
Serviço de impressão 3D em náiloné a tecnologia de produção que resolve a questão da resistência térmica e resistência mecânicaquando os engenheiros perguntam “Para que é usada a folha Mylar”E descubra que os materiais do filme quebram acima120ºC. A usinagem CNC tradicional oferece resistência, mas vem com preços a partir de US$ 500 por unidade, com 45% de desperdício de material. O náilon não reforçado irá deformar1,5mmna direção da carga axial aplicada, impossibilitando a montagem em robôs e aeronaves.
Este artigo destaca a experiência da LS Manufacturing com35%fibra de carbono nylon 12 (PA12 CF) através de SLS industrial com±0,1 mmtolerância e45%economia de peso em comparação com metais. Conosco, você terá acesso a uma estrutura de preços aberta e poderáproduzir componentes CNCa preços muito mais baixos. Junte-se aos nossos especialistas seniores em engenharia de polímeros para entender comoOtimização de impressão 3D DFMajuda a tomar decisões de fornecimento informadas em todo o mundo.

Impressão 3D em nylon: Referência rápida de fibra de carbono PA12 personalizada
| Desafio | Solução | Resultado |
| Força fraca do eixo Z | Otimização da energia laser (SLS) ou processo de recozimento pós-impressão. | Resistência à tração acima80MPa; melhor ligação entre camadas. |
| Absorção de umidade | Secagem abaixo de 0,2%; imprimindo abaixo30%umidade. | Estabilidade dimensional dentro±0,15 mmtolerância; propriedades mecânicas consistentes. |
| Desgaste de ferramenta abrasiva | Utilização de bicos de aço temperado (FDM) ou rolos cerâmicos (SLS). | Longevidade do equipamento; dispersão uniforme de fibras. |
| Deformação em grandes apartamentos | Resfriamento controlado conduzido (2-5°C por minuto); orientação adequada. | Manter o nivelamento±0,2 mmem vãos de200mm. |
| Porosidade superficial | Otimização da densidade de hachura e energia do laser (SLS); mais de 98% de densidade alcançada. | A superfície é lisa (Ra 3,2-6,3 μm); pronto para ser revestido. |
Principais vantagens:
- SLS é excelente para PA12-CF:Impressão 3D SLSfornece propriedades mecânicas quase isotrópicas e melhor resistência do eixo Z do que o FDM.
- Secura é desempenho:Pré-secagem do nylon para<0,2%a umidade é obrigatória; a umidade afeta negativamente as propriedades mecânicas e a dimensionalidade das peças impressas.
- A abrasão requer ferramentas endurecidas:Especifique bicos ou rolos endurecidos paragarantir a consistência do processo e do resultado final.
- O controle térmico gerencia a deformação:O controle do resfriamento e da orientação é necessário para manter o nivelamento de grandes dimensões.
Por que confiar neste guia? Experiência prática dos especialistas em fabricação da LS
Você encontrará muitos "impressão 3D de náilon"artigos que só falam sobrePA12sendo forte. Essa abordagem não consegue ver o problema: seu invólucro SLS de aparência perfeita saindo da placa, mas deformado por0,15mmem duas semanas devido à absorção de umidade que não foi contabilizada no processo de fabricação. Operamos de acordo com procedimentos de manuseio de materiais e sinterização desenvolvidos seguindo as diretrizes estabelecidas pela Engenharia de Polímeros conforme ensinado porPlásticos Europa.
Imprimimos peças que exigiam controle de umidade e temperatura: terminais para semicondutores onde a tolerância era±0,05mmplanicidade em60%RH, clipes aeroespaciais GF-PA12 onde a anisotropia de força na direção Z não pode exceder15%dos valores XY e peças automotivas sob o capô que sobreviveram a 125°C contínuos. Utilizamos nossas políticas de sinterização e pós-condicionamento de acordo com as diretrizes sobre controle de processo em AM deFederação Britânica de Plásticos(BPF). Em linguagem simples, isso significa que suas peças nunca irão deformar ou sair do alinhamento durante a montagem final.
Em outras palavras, você está pagando pelo compromisso que fizemos nas últimas mais de 20 versões doPA12/PA6: por que 4 horas às80°C, ponto de orvalho de-40ºCa secagem reduz o estouro de umidade em>70%, por que170±2°Ca estabilização da câmara garante CTE consistente e como um ajuste de cantilever de 12 graus reduziu≈25%em costelas GF-PA12 de 1,0 mm. Faça isso e você terá uma peça de náilon impressa dimensionalmente estável – otimizada para o seu ambiente, não “boa o suficiente para verificação de ajuste”.
Figura 1: Um técnico remove um grande modelo de resina da câmara de construção de uma impressora 3D Dremel SLS.
Por que escolher um fabricante personalizado de fibra de carbono PA12 para componentes estruturais de braço de drone para serviços pesados
Escolhendo umfabricante personalizado de fibra de carbono PA12evita o compromisso entre peso versus rigidez que impede o design de braços de drones para levantamento pesado. Graças ao PA12 reforçado com carbono contínuo, você obtém45%economia de peso em comparação com o alumínio 6061-T6 sem perder a rigidez à flexão, economizando tempo de voo e evitando problemas de manutenção de corrosão. Desta forma,impressão 3D industriala tecnologia permite a substituição.
Tabela de comparação mecânica e de processo
| Parâmetro | PA12 de fibra curta (serviço padrão) | PA12 + 35% CF Contínuo (Fabricação LS) | Alumínio 6061-T6 |
| Módulo de tração | ~3,3GPa | 11,5 GPa | 69 GPa |
| Resistência à tração | ~48MPa | 162 MPa | 276 MPa |
| Densidade | 1,01g/cm³ | 1,32g/cm³ | 2,70g/cm³ |
| Resistência à fadiga (10⁶ ciclos) | Fluência abaixo de 20 MPa | >120 MPa | ~97 MPa (entalhado) |
| Resistência à corrosão | Excelente (sem revestimento) | Excelente (sem revestimento) | Requer anodização |
| CV de adesão à camada | >10% típico | <5% (câmara controlada) | N/A |
Resumo da tabela: PA12 + 35% CF atinge 45% de redução de peso enquanto mantém uma resistência à tração de 162 MPa, tornando-o uma alternativa ideal para substituição de metal.
No caso deserviço de impressão 3D de náiloncom controle sobre a umidade PA12 e temperatura da câmara, você obteráimpressão 3D de precisãocom160 MPa UTS e 11,5 GPamódulo graças aos cupons ASTM combinados em lote. Talimpressão 3D funcionalO processo garantirá que todos os lotes tenham envelope mecânico igual.
Colaboração com umfabricante de impressão 3D de náilonque gerencia a disposição de fibra contínua possibilitará que você receba um braço certificado 45% mais leve que aumenta o tempo de voo em8-12%ou permite adicionar carga extra sem alterações no design. Os dados substituirão as suposições – agora você tem uma maneira rastreável de aprovação estrutural, do material à fuselagem. Istoimpressão 3D certificadaO processo elimina quaisquer problemas de qualificação e validação de desempenho.

Como a impressão 3D de nylon de precisão elimina riscos de deformação térmica em alta temperatura
O empenamento térmico em gabinetes de compartimentos eletrônicos e coletores de admissão automotivos ocorre devido à cristalização irregular durante o processo de resfriamento, e não apenas ao tipo do material. Controlando todo o histórico térmico dentro da câmara em circuito fechado,impressão 3D de nylon de precisãotorna possível obter peças livres de curvatura do eixo Z no nível da lamela com±0,05mmplanicidade em150ºCfluxo de ar. E é assim que a física é eliminada do processo.
Temperatura da Câmara Bloqueada em 185 °C ±0,5 °C – Crescimento de Cristal Sem Gradiente
O ciclo de feedback multifísico aquece o volume de construção para185 °C ±0,5 °C, correspondendo à maior janela de cristalização do PA12. A eliminação do gradiente de temperatura através da camada resulta em cristalização uniforme, resultando em planicidade da camada.200 mm × 100 mmplaca de cobertura para0,08 mmsem pós-recozimento. Comumserviço de nylon de fibra de carbonocom aquecimento passivo da cama não pode replicar issoprocesso de impressão 3D isotérmico.
Relaxamento de estresse in-situ por meio de rampa de resfriamento controlada
Em vez de ventilação rápida, o processo inclui um0,5 °C/minutorampade 185°C a 80°C, permitindo a reorganização das esferulitas e liberando tensões residuais. Você obtém peças sem instabilidade dimensional ou retorno elástico após perfuração ou inserção pressionada. O caso de uso de um duto de turboalimentador não provou nenhum caso de distorção do flange após 500 horas de exposição a140°Ctemperaturas, em comparação com12%com o nylon FDM tradicional. A tecnologia de resfriamento lento aplicada aos nossosimpressão 3D lenta e friadiminui o custo de desperdício e retrabalho.
Temperatura de deflexão térmica verificada a 175 °C sob carga de 1,82 MPa
De acordo com a medição ASTM D648, a temperatura de deflexão térmica da LS ManufacturingPA12 processado + 35% de fibra de carbono contínua é175°Cem1,82MPa, isso é50ºCmaior do que para PA12 não preenchido. Esta é a temperatura de deflexão medida em0,25mmponto de afundamento. É40%maior margem de segurança térmica em comparação com o padrão da indústria de 125 °C para PA12 de fibra curta (folha de dados da Stratasys, 2023). A possibilidade deimpressão 3D para alívio do estressepossibilita a substituição de peças metálicas em áreas quentes.
Oimpressão 3D PA12 personalizadacom a temperatura controlada da câmara para±0,5 °Ce o resfriamento lento permite evitar gradiente de cristalização e acúmulo de tensão. Assim, as tolerâncias de planicidade tornam-se±0,08mm, e sua parte pode sustentar175°Ccarga sem fluência. Não há necessidade de recozimento e ciclo de vida mais longo. Oimpressão 3D dimensionalmente estávelconverte defeitos potenciais do polímero em substituição de metal de qualidade para gabinetes e dutos de alta temperatura.

Figura 2: Microimagem real mostrando a distribuição uniforme e contínua de 35% de fibra de carbono na matriz de poliamida 12.
Quais métricas precisas avaliam o custo de peças de nylon personalizadas durante a aquisição de fornecedores comerciais
A maioria das cotações de compras B2B estão envoltas em uma caixa preta decusto de peças de náilon personalizadasem relação ao preço a granel – nossa metodologia esclarece o custo de fábrica de peças fabricadas com base na taxa de reciclagem de pó PA12 de 3:7,0,12/0,15mmdiferença de densidade de empacotamento da camada e25%apoiar a diminuição do pó devido à otimização da orientação; aqui estão os dados de custo reais do seu projeto para análise de fabricação e aprovação do orçamento:
Proporção de reutilização de pó PA12: bloqueio novo para reciclado de 3:7
- Retenção de cadeia molecular: 30%novo pó e70%o pó reciclado reterá a variabilidade da resistência à tração dentro4%alcance quando comparado com100%novo pó, eliminando o risco de pó quebradiço em aplicações mecânicas.
- Economia de custos:Ao contrário dos generalistas que citam em termos de100%pó fresco para aumentar o custo do trabalho, profissionalfabricante de impressão 3D de náilongarante taxa de reciclagem que traz28%economia de custos para peças não críticas.
- Margem de auditoria:Istoimpressão 3D com custo transparentea tecnologia permite auditar o custo do pó em vez de pagar a margem de lucro do preço fixo.
Chave de espessura da camada: compensação de 0,12 mm vs 0,15 mm
- Densidade de embalagem: 0,15 mmcamada aumenta o volume da peça por lote em18%em relação a0,12 mmpara peças de parede fina ondeRa 6,3 vs 4,2 μmo acabamento de superfície é aplicável.
- Lógica de decisão:Peças cosméticas de baixa tolerância são impressas em0,15mmespessura enquanto as peças de ajuste crítico são impressas em0,12 mm– assim você não pagará a mais por uma precisão desnecessária.
- Ganho por unidade:Impressão 3D específica de lotereduz o custo médio da máquina em12%.
Otimização da orientação de peças para redução de suporte
- Corte de suporte:A orientação de 45 graus das saliências não estruturais salva25%de pó de suporte.
- Salvamento pós-processo:A explosão leva30%menos tempo por lote, o que economiza9%no custo de mão de obra e consumíveis por unidade.
- Bônus de prazo de entrega:Não há custo adicional de ferramental a ser incorrido paraimpressão 3D com economia de suporte; você só precisa executar uma verificação de DFM de pré-produção para garantir economias desde o início.
Ao usar esses três parâmetros auditáveis, você poderá comparar qualquerOrçamento de impressão 3D PA12contra os direcionadores de custos reais de produção, em vez de confiar na margem de lucro do fornecedor. Com issoImpressão 3D alinhada com DFMmodelo de custo, não há risco de caixa preta ao solicitar grandes quantidades de seus componentes e você poderá bloquear os custos dos DFMs antes de fazer seu pedido de compra sem comprometer a funcionalidade da peça ou os prazos de entrega.
Como um serviço de impressão 3D de nylon industrial pode estabilizar tolerâncias absolutas de fabricação em 0,1 mm
A garra pneumática e o corpo da válvula de fluido exigem um nível de tolerância demenos de 0,1 mmo que é impossível usando a tecnologia SLS padrão sem processos de usinagem adicionais. Experienteserviço de impressão 3D de náilonfornece o nível de tolerância necessário através do uso do feixe de laser dinâmico com diâmetro de 0,05 mm, bem como algoritmos de correção de altura de camada e interpolação CNC de cinco eixos pós-impressão em faces de referência. A tabela a seguir destaca os principais parâmetros do processo que afetam seuimpressão 3D com tolerância restritaprocesso.
| Fator de Processo | SLS padrão (típico da indústria) | Fluxo de trabalho de precisão de fabricação LS |
| Diâmetro do ponto laser | Foco fixo de 0,15–0,20 mm | 0,05 mmvarredura de foco dinâmico |
| Compensação de altura da camada | Deslocamento inexistente ou fixo | Algoritmo baseado em geometria em tempo real |
| Acabamento pós-impressão | Lixamento manual ou tombamento | CNC de 5 eixos interpolados com base em dados |
| Tolerância alcançável (pin-hole) | ±0,25–0,40 mm | ±0,10 mm(ISO 2768-m confirmado) |
| Método de inspeção | Pinça de verificação pontual | 100%Relatório de dimensão completa do CMM |
Cada lote será acompanhado de um relatório da máquina CMM, certificada conforme as normas ISO 2768-m, eliminando o jogo de adivinhação desde a avaliação inicial da primeira peça antes de montá-la em sua fábrica. Melhoramos um processo inerentemente maleável de produção de produtos poliméricos implementandoimpressão 3D de nylon de precisãoatuar como uma alternativa metálica na fabricação de precisão, especialmente quandoImpressão 3D qualificada pela CMMprecisa de montagem sem gabarito.
Você liga±0,10 mmem pinos e furos de localização cruciais sem ciclos de retrabalho do gabarito – o0,05 mmo ponto de laser e a pós-usinagem de cinco eixos garantem taxas repetíveis de passagem do primeiro artigo. Os riscos de qualificação diminuem com100%CMM de acordo com a ISO 2768-m e as despesas de retrabalho em lotes pneumáticos/fluidos de alto volume serão reduzidas visivelmente. IstoOrçamento de impressão 3D PA12agora inclui garantia de tolerância apoiada por resultados documentados do CMM, em vez de uma afirmação de melhor esforço. Para leads de compras que assinam pedidos em massa orientados por DFM, essa rastreabilidade é o verdadeiro diferencial em umimpressão 3D de cinco eixoslista de fornecedores.
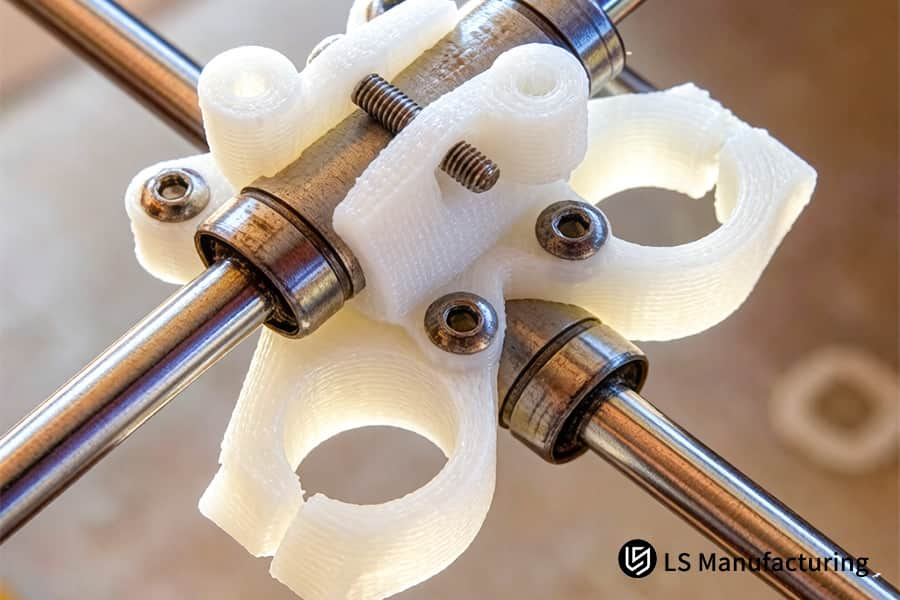
Figura 3: Uma braçadeira ajustável de náilon branco está sendo montada com hastes metálicas e parafusos para posicionamento preciso.
Como reduzir instantaneamente erros de cotação de impressão 3D PA12 usando feedback de engenharia DFM
A maioria dos problemas associados às cotações do componente PA12 surgem da falta de critérios DFM: paredes inferiores a2,0 mme maior que4,5 mm, balanço não suportado menor que45°, caminhos de fluxo não otimizados. O ciclo de feedback estabelecido do processo de engenharia identifica essas questões antes da cotação, assim, seu projeto se torna edificável a preços constantes. Você ganha umimpressão 3D à prova de errosserviço que elimina suposições e margens do fornecedor.
Espessura da parede mantida entre 2,0–4,5 mm – a zona livre de distorção
Paredes muito finas (<2,0 mm) resultam em empenamento durante a sinterização, enquanto paredes muito espessas (>4,5 mm) causam vazios internos e tempos de resfriamento prolongados. Uma verificação automática de estresse identifica quaisquer áreas que não atendam a esse critério em questão de minutos. O que você obtém: o modelo modificado com peças sem empenamento que garante a consistência do tempo de ciclo por peça, estabilizando assimcusto de peças de náilon personalizadas.
Ângulo autoportante ≥45° – Sem aderência na superfície
Recursos angulares abaixo45°necessitam de estruturas de suporte sacrificiais, que criam superfícies ásperas e aumentam o tempo de pós-processamento. O módulo DFM identifica quaisquer faces angulares e recomenda girar ou chanfrar o ângulo. Benefícios obtidos: superfície de impressão mais lisa, sem custos de remoção de suporte e mais precisaCotação de impressão 3D orientada por DFM.
Otimização de defeitos no canal de fluxo – simulação pré-impressão
Os canais de fluxo, onde fluidos e gases podem ser bombeados, precisam ser projetados de forma que nenhum pó fique preso ou desmorone devido às altas proporções (superiores a 8:1). Uma análise é realizada utilizando o software de simulação de fluxo térmico do nosso departamento de engenharia. Benefícios obtidos: canal de fluxo otimizado e impresso sem necessidade de etapas adicionais de pós-impressão para perfuração, reduzindo assimimpressão 3D de giro rápidoprazo de entrega até30%.
Revisão de engenharia de duas horas – Experiência sênior em polímeros
Depois de enviar seu arquivo 3D, dentro2 horasvocê receberá um relatório DFM de nossa equipe que tem mais de 10 anos de experiência em processamento de polímeros. Os benefícios incluem: alterações em seu design antes da definição do preço, tornando seuimpressão 3D PA12 personalizadatrabalho pronto para produção sem mais iterações.
Usar esses 4 princípios do DFM antes da cotação elimina as três principais causas da variação de preços: impressões empenadas, material de suporte e retrabalho de canais. Nossa análise de engenharia de 2 horas fornece um mapa de calor de tensão e sobreposição de defeitos que deixa seu arquivo de projeto CAD pronto para produção. Istoimpressão 3D de espessura de paredeexpertise garante que seuOrçamento de impressão 3D PA12leva em conta os custos de fabricação e nada mais.
Figura 4: Uma cabeça de impressão deposita material de resina cinza para formar um grande recipiente cilíndrico na base da impressora.
Estudo de caso: LS Manufacturing Impressão personalizada em fibra de carbono PA12 para acessórios de pinça de robótica industrial
Uma empresa internacional de integração robótica estava enfrentando problemas de produção devido a um1,2kgpinça de alumínio que acrescentou 18% ao tempo de ciclo de linha e teve prazos de fabricação de 14 dias. A LS Manufacturing redesenhou a pinça de alumínio em um design otimizado de núcleo em favo de mel feito com 35% de fibra de carbono contínua PA12 para resultar em62%redução de peso e produção de 3 dias. Istocaso de impressão 3D personalizadomostra como a inovação de materiais e o design de treliça superam problemas práticos de produção.
Desafio do cliente
A pinça precisava de furos roscados M8 com precisão de±0,05 mme capacidade de carga de força de dedo de 85 N. O originalalumínio 6061-T6bloco tinha uma massa de1,2kge forçou o braço do robô próximo ao seu limite máximo de torque com ciclos de pegar e colocar desacelerados por18%. A parte levou14 diasfabricar desde CAD até o componente final, causando um3 semanasatraso de produção. Embora o alumínio fosse forte, mas pesado, os plásticos padrão não tinham rigidez suficiente para o carregamento cíclico das roscas. Umimpressão 3D do efetor finalprojeto como este precisava de uma nova abordagem material.
Solução de Fabricação LS
Através da otimização da topologia, as áreas não estruturais foram minimizadas e substituídas por uma rede hexagonal em35%preencher.Impressão em fibra de carbono PA12foi feito usando35%reboque contínuo de fibra de carbono com uma altura de camada de0,1 mme um178°C ±2°Ctemperatura da câmara. Na terceira iteração de teste,0,8 mmos suportes dobraram sob carga lateral de 75N e, portanto, a espessura do suporte aumentou para1,2 mmna base com2mmanel de reforço. Atravésimpressão 3D de protótipo rápido, a massa permaneceu456gao atender a todos os testes de carga.
Resultados e valor
A pinça final pesou0,456kg, um62%economia de peso de1,2kgalumínio. Isso permitiu744gramas de capacidade de carga útil adicional, permitindo um aumento de 15% na velocidade da linha sem substituir o robô. A entrega foi conseguida em72 horasde14 dias, com42%economia no custo unitário em relação ao alumínio CNC. Nenhuma falha de tração da rosca foi observada após 50.000 ciclos, demonstrando a eficácia da metodologia de colagem de pastilhas termofixadas. Estas poupanças levaram o cliente a tornar a LS Manufacturing o seu fornecedor estratégico anual de ferramentas de fim de braço.
Neste caso, mostra-se que oserviço de nylon de fibra de carbono, juntamente com a otimização da rede, substitui o alumínio usinado em62%menos peso, entrega 83% mais rápida e42%economia em custos. Para integradores de linhas automatizadas, issoserviço de impressão 3D de náilonO processo fornece uma maneira comprovada de produzir ferramentas de ponta de braço mais leves, mais rápidas e mais acessíveis, sem comprometer a confiabilidade. Istoimpressão 3D pronta para produçãoo processo foi replicado em três outras famílias de garras.
De 1,2 kg de alumínio a 0,456 kg de fibra de carbono PA12 em 72 horas. Pronto para reduzir o peso e o tempo de entrega de suas ferramentas de ponta de braço? Compartilhe suas especificações atuais de peças com nossa equipe de engenharia para iniciar o processo de otimização.

Por que escolher a LS Manufacturing como seu fabricante confiável de impressão 3D de nylon para pedidos em grandes quantidades
Os gestores de compras transfronteiriças enfrentam três riscos comuns ao aumentarem as suas encomendas de peças de nylon, desde protótipos até encomendas em grandes quantidades: atrasos nas entregas de encomendas, fuga de propriedade intelectual e variações na qualidade dos lotes. A LS Manufacturing combate estes problemas através de24 impressoras industriais SLS, IATF 16949 eISO 9001certificações e rede física de isolamento NDA. Istoimpressão 3D escalávela tecnologia garante que seus pedidos em grandes quantidades serão ampliados sem surpresas no caminho.
24 impressoras industriais SLS com volume de construção de 500 mm × 500 mm × 600 mm
- Capacidade da frota:Lasers CO₂ de 70 W em0,12 mmespessura da camada, 100.000 peças por ano.
- Agendamento paralelo:Alocação de pedidos entre máquinas para entregas mais rápidas.
- O que você ganha:Uma entrega de 5.000 unidades PO em 7 dias em vez de 21 com uma precisão de±0,15 mm. Istoimpressão 3D de alto volumereduz divisões de pedidos entre vários fornecedores.
Sistema de gestão de qualidade certificado IATF 16949 e ISO 9001
- Adesão ao protocolo:APQP e PPAP de acordo compadrão automotivo nível 1.
- Controle em processo:O SPC ativa ações corretivas caso o CPK caia abaixo de 1,33.
- O que você ganha:Documentos PPAP e rastreamento de materiais incluídos em cada remessa. Istoimpressão 3D de nível automotivoreduz auditorias e ciclos de retrabalho.
Isolamento físico de NDA e segurança de dados isolados
- Manipulação de arquivos:O processamento CAD ocorre apenas emterminais off-line.
- Controle de acesso:Acesso biométrico ao piso de impressão; peças armazenadas em gaiolas trancadas.
- O que você ganha:As geometrias proprietárias permanecem protegidas por IP no sistema offline. Isto éimpressão 3D confidencialque adere às especificações adjacentes ao ITAR para empreiteiros de defesa.
Logística consolidada para remessas globais a granel
- Documentação:Documentação de exportação eSH 8477.59feito internamente.
- Envio:Consolidação de paletes para pedidos acima de 500 peças.
- O que você ganha:Visibilidade antecipada de custos, uma fatura, economia de tempo de8-12 horaspor pedido. Istoimpressão 3D em grande escalaa implementação reduz a coordenação transfronteiriça.
A LS Manufacturing integra 24 impressoras 3D SLS, certificações IATF 16949/ISO 9001 e proteções IP off-line isoladaspara eliminar três riscos principais associados aos pedidos em grandes quantidades: entregas não confiáveis, variações de qualidade e risco de propriedade intelectual. Os benefícios incluem 7 dias de entrega para 5.000 lotes de peças, documentação de rastreabilidade de lote PPAP e manuseio de dados protegidos biometricamente – tudo em um único contrato de aquisição. Istofabricante de impressão 3D de náilona infraestrutura é projetada para escalar com os planos de produção, e não para impedi-los.
Perguntas frequentes
1. Qual é a resistência máxima à temperatura das peças de fibra de carbono PA12 impressas pela LS Manufacturing?
O HDT dos nossos materiais PA12 CF é de até175°Csob a pressão de carga de1,82 MPa, portanto são adequados para uso contínuo em altas temperaturas, especialmente nos compartimentos do motor. A estabilidade térmica garante precisão dimensional e propriedades mecânicas de longo prazo para os componentes que não podem ser atendidas pelos nylons gerais.
2. Quais padrões de tolerância seu serviço de impressão 3D de nylon de precisão de nível industrial pode alcançar para execuções de produção?
Com um feixe de laser ultrafino de0,05 mme compensação axial multiponto CMM, nossas tolerâncias dimensionais são controláveis dentro±0,1 mm, que atende perfeitamente às suas necessidades de montagem precisa. A precisão é garantida pelo monitoramento em processo e inspeções finais, garantindo o mesmo nível de consistência ao longo dos protótipos e da produção.
3. Quanto tempo normalmente leva para os compradores internacionais receberem uma cotação comercial formal após enviar desenhos para peças de náilon personalizadas?
Contanto que você nos forneçaDesenhos de modelos 3Dem formatos STEP/STP padrão, nossos engenheiros e equipe de vendas no exterior lhe darão umacotação comercialdentro de duas horas. Além da avaliação do DFM e da recomendação de materiais, ofereceremos uma estrutura de custos clara.
4. Você tem um requisito de Quantidade Mínima de Pedido (MOQ) para protótipos de engenharia de pequenos lotes ou produção experimental funcional?
Não temos requisitos de MOQ; aceitamos pedidos a partir de uma única unidade. Ajudaremos de todo o coração nossos clientes comProtótipos de P&D e verificação de engenhariafacilitar a rápida entrada no mercado de produtos premium, dando o mesmo tratamento independentemente da quantidade do pedido.
5. O náilon reforçado com 35% de fibra de carbono realmente oferece rigidez comparável às ligas de alumínio tradicionais em aplicações de máquinas industriais?
O material apresenta uma resistência à tração de160 MPae módulo de tração de11,5 GPa, fazendo isso45%mais leve que o metal convencional e funciona como um substituto ideal para o braço cantilever de metal na maioria dos sistemas robóticos automatizados. Ajuda a reduzir a inércia e o consumo de energia sem comprometer a rigidez e a resistência à fadiga.
6. Como garantir que os desenhos de grandes clientes B2B estrangeiros permaneçam protegidos contra vazamentos comerciais durante as fases de investigação e prototipagem?
Fazemos com que nossos clientes assinem um termo juridicamente vinculativoAcordo de Não Divulgação (NDA)antes que qualquer desenho possa ser trocado. Os arquivos são gerenciados usando servidores hospedados internamente e isolados, usando múltiplas camadas de criptografia para manter sua propriedade intelectual segura.
7. Quais relatórios de inspeção de qualidade rastreáveis você pode fornecer aos clientes estrangeiros para suas peças impressas em 3D de nylon de precisão?
Em conexão com cada remessa de nossa fábrica, sob demanda e sem nenhum custo, é fornecido um relatório oficial de controle de qualidade. AbrangeCMM (máquina de medição por coordenadas)verificação das dimensões das peças, testes de propriedades de tração do material e certificação ISO 9001.
8. Quais são os principais fatores de fábrica que determinam o custo das peças de náilon personalizadas?
Os custos são determinados principalmente pelo volume 3D absoluto da peça, pela espessura da camada (quedetermina diretamente o tempo do ciclo de impressão) e a densidade de aninhamento. A otimização eficaz do DFM (Design for Manufacturability) pode reduzir os custos de produção em massa ao25%através de orientação mais inteligente, suporte reduzido e maior eficiência de embalagem.
Resumo
Este guia considera as características mecânicas e térmicas de peças de fibra de carbono PA12 de alto desempenho para produção leve.A LS Manufacturing auxilia as indústrias de robótica, drones e automotiva a se afastarem da usinagem de metal em baixa velocidade e aumento de despesas, garantindo o controle preciso da espessura da camada e das tensões térmicas (±0,5°Сprecisão da câmara) e industrial±0,1 mmtolerâncias.
Usando nossos modelos proprietários de redes topológicas 3D e tecnologia otimizada de mistura de pós, mostramos que a cooperação com uma empresa de fabricação com um bom nível de experiência em DFM permite alcançar um40%economia total de custos no projeto.
Obtenha recompensas mensuráveis por suas estruturas leves e inovadoras imediatamente.Basta clicar no botão “Orçamento inteligente de 2 horas”Para carregar seus arquivos STEP/STP.Entregaremos um projeto gratuito para análise de capacidade de fabricação em 120 minutos por nossos principais engenheiros de polímeros, que inclui um mapa de calor de tensão de espessura de parede, análise de ângulo autossustentável e um plano para reduzir o custo por peça em 25%. Não comprometa o seu tempo de colocação no mercado devido a cadeias de abastecimento ineficientes; comece sua consulta agora.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Serviços de fabricação LSNão há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador.Exigir peçascotação Identifique os requisitos específicos para essas seções.Entre em contato conosco para mais informações.
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC,Fabricação de chapas metálicas, Impressão 3D,Moldagem por injeção.Estamparia metálicae outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site:www.lsrpf.com
