
Servizio di stampa 3D in nylonè la tecnologia produttiva che risolve il problema della resistenza termica e della resistenza meccanicaquando gli ingegneri chiedono “A cosa serve il foglio Mylar” e scopri che i materiali della pellicola si rompono sopra120°C. La tradizionale lavorazione CNC offre robustezza ma ha prezzi a partire da $ 500 per unità con uno spreco di materiale del 45%. Il nylon non rinforzato si deformerà1,5 mmnella direzione del carico assiale applicato, rendendo impossibile il montaggio su robot e aerei.
Questo articolo evidenzia l'esperienza di LS Manufacturing con35%nylon in fibra di carbonio 12 (PA12 CF) tramite SLS industriale con±0,1 mmtolleranza e45%risparmio di peso rispetto ai metalli. Con noi avrai accesso a una struttura tariffaria aperta e sarai in grado di farloprodurre componenti CNCa prezzi molto più bassi. Unisciti ai nostri specialisti senior in ingegneria dei polimeri per capire comeOttimizzazione della stampa 3D DFMaiuta a prendere decisioni informate in materia di approvvigionamento a livello globale.

Stampa 3D in nylon: guida rapida personalizzata in fibra di carbonio PA12
| Sfida | Soluzione | Risultato |
| Debole forza dell'asse Z | Ottimizzazione dell'energia laser (SLS) o del processo di ricottura post-stampa. | Resistenza alla trazione sopra80MPa; migliore adesione tra gli strati. |
| Assorbimento dell'umidità | Essiccazione inferiore allo 0,2%; stampa qui sotto30%umidità. | Stabilità dimensionale all'interno±0,15 mmtolleranza; proprietà meccaniche costanti. |
| Usura degli utensili abrasivi | Utilizzo di ugelli in acciaio temprato (FDM) o rulli in ceramica (SLS). | Longevità dell'attrezzatura; dispersione uniforme delle fibre. |
| Deformazione su superfici di grandi dimensioni | Raffreddamento controllato condotto (2-5°C al minuto); orientamento corretto. | Mantenimento della planarità±0,2 mmsu campate di200mm. |
| Porosità superficiale | Ottimizzazione della densità del tratteggio e dell'energia laser (SLS); è stata raggiunta una densità superiore al 98%. | La superficie è liscia (Ra 3,2-6,3 μm); pronto per essere rivestito. |
Punti chiave:
- SLS eccelle per PA12-CF:Stampa 3D SLSfornisce proprietà meccaniche quasi isotrope e una migliore resistenza dell'asse Z rispetto alla FDM.
- La secchezza è prestazione:Pre-essiccazione del nylon<0,2%l'umidità è un must; l'umidità influisce negativamente sulle proprietà meccaniche e sulla dimensionalità delle parti stampate.
- L'abrasione richiede utensili temprati:Specificare ugelli o rulli tempratigarantire la coerenza del processo e del risultato finale.
- Il controllo termico gestisce la deformazione:Il controllo del raffreddamento e dell'orientamento è necessario per mantenere la planarità di grandi dimensioni.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
Ne troverai moltissimi"stampa 3D in nylon"articoli che parlano solo diPA12essere forte. Tale approccio non riesce a vedere il problema: il tuo alloggiamento SLS dall'aspetto perfetto che esce dalla piastra, ma si deforma0,15 mmin due settimane a causa dell'assorbimento di umidità di cui non si è tenuto conto nel processo di produzione. Operiamo secondo procedure di movimentazione e sinterizzazione dei materiali sviluppate seguendo le linee guida stabilite da Polymer Engineering come insegnato daEuropa della plastica.
Abbiamo stampato parti che richiedevano il controllo dell'umidità e della temperatura: effettori finali per semiconduttori dove c'era tolleranza±0,05 mmplanarità a60%RH, clip GF-PA12 aerospaziali in cui l'anisotropia della resistenza nella direzione Z non può superare15%dei valori XY e parti sotto il cofano delle automobili che sono sopravvissute a 125°C continui. Utilizziamo le nostre politiche di sinterizzazione e post-condizionamento in conformità con le linee guida sul controllo dei processi in AMFederazione britannica della plastica(BPF). In parole povere, ciò significa che le tue parti non si deformeranno o non si disallineeranno mai durante l'assemblaggio finale.
In altre parole, ciò per cui stai pagando è il compromesso che abbiamo raggiunto nelle ultime 20 e più buildPA12/PA6: perché 4 ore a80°C, punto di rugiada di-40°Cl'asciugatura riduce l'umidità>70%, perché170±2°Cla stabilizzazione della camera garantisce un CTE costante e la riduzione della regolazione del cantilever a 12 gradi≈25%in nervature GF-PA12 da 1,0 mm. Fallo e otterrai una parte in nylon stampato che è dimensionalmente stabile, ottimizzata per il tuo ambiente, non "abbastanza buona per il controllo dell'adattamento".
Figura 1: Un tecnico rimuove un grande modello in resina dalla camera di costruzione di una stampante 3D Dremel SLS.
Perché scegliere un produttore personalizzato di fibra di carbonio PA12 per componenti strutturali del braccio del drone per carichi pesanti
Scegliendo unproduttore di fibra di carbonio PA12 personalizzatoevita il compromesso tra peso e rigidità che ostacola la progettazione dei bracci dei droni per carichi pesanti. Grazie al PA12 rinforzato con carbonio continuo, ottieni45%risparmio di peso rispetto all'alluminio 6061-T6 senza perdere la rigidità alla flessione, risparmiando così tempo di volo ed evitando problemi di manutenzione dovuta alla corrosione. In questo modo,stampa 3D industrialela tecnologia consente la sostituzione.
Tabella comparativa di processo e meccanica
| Parametro | PA12 Fibra Corta (servizio standard) | PA12 + 35% CF continuo (produzione LS) | Alluminio 6061-T6 |
| Modulo di trazione | ~3,3 GPa | 11,5 GPa | 69 GPa |
| Resistenza alla trazione | ~48MPa | 162MPa | 276MPa |
| Densità | 1,01 g/cm³ | 1,32 g/cm³ | 2,70 g/cm³ |
| Resistenza alla fatica (10⁶ cicli) | Creep inferiore a 20 MPa | >120MPa | ~97 MPa (dentellato) |
| Resistenza alla corrosione | Eccellente (nessun rivestimento) | Eccellente (nessun rivestimento) | Richiede anodizzazione |
| CV di adesione allo strato | >10% tipico | <5% (camera controllata) | N/D |
Riepilogo della tabella: PA12 + 35% CF raggiunge una riduzione del peso del 45% pur mantenendo una resistenza alla trazione di 162 MPa, rendendolo un'alternativa ideale per la sostituzione dei metalli.
Nel caso diservizio di stampa 3D in nyloncon il controllo dell'umidità PA12 e della temperatura della camera, otterraistampa 3D di precisionecon160 MPa UTS e 11,5 GPamodulo grazie ai tagliandi ASTM abbinati in batch. Un talestampa 3D funzionaleIl processo garantirà che tutti i lotti abbiano lo stesso involucro meccanico.
Collaborazione con aproduttore di stampa 3D in nylonche gestisce la posa continua della fibra ti permetterà di ricevere un braccio certificato più leggero del 45% che aumenta il tempo di volo del8-12%oppure consente di aggiungere ulteriore carico utile senza modifiche al design. I dati sostituiranno le ipotesi: ora disponi di un modo tracciabile per l'approvazione strutturale dal materiale alla cellula. Questostampa 3D certificataIl processo rimuove qualsiasi problema di qualificazione e convalida delle prestazioni.

In che modo la stampa 3D di precisione in nylon elimina i rischi di deformazione termica ad alta temperatura
La deformazione termica negli involucri degli alloggiamenti elettronici e nei collettori di aspirazione automobilistici si verifica a causa della cristallizzazione non uniforme durante il processo di raffreddamento, non solo a causa della qualità del materiale. Controllo dell'intera storia termica all'interno della camera a circuito chiuso,stampa 3D di precisione in nylonrende possibile ottenere parti prive di arricciatura dell'asse Z a livello della lamella±0,05 mmplanarità dentro150 °Cflusso d'aria. Ed è così che la fisica viene eliminata dal processo.
Temperatura della camera bloccata a 185 °C ±0,5 °C – Crescita dei cristalli senza gradiente
Il circuito di feedback multifisico riscalda il volume di costruzione185°C ±0,5°C, corrispondente alla finestra di cristallizzazione più alta del PA12. L'eliminazione del gradiente di temperatura attraverso lo strato determina una cristallizzazione uniforme, con conseguente planarità dello strato200×100 mmpiastra di copertura a0,08 mmsenza post-ricottura. Comuneservizio di nylon in fibra di carboniocon il riscaldamento passivo del letto non è possibile replicarloprocesso di stampa 3D isotermico.
Rilassamento dello stress in situ tramite rampa di raffreddamento controllata
Piuttosto che uno sfogo rapido, il processo include un0,5 °C/minutorampada 185°C a 80°C, consentendo la riorganizzazione delle sferuliti e il rilascio delle tensioni residue. Si ottengono pezzi senza instabilità dimensionale o ritorno elastico dopo la foratura o l'inserimento a pressione dell'inserto. Il caso d'uso di un condotto del turbocompressore ha dimostrato zero casi di distorsione della flangia dopo 500 ore di esposizione140 °Ctemperature, rispetto a12%con il tradizionale nylon FDM. La tecnologia del raffreddamento lento applicata al nsstampa 3D a raffreddamento lentoriduce il costo degli scarti e delle rilavorazioni.
Temperatura di deflessione termica verificata a 175 °C con carico di 1,82 MPa
Secondo la misurazione ASTM D648, la temperatura di deflessione termica di LS ManufacturingPA12 lavorato + 35% fibra di carbonio continua175 °Ca1,82MPa, cioè50 °Csuperiore a quello del PA12 non riempito. Questa è la temperatura di deflessione misurata0,25 mmpunto di abbassamento. Lo è40%margine di sicurezza termica più ampio rispetto allo standard industriale di 125 °C per PA12 a fibra corta (scheda tecnica Stratasys, 2023). La possibilità distampa 3D antistressrende possibile la sostituzione di parti metalliche in zone calde.
Ilstampa 3D PA12 personalizzatacon la temperatura della camera controllata a±0,5°Ce il raffreddamento lento consente di evitare il gradiente di cristallizzazione e l'accumulo di stress. Pertanto, le tolleranze di planarità diventano±0,08 mme la tua parte può sostenere175 °Ccarico senza scorrimento. Non è necessaria la ricottura e un ciclo di vita più lungo. Ilstampa 3D dimensionalmente stabileconverte il potenziale difetto del polimero in una sostituzione del metallo di qualità per involucri e condotti ad alta temperatura.

Figura 2: Microimmagine reale che mostra la distribuzione uniforme e continua della fibra di carbonio al 35% nella matrice di poliammide 12.
Quali parametri precisi valutano il costo delle parti in nylon personalizzate durante l'approvvigionamento dei fornitori commerciali
La maggior parte dei preventivi per gli appalti B2B sono avvolti in una scatola neracosto delle parti in nylon personalizzaterispetto al prezzo all'ingrosso: la nostra metodologia fa luce sul costo di fabbrica delle parti realizzate in base al tasso di riciclo della polvere PA12 3:7,0,12/0,15 mmdifferenza di densità di imballaggio dello strato e25%supportare la diminuzione della polvere grazie all'ottimizzazione dell'orientamento; ecco i dati sui costi effettivi del tuo progetto per l'analisi della produzione e l'approvazione del budget:
Rapporto di riutilizzo della polvere PA12: 3:7 Blocco da nuovo a riciclato
- Ritenzione della catena molecolare: 30%nuova polvere e70%la polvere riciclata manterrà la variabilità della resistenza alla trazione all'interno4%intervallo rispetto a100%nuova polvere, eliminando il rischio di polvere fragile nelle applicazioni meccaniche.
- Risparmio sui costi:A differenza dei generalisti che citano in termini di100%polvere fresca per aumentare il costo del lavoro, professionaleproduttore di stampa 3D in nylongarantisce il rapporto di riciclaggio che porta28%risparmi sui costi per le parti non critiche.
- Bordo di controllo:Questostampa 3D a costi trasparentila tecnologia ti consente di controllare il costo della polvere invece di pagare un ricarico dal prezzo forfettario.
Interruttore spessore strato: compromesso tra 0,12 mm e 0,15 mm
- Densità dell'imballaggio: 0,15 mmlo strato aumenta il volume della parte per lotto di18%relativo a0,12 mmper parti a parete sottile doveRa 6,3 contro 4,2 μmla finitura superficiale è applicabile.
- Logica decisionale:Le parti cosmetiche a bassa tolleranza vengono stampate su0,15 mmspessore mentre le parti critiche vengono stampate0,12 mm– così non pagherai più del dovuto per una precisione non necessaria.
- Guadagno per unità: stampa 3D specifica per lottoriduce il costo medio della macchina12%.
Ottimizzazione dell'orientamento delle parti per la riduzione del supporto
- Taglio del supporto:L'orientamento a 45 gradi delle sporgenze non strutturali salva25%di polvere di supporto.
- Salvataggio post-elaborazione:La sabbiatura richiede30%meno tempo per lotto, il che consente di risparmiare9%sul costo unitario di manodopera e materiali di consumo.
- Bonus sui tempi di consegna:Non sono previsti costi aggiuntivi per gli strumentistampa 3D con risparmio di supporto; è sufficiente eseguire un controllo DFM pre-produzione per garantire risparmi fin dall'inizio.
Utilizzando questi tre parametri verificabili, sarai in grado di confrontarne qualsiasiPA12 Preventivo stampa 3Dcontro i fattori di costo effettivi per la produzione invece di fare affidamento sul margine di profitto del fornitore. Con questoStampa 3D allineata al DFMmodello di costo, non vi è alcun rischio di una scatola nera quando si ordinano grandi quantità di componenti e sarà possibile bloccare i costi DFM prima di effettuare l'ordine di acquisto senza compromettere la funzionalità delle parti o i tempi di consegna.
Come può un servizio di stampa 3D industriale in nylon stabilizzare le tolleranze di produzione assolute entro 0,1 mm?
La pinza pneumatica e il corpo della valvola del fluido richiedono un livello di tolleranza diinferiore a 0,1 mmcosa impossibile utilizzando la tecnologia SLS standard senza processi di lavorazione aggiuntivi. Espertoservizio di stampa 3D in nylonfornisce il livello di tolleranza richiesto attraverso l'uso del raggio laser dinamico con un diametro di 0,05 mm, nonché algoritmi di correzione dell'altezza dello strato e interpolazione CNC a cinque assi post-stampa sulle facce di riferimento. La tabella seguente evidenzia i principali parametri di processo che influiscono sul tuostampa 3D a tolleranza strettaprocesso.
| Fattore di processo | SLS standard (tipico del settore) | Flusso di lavoro di precisione per la produzione LS |
| Diametro del punto laser | Messa a fuoco fissa 0,15–0,20 mm | 0,05 mmscansione con messa a fuoco dinamica |
| Compensazione dell'altezza dello strato | Offset inesistente o fisso | Algoritmo basato sulla geometria al volo |
| Finitura post-stampa | Levigatura o burattatura manuale | CNC 5 assi interpolati su dato |
| Tolleranza ottenibile (foro stenopeico) | ±0,25–0,40 mm | ±0,10 mm(ISO 2768-m confermato) |
| Metodo di ispezione | Calibro per controllo a campione | 100%Rapporto a dimensione intera CMM |
Ogni lotto sarà accompagnato da un report della macchina CMM, certificata secondo gli standard ISO 2768-m, che toglie il gioco d'ipotesi dalla valutazione iniziale del primo pezzo prima del suo assemblaggio nella vostra fabbrica. Abbiamo migliorato un processo intrinsecamente malleabile di produzione di prodotti polimerici implementandolostampa 3D di precisione in nylonfungere da alternativa al metallo nella produzione di precisione, in particolare quandoStampa 3D qualificata CMMnecessita di assemblaggio senza maschere.
Fai il numero±0,10 mmsu perni e fori di posizionamento cruciali senza cicli di rilavorazione delle maschere: il0,05 mmil punto laser e la post-lavorazione a cinque assi garantiscono velocità di passaggio del primo articolo ripetibili. I rischi di qualificazione sono diminuiti con100%La CMM conforme alla norma ISO 2768-m e le spese di rilavorazione su lotti pneumatici/fluidi ad alto volume verranno ridotti notevolmente. QuestoPA12 Preventivo stampa 3Dora include la garanzia di tolleranza supportata da risultati CMM documentati anziché da una dichiarazione di massimo sforzo. Per i lead di procurement che firmano ordini di acquisto in blocco basati su DFM, la tracciabilità è il vero elemento di differenziazione in astampa 3D a cinque assilista dei fornitori.
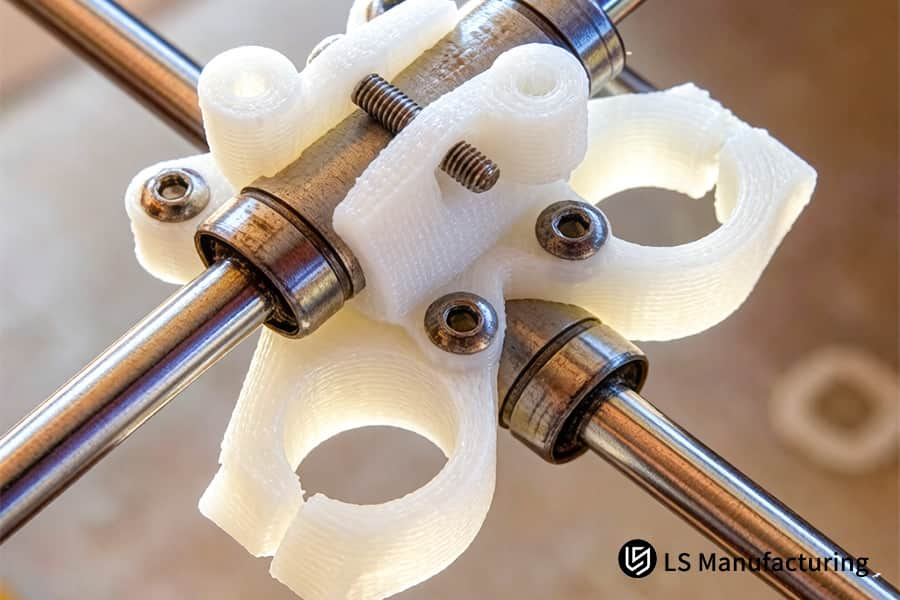
Figura 3: Un morsetto regolabile in nylon bianco viene assemblato con aste e viti metalliche per un posizionamento preciso.
Come ridurre istantaneamente gli errori di preventivo della stampa 3D PA12 utilizzando il feedback di Engineering DFM
La maggior parte dei problemi associati alle quote dei componenti PA12 derivano dalla mancanza di criteri DFM: muri inferiori a2,0 mme maggiore di4,5 mm, sporgenza non supportata inferiore a45°, percorsi di flusso non ottimizzati. Il ciclo di feedback stabilito del processo di ingegneria identifica questi problemi prima del preventivo, quindi il tuo progetto diventa costruibile a prezzi costanti. Ottieni unstampa 3D a prova di erroreservizio che elimina congetture e margini del fornitore.
Lo spessore della parete è mantenuto entro 2,0–4,5 mm: la zona priva di distorsioni
Pareti troppo sottili (<2,0 mm) provocano deformazioni durante la sinterizzazione, mentre pareti troppo spesse (>4,5 mm) causano vuoti interni e tempi di raffreddamento prolungati. Una scansione automatica dello stress identifica le aree che non soddisfano questo criterio nel giro di pochi minuti. Cosa ottieni: il modello modificato con parti prive di deformazioni che garantisce la coerenza del tempo ciclo per parte, stabilizzandosi cosìcosto delle parti in nylon personalizzate.
Angolo autoportante ≥45° – Nessun incollaggio sulla superficie
Caratteristiche angolate di seguito45°necessitano di strutture di supporto sacrificali, che creano superfici ruvide e aggiungono tempo di post-elaborazione. Il modulo DFM identifica tali facce angolate e consiglia di ruotare o smussare l'angolo. Vantaggi ottenuti: superficie di stampa più liscia, nessun costo di rimozione del supporto e maggiore precisionePreventivo di stampa 3D basato su DFM.
Ottimizzazione dei difetti del canale di flusso – Simulazione pre-stampa
I canali di flusso, in cui fluidi e gas possono essere pompati, devono essere progettati in modo tale che nessuna polvere rimanga intrappolata o collassi a causa degli elevati rapporti d'aspetto (maggiori di 8:1). L'analisi viene effettuata utilizzando il software di simulazione del flusso termico del nostro ufficio tecnico. Vantaggi ottenuti: canale di flusso ottimizzato e stampato senza ulteriori passaggi di post-stampa necessari per la perforazione, riducendo cosìstampa 3D a rotazione rapidatempo di consegna fino a30%.
Revisione ingegneristica di due ore: competenza senior sui polimeri
Dopo aver caricato il tuo file 3D, all'interno2 orericeverai un rapporto DFM dal nostro team che ha oltre 10 anni di esperienza nella lavorazione dei polimeri. I vantaggi includono: modifiche al design prima della determinazione del prezzo, realizzazione del tuostampa 3D PA12 personalizzatalavoro pronto per la produzione senza ulteriori iterazioni.
L'utilizzo di questi 4 principi DFM prima del preventivo rimuove le tre principali cause di variazione del prezzo: stampe di deformazione, materiale di supporto e rielaborazione dei canali. La nostra analisi tecnica di 2 ore fornisce una mappa termica delle sollecitazioni e una sovrapposizione dei difetti che rendono il file di progettazione CAD pronto per la produzione. Questostampa 3D a spessore della paretela competenza garantisce che il tuoPA12 Preventivo stampa 3Dtiene conto dei costi di produzione e niente di più.
Figura 4: Una testina di stampa deposita materiale in resina grigia per formare un grande recipiente cilindrico sul piano della stampante.
Caso di studio: LS Manufacturing Stampa personalizzata in fibra di carbonio PA12 per dispositivi di presa per robotica industriale
Un'azienda internazionale di integrazione di robotica stava riscontrando problemi di produzione a causa di a1,2kgpinza in alluminio che ha aggiunto il 18% del tempo al ciclo della linea e ha avuto tempi di produzione di 14 giorni. LS Manufacturing ha riprogettato la pinza in alluminio con un design ottimizzato con anima a nido d'ape realizzata con il 35% di fibra di carbonio continua PA12 per ottenere62%riduzione del peso e produzione in 3 giorni. Questocustodia per stampa 3D personalizzatamostra come l'innovazione dei materiali e la progettazione del reticolo superano i problemi pratici della produzione.
Sfida del cliente
La pinza necessitava di fori filettati M8 con una precisione di±0,05 mme capacità di carico con forza sulle dita di 85 N. L'originaleAlluminio 6061-T6il blocco aveva una massa di1,2kge ha forzato il braccio del robot vicino al limite di coppia massimo con i cicli di prelievo e posizionamento rallentati18%. La parte ha preso14 giorniprodurre dal CAD al componente finale, causando a3 settimanearretrato di produzione. Mentre l’alluminio era resistente ma pesante, la plastica standard non aveva la rigidità sufficiente per il carico ciclico delle filettature. Anstampa 3D dell'effettore finaleun progetto come questo necessitava di un nuovo approccio materiale.
Soluzione di produzione LS
Attraverso l'ottimizzazione della topologia, le aree non portanti sono state ridotte al minimo e sostituite da un reticolo esagonale35%riempimento.Stampa in fibra di carbonio PA12è stato fatto utilizzando35%traino continuo in fibra di carbonio con un'altezza dello strato di0,1 mme un178°C±2°Ctemperatura della camera. Nella terza iterazione del test,0,8 mmi montanti si sono deformati sotto un carico laterale di 75 N e quindi lo spessore del montante è aumentato a1,2 mmalla base con2 mmanello a tassello. Attraversostampa 3D di prototipazione rapida, la massa è rimasta456 grispettando tutti i test di carico.
Risultati e valore
L'ultima pinza pesava0,456 chilogrammi, un62%risparmio di peso da1,2kgalluminio. Ciò ha consentito744grammi di capacità di carico utile aggiuntiva, consentendo un aumento della velocità della linea del 15% senza sostituire il robot. La consegna è stata raggiunta in72 oreda14 giorni, con42%risparmio nel costo unitario rispetto all'alluminio CNC. Non sono stati osservati cedimenti da trazione del filo dopo 50.000 cicli, dimostrando l'efficacia della metodologia di incollaggio dell'inserto termofissato. Questi risparmi hanno spinto il cliente a fare di LS Manufacturing il suo fornitore strategico annuale di utensili terminali.
In questo caso, è dimostrato che ilservizio di nylon in fibra di carbonio, insieme all'ottimizzazione del reticolo, sostituisce l'alluminio lavorato a62%meno peso, consegna più rapida dell'83% e42%risparmio di costi. Per gli integratori di linea automatizzati, questoservizio di stampa 3D in nylonIl processo fornisce un metodo collaudato per produrre utensili di estremità del braccio più leggeri, più veloci e più convenienti senza compromettere l'affidabilità. Questostampa 3D pronta per la produzioneil processo è stato replicato in altre tre famiglie di pinze.
Da 1,2 kg di alluminio a 0,456 kg di fibra di carbonio PA12 in 72 ore. Siete pronti a ridurre il peso e i tempi di consegna dei vostri utensili di estremità del braccio? Condividi le specifiche attuali delle parti con il nostro team di ingegneri per avviare il processo di ottimizzazione.

Perché scegliere LS Manufacturing come produttore di fiducia di stampe 3D in nylon per ordini all'ingrosso
I responsabili degli approvvigionamenti transfrontalieri incontrano tre rischi comuni quando aumentano gli ordini di parti in nylon da prototipi a ordini all'ingrosso: consegne ritardate degli ordini, perdita di proprietà intellettuale e variazioni nella qualità dei lotti. LS Manufacturing combatte tali problemi attraverso24 stampanti SLS industriali, IATF 16949 eISO9001certificazioni e rete di isolamento fisico NDA. Questostampa 3D scalabilela tecnologia garantisce che i tuoi ordini all'ingrosso verranno aumentati senza sorprese in arrivo.
24 stampanti SLS industriali con volume di costruzione di 500 mm × 500 mm × 600 mm
- Capacità della flotta:Laser CO₂ da 70 W a0,12 mmspessore dello strato, 100.000 parti all'anno.
- Pianificazione parallela:Assegnazione degli ordini tra le macchine per consegne più rapide.
- Cosa guadagni:Una consegna di 5.000 unità PO entro 7 giorni anziché 21 con una precisione di±0,15 mm. Questostampa 3D ad alto volumeriduce la suddivisione degli ordini tra più fornitori.
Sistema di gestione della qualità certificato IATF 16949 e ISO 9001
- Aderenza al protocollo:APQP e PPAP secondostandard automobilistico di livello 1.
- Controllo in-process:L'SPC attiva azioni correttive se il CPK scende al di sotto di 1,33.
- Cosa guadagni:Documenti PPAP e tracciabilità dei materiali inclusi in ogni spedizione. Questostampa 3D di livello automobilisticoriduce gli audit e i cicli di rilavorazione.
Isolamento fisico NDA e sicurezza dei dati air-gapped
- Gestione dei file:L'elaborazione CAD avviene solo suterminali offline.
- Controllo degli accessi:Accesso biometrico al piano di stampa; parti conservate in gabbie chiuse.
- Cosa guadagni:Le geometrie proprietarie rimangono protette tramite IP sul sistema offline. Questo èstampa 3D riservatache aderisce alle specifiche ITAR adiacenti per gli appaltatori della difesa.
Logistica consolidata per spedizioni globali di grandi quantità
- Documentazione:Documentazione di esportazione eSA 8477.59fatto internamente.
- Spedizione:Consolidamento dei pallet per ordini superiori a 500 pezzi.
- Cosa guadagni:Visibilità dei costi in anticipo, una fattura, risparmio di tempo8-12 oreper ordine. Questostampa 3D su larga scalal’attuazione riduce il coordinamento transfrontaliero.
LS Manufacturing integra 24 stampanti 3D SLS, certificazioni IATF 16949/ISO 9001 e protezioni IP offline con air gapper eliminare tre rischi chiave associati agli ordini in grandi quantità: consegne inaffidabili, variazioni di qualità e rischio di proprietà intellettuale. I vantaggi includono tempi di consegna di 7 giorni per 5.000 lotti di parti, documentazione di tracciabilità dei lotti PPAP e gestione dei dati protetti biometricamente, il tutto su un unico contratto di appalto. Questoproduttore di stampa 3D in nylonle infrastrutture sono progettate per adattarsi ai piani di produzione, non per ostacolarli.
Domande frequenti
1. Qual è la resistenza massima alla temperatura delle parti in fibra di carbonio PA12 stampate da LS Manufacturing?
L'HDT dei nostri materiali PA12 CF è fino a175 °Csotto la pressione di carico di1,82MPa, quindi sono adatti all'uso continuativo ad alte temperature, in particolare nei vani motore. La stabilità termica garantisce precisione dimensionale e proprietà meccaniche a lungo termine per i componenti che non possono essere soddisfatte dai nylon generali.
2. Quali standard di tolleranza può raggiungere il vostro servizio di stampa 3D in nylon di precisione di livello industriale per i cicli di produzione?
Con un raggio laser ultrasottile di0,05 mme la compensazione assiale multipunto CMM, le nostre tolleranze dimensionali sono controllabili all'interno±0,1 mm, che soddisfa perfettamente le vostre esigenze di assemblaggio preciso. L'accuratezza è assicurata dal monitoraggio in-process e dalle ispezioni finali, garantendo lo stesso livello di coerenza durante tutti i prototipi e i cicli di produzione.
3. Quanto tempo impiega solitamente gli acquirenti internazionali per ricevere un preventivo commerciale formale dopo aver inviato i disegni per le parti in nylon personalizzate?
Purché tu ci forniscaDisegni del modello 3Dnei formati standard STEP/STP, i nostri ingegneri e il team di vendita all'estero ti forniranno un filequotazione commercialeentro due ore. Oltre alla valutazione DFM e alla raccomandazione sui materiali, offriremo una chiara struttura dei costi.
4. Avete un requisito di quantità minima di ordine (MOQ) per prototipi ingegneristici in piccoli lotti o produzione di prova funzionale?
Abbiamo requisiti MOQ pari a zero; prendiamo ordini a partire da una singola unità. Aiuteremo con tutto il cuore i nostri clientiPrototipi di ricerca e sviluppo e verifica ingegneristicafacilitare il rapido ingresso sul mercato di prodotti premium, riservando lo stesso trattamento indipendentemente dalla quantità ordinata.
5. Il nylon rinforzato con fibra di carbonio al 35% offre davvero una rigidità paragonabile alle tradizionali leghe di alluminio nelle applicazioni di macchinari industriali?
Il materiale presenta una resistenza alla trazione di160 MPae modulo di trazione di11,5 GPa, realizzandolo45%più leggero del metallo convenzionale e funziona come sostituto ideale del braccio a sbalzo in metallo nella maggior parte dei sistemi robotici automatizzati. Aiuta a ridurre l'inerzia e il consumo di energia senza compromettere la rigidità e la resistenza alla fatica.
6. Come si garantisce che i disegni di grandi clienti B2B esteri rimangano al sicuro da fughe di notizie commerciali durante le fasi di richiesta e prototipazione?
Facciamo firmare ai nostri clienti un documento giuridicamente vincolanteAccordo di non divulgazione (NDA)prima che qualsiasi disegno possa essere scambiato. I file vengono gestiti utilizzando server ospitati internamente e con air gap che utilizzano più livelli di crittografia per proteggere la tua proprietà intellettuale.
7. Quali rapporti di ispezione di qualità tracciabile potete fornire ai clienti esteri per le vostre parti stampate in nylon 3D di precisione?
In relazione ad ogni spedizione dalla nostra fabbrica, su richiesta e gratuitamente, viene fornito un rapporto ufficiale di controllo qualità. ComprendeCMM (macchina di misura a coordinate)verifica delle dimensioni del pezzo, test delle proprietà tensili del materiale e certificazione ISO 9001.
8. Quali sono i fattori principali a livello di fabbrica che determinano il costo delle parti in nylon personalizzate?
I costi sono determinati principalmente dal volume 3D assoluto della parte, dallo spessore dello strato (chedetermina direttamente il tempo del ciclo di stampa) e la densità di nidificazione. Un'efficace ottimizzazione del DFM (Design for Manufacturability) può ridurre i costi di produzione di massa25%attraverso un orientamento più intelligente, un supporto ridotto e una maggiore efficienza di imballaggio.
Sommario
Questa guida prende in considerazione le caratteristiche meccaniche e termiche delle parti in fibra di carbonio PA12 ad alte prestazioni per la produzione leggera.LS Manufacturing assiste l'industria della robotica, dei droni e dell'automotive nell'abbandono della lavorazione dei metalli a bassa velocità e con maggiori costi, garantendo un controllo preciso dello spessore dello strato e delle sollecitazioni termiche (±0,5°Сprecisione della camera) e industriale±0,1 mmtolleranze.
Utilizzando i nostri modelli proprietari di reticoli topologici 3D e una tecnologia ottimizzata di miscelazione delle polveri, dimostriamo che la collaborazione con un'azienda manifatturiera con un buon livello di esperienza DFM consente di ottenere un40%risparmio sui costi totali del progetto.
Ottieni subito vantaggi misurabili per le tue strutture leggere innovative.Basta fare clic su "Preventivo intelligente di 2 ore" per caricare i file STEP/STP.Forniremo un progetto gratuito per l'analisi di producibilità entro 120 minuti dai nostri principali ingegneri dei polimeri, che include una mappa termica delle sollecitazioni dello spessore della parete, un'analisi dell'angolo autoportante e un piano per ridurre il costo per parte del 25%. Non compromettere il time-to-market a causa di catene di fornitura inefficienti; inizia subito la tua consulenza.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web:https://lsrpf.com/
Dichiarazione di non responsabilità
I contenuti di questa pagina sono solo a scopo informativo.Servizi di produzione LSNon ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente.Richiedere partipreventivo Identificare i requisiti specifici per queste sezioni.Vi preghiamo di contattarci per ulteriori informazioni.
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneLavorazione CNC,Produzione di lamiere, stampa 3D,Stampaggio ad iniezione.Stampaggio metallie altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com
