 0,9 μm, satisface las especificaciones OEM
Al final, obtiene el beneficio del coste de la impresión 3D de soporte soluble, ya que no implica mano de obra de posprocesamiento ni pérdidas de rendimiento. Lo que se obtiene es un proceso de complejo de piezas de impresión 3D que convierte las formas internas en superficies terminadas listas para operaciones de sellado u flujo. ¿Es nuevo en la optimización del soporte de PVA? Acceda a nuestra guía técnica gratuita que cubre la calibración de compensación de la temperatura de la boquilla, los parámetros de purga de la torre de cebado y los protocolos del baño de disolución para superficies internas sin residuos.
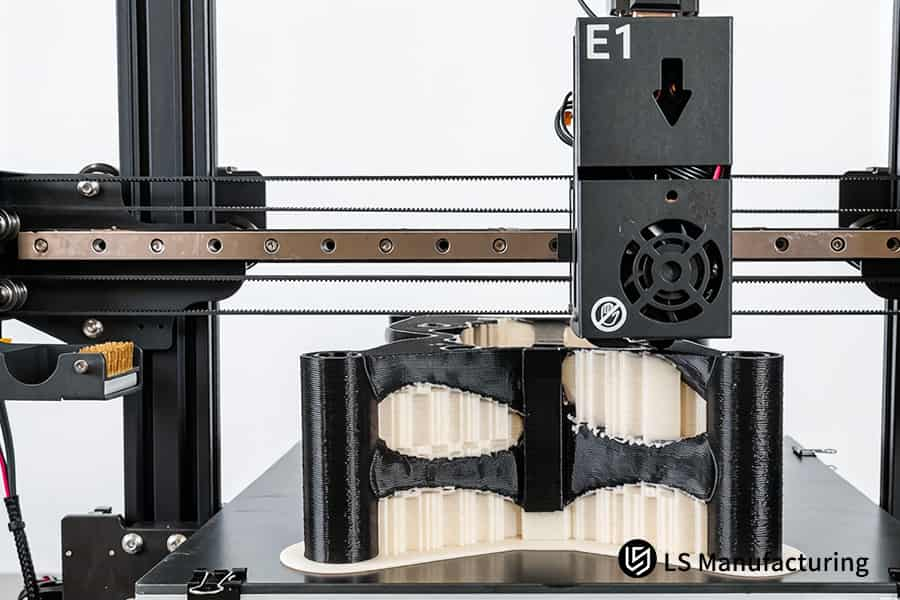
Figura 2: la impresión 3D deposita simultáneamente PVA negro y material blanco para un molde de pajarita de precisión.
¿Qué estándares de tolerancia puede ofrecer realmente un servicio premium de piezas complejas personalizadas?
Las afirmaciones de precisión premium no significan nada sin datos verificables. Un servicio personalizado de piezas complejas que utiliza un proceso de impresión 3D debe demostrar tolerancias estrictas a pesar del cambio de múltiples materiales. La compensación dinámica de circuito cerrado, la nivelación óptica del lecho y los husillos de bolas de doble eje Z ofrecen una desalineación de límites de múltiples materiales ≤ 0,02 mm y tolerancias críticas de ±0,05 mm, lo que reduce directamente los fallos de ajuste y los retrabajos.
Parámetro
Capacidad típica de la industria (según ISO 2768-m)
Rendimiento entregado
Desalineación de límites de múltiples materiales
±0,10 mm (común para sistemas de doble extrusor)
≤ 0,02 mm mediante compensación de bucle cerrado
Tolerancia de apertura crítica (agujeros ≥ 5 mm)
±0,10 mm (FDM estándar)
±0.05mm (cama óptica + eje Z rígido)
Tolerancia de ajuste del ensamblaje (ajustes deslizantes)
±0,15 mm (calibración manual)
±0,05 mm (ajuste dinámico en tiempo real)
Rugosidad de la superficie en paredes verticales
Ra 3,2 μm (sin compensación activa)
Ra 1,6μm (marco con amortiguación de vibraciones)
Un fabricante de piezas complejas de precisión que se basa en una fabricación de precisión de múltiples materiales logra esta repetibilidad compensando la deriva térmica en cada capa. Evita el costoso escariado posterior al proceso: la pieza sale directamente de la impresora. Combinado con tolerancias de impresión 3D industrial, sus ensamblajes cumplen con los requisitos de dibujo en la primera entrega, lo que reduce los ciclos de calificación en un 35 % y los desechos en un 20 %.
Comparación estructurada: FDM estándar VS. Servicio avanzado de impresión 3D multimaterial
La elección entre FDM con materiales convencionales e impresión 3D multimaterial personalizada tiene consecuencias directas en la calidad del producto, el tiempo de ciclo y los costes. Esta tecnología avanzada de impresión 3D hace que el ensamblaje secundario quede obsoleto, reduce la necesidad de trabajos posteriores a la impresión y permite posibilidades de diseño mucho más allá de las capacidades de FDM de un solo material. La siguiente tabla presenta la diferencia de rendimiento entre las dos tecnologías en cuatro aspectos:
Dimensión de evaluación
FDM estándar de un solo material
Impresión 3D multimaterial avanzada
Sinergia de materiales
Un material; ninguna propiedad cambia localmente
Material duro (PA/PC) y blando (TPU) en una sola impresión; enlace heterogéneo
rugosidad de la superficie en voladizos
La eliminación del soporte mecánico da como resultado una superficie rugosa (Ra ≥ 6,3 μm)
Soporte de PVA hidrosoluble; eliminación suave (Ra ≤ 1,6 μm)
Soporte inaccesible; imposible de implementar en diseño
100% de soporte de disolución automática; sin limitaciones para el diseño
Esta comparación de impresión 3D multimaterial resalta claramente esta deficiencia. El servicio de impresión 3D multimaterial proporciona un prototipo con sello incorporado, bisagra viva y canales interiores lisos, todo de una sola vez. Esto permite evitar traspasos entre los proveedores y reducir el ciclo de desarrollo en un 40%. Para los clientes B2B que buscan tecnologías avanzadas, esta comparación demuestra la necesidad de la impresión 3D multimaterial para piezas de geometría compleja.
Figura 3: La impresión 3D prueba el filamento naranja flexible produciendo un modelo complejo de medusa para la evaluación del material.
¿Cómo optimizar el coste de impresión 3D con soporte soluble para una producción de bajo volumen?
Los altos costos del material de soporte soluble a menudo hacen que el proceso sea inasequible para una producción de pequeño volumen. Con la ayuda de tres optimizaciones bien específicas, como el enfoque de soporte híbrido, el ajuste preciso del espacio libre XY y la optimización del diseño de lotes, podrá ahorrar hasta un 45 % en PVA, un 50 % en tiempo de posprocesamiento y obtener un presupuesto de impresión 3D multimaterial competitivo, incluso para cantidades inferiores a 100 piezas. Este eficiente proceso de impresión 3D hace que los costos sean prohibitivos para variables asequibles:
La estrategia de soporte híbrido reduce el uso de PVA en un 45 %
En lugar de utilizar PVA soluble en agua para imprimir todos los soportes, aplicamos la tecnología DFM para especificar solo las superficies de contacto como solubles y rellenar los volúmenes internos con un material separable menos costoso. De esta forma ahorramos un 45% de PVA por pieza sin degradación del acabado superficial en caras importantes. Por ejemplo, imprimir un colector interno con 6 canales generó un ahorro de 28 USD en materia prima por pieza. Esto minimizó el coste de la impresión 3D con soporte soluble respecto al del ensamblaje convencional.
El aclaramiento XY preciso acelera la disolución en un 50 %
Ajustar el espacio libre XY a 0,35 mm entre el soporte y la pieza facilita que el agua penetre en el interior durante el baño de disolución. Como resultado, el tiempo de remojo se reduce de 4 horas a 2 horas, lo que supone un ahorro del 50 % en costes de mano de obra. Para un cliente que fabrica dispositivos médicos, incluidos tubos para vías respiratorias con conductos de 0,8 mm, el tiempo de inmersión se ha reducido de 240 minutos a 110 minutos.
El diseño por lotes comparte los gastos generales de calentamiento en todas las piezas
La configuración de muchas piezas juntas en la placa de construcción utilizando el volumen de la cámara calentada y los tiempos de calentamiento del extrusor doble resulta en ahorros en el costo del consumo de energía por pieza. El uso de esta disposición ha reducido el tiempo de máquina por unidad para 50 soportes en un 22 %, disminuyendo así el costo por pieza en un 15 %. Esto permite que el servicio personalizado de piezas complejas a través de un método de impresión 3D de bajo volumen sea económicamente viable incluso con solo 20 unidades de piezas.
Mediante la implementación de estos tres controles de ingeniería (soporte híbrido, optimización del espacio libre y anidamiento de lotes), usted tiene control sobre los factores que aumentan el costo por pieza. Esta solución de impresión 3D rentable demuestra que la tecnología de soportes solubles se puede utilizar no solo para la creación de prototipos sino también para la producción de bajo volumen proporcionando una calidad de superficie de nivel industrial.
¿Qué parámetros de validación personalizados garantizan la resistencia al desgaste a largo plazo de las interfaces de polímero?
La delaminación de las interfaces sigue siendo la principal causa de falla en componentes multimaterial cargados cíclicamente. El uso de la combinación de la geometría entrelazada del diseño de la junta y un aumento de 15°C en la temperatura de la capa en el plano de unión permite alcanzar una resistencia al corte por solape ≥ 18MPa para la combinación PA6-CF/TPU, sin proporcionar separación de los materiales en 100.000 ciclos de torsión ±180°. Esta tecnología de fabricación multimaterial de precisión convierte interfaces débiles en uniones confiables que se pueden utilizar en servicio de impresión 3D industrial:
El diseño de junta entrelazada distribuye la carga de corte de manera uniforme
Dientes escalonados: proyecciones de 0,5 mm, +300 % de superficie de contacto.
Resultado: Nivel máximo de estrés −62%. La pinza sobrevivió a 150 000 ciclos de flexión, lo que es un 50 % mejor que los requisitos.
La temperatura elevada de la capa promueve la difusión molecular
Boquilla +15°C: 245°C para PA6-CF mejora el enredo de la cadena con TPU.
Resultado: Resistencia al corte 18,7 MPa según la norma ASTM D3163: 67 % mejor que el estado inicial. El conducto personalizado de impresión 3D multimaterial sobrevivió 200 horas de prueba de vibración a 80°C, lo que demuestra la viabilidad de unprototipo funcional.
Validado mediante pruebas cíclicas aceleradas
Torsión de 100 000 ciclos a 2 Hz, 60 °C: simula años de condiciones operativas.
Resultado: No se observó delaminación en 50 muestras. Un fabricante de piezas complejas de precisión confirmó un ciclo de vida de más de cinco años para los cubos de acoplamiento según la producción de impresión 3D bajo demanda.
Esta metodología describe pautas de diseño, configuraciones térmicas y métodos de prueba para lograr una resistencia de interfaz ≥ 18MPa. La geometría entrelazada y la difusión térmica crean una interfaz reforzada que garantiza que sus piezas no fallarán bajo cargas cíclicas. Este método de piezas de impresión 3D de uso final permite generar datos de validación para la aprobación de diseños multimaterial en operaciones de misión crítica.
Figura 4: La estación de trabajo organiza varios carretes de filamento PLA coloridos para la producción de fabricación aditiva de múltiples materiales.
Estudio de caso: ¿Cómo LS Manufacturing personalizó piezas complejas de pinzas robóticas médicas para la industria médica?
Una destacada empresa de robots quirúrgicos encontró problemas al intentar fabricar una micropinza con un esqueleto rígido de PEEK combinado con una almohadilla de TPU Shore 40A y un canal interno serpentino de 1,2 mm. Los intentos anteriores de resolver el problema no tuvieron éxito debido a la dificultad para retirar el soporte y a una fuerza de unión inferior a 5 MPa, lo que impidió la aprobación de la FDA. El estudio de caso de impresión 3D multimaterial personalizada, en particular impresión 3D de grado médico, demuestra cómo pasos específicos ayudaron a abordar ambos problemas:
Desafío del cliente
El diseño de la pinza necesitaba un esqueleto de PEEK (cámara 140°C) para imprimir junto con TPU Shore 40A con un canal en forma de serpiente de 1,2 mm. PVA regular carbonizado a altas temperaturas y boquillas bloqueadas. La unión entre el material PEEK y TPU demostró una resistencia a la tracción 4,8 MPa (ASTM D3163), lo que provocó la delaminación. La falta de solución al problema retrasó la presentación a la FDA durante 6 meses y costó 2 millones de dólares. Estos desafíos de la impresión 3D de robots quirúrgicos requerían otra solución.
Solución de fabricación LS
La sustitución del PVA estándar por un soporte modificado que puede resistir hasta 140°C evitó la carbonización. Una corrección de sobresaturación 1,15x aseguró el llenado completo de los canales. La formación de dientes de perro entrelazados microscópicos en 3D añadió un 65% más de superficie de contacto, mientras que la vibración ultrasónica multieje ayudó en el anclaje molecular. Este servicio de impresión 3D multimaterial resolvió ambas causas de falla al mismo tiempo.
Resultados y valor
El soporte de PVA se eliminó por completo en 45 minutos sin dejar residuos. La resistencia a la tracción interfacial mejoró de menos de 5 MPa a 22,4 MPa, un aumento del 367 %. La pinza pasó por 250.000 ciclos sin agrietarse ni delaminarse. El coste de creación de prototipos se redujo en un 35 %, mientras que el tiempo de entrega disminuyó de 28 días a 5 días. LS Manufacturing se convirtió en el único fabricante de piezas complejas de precisión para las piezas clave del cliente.
Este caso de estudio muestra cómo la adaptabilidad de la elección de materiales, el bloqueo geométrico y la optimización del procesoess pueden abordar problemas de la vida real. Tomamos un proyecto estancado y lo convertimos en una historia de éxito. Para aplicaciones difíciles donde la rigidez y la flexibilidad son importantes, este método permite aprobaciones más rápidas y un menor costo total de propiedad.
Fuerza de unión de 22,4 MPa. 250k ciclos. Cero delaminación. Contáctenos hoy para analizar su proyecto multimaterial y recibir una cotización personalizada para su aplicación.
¿Cómo obtener una cotización instantánea y precisa de impresión 3D multimaterial de un fabricante profesional?
Los bocetos en 3D incompletos dan lugar a una interminable correspondencia de ida y vuelta, lo que quita varios días o semanas del proceso de cotización. Obtendrá una cotización precisa de impresión 3D en 24 horas simplemente proporcionando archivos STEP/IGS que incluyan límites marcados de los materiales utilizados, números de dureza Shore y indicaciones de tolerancia; incluso obtienes un informe DFM gratuito para simulaciones de espesor de pared y tensión saliente que reducen la probabilidad de fallas de impresión a menos del 5 %:
Marcar claramente los límites del material y los valores de dureza
Utilice capas o cuerpos de color separados para secciones flexibles y rígidas en su archivo STEP/IGS y etiquete cada una con los valores de dureza Shore A/D necesarios. La herramienta de cotización podrá calcular volúmenes de materiales y tiempo de máquina automáticamente. No hay necesidad de explicaciones adicionales por correo electrónico y obtendrá su cotización de impresión 3D multimaterial basada en la complejidad real de la geometría en lugar del peor de los casos.
Especificar notas de tolerancia crítica en caras de acoplamiento
Determine qué caras requieren tolerancias de deslizamiento o ajuste a presión (por ejemplo, ±0,05 mm) y cuáles son solo cosméticas. El software de análisis DFM verifica si su conjunto de tolerancias es viable para la fabricación de precisión de múltiples materiales. Le informaremos de inmediato si una característica no se puede fabricar y le ofreceremos una solución diferente antes de emitir su cotización.
Reciba un informe DFM gratuito con simulación de riesgo de fallo
Cada consulta preparada profesionalmente implica un análisis de impresión 3D DFM que incluye mapeo del espesor de la pared, ángulos salientes y material de soporte utilizado. El informe identifica aquellos aspectos en los que el costo de impresión 3D con soporte soluble se puede reducir mediante el uso de un enfoque de soporte híbrido. A uno de los clientes que en el pasado no había proporcionado dibujos suficientes se le enviaron tres versiones del presupuesto en un plazo de 11 días; Siguiendo el consejo anterior, la primera versión de la cotización tomó solo 14 horas sin ningún ciclo de revisión.
Benefíciese del período de respuesta garantizado de 24 horas
Si su consulta cumple con las condiciones indicadas anteriormente, se procesa a través de la cola exprés. Recibirá el presupuesto vinculante que será válido durante 30 días, una estimación del plazo de entrega y un PDF DFM descargable; todo esto se realizará en 24 horas. Esta transparencia del servicio de impresión 3D multimaterial te permite tomar la decisión y seguir adelante con la producción sin dudas. Ofrecemos un servicio profesional de presupuesto de impresión 3D B2B.
Al utilizar este método de investigación, citar ya no será un obstáculo agravante sino más bien una elección fácil. Un sistema de rápido de cotizaciones de impresión 3D que se basa en información técnica precisa y análisis DFM automatizado garantiza una cotización precisa, un tiempo de entrega razonable y consejos de diseño útiles en solo 24 horas, lo que le permite ahorrar tiempo y esfuerzos.
Preguntas frecuentes
1. ¿Cuáles son las principales limitaciones a la hora de combinar plásticos de ingeniería normales con un soporte de PVA en un servicio de impresión 3D?
Para soportes de PVA, el rango óptimo de temperatura de extrusión está entre 190° y 210°C. Esto significa que el PVA no se puede coextruir con plásticos de ingeniería que tengan temperaturas de fusión más altas (por encima de 260 °C), por ejemplo, PEEK y PEI de alto punto de fusión. De lo contrario, el plástico sufriría una grave descomposición térmica y carbonización en la boquilla de impresión, lo que provocaría la obstrucción de la impresión de PVA.
2. ¿Cómo se eliminan por completo las marcas de agua o manchas superficiales después de disolver el soporte soluble?
LS Manufacturing utiliza un baño de agua circulante ultrasónico de temperatura constante a 45°С para una rápida disolución del material de PVA. Tras la retirada total del soporte, la pieza será sometida a un segundo enjuague ultrasónico durante 5 minutos en isopropanol 99,9% y luego secada al vacío. Todo este procedimiento garantiza la ausencia de residuos de cristales de alcohol polivinílico o adsorción de manchas de agua en la superficie de la pieza final.
3. ¿Puede su impresión 3D multimaterial personalizada admitir combinaciones híbridas de materiales conductores y aislantes?
Sí, podemos incrustar grafeno altamente conductor o filamento conductor basado en TPU en un componente estructural rígido o flexible en una sola pieza utilizando nuestra máquina de boquillas múltiples. Esto proporciona un moldeado personalizado 100 % de la estructura y los circuitos en una sola impresión.
4. ¿Cuál es la dimensión física máxima que admite su línea de fabricación multimaterial de precisión?
Este centro de mecanizado multieje permite fabricar los componentes con las mayores dimensiones de conformado de 400 mm × 350 mm × 500 mm. Los componentes precisos de forma irregular en este rango dimensional se pueden formar en una sola operación de sujeción sin necesidad de procedimientos de ensamblaje o posprocesamiento.
5. ¿Cómo pueden los compradores corporativos extranjeros verificar la trazabilidad de la materia prima y el cumplimiento ambiental?
Los filamentos de ingeniería y los materiales de soporte solubles proporcionados por LS Manufacturing tienen todas las certificaciones ambientales RoHS 2.0 y REACH y un informe de prueba de propiedad del lote 100 % (Certificado de cumplimiento). Esta información garantiza el cumplimiento medioambiental y la seguridad de la cadena logística transfronteriza para los compradores internacionales.
6. ¿Qué factores dominan el precio de una cotización de impresión 3D multimaterial para piezas personalizadas?
La cotización final depende de tres factores principales: el tiempo de inactividad resultante del cambio frecuente de boquillas duales en interfaces heterogéneas complicadas; el volumen de material PVA totalmente soluble en agua utilizado en gramos y el tiempo de secado necesario después de la impresión para eliminar completamente el material de soporte.
7. ¿Cómo protege LS Manufacturing la propiedad intelectual (PI) de los dibujos de diseño industrial cargados?
El proceso de firma de acuerdos de confidencialidad mutuos legales precede a la recepción de los dibujos. Todos los datos CAD se transfieren y almacenan en servidores seguros a través de una red de área local segura, y todos los datos se eliminarán físicamente de acuerdo con el protocolo de seguridad de grado militar dentro de los 30 días desde el final de cada proyecto para garantizar una seguridad IP completa.
8. ¿Cuál es su política de cantidad mínima de pedido (MOQ) para prototipos industriales personalizados de alta precisión?
En términos de esfuerzos de I+D de prototipo multimaterial de alta precisión, se puede ofrecer un programa MOQ muy flexible con la cantidad de pedido más baja de 1 pieza. La idea es cubrir todas las necesidades de los procesos de prueba y validación a nivel piloto para grupos de innovación incondicionales que desean avanzar rápidamente sin tener que comprometerse con volúmenes.
Resumen
El proceso de fabricación de múltiples materiales es una práctica de ingeniería de difusión molecular de interfaz, alineación a escala micrométrica, ajustes DFA/DFM y análisis post-proceso. LS Manufacturing con más de una década de experiencia ayuda a superar problemas relacionados con capas heterogéneas y curvas serpentinas en la creación de prototipos en la industria médica, automotriz y aeroespacial utilizando un estricto control de procesos y calidad IATF 16949. bucle: convertir diseños imposibles en elementos físicos de alta gama.
¿Busca ayuda con problemas de eliminación de soportes y capas heterogéneas? No limites tu diseño con tecnologías de impresión básicas. Haga clic en “Obtener una Cotización de procesamiento personalizado ahora” y cargue sus archivos CAD STEP/IGS. Dentro de 24 horas, nuestros especialistas en fabricación aditiva le brindarán una verificación DFM gratuita de su diseño con riesgos de espesor de pared, optimización de unión de interfaz y desglose de costos de lotes pequeños.
El contenido de esta página tiene fines informativos únicamente.Servicios de fabricación de LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Contáctenos para obtener más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 15 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D,Moldeo por inyección.Estampado de metales y otros servicios integrales de fabricación. Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalismo en la selección. Para obtener más información, visite nuestro sitio web:www.lsrpf.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.