
Le service de fonderie en sable est une solution de fabrication complète intégrant le moulage par fusion et l'usinage CNC de précision. Il permet de résoudre les principaux problèmes rencontrés par les fabricants d'équipement d'origine (OEM) lors de l'acquisition de composants industriels de haute précision, tels que les écarts dimensionnels, les retassures internes et les rebuts de production. Les principaux fabricants maîtrisent les tolérances des ébauches jusqu'au niveau CT7 et atteignent une précision d'usinage de 0,005 mm grâce à la simulation du flux de coulée et à la collaboration numérique, éliminant ainsi tout risque de défauts entre la fonderie et l'usinage. Dans cet article, nous comparons les principaux indicateurs techniques des huit plus grands fabricants mondiaux afin de vous aider à choisir un fournisseur de production en série offrant le meilleur rapport qualité-prix.
Commençons maintenant la sélection des fournisseurs en fonction des spécifications techniques et passons en revue les principaux processus de fabrication qui permettent de produire du matériel de haute qualité.

Comparaison des principaux atouts des plus grandes entreprises de fonderie au sable
| Nom de l'entreprise | Principaux avantages concurrentiels | Types de commandes appropriés | Normes de précision fondamentales |
| LS Manufacturing | Intègre la fonderie et l'usinage dans les lignes de production, garantissant une étanchéité parfaite sous haute pression . Maîtrise des techniques de relaxation des contraintes et assistance technique hautement qualifiée. | Production à moyenne et grande échelle, quincaillerie de précision haute pression, pièces moulées hydrauliques. | Matière première de qualité CT7, usinage de précision 0,005 mm. |
| Protolabs | Prototypage numérique rapide, devis instantané en ligne, livraison efficace, capable de prendre en charge l'itération rapide des produits. | Échantillons en petits lots, vérification rapide des nouveaux produits, pièces pour itérations structurelles. | Matière première de qualité CT8-CT9, usinage de précision 0,02 mm. |
| Fictiv | Dispose d'une chaîne d'approvisionnement fiable, d'un devis rapide en 24 heures et d'une livraison stable pour les petits et moyens lots. | Personnalisation de petites et moyennes séries, pièces moulées industrielles conventionnelles. | Matière première de qualité CT9, usinage de précision 0,02 mm. |
| 3ERP | Moulage rapide sans moules, idéal pour le développement de prototypes, excellent pour les structures irrégulières de niche personnalisées . | Nouveaux prototypes de produits, moulages en petites séries à structure irrégulière. | Matière première de qualité CT9-CT10, usinage de précision conventionnel. |
| RapidDirect | Personnalisation complète pour toutes les catégories, couvrant une grande variété de scénarios, excellent rapport coût-efficacité en production de masse. | Pièces moulées courantes, commandes standardisées en moyennes et grandes séries. | Matières premières de qualité CT9, tolérances stables et contrôlables. |
| Waykernm | Le procédé traditionnel de fonderie au sable est très stable et a été maintenu au fil des ans. De plus, l'entreprise est un chef de file dans la production de pièces d'usure moulées pour applications intensives et s'adapte parfaitement aux secteurs exigeants. | Quincaillerie robuste et résistante à l'usure, pièces moulées en sable structurelles conventionnelles. | Matières premières de qualité CT10 , précision d'usinage conventionnelle. |
| Bunty LLC | Leur spécialité est le moulage au sable des métaux non ferreux. Ils proposent également des traitements de surface de pointe et garantissent une qualité d'aspect optimale pour leurs produits finis . | Pièces moulées sur mesure de précision en alliages d'aluminium et de cuivre. | Matières premières de qualité CT9, adaptées au traitement de surface de précision. |
| Fonderie Kurt | Leur principale spécialisation réside dans la fonderie de grandes pièces lourdes. Ils disposent également de procédés robustes pour les pièces sous pression et d'un système de contrôle qualité standardisé et complet. | Quincaillerie industrielle lourde, pièces moulées de grande taille supportant la pression. | Matières premières de qualité CT10, performances stables en matière de résistance à la pression. |
Points clés à retenir :
- Lors de la sélection des 8 meilleurs fournisseurs, privilégiez les fabricants à guichet unique dont les principales capacités sont la simulation de flux de coulée (MAGMA5) et l'usinage CNC, car ils peuvent parfaitement finir les ébauches sans aucun écart dimensionnel.
- Pour obtenir la meilleure qualité de moulage au sable à tolérance serrée, la pièce moulée doit être de classe CT7 ou inférieure sans usinage et la précision de l'usinage ultérieur doit être maintenue dans une plage de 0,005 mm à 0,02 mm.
- Les composants matériels hermétiques et résistants à la pression doivent être testés à 100 % sous pression avec de l'hélium ou par un test d'étanchéité à l'air par détection de bulles après usinage. C'est ainsi que l'ECU peut supporter une pression supérieure à 30 MPa, voire plus si nécessaire.
Pourquoi faire confiance au service de fonderie au sable et à l'expertise de LS Manufacturing en matière de quincaillerie sur mesure de haute précision ?
LS Manufacturing, forte de plus de 15 ans d'expérience dans la fabrication de quincaillerie de précision, compte parmi ses clients plus de 300 équipementiers à travers le monde. Afin de bien comprendre les risques majeurs potentiels liés à la fragmentation des services traditionnels de fonderie au sable et d'usinage , nous nous sommes appuyés sur les pratiques du secteur et sur notre propre expérience. En effet, nos récentes opérations sur les corps de vannes hydrauliques ont révélé que ce manque de coordination peut engendrer un taux de rebuts atteignant 18 % , soit plusieurs fois la moyenne du secteur.
Nous garantissons également le strict respect de la norme ISO 13485 relative aux systèmes de management de la qualité des dispositifs médicaux, assurant ainsi une traçabilité à chaque étape du processus. Notre personnel technique est hautement qualifié et possède en moyenne plus de 10 ans d'expérience dans le secteur . Cela nous permet de détecter plus de 90 % des défauts de fabrication, même lors de la phase de contrôle des plans.
Par ailleurs, nous respectons sans surprise la norme IATF 16949 de l'industrie automobile, gage de qualité, en tant que fournisseur de pièces de transmission pour plusieurs constructeurs automobiles de renommée mondiale . Nous avons mis en place un système de surveillance très efficace de l'indice de capabilité des processus (Cpk), nos principaux processus affichant des valeurs de Cpk supérieures à 1,67.
Un service de fonderie en sable de haute qualité permet de limiter les défauts à la source, garantissant ainsi la qualité des pièces moulées. Pour une compréhension approfondie de notre système de contrôle qualité, veuillez télécharger notre livre blanc « Qualité de la fonderie en sable de précision » afin d'obtenir l'ensemble des paramètres de contrôle du processus et des normes d'essai.

Quelles sont les meilleures entreprises de fonderie au sable qui garantissent une fonderie au sable de haute précision et dans les délais impartis ?
Les principales entreprises mondiales de fonderie de sable qui ont mis en œuvre des lignes de moulage de sable vert automatisées ou des technologies de mélange de sable et de résine, ainsi que des centres d'usinage de précision CNC multi-axes, sont capables de réduire les délais de livraison de 40 % tout en ramenant l'erreur dimensionnelle totale de la chaîne, de l'ébauche au produit fini sur mesure, à 0,25 mm.
Les avantages de l'impression 3D de moules en sable numérique
- Éliminer la fabrication de moules en bois : au lieu de fabriquer des moules en bois, il est possible de créer directement des moules en sable à partir de modèles 3D, ce qui permet de gagner 7 à 10 jours sur le processus de fabrication . C’est une excellente solution pour le prototypage rapide et la vérification de pièces moulées en sable sur mesure, afin de répondre aux exigences de la fabrication industrielle par moulage en sable .
- Production de structures complexes : Il est possible de réaliser des structures à cavités internes complexes, impossibles à produire par les méthodes traditionnelles, ce qui correspond aux exigences de production de diverses pièces moulées de quincaillerie industrielle de formes irrégulières.
- Itération rapide : il n’est plus nécessaire de refaire les moules en cas de modification de la conception ; seul le fichier 3D doit être mis à jour. Ceci améliore considérablement le temps de réponse du service de fonderie en sable pour les équipementiers et accroît l’efficacité globale de la production de pièces moulées en sable durables.
Comparaison des chaînes d'approvisionnement de Protolabs et de Fictiv
| Fournisseur | Délai de prototypage | Quantité maximale de commande | Devis en ligne | Niveau de soutien technique |
| Protolabs | 10 à 14 jours | 500 pièces | Instantané | Basique |
| Fictiv | 12 à 16 jours | 1000 pièces | Dans les 24 heures | Moyen |
| LS Manufacturing | 15 à 20 jours | 10 000 pièces + | Dans les 24 heures | Soutien technique approfondi |
D'après les ingénieurs de LS Manufacturing, leur outil de devis en ligne instantané permettra aux acheteurs de prototypes en petites séries de bénéficier d'un processus très efficace . Cependant, ces acheteurs doivent garder à l'esprit qu'un surcoût est à prévoir et que, s'ils souhaitent une personnalisation technique poussée, ils auront également besoin du soutien de la chaîne d'approvisionnement. Ce besoin ne se limite pas aux commandes de production de matériel en moyennes et grandes séries, qui impliquent une production à long terme.
En d'autres termes, le prototypage numérique est un excellent outil pour valider rapidement une conception. Cependant, la production en grande série et de manière répétée exige des processus maîtrisés et des partenaires techniques de confiance pour garantir la qualité de la fabrication des pièces moulées en sable, conformément aux normes établies.

Figure 1 : Du métal en fusion s'écoule dans un moule sur une ligne de fonderie, avec une pièce de fonderie finie dans le cadre.
Comment un service de fonderie de sable de précision peut-il maintenir des tolérances linéaires pour des pièces lourdes ?
L'un des meilleurs fournisseurs de services de fonderie de sable de précision à la demande a réussi à obtenir des tolérances d'ébauche stables de qualité CT7 pour ses pièces moulées et a évité le problème de la déformation d'usinage en contrôlant avec précision l'ajout de résine (1,2 % à 1,5 %), en choisissant d'utiliser des moules très durs et en effectuant un recuit de détente à 500 °C-650 °C juste avant l'usinage CNC.
Paramètres de contrôle des processus de base
- Compacité du moule en sable : Les joints ont été maintenus solides à plus de 90 pour assurer la rigidité du moule, car sans cette étape, il serait impossible d'obtenir un moulage en sable avec une tolérance vraiment serrée et de jeter une base solide pour la fabrication de moulages en sable structurels.
- Matériau de sable de surface : L'utilisation de sable de zirconium a non seulement permis d'obtenir une belle finition pour le polissage extérieur du moule en aboutissant à une rugosité de surface de Ra 6,3 μm , mais a également rendu le processus de coulée plus esthétique et structurellement précis.
- Ajout de résine : Il est essentiel de souligner que la teneur en résine doit toujours être comprise entre 1,2 % et 1,5 %, afin d’assurer un équilibre parfait entre résistance et génération de gaz, conformément aux normes locales et internationales pour la fabrication de pièces moulées en sable sur mesure et la fabrication de pièces moulées en sable à haute pression.
- Température de coulée : Il est très important de veiller à maintenir une plage de +/-10℃ de température de coulée afin de produire des produits homogènes et d'éviter les défauts de moulage, qui constituent souvent un problème majeur lorsque la température n'est pas contrôlée avec précision.
Technologie de marquage de surface de référence de LS Manufacturing
Outre le respect des exigences habituelles du secteur, LS Manufacturing va encore plus loin.
L'utilisation d'une machine de marquage laser combinée à un centre d'usinage multiaxes permet de réaliser un marquage de surface de référence qui contrôle la tolérance de positionnement des alésages d'arbres dans les pièces de précision à 0,02 mm près . La technique commence par le marquage laser de trois points de référence sur l'ébauche de fonderie. Ensuite, pendant l'usinage, le système scanne ces points de référence en temps réel, compensant automatiquement les erreurs de la machine-outil et les déformations de la pièce moulée, et améliorant ainsi considérablement la précision de la production de pièces moulées en sable d'alliage .
Conseil de dépannage exclusif de LS Manufacturing : En cas de dérive dimensionnelle après usinage de pièces moulées lourdes, vérifiez d'abord si le temps de maintien lors du recuit de détente après ébauche était suffisant. Pour les pièces de plus de 50 kg, ce temps doit être d'une heure par tranche de 25 mm d'épaisseur , au lieu d'une heure par tranche de 50 mm comme dans la norme industrielle. Ceci garantit la stabilité de la production de pièces moulées en sable.
Service professionnel de fonderie de sable de précision, garantissant des tolérances de moulage précises et constantes. Pour la fabrication de pièces de quincaillerie robustes avec précision, contactez nos ingénieurs pour une analyse de faisabilité gratuite ; nous évaluerons la solution de contrôle des tolérances la plus adaptée à vos besoins.
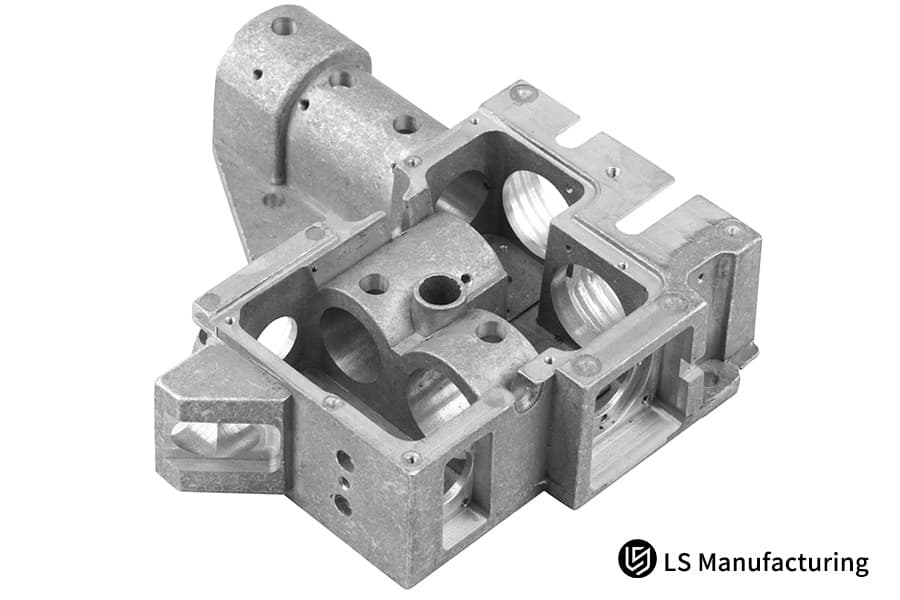
Figure 2 : Un assortiment de pièces de quincaillerie en métal lourd, illustrant les résultats des procédés de moulage au sable de précision.
Pourquoi les acheteurs internationaux choisissent-ils les services de fonderie offshore pour réduire leurs coûts ?
Collaborer avec un service de fonderie au sable situé en Chine ou disposer de lignes maritimes bien établies pourrait permettre de réduire les coûts unitaires du matériel de 25 à 35 %, et, parallèlement, il est possible de compenser le coût assez élevé de la production locale grâce à un système de gestion de la qualité certifié IATF 16949 dans une usine offshore.
Comparaison de la structure de coûts globale
| Article de coût | États-Unis intérieur | Offshore chinois | Réduction des coûts |
| Matériau en fonte grise HT250 | 1,8 $/kg | 1,2 $/kg | 33% |
| Main-d'œuvre de moulage | 85 $/heure | 45 $/heure | 47% |
| Main-d'œuvre en usinage CNC | 120 $/heure | 75 $/heure | 37% |
| Frais de traitement thermique | 2,5 $/kg | 1,2 $/kg | 52% |
| Frais de fret maritime (LCL) | - | 0,3 $/kg | - |
Les fournisseurs chinois bénéficient d'un avantage considérable sur les principaux fabricants européens et américains de pièces moulées en sable en matière de coûts de main-d'œuvre et de matériaux, même lorsque les normes de qualité sont identiques . Il en résulte une réduction substantielle des coûts de production dans la fabrication de pièces mécaniques moulées en sable de grande taille.
Amortissement des moules multicavités et de l'usinage allégé
LS Manufacturing parvient à réduire davantage les coûts de production en série grâce à une conception de moule multicavité efficace et à des procédés d'usinage optimisés. Le moulage multicavité permet de produire plusieurs pièces à partir d'une seule pièce, ce qui accroît considérablement l'efficacité de la production . L'usinage optimisé, avec des trajectoires d'outils et des paramètres de coupe soigneusement choisis, réduit le temps d'usinage et l'usure des outils, et constitue donc une méthode adaptée aux commandes de production en grande série de pièces moulées en sable à haute résistance.
Dans un avenir proche, nous publierons un modèle de calcul des coûts détaillé comprenant les coûts des matériaux, les coûts de moulage, les coûts de traitement thermique, les coûts de main-d'œuvre pour la finition et les coûts de transport maritime international LCL (Less than Container Load) afin de vous aider à acquérir une compréhension approfondie des dépenses et à fournir une comptabilité analytique précise pour divers projets de fabrication de pièces moulées en sable fonctionnelles .
Les services de fonderie en sable offshore offrent un rapport qualité-prix nettement supérieur à celui des fabricants étrangers. Pour une analyse comparative détaillée des coûts, nous vous proposons un calcul gratuit adapté à votre projet et vous fournissons un devis détaillé et transparent sous 24 heures.
Quelles sont les méthodes de test exactes permettant de garantir zéro défaut lors des productions de moulage au sable de matériel sur mesure à haute pression ?
En règle générale, les pièces métalliques sur mesure soumises à pression nécessitent l'élaboration d'une matrice de contrôle non destructif par des fabricants spécialisés en fonderie de sable . Cette matrice doit inclure un contrôle radiographique à 100 %, un contrôle par magnétoscopie (MT) et, après usinage, des essais d'étanchéité à l'air sous pression hydraulique ou à l'hélium (3,0 MPa).
Contrôle de la qualité à l'étape de fusion
- Analyse spectroscopique : Chaque four est minutieusement contrôlé pour 32 éléments chimiques afin que la composition du matériau réponde aux exigences strictes de la fonderie en sable.
- Contrôle de l'équivalent carbone : C'est pourquoi il est important de maintenir l'équivalent carbone dans une fourchette de 4,0 à 4,3 % afin de prévenir les défauts du matériau et d'améliorer globalement les performances de la pièce moulée.
- Traitement de dégazage : Limiter le niveau d’hydrogène à moins de 0,1 mL/100 g d’aluminium est une étape importante du moulage en sable pour l’usinage de pièces afin de minimiser la porosité interne et d’assurer un taux de rendement élevé des pièces moulées usinées avec précision.
- Barres d'essai avant four : Afin de contrôler rigoureusement la qualité de chaque lot de production de composants par moulage en sable , des essais de mesure des propriétés mécaniques sont effectués sur des barres d'essai avant four.
Système de traçabilité intelligent des défauts en ligne de LS Manufacturing
LS Manufacturing surpasse cette norme. Outre le contrôle des tolérances de forme et de position des surfaces d'étanchéité critiques à l'aide d'une machine à mesurer tridimensionnelle (MMT) après usinage, l'entreprise a développé un système intelligent de traçabilité des défauts en ligne . Ce système attribue à chaque pièce un code QR, enregistrant ainsi toutes les données, de la fusion à l'inspection finale. Lorsqu'un défaut est détecté, il est immédiatement possible de remonter au lot de production et aux paramètres de processus concernés.
En clair, c'est comme attribuer une « carte d'identité » à chaque pièce. Tout problème de qualité est ainsi facilement identifiable, ce qui améliore considérablement la fiabilité et la constance du produit et facilite la pérennité de la fabrication de pièces moulées en sable de haute qualité.

Figure 3 : Plusieurs pièces métalliques moulées au sable, présentées pour montrer leurs motifs complexes et leur qualité de finition.
Comment un service professionnel de fonderie au sable OEM optimise-t-il le système d'alimentation pour éviter le retrait ?
Le service de fonderie en sable pour équipementiers intègre le logiciel de simulation de fonderie MAGMA5 à son processus afin de déterminer la séquence de solidification idéale (des parois les plus fines aux plus épaisses) lors de la conception des masselottes . De plus, combinées à des refroidissements localisés, ces mesures éliminent quasiment tous les défauts de retrait apparaissant dans les pièces présentant des épaisseurs de paroi irrégulières.
Conception de systèmes de contrôle scientifique
- Rapport des sections transversales : Un système d’alimentation ouvert de rapport 1:2:1,5 est mis en œuvre. Cette conception d’alimentation est un principe fondamental du moulage au sable pour l’usinage de pièces métalliques et s’adapte largement à différents types de pièces moulées de précision.
- Débit de remplissage : Afin d’éviter l’emprisonnement d’air, la vitesse d’écoulement est régulée pour rester inférieure à 0,5 m/s, ce qui non seulement diminue les défauts de porosité de la coulée, mais contribue également à produire des produits finis plus denses.
- Séquence de solidification : La solidification séquentielle des zones à parois plus fines vers celles à parois plus épaisses élimine non seulement les défauts de retrait dans ces dernières, mais permet également une optimisation globale du processus de coulée .
- Conception de la colonne montante : grâce à des calculs modulaires, la taille et l’affectation appropriées de la colonne montante sont déterminées, permettant ainsi aux parties plus épaisses des pièces moulées en sable sur mesure d’être efficacement remplies et, en même temps, d’améliorer globalement la qualité du moulage.
Optimisation des tolérances d'usinage
LS Manufacturing a entièrement rationalisé ses opérations, pièce par pièce, afin de garantir une tolérance d'usinage minimale de 1,5 à 2,5 mm, principalement lors de l' usinage CNC des filetages des sièges de soupapes et des gorges d'étanchéité. Ceci permet d'éviter que la couche usinée ne soit la couche interne de la pièce moulée. La plupart des fabricants négligent souvent ce point, pourtant essentiel pour prévenir les fuites à haute pression et améliorer sensiblement la stabilité des pièces moulées de précision.
Notre service de fonderie en sable OEM de haute qualité résout efficacement les problèmes de retassures. Pour vos pièces aux parois d'épaisseurs complexes, bénéficiez d'une évaluation gratuite de la faisabilité de fabrication (DFM) . Nous optimiserons pour vous la conception du système d'alimentation et des masselottes, ainsi que les tolérances d'usinage.
Figure 4 : Pièces de quincaillerie moulées au sable de manière professionnelle, reconnues pour leurs surfaces lisses et leur précision dimensionnelle.
Pourquoi LS Manufacturing est-il le meilleur fournisseur de moulage au sable pour l'usinage de pièces métalliques ?
LS Manufacturing est l'un des plus grands et des plus performants fabricants de quincaillerie de précision en Chine. Mêlant fonderie en sable et usinage de pièces, LS Manufacturing a adopté une méthode unique de double fusion enrichie en oxygène, avec un contrôle à l'hélium sous pression à 100 %, pour son service de fonderie en sable destiné à l'usinage de pièces. Grâce à cette méthode, le taux de fuites dues à la porosité microscopique des pièces finies sous ultra-haute pression (35 MPa) est pratiquement nul.
Avantages d'un pipeline collaboratif numérique
Nous savons tous que le moulage des ébauches et l'usinage CNC sont des processus distincts. Cela peut facilement entraîner des rebuts de pièces en raison de la porosité révélée lors de la finition. Cependant, LS Manufacturing a mis en place une chaîne de production collaborative numérique de pointe . Dès la phase d'initiation du projet, les ingénieurs en fonderie et en usinage conçoivent ensemble, afin que les services de fonderie en sable de précision et les processus d'usinage soient parfaitement adaptés, permettant ainsi une production intégrée de pièces moulées de précision .
Détails exclusifs du processus
- Étape de fusion : Pendant plus de 15 minutes, le soufflage rotatif de raffinage à travers un dégazeur à haute efficacité fournit du métal fondu pur pour le moulage en sable à tolérance serrée , et les impuretés et les défauts peuvent également être éliminés à la source .
- Étape d'usinage : L'utilisation d'un centre d'usinage horizontal Okuma haute rigidité, fabriqué au Japon, garantit des résultats de coupe de haute précision.
- Système de fixation : Grâce à un dispositif de tension hydraulique conçu sur mesure, la position de la pièce moulée est fixée et les écarts d'usinage sont évités.
- Détente des contraintes : À l'état non déformé, les pièces moulées sont soumises à des contraintes résiduelles qui sont libérées progressivement dans des conditions contrôlées, de sorte que le risque de déformation de la pièce moulée est complètement éliminé .
Quel système secondaire permet aux pièces moulées au sable sur mesure d'atteindre une précision inférieure à 5 microns ?
Pour les moulages en sable, une option d'usinage de précision secondaire, qui consiste à effectuer un fraisage et un alésage de précision multifaces en une seule configuration sur un grand centre d'usinage horizontal rigide (HMC), est la principale raison pour laquelle les pièces moulées en sable personnalisées finies ont des tolérances axiales répétables au niveau de 5 microns (0,005 mm).
Optimisation des outils et des paramètres de coupe
- Matériau de l'outil : L'usinage ultérieur de pièces moulées en sable à tolérance serrée à l'aide d'outils en diamant PCD ou en nitrure de bore cubique (CBN) est un très bon choix car ces deux matériaux répondent aux exigences d'usinage ultra-précis.
- Vitesse de coupe : La vitesse peut être augmentée jusqu’à une plage de 150 à 200 m/min, ce qui permettra d’obtenir une meilleure efficacité d’usinage sans perdre en précision de coupe.
- Vitesse d'avance : La vitesse d'avance est réduite à 0,05-0,1 mm/dent, ce qui contribue à la réduction des vibrations de coupe et protège également la surface des pièces moulées de précision.
- Profondeur de coupe : Elle est contrôlée au niveau de 0,1 à 0,2 mm pendant la finition afin de répondre aux exigences de précision finale du service de fonderie de sable de précision et de maintenir des tolérances de l'ordre du micron avec précision .
Processus de traitement thermique de vieillissement secondaire
Pour l'ébauche, LS Manufacturing et ses partenaires ont mis au point un procédé de traitement thermique de vieillissement secondaire. Après l'ébauche, une surépaisseur de 0,2 mm est conservée, suivie d'un traitement de vieillissement à basse température (200 °C) pendant 4 heures, puis de la finition. Ce traitement élimine les dislocations induites par l'ébauche et, en relâchant les contraintes résiduelles, améliore considérablement la stabilité dimensionnelle et l'usinage des pièces moulées en sable de haute précision .
En résumé, cela revient à donner à la pièce une « relaxation profonde », afin qu'elle puisse libérer complètement les contraintes internes avant la finition et, en même temps, assurer la stabilité des dimensions pendant longtemps , ce qui prolonge également la durée de vie de la quincaillerie de précision moulée au sable.
Étude de cas : Comment LS Manufacturing a-t-elle éliminé la déformation des collecteurs hydrauliques grâce à un flux de travail intégré de moulage au sable à tolérance serrée ?
Dans le cadre d'un projet sur mesure, LS Manufacturing a optimisé l'usinabilité des collecteurs hydrauliques haute performance. Le taux de déformation de la pièce usinée a ainsi été ramené de 14,2 % (selon les dernières données d'un fournisseur précédent) à zéro, tandis que la limite d'étanchéité a été portée à 35 MPa grâce à l'association d'un moulage en sable de haute précision et d'un usinage CNC.
Dilemme du client
Une grande entreprise européenne spécialisée dans l'hydraulique industrielle rencontrait des difficultés avec les collecteurs fournis par son précédent fournisseur. Ces collecteurs étaient criblés de piqûres de sable internes, des microfissures étaient apparues lors des tests de pression (25 MPa), des fuites d'huile étaient constatées et une déformation de la surface d'étanchéité (0,08 mm) s'était produite en raison des contraintes résiduelles de fonderie lors du fraisage CNC des canaux d'écoulement internes.
Le taux de réussite à l'assemblage était inférieur à 85 %, ce qui a eu un impact négatif important sur la production. Le client avait besoin de 500 collecteurs par mois, mais en raison d'un taux de rebut élevé , il en résultait une perte mensuelle de plus de 50 000 $, un inconvénient typique de la production en série par moulage au sable .
Solution de fabrication LS
LS Manufacturing a commencé par réévaluer le système d'alimentation et de masselottes à l'aide du logiciel de simulation MAGMA5. La température du bain de fusion a été maintenue constante à 1380 °C ± 10 °C afin d'assurer un affinement du grain homogène, et des refroidisseurs en chromite ont été placés sous les surfaces d'étanchéité critiques. L'usinage CNC s'est ensuite poursuivi selon un processus en trois étapes d'ébauche et deux de finition, permettant de corriger localement les problèmes de déformation et d'étanchéité des pièces moulées sous haute pression.
- Première ébauche : la majeure partie du matériau excédentaire est enlevée.
- Recuit de détente à haute température 550 : Les pièces moulées sont maintenues à cette température pendant 6 heures, puis refroidies lentement.
- Deuxième ébauche : la surépaisseur de matière pour la finition est de 0,5 mm.
- 200 Traitement de vieillissement à basse température : Aide à éliminer les contraintes d'usinage grossières.
- Usinage de finition : Utilise un centre d'usinage horizontal Makino (Japon) avec un dispositif de tension hydraulique spécialement conçu pour effectuer un alésage et un meulage de précision sur la surface d'étanchéité.
Résultats et valeur
La révision du procédé a permis de réaliser un contrôle radiographique interne révélant des pièces moulées exemptes de défauts, conformes à la norme ASTM E155 Classe 1. La planéité de la surface d'étanchéité a été constamment contrôlée à 0,005 mm près et 100 % des pièces ont réussi le test de bullage à l'hélium haute pression (35 MPa). Les coûts globaux d'approvisionnement et de traitement des rebuts pour le client ont diminué de 32 %, et le délai de livraison a été réduit de 18 jours. Ce bloc de vannes n'a enregistré aucune réclamation qualité pendant trois années consécutives, établissant ainsi une nouvelle référence pour la production en série de pièces moulées en sable haut de gamme.
Le procédé de moulage au sable de précision de LS Manufacturing permet d'éliminer les déformations et les fuites. Si vous rencontrez des difficultés similaires dans la fabrication de composants hydrauliques, n'hésitez pas à nous envoyer vos plans afin d'obtenir une solution personnalisée . Nous vous répondrons sous 24 heures.

FAQ
Q1 : Quelles sont les principales options d'alliages métalliques disponibles pour un service de fonderie de sable sur mesure ?
Notre service de fonderie au sable sur mesure couvre une large gamme de matériaux métalliques, notamment la fonte ductile (comme la QT450/QT500), la fonte grise (HT250/HT300), les alliages d'aluminium (A356, AlSi10Mg) et les alliages de cuivre tels que le laiton et le bronze, répondant parfaitement aux divers besoins industriels, des composants de transmission à haute résistance aux équipements hydrauliques résistants à la corrosion.
Q2 : Les meilleures entreprises de fonderie en sable peuvent-elles garantir une rugosité de surface à l’état brut de coulée suffisamment lisse pour éviter le fraisage CNC ?
Bien que l'utilisation de sable de résine et de sable de zirconium de haute qualité puisse optimiser la rugosité de surface de l'ébauche à Ra 6,3 μm-Ra 12,5 μm , pour les pièces de quincaillerie à tolérances serrées avec des exigences strictes en matière d'étanchéité, d'ajustement des sièges de roulement ou de surface d'étanchéité, un fraisage de précision CNC, un tournage de précision ou une rectification ultérieurs sont toujours nécessaires pour atteindre la précision d'ajustement technique spécifiée.
Q3 : Comment LS Manufacturing calcule-t-elle le coût initial de l'outillage et le prix unitaire des pièces moulées au sable sur mesure ?
Le devis de LS Manufacturing comprend deux parties : des frais uniques pour le moule/noyau (selon le type de moule choisi : bois, aluminium ou sable imprimé en 3D), et un prix unitaire calculé en fonction du poids de la pièce, de la qualité du matériau, du temps de moulage, du temps d’usinage CNC et des exigences en matière de contrôle non destructif. Nous vous fournissons généralement un devis détaillé et transparent sous 24 heures.
Q4 : Quelle est l'épaisseur de paroi minimale admissible pour les pièces en aluminium lors d'un moulage au sable à tolérance serrée ?
Dans le cas du moulage en sable de haute précision d'alliages d'aluminium, l'épaisseur minimale de paroi recommandée est de 4,0 mm . Grâce à l'optimisation par simulation des fluides, l'épaisseur de paroi de certaines structures locales peut être réduite à 3,0-3,5 mm , évitant ainsi les défauts de moulage tels que le remplissage incomplet et la porosité.
Q5 : Pourquoi un traitement thermique de relaxation des contraintes serait-il indispensable pour le moulage au sable de matériel sur mesure avec usinage de précision ?
Lors du refroidissement et de l'ébauche, les pièces moulées en sable développent d'importantes contraintes internes. Sans traitement thermique de relaxation des contraintes, ces pièces peuvent subir un fluage dimensionnel et des écarts de tolérance lors de leur utilisation ultérieure. Ceci entraîne non seulement une perte de précision d'usinage, mais compromet également la stabilité de fonctionnement des composants de précision.
Q6 : Comment pouvons-nous vérifier s'il existe des soufflures sous-surface invisibles dans une pièce moulée en sable destinée à l'usinage de pièces avant une découpe à grande vitesse ?
Juste avant la finition, nous combinons l'imagerie radiographique industrielle en temps réel et le contrôle par ultrasons afin d'inspecter minutieusement les zones d'usinage clés de la pièce moulée et de détecter d'éventuelles soufflures sous-jacentes . Ceci permet de prévenir tout défaut susceptible d'apparaître après la finition et, par conséquent, de réduire les pertes de temps et de matériaux.
Q7 : Quelle est la quantité minimale de commande (MOQ) habituellement nécessaire pour obtenir un prix très compétitif auprès d'un service de fonderie de sable OEM ?
Grâce à la technologie d'impression 3D sans moule, il est possible d'obtenir des prototypes à partir d'une seule pièce. Avec la méthode de production en série traditionnelle par moulage, une commande minimale de 100 pièces est recommandée afin de couvrir les coûts de moule et de processus et de bénéficier d'un devis personnalisé plus compétitif.
Q8 : Comment les ingénieurs en approvisionnement situés dans différentes parties du monde peuvent-ils facilement vérifier les normes de contrôle de la qualité d'un service de fonderie de sable offshore ?
Les ingénieurs en approvisionnement peuvent vérifier si l'usine possède les qualifications officielles, demander des rapports d'essais de différents types et auditer à distance le premier échantillon . Il est possible de télécharger directement des plans , d'obtenir des devis et, simultanément, de contrôler efficacement le respect des normes de qualité pour les services de fonderie en sable offshore.
Résumé
Les méthodes traditionnelles de fonderie en sable, largement répandues dans le secteur de la fabrication de quincaillerie industrielle haut de gamme, peinent désormais à répondre aux exigences de qualité accrues en matière d'usinage de précision, de tolérances strictes et d'étanchéité à haute pression . L'analyse des principaux fournisseurs mondiaux de pièces moulées révèle que leur atout concurrentiel majeur réside dans la combinaison et l'intégration de leurs capacités de simulation du processus de fonderie et d'usinage CNC de haute précision.
Grâce à des procédés métallographiques efficaces, un traitement scientifique de relaxation des contraintes et un outillage de haute rigidité, LS Manufacturing s'attache à éliminer les défauts de fonderie à la source et à garantir une précision dimensionnelle optimale , ce qui permet aux clients OEM de se libérer des problèmes liés aux ébauches de mauvaise qualité et aux taux de rebut élevés lors de l'usinage.
Vous souhaitez faire réaliser sur mesure des pièces de fonderie de précision, comme des blocs de vannes hydrauliques, des carters de boîte de vitesses, etc., et recherchez les meilleurs fournisseurs pour optimiser votre production ? Attention aux taux de rebut élevés qui peuvent grever la rentabilité de votre projet.
L'étape suivante consiste à télécharger vos dessins 3D STEP/IGS ainsi que les spécifications techniques 2D, incluant les exigences de tolérance, auprès de l'équipe compétente de LS Manufacturing. Nos ingénieurs expérimentés en fonderie et usinage B2B vous proposeront une solution technique détaillée, étroitement liée à l'évaluation de la faisabilité de la fabrication selon les principes DFM, ainsi qu'un devis transparent sous 24 heures. Vous pouvez nous contacter via notre système de service client en ligne ou envoyer une demande directement à notre adresse e-mail dédiée à l'assistance technique pour poursuivre votre projet de modernisation de l'usinage de métaux de haute précision.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


