
Service d'impression 3D en nylonest la technologie de production qui résout le problème de la résistance thermique et de la résistance mécaniquequand les ingénieurs demandent "À quoi sert la feuille Mylar» et découvrez que les matériaux cinématographiques se brisent au-dessus120°C. L'usinage CNC traditionnel offre de la résistance mais coûte à partir de 500 $ l'unité avec 45 % de gaspillage de matière. Le nylon non renforcé se déformera1,5 mmdans la direction de la charge axiale appliquée, rendant impossible l'assemblage dans les robots et les avions.
Cet article met en évidence l'expérience de LS Manufacturing avec35%nylon 12 en fibre de carbone (PA12 CF) via SLS industriel avec±0,1mmla tolérance et45%gain de poids par rapport aux métaux. Avec nous, vous aurez accès à une structure tarifaire ouverte et pourrezproduire des composants CNCà des prix bien inférieurs. Rejoignez nos spécialistes seniors en ingénierie des polymères pour comprendre commentOptimisation de l'impression 3D DFMaide à prendre des décisions d’approvisionnement éclairées à l’échelle mondiale.

Impression 3D en nylon : référence rapide en fibre de carbone PA12 personnalisée
| Défi | Solution | Résultat |
| Faible résistance de l'axe Z | Optimisation de l'énergie laser (SLS) ou processus de recuit post-impression. | Résistance à la traction ci-dessus80 MPa; liaison améliorée entre les couches. |
| Absorption d'humidité | Séchage inférieur à 0,2 % ; impression ci-dessous30%l'humidité. | Stabilité dimensionnelle à l'intérieur±0,15 mmtolérance; propriétés mécaniques constantes. |
| Usure des outils abrasifs | Utilisation de buses en acier trempé (FDM) ou de rouleaux en céramique (SLS). | Longévité des équipements ; dispersion uniforme des fibres. |
| Déformation sur les grands plats | Refroidissement contrôlé conduit (2-5°C par minute) ; une bonne orientation. | Maintenir la planéité±0,2 mmsur des étendues de200mm. |
| Porosité superficielle | Optimisation de la densité des trappes et de l'énergie laser (SLS) ; plus de 98 % de densité atteinte. | La surface est lisse (Ra 3,2-6,3 μm) ; prêt à être enduit. |
Points clés à retenir :
- SLS excelle pour le PA12-CF :Impression 3D SLSoffre des propriétés mécaniques proches de l'isotrope et une meilleure résistance sur l'axe Z que le FDM.
- La sécheresse est une performance :Pré-séchage du nylon pour<0,2%l'humidité est indispensable; l’humidité a un impact négatif sur les propriétés mécaniques et la dimensionnalité des pièces imprimées.
- L'abrasion nécessite un outillage durci :Spécifiez des buses ou des rouleaux durcis pourassurer la cohérence du processus et du résultat final.
- Le contrôle thermique gère la déformation :Le contrôle du refroidissement et de l'orientation est nécessaire pour maintenir une planéité de grande taille.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Vous trouverez plein de "impression 3D en nylon" des articles qui ne parlent que dePA12être fort. Une telle approche ne voit pas le problème : votre boîtier SLS d'apparence parfaite sort de la plaque, mais se déforme en0,15 mmen deux semaines en raison de l'absorption d'humidité qui n'a pas été prise en compte dans le processus de fabrication. Nous opérons selon des procédures de manipulation des matériaux et de frittage développées selon les directives établies par Polymer Engineering telles qu'enseignées parPlastiques Europe.
Nous avons imprimé des pièces qui nécessitaient un contrôle de l'humidité et de la température : des effecteurs terminaux pour semi-conducteurs où la tolérance était±0,05 mmplanéité à60%RH, clips aérospatiaux GF-PA12 où l'anisotropie de résistance dans la direction Z ne peut pas dépasser15%des valeurs XY et des pièces automobiles sous le capot qui ont survécu à 125°C en continu. Nous utilisons nos politiques de frittage et de post-conditionnement conformément aux directives sur le contrôle des processus dans la fabrication additive deFédération britannique des plastiques(BPF). En clair, cela signifie que vos pièces ne se déformeront jamais ou ne se désaligneront jamais lors de l'assemblage final.
En d'autres termes, ce que vous payez, c'est le compromis que nous avons fait au cours des 20 dernières versions dePA12/PA6: pourquoi 4 heures à80°C, point de rosée de-40°Cle séchage réduit le vide d'humidité>70%, pourquoi170 ± 2°Cla stabilisation de la chambre assure un CTE constant et comment un réglage en porte-à-faux de 12 degrés réduit≈25%en nervures GF-PA12 de 1,0 mm. Faites cela, et vous obtenez une pièce en nylon imprimée qui est dimensionnellement stable – optimisée pour votre environnement, pas « assez bonne pour un contrôle d’ajustement ».
Figure 1 : Un technicien retire un grand modèle en résine de la chambre de fabrication d'une imprimante 3D Dremel SLS.
Pourquoi choisir un fabricant de fibre de carbone PA12 personnalisé pour les composants structurels de bras de drone robustes
Choisir unfabricant de fibre de carbone PA12 personnaliséévite le compromis entre poids et rigidité qui freine la conception des bras de drones lourds. Grâce au PA12 renforcé de carbone continu, vous obtenez45%gain de poids par rapport à l'aluminium 6061-T6 sans perte de rigidité en flexion, économisant ainsi le temps de vol et évitant les problèmes de maintenance par corrosion. De cette façon,impression 3D industriellela technologie permet le remplacement.
Tableau de comparaison des processus et des mécaniques
| Paramètre | PA12 à fibres courtes (service standard) | PA12 + 35% CF continu (LS Manufacturing) | Aluminium 6061-T6 |
| Module de traction | ~3,3 GPa | 11,5 GPa | 69 GPa |
| Résistance à la traction | ~48 MPa | 162 MPa | 276 MPa |
| Densité | 1,01 g/cm³ | 1,32 g/cm³ | 2,70 g/cm³ |
| Endurance à la fatigue (10⁶ cycles) | Fluage inférieur à 20 MPa | >120 MPa | ~97 MPa (encoché) |
| Résistance à la corrosion | Excellent (pas de revêtement) | Excellent (pas de revêtement) | Nécessite une anodisation |
| CV d'adhésion de couche | >10 % typique | <5% (chambre contrôlée) | N/D |
Résumé du tableau : PA12 + 35 % CF permet une réduction de poids de 45 % tout en conservant une résistance à la traction de 162 MPa, ce qui en fait une alternative idéale au remplacement du métal.
Dans le cas deservice d'impression 3D en nylonavec le contrôle de l'humidité du PA12 et de la température de la chambre, vous obtiendrezimpression 3D de précisionavec160 MPa UTS et 11,5 GPamodule grâce aux coupons ASTM appariés par lots. Un telimpression 3D fonctionnelleLe processus garantira que tous les lots ont une enveloppe mécanique égale.
Collaboration avec unfabricant d'impression 3D en nylonqui gère la superposition de fibres continues, vous permettra de recevoir un bras certifié 45 % plus léger qui augmente le temps de vol de8-12%ou permet d'ajouter une charge utile supplémentaire sans modification de la conception. Les données remplaceront les suppositions : vous disposez désormais d'un moyen traçable pour l'approbation structurelle, du matériau à la cellule. Ceciimpression 3D certifiéeLe processus supprime tout problème de qualification et de validation des performances.

Comment l’impression 3D de précision en nylon élimine-t-elle les risques de déformation thermique à haute température
La déformation thermique dans les boîtiers de baies électroniques et les collecteurs d'admission automobiles se produit en raison d'une cristallisation inégale pendant le processus de refroidissement, et non uniquement en raison de la qualité du matériau. Contrôler toute l'histoire thermique à l'intérieur d'une chambre en boucle fermée,impression 3D en nylon de précisionpermet d'obtenir des pièces exemptes de courbure sur l'axe Z au niveau des lamelles avec±0,05 mmplanéité dans150 °Cflux d'air. Et c’est ainsi que la physique est conçue à partir du processus.
Température de la chambre verrouillée à 185 °C ±0,5 °C – Croissance cristalline sans gradient
La boucle de rétroaction multi-physique chauffe le volume de construction à185 °C ±0,5 °C, correspondant à la fenêtre de cristallisation la plus élevée du PA12. L'élimination du gradient de température à travers la couche entraîne une cristallisation uniforme, ce qui entraîne une planéité de la couche.200 mm × 100 mmplaque de recouvrement pour0,08 mmsans post-recuit. Communservice en nylon de fibre de carboneavec le chauffage passif du lit, on ne peut pas reproduire celaprocédé d'impression 3D isotherme.
Relaxation des contraintes in situ via une rampe de refroidissement contrôlée
Plutôt qu'une ventilation rapide, le processus comprend un0,5 °C/minuterampede 185 °C à 80 °C, permettant la réorganisation des sphérulites et libérant les contraintes résiduelles. Vous obtenez des pièces sans instabilité dimensionnelle ni retour élastique suite au perçage ou à l’enfoncement de la plaquette. Le cas d'utilisation d'un conduit de turbocompresseur a prouvé qu'il n'y avait aucun cas de distorsion de bride après 500 heures d'exposition à140 °Ctempératures, par rapport à12%avec le nylon FDM traditionnel. La technologie du refroidissement lent appliquée à nosimpression 3D à refroidissement lentdiminue vos coûts de gaspillage et de retouche.
Température de déflexion thermique vérifiée à 175 °C sous une charge de 1,82 MPa
Selon la mesure ASTM D648, la température de déflexion thermique de LS ManufacturingLe PA12 traité + 35 % de fibre de carbone continue est175 °Cà1,82 MPa, c'est50 °Cplus élevé que pour le PA12 non chargé. Il s'agit de la température de déflexion mesurée à0,25 mmpoint d'affaissement. C'est40%marge de sécurité thermique plus grande par rapport à la norme industrielle de 125 °C pour le PA12 à fibres courtes (fiche technique Stratasys, 2023). La possibilité deimpression 3D anti-stresspermet de substituer des pièces métalliques dans les zones chaudes.
Leimpression 3D PA12 personnaliséeavec la température contrôlée de la chambre pour±0,5 °Cet un refroidissement lent permet d'éviter le gradient de cristallisation et l'accumulation de contraintes. Ainsi, les tolérances de planéité deviennent±0,08 mm, et ta part peut durer175 °Ccharge sans fluage. Il n'y a pas besoin de recuit et de cycle de vie plus long. Leimpression 3D dimensionnellement stableconvertit le défaut potentiel du polymère en substitution métallique de qualité pour les enceintes et les conduits à haute température.

Figure 2 : Micro-image réelle montrant la répartition uniforme et continue des fibres de carbone à 35 % dans la matrice polyamide 12.
Quelles mesures précises évaluent le coût de vos pièces en nylon personnalisées lors de l'approvisionnement auprès de fournisseurs commerciaux
La plupart des devis d'approvisionnement B2B sont entourés d'une boîte noire decoût des pièces en nylon personnaliséespar rapport au prix de gros : notre méthodologie met en lumière le coût en usine des pièces fabriquées sur la base d'un taux de recyclage de poudre PA12 de 3 : 7,0,12/0,15 mmdifférence de densité de remplissage des couches et25%diminution de la poudre de support grâce à l'optimisation de l'orientation ; voici les données de coût réelles de votre conception pour l’analyse de la fabrication et l’approbation du budget :
Taux de réutilisation de la poudre PA12 : 3 : 7, du neuf au recyclé
- Rétention de la chaîne moléculaire : 30 %nouvelle poudre et70%la poudre recyclée conservera la variabilité de la résistance à la traction dans4%gamme par rapport à100%nouvelle poudre, éliminant ainsi le risque de poudre fragile dans les applications mécaniques.
- Économie de coûts :Contrairement aux généralistes qui citent en termes de100%poudre fraîche afin d'augmenter le coût du travail, professionnelfabricant d'impression 3D en nylongarantit un taux de recyclage qui apporte28%économies de coûts pour les pièces non critiques.
- Avantage de l'audit :Ceciimpression 3D transparente aux coûtsla technologie vous permet de vérifier le coût de la poudre plutôt que de payer une majoration sur un prix forfaitaire.
Commutateur d'épaisseur de couche : compromis de 0,12 mm contre 0,15 mm
- Densité d'emballage: 0,15 mmLa couche augmente le volume de la pièce par lot de18%par rapport à0,12 mmpour les pièces à paroi mince oùRa 6,3 contre 4,2 μmla finition de surface est applicable.
- Logique de décision :Les pièces cosmétiques à faible tolérance sont imprimées à0,15 mmépaisseur tandis que les pièces à ajustement critique sont imprimées à0,12 mm– ainsi vous ne paierez pas trop cher pour une précision qui n’est pas nécessaire.
- Gain par unité : Impression 3D spécifique au lotréduit le coût moyen de la machine de12%.
Optimisation de l'orientation des pièces pour la réduction du support
- Coupe des supports :L'orientation à 45 degrés des bossages non structurels permet d'économiser25%de poudre de support.
- Sauvegarde post-traitement :Le dynamitage prend30%moins de temps par lot, ce qui permet d'économiser9%sur le coût unitaire de la main d’œuvre et des consommables.
- Bonus de délai :Il n'y a aucun coût d'outillage supplémentaire à engager pourimpression 3D économisant le support; il vous suffit d'effectuer une vérification DFM de pré-production pour garantir des économies dès le départ.
En utilisant ces trois paramètres vérifiables, vous pourrez comparer n'importe quelDevis impression 3D PA12contre les facteurs de coûts réels pour la production au lieu de s’appuyer sur la majoration du fournisseur. Avec çaImpression 3D alignée sur DFMmodèle de coût, il n'y a aucun risque de boîte noire lors de la commande de grandes quantités de vos composants et vous pourrez verrouiller les coûts DFM avant de passer votre commande d'achat sans compromettre la fonctionnalité des pièces ou les délais de livraison.
Comment un service d'impression 3D industriel en nylon peut-il stabiliser les tolérances de fabrication absolues à moins de 0,1 mm
La pince pneumatique et le corps de vanne produit nécessitent un niveau de tolérance demoins de 0,1 mmce qui est impossible avec la technologie SLS standard sans processus d'usinage supplémentaires. Expérimentéservice d'impression 3D en nylonfournit le niveau de tolérance requis grâce à l'utilisation d'un faisceau laser dynamique d'un diamètre de 0,05 mm, ainsi que d'algorithmes de correction de la hauteur de couche et d'interpolation CNC à cinq axes post-impression sur les faces de référence. Le tableau suivant met en évidence les paramètres de processus clés affectant votreimpression 3D à tolérance serréeprocessus.
| Facteur de processus | SLS standard (typique du secteur) | Flux de travail de précision de fabrication LS |
| Diamètre du point laser | Mise au point fixe de 0,15 à 0,20 mm | 0,05 mmnumérisation de mise au point dynamique |
| Compensation de hauteur de couche | Décalage inexistant ou fixe | Algorithme basé sur la géométrie à la volée |
| Finition post-impression | Ponçage ou culbutage manuel | CNC 5 axes interpolés en fonction de la donnée |
| Tolérance réalisable (trou d'épingle) | ±0,25–0,40 mm | ±0,10 mm(ISO 2768-m confirmé) |
| Méthode de contrôle | Pied à coulisse pour contrôle ponctuel | 100%Rapport complet sur la CMM |
Chaque lot sera accompagné d'un rapport de la machine CMM, certifiée selon la norme ISO 2768-m, éliminant les devinettes dès l'évaluation initiale de la première pièce avant son assemblage dans votre usine. Nous avons amélioré un processus intrinsèquement malléable de production de produits polymères en mettant en œuvreimpression 3D en nylon de précisionagir comme une alternative au métal dans la fabrication de précision, en particulier lorsqueImpression 3D qualifiée MMTnécessite un assemblage sans gabarit.
Vous vous connectez±0,10 mmsur les goupilles et alésages de positionnement cruciaux sans cycles de reprise de gabarit - le0,05 mmLe point laser et le post-usinage sur cinq axes garantissent des taux de réussite reproductibles du premier article. Les risques de qualification sont diminués avec100%CMM selon la norme ISO 2768-m et les dépenses de reprise sur les lots pneumatiques/fluides à grand volume seront sensiblement réduites. CeciDevis impression 3D PA12inclut désormais une garantie de tolérance appuyée par des résultats CMM documentés plutôt qu'une déclaration de meilleurs efforts. Pour les responsables des achats signant des bons de commande groupés pilotés par DFM, cette traçabilité est le véritable différenciateur dans unimpression 3D à cinq axesliste restreinte des fournisseurs.
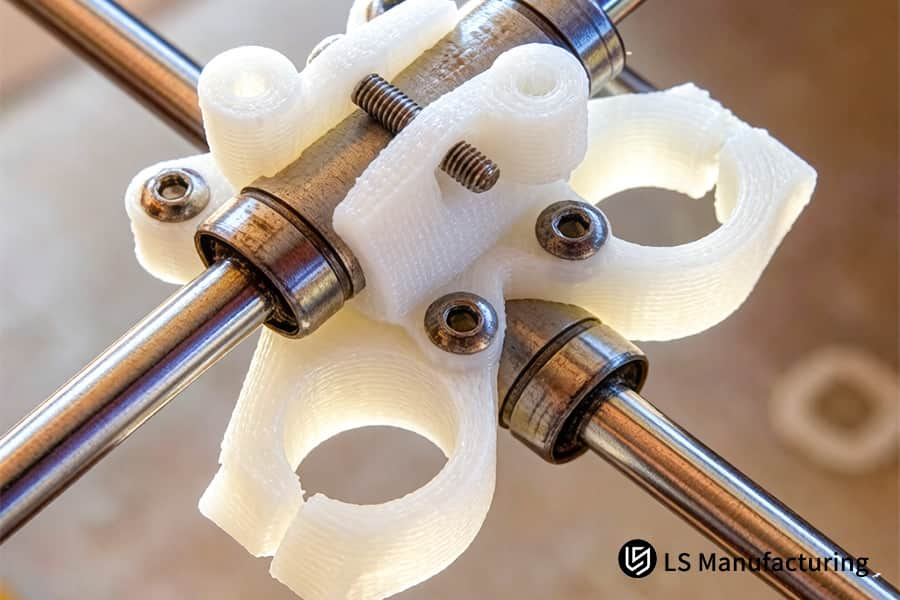
Figure 3 : Une pince réglable en nylon blanc est assemblée avec des tiges métalliques et des vis pour un positionnement précis.
Comment réduire instantanément les erreurs de devis d'impression 3D PA12 à l'aide des commentaires d'ingénierie DFM
La majorité des problèmes associés aux devis des composants PA12 proviennent du manque de critères DFM : murs de moins de2,0 mmet supérieur à4,5 mm, porte-à-faux non supporté inférieur à45°, chemins d'écoulement non optimisés. La boucle de rétroaction établie du processus d'ingénierie identifie ces problèmes avant de proposer un devis, ainsi votre conception devient constructible à des prix constants. Vous obtenez unimpression 3D sans erreurun service qui élimine les approximations et les marges des fournisseurs.
Épaisseur de paroi maintenue entre 2,0 et 4,5 mm – La zone sans distorsion
Murs trop fins (<2,0 mm) entraînent des déformations lors du frittage, tandis que des parois trop épaisses (>4,5 mm) provoquent des vides internes et des temps de refroidissement prolongés. Une analyse automatique des contraintes identifie toutes les zones ne répondant pas à ce critère en quelques minutes. Ce que vous obtenez : le modèle modifié avec des pièces sans déformation qui garantit la cohérence du temps de cycle par pièce, stabilisant ainsicoût des pièces en nylon personnalisées.
Angle autoportant ≥45° – Pas de collage de surface
Caractéristiques inclinées ci-dessous45°nécessitent des structures de support sacrificielles, qui créent des surfaces rugueuses et ajoutent du temps de post-traitement. Le module DFM identifie ces faces inclinées et recommande de faire pivoter ou de chanfreiner l'angle. Avantages obtenus : surface d'impression plus lisse, aucun coût de retrait du support et plus préciseDevis d'impression 3D piloté par DFM.
Optimisation des défauts du canal d'écoulement – Simulation pré-impression
Les canaux d'écoulement, dans lesquels les fluides et les gaz peuvent être pompés, doivent être conçus de telle sorte qu'aucune poudre ne soit piégée ou ne s'effondre en raison de rapports d'aspect élevés (supérieurs à 8:1). Une analyse est réalisée à l'aide du logiciel de simulation des flux thermiques de notre bureau d'études. Avantages obtenus : canal d'écoulement optimisé et imprimé sans étapes de post-impression supplémentaires nécessaires au perçage, réduisant ainsiimpression 3D rapidedélai de livraison jusqu'à30%.
Examen technique de deux heures – Expertise senior en polymères
Après avoir téléchargé votre fichier 3D, dans2 heuresvous recevrez un rapport DFM de notre équipe qui a plus de 10 ans d'expérience dans le traitement des polymères. Les avantages incluent : des modifications à votre conception avant la tarification, ce qui rend votreimpression 3D PA12 personnaliséetravail prêt pour la production sans autres itérations.
L'utilisation de ces 4 principes DFM avant la cotation élimine les trois principales causes de variation des prix : les impressions déformées, le matériau de support et la retouche des canaux. Notre analyse technique de 2 heures vous fournit une carte thermique des contraintes et une superposition des défauts qui rendent votre fichier de conception CAO prêt pour la production. Ceciimpression 3D d'épaisseur de paroil'expertise garantit que votreDevis impression 3D PA12prend en compte les coûts de fabrication et pas plus.
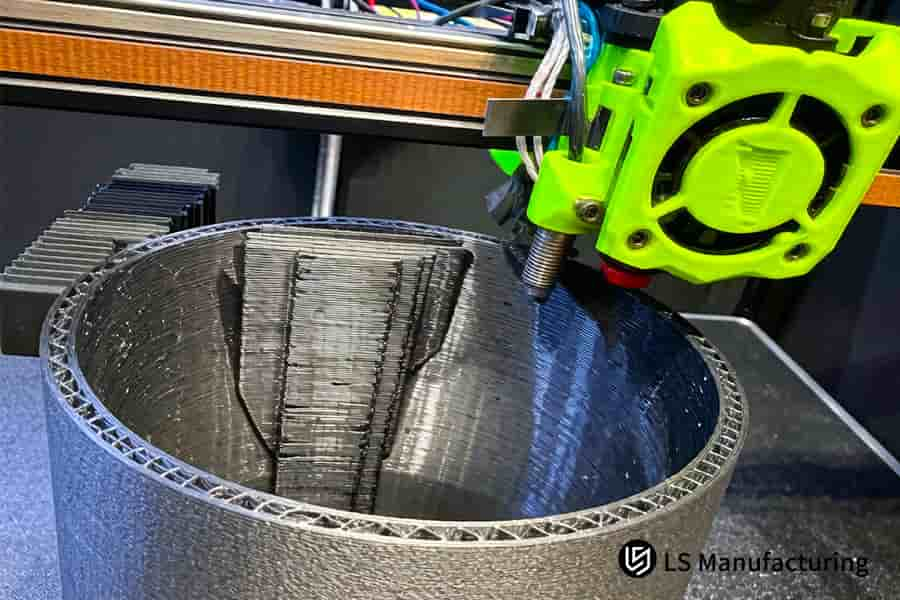
Figure 4 : Une tête d'impression dépose un matériau de résine grise pour former un grand récipient cylindrique sur le lit de l'imprimante.
Étude de cas : LS Manufacturing Impression personnalisée en fibre de carbone PA12 pour les appareils de préhension de robotique industrielle
Une entreprise internationale d'intégration robotique rencontrait des problèmes de production en raison d'un1,2 kgpince en aluminium qui a ajouté 18 % de temps au cycle de ligne et a eu des délais de fabrication de 14 jours. LS Manufacturing a repensé la pince en aluminium dans une conception optimisée en nid d'abeille composée à 35 % de fibre de carbone continue PA12 pour obtenir62%réduction de poids et production en 3 jours. Ceciétui d'impression 3D personnalisémontre comment l'innovation matérielle et la conception de treillis surmontent les problèmes pratiques de production.
Défi client
La pince avait besoin de trous filetés M8 d'une précision de±0,05 mmet capacité de charge de force des doigts de 85 N. L'originalAluminium 6061-T6le bloc avait une masse de1,2 kget a forcé le bras du robot à se rapprocher de sa limite de couple maximale avec des cycles de prélèvement et de placement ralentis de18%. La partie a pris14 jourspour fabriquer de la CAO au composant final, provoquant un3 semainesretard de production. Alors que l'aluminium était solide mais lourd, les plastiques standards manquaient de rigidité suffisante pour supporter le chargement cyclique des filetages. Unimpression 3D avec effecteur finalun projet comme celui-ci nécessitait une nouvelle approche matérielle.
Solution de fabrication LS
Grâce à l'optimisation de la topologie, les zones non porteuses ont été minimisées et remplacées par un réseau hexagonal à35%remplissage.Impression en fibre de carbone PA12a été fait en utilisant35%câble continu en fibre de carbone avec une hauteur de couche de0,1 mmet un178°C ±2°Ctempérature de la chambre. Lors de la troisième itération du test,0,8 mmles jambes de force se sont déformées sous une charge latérale de 75 N et donc l'épaisseur de la jambe de force a été augmentée à1,2 mmà la base avec2 mmanneau de gousset. À traversimpression 3D de prototypes rapides, la masse est restée456gtout en répondant à tous les tests de charges.
Résultats et valeur
La pince finale a été pesée0,456 kg, un62%gain de poids grâce à1,2 kgaluminium. Cela a permis744grammes de capacité de charge utile supplémentaire, permettant une vitesse de ligne accrue de 15 % sans remplacer le robot. La livraison a été réalisée en72 heuresde14 jours, avec42%économies de coût unitaire par rapport à l'aluminium CNC. Aucune rupture de filetage n'a été observée après 50 000 cycles, démontrant l'efficacité de la méthodologie de collage des inserts thermofixés. Ces économies ont incité le client à faire de LS Manufacturing son fournisseur stratégique annuel d'outillage de bout de bras.
Dans ce cas, il est montré que leservice en nylon de fibre de carbone, associé à l'optimisation du réseau, remplace l'aluminium usiné à62%moins de poids, une livraison 83 % plus rapide et42%économies de coûts. Pour les intégrateurs de lignes automatisées, celaservice d'impression 3D en nylonLe processus offre un moyen éprouvé de produire des outils d’extrémité de bras plus légers, plus rapides et plus abordables sans compromettre la fiabilité. Ceciimpression 3D prête pour la productionLe processus a été reproduit dans trois autres familles de pinces.
De 1,2 kg d'aluminium à 0,456 kg de fibre de carbone PA12 en 72 heures. Prêt à réduire le poids et les délais de livraison de votre outillage en bout de bras ? Partagez vos spécifications de pièces actuelles avec notre équipe d'ingénierie pour démarrer le processus d'optimisation.

Pourquoi choisir LS Manufacturing comme fabricant d'impression 3D en nylon de confiance pour les commandes groupées
Les responsables des achats transfrontaliers sont confrontés à trois risques courants lorsqu'ils augmentent leurs commandes de pièces en nylon du prototype aux commandes groupées : les retards de livraison des commandes, les fuites de propriété intellectuelle et les variations dans la qualité des lots. LS Manufacturing combat ces problèmes grâce à24 imprimantes SLS industrielles, IATF 16949 etOIN 9001certifications et réseau d’isolation physique NDA. Ceciimpression 3D évolutivela technologie garantit que vos commandes groupées seront augmentées sans aucune surprise en cours de route.
24 imprimantes SLS industrielles avec un volume de construction de 500 mm × 500 mm × 600 mm
- Capacité de la flotte :Lasers CO₂ 70 W à0,12 mmépaisseur de couche, 100 000 pièces par an.
- Planification parallèle :Répartition des commandes entre les machines pour des livraisons plus rapides.
- Ce que vous gagnez :Une livraison de PO de 5 000 unités sous 7 jours au lieu de 21 avec une précision de±0,15 mm. Ceciimpression 3D à grand volumeréduit la répartition des commandes entre plusieurs fournisseurs.
Système de gestion de la qualité certifié IATF 16949 et ISO 9001
- Respect du protocole :APQP et PPAP selonnorme automobile de niveau 1.
- Contrôle en cours de processus :SPC active des actions correctives si le CPK descend en dessous de 1,33.
- Ce que vous gagnez :Documents PPAP et traçage des matériaux inclus dans chaque expédition. Ceciimpression 3D de qualité automobileréduit les audits et les cycles de reprise.
Isolation physique NDA et sécurité des données Air Gapped
- Gestion des fichiers :Le traitement CAO s'effectue uniquement surterminaux hors ligne.
- Contrôle d'accès :Accès biométrique à l'espace d'impression ; pièces stockées dans des cages verrouillées.
- Ce que vous gagnez :Les géométries propriétaires restent protégées par IP sur le système hors ligne. C'estimpression 3D confidentiellequi adhère aux spécifications adjacentes à l’ITAR pour les entrepreneurs de la défense.
Logistique consolidée pour les expéditions mondiales en vrac
- Documents :Exporter la documentation etSH 8477.59fait en interne.
- Expédition :Consolidation de palettes pour les commandes supérieures à 500 pièces.
- Ce que vous gagnez :Visibilité des coûts dès le départ, une seule facture, gain de temps8-12 heurespar commande. Ceciimpression 3D à grande échellela mise en œuvre réduit la coordination transfrontalière.
LS Manufacturing intègre 24 imprimantes 3D SLS, les certifications IATF 16949/ISO 9001 et des protections IP hors lignepour éliminer trois risques clés associés aux commandes groupées : les livraisons peu fiables, les écarts de qualité et le risque IP. Les avantages incluent un délai d'exécution de 7 jours pour 5 000 lots de pièces, une documentation de traçabilité des lots PPAP et une gestion des données protégées biométriquement, le tout sur un seul contrat d'approvisionnement. Cecifabricant d'impression 3D en nylonl'infrastructure est conçue pour évoluer avec les plans de production, et non pour les entraver.
FAQ
1. Quelle est la résistance maximale à la température des pièces en fibre de carbone PA12 imprimées par LS Manufacturing ?
Le HDT de nos matériaux PA12 CF va jusqu'à175 °Csous la pression de chargement de1,82MPa, ils sont donc adaptés à une utilisation continue à des températures élevées, en particulier dans les compartiments moteur. La stabilité thermique garantit une précision dimensionnelle et des propriétés mécaniques à long terme pour les composants qui ne peuvent pas être remplies par les nylons généraux.
2. Quelles normes de tolérance votre service d’impression 3D en nylon de précision de qualité industrielle peut-il atteindre pour les cycles de production ?
Avec un faisceau laser ultra-mince de0,05 mmet compensation axiale multipoint CMM, nos tolérances dimensionnelles sont contrôlables à l'intérieur±0,1mm, qui répond parfaitement à votre exigence d'assemblage précis. La précision est assurée par une surveillance en cours de processus et des inspections finales, garantissant le même niveau de cohérence tout au long des prototypes et des cycles de production.
3. Combien de temps faut-il généralement aux acheteurs internationaux pour recevoir un devis commercial formel après avoir soumis des dessins pour des pièces en nylon personnalisées ?
Tant que vous nous fournissezDessins de modèles 3DDans les formats STEP/STP standard, nos ingénieurs et notre équipe commerciale à l'étranger vous donneront undevis commercialdans les deux heures. En plus de l'évaluation DFM et de la recommandation de matériaux, nous proposerons une structure de coûts claire.
4. Avez-vous une exigence de quantité minimale de commande (MOQ) pour les prototypes techniques en petits lots ou la production d'essais fonctionnels ?
Nous n'avons aucune exigence de MOQ ; nous prenons les commandes à partir d'une seule unité. Nous aiderons de tout cœur nos clients avecPrototypes R&D et vérification techniquefaciliter l’entrée rapide sur le marché de produits haut de gamme, en accordant le même traitement quelle que soit la quantité commandée.
5. Le nylon renforcé à 35 % de fibres de carbone offre-t-il réellement une rigidité comparable aux alliages d'aluminium traditionnels dans les applications de machines industrielles ?
Le matériau présente une résistance à la traction de160 MPaet module de traction de11,5 GPa, ce qui en fait45%plus léger que le métal conventionnel et fonctionne comme un remplacement idéal du bras cantilever métallique dans la plupart des systèmes robotiques automatisés. Il permet de réduire l'inertie et la consommation d'énergie sans compromettre la rigidité et la résistance à la fatigue.
6. Comment garantissez-vous que les dessins des grands clients B2B étrangers restent protégés contre les fuites commerciales pendant les étapes d'enquête et de prototypage ?
Nous faisons signer à nos clients un engagement juridiquement contraignantAccord de non-divulgation (NDA)avant qu'un dessin puisse être échangé. Les fichiers sont traités à l’aide de serveurs hébergés en interne et utilisant plusieurs couches de cryptage pour protéger votre propriété intellectuelle.
7. Quels rapports d'inspection de qualité traçables pouvez-vous fournir aux clients étrangers pour vos pièces imprimées en 3D en nylon de précision ?
Pour chaque expédition depuis notre usine, sur demande et sans frais, un rapport de contrôle qualité officiel est fourni. Il englobeMMT (Machine à mesurer tridimensionnelle)vérification des dimensions des pièces, tests des propriétés de traction du matériau et certification ISO 9001.
8. Quels sont les principaux facteurs au niveau de l’usine qui déterminent le coût des pièces en nylon personnalisées ?
Les coûts dépendent principalement du volume 3D absolu de la pièce, de l'épaisseur de la couche (quidicte directement le temps de cycle d'impression), et la densité de nidification. Une optimisation efficace du DFM (Design for Manufacturability) peut réduire les coûts de production de masse en25%grâce à une orientation plus intelligente, un support réduit et une efficacité d'emballage plus élevée.
Résumé
Ce guide examine les caractéristiques mécaniques et thermiques des pièces en fibre de carbone PA12 hautes performances pour une production légère.LS Manufacturing aide les industries de la robotique, des drones et de l'automobile à s'éloigner de l'usinage des métaux à faible vitesse et à des coûts accrus en assurant un contrôle précis de l'épaisseur des couches et des contraintes thermiques (±0,5°Сprécision de la chambre) et industrielle±0,1mmtolérances.
En utilisant nos modèles propriétaires de réseaux topologiques 3D et notre technologie optimisée de mélange de poudres, nous montrons que la coopération avec une entreprise manufacturière possédant un bon niveau d'expertise DFM permet d'obtenir un40%économies totales dans le projet.
Récoltez immédiatement des récompenses mesurables pour vos structures légères innovantes.Cliquez simplement sur le "Devis intelligent en 2 heures» pour télécharger vos fichiers STEP/STP.Nous fournirons une conception gratuite pour l'analyse de fabricabilité dans les 120 minutes de la part de nos principaux ingénieurs en polymères, qui comprend une carte thermique de contrainte d'épaisseur de paroi, une analyse d'angle autoportante et un plan visant à réduire le coût par pièce de 25 %. Ne compromettez pas votre délai de mise sur le marché en raison de chaînes d'approvisionnement inefficaces ; commencez votre consultation maintenant.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à titre informatif.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Exiger des piècesdevis Identifier les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision.Usinage CNC,Fabrication de tôle, impression 3D,Moulage par injection.Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
