
Processus d'usinagesont au cœur de la fabrication. Pourtant, sélectionner la bonne opération pour votre pièce peut s’avérer difficile. Les entreprises qui n’adaptent pas correctement les matériaux aux exigences de précision et de coûts peuvent connaître des retards de production, une qualité incohérente et des coûts inattendus.Tous ces facteurs ont un impact sur le succès global et la rentabilité d’un projet.
À l'heure actuelle, la méthode de sélection dépend principalement du jugement empirique.En l’absence d’une procédure de sélection systématique, il est facile de rendre incertain l’équilibre entre performance et économie., ce qui peut conduire à une conception excessive ou à des performances insuffisantes. Fort d'un système de connaissances systématique et de 20 ans d'expérience pratique, cet article vise à fournir un cadre de sélection général pour réaliser une sélection plus systématique.

Tableau de référence rapide des processus d’usinage
| Catégorie | Processus | Compatibilité des matériaux | Tolérance typique (mm) | Finition de surface (μm) | Applications clés | Niveau de coût |
|
Tournant |
Métaux, plastiques |
±0,01 |
0,8-3,2 |
Arbres, bagues, brides |
Moyen |
|
|
Fraisage |
Métaux, plastiques, composites |
±0,01 |
0,8-3,2 |
Boîtiers, supports, moules |
Moyen-élevé |
|
|
Forage |
Forage CNC |
Métaux, plastiques |
±0,05 |
1.6-6.3 |
Trous, taraudages, alésages |
Faible |
|
Broyage |
Meulage de surface |
Métaux durcis, céramiques |
±0,002 |
0,1-0,8 |
Surfaces planes de précision |
Élevé |
|
GED |
Électroérosion à fil |
Matériaux conducteurs |
±0,005 |
0,4-1,6 |
Formes complexes, matériaux durs |
Très élevé |
|
Découpe Laser |
Laser à fibre |
Métaux, plastiques |
±0,1 |
1,6-12,5 |
Tôle, plaques minces |
Moyen |
|
Jet d'eau |
Jet d'eau abrasif |
Tous les matériaux |
±0,1 |
3.2-12.5 |
Matériaux épais, pas de chaleur |
Moyen |
|
Additif |
Impression 3D |
Polymères, métaux |
±0,1-0,3 |
6.3-25 |
Prototypes, pièces complexes |
Varie |
Le tableau ci-dessus permet au lecteur de comparer facilement différents processus d'usinage et de choisir celui qui convient en fonction de leurexigences en matière de matériau, de tolérance, de rugosité de surface et de coût. Il aide les ingénieurs à décider de la meilleure option disponible tout en équilibrant les compromis entre la technologie disponible et l'économie.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Chez Machining Processes, la théorie ne suffit pas. Notre expérience vient deplus de 10 ansdans les tranchées d'un magasin, pas dans une salle de classe.Nous avons produit plus de 50 000 pièces usinées CNC sur mesure,confronter quotidiennement les réalités des matériaux difficiles, des tolérances serrées et de la conception complexe. Chaque partie a été une expérience d'apprentissage, avec une application pratique des principes appris de sources telles queASTM International.
Nous usinons régulièrement des pièces pour les secteurs de l'aérospatiale, des implants médicaux et de l'automobile de performance, où la tolérance et les caractéristiques des matériaux sont une question de vie ou de mort. Nos connaissances et notre expérience sont testées quotidiennement sur le terrain et sont conformes aux exigences deMatériel de cours ouvert du MIT et d'autres textes pertinents.
C'est pourquoi les suggestions de ce guide sont basées sur une expérience durement gagnée, ayant tiré les leçons des erreurs que nous avons commises au début.Nous donnons des conseils pratiques qui ont fait leurs preuves avec le liquide de refroidissement, les copeaux et les rapports d'inspection, et pas seulement des leçons théoriques tirées d'un manuel. Soyez assuré que les informations que vous trouvez dans cet article sont également celles que nous utilisons pour atteindre la qualité au quotidien et résoudre efficacement les problèmes d'usinage quotidiens.

Figure 1 : Affinement des processus de fabrication à l'aide de la technologie CNC avancée par LS Manufacturing
Quels systèmes de connaissances de base un guide complet du processus d'usinage devrait-il inclure ?
- Fondation : Matériaux et Mécanique :La fondation d'unsystème de connaissancesest une solide compréhension du matériel. Les propriétés des métaux, des plastiques et des composites, leur réaction à l'usinage, à la température et à la pression, ainsi que les modes de défaillance les plus probables et l'atténuation des risques, devraient constituer le fondement de tout projet.système de connaissances. La prochaine application sera alors capable de prédire la réaction du matériau et de générer des paramètres de fonctionnement optimaux pour minimiser le risque de défaillance.
- Maîtrise des équipements et outillages :Une liste appropriée des tours, fraiseuses et mêmeUsinage CNC 5 axesla capacité doit être définie dans le guide. De plus, toute géométrie d'outil disponible, substrat, revêtement et utilisation de l'outil doivent également être couverts. Cela permet d'adapter précisément les ressources à la tâche, un objectif essentiel d'une stratégie efficace.sélection de processus.
- Paramètres et opérations optimisés :Spécifier les avances, les vitesses, la profondeur de coupe et le liquide de refroidissement pour chaque opération individuelle (fraisage, tournage, etc.) ; leguide des processus d'usinagecomprend les paramètres recommandés basés sur les taux d'enlèvement de matière, la durée de vie de l'outil et l'état de surface. Un completguide des processus d'usinagecomprend une base de connaissances et des stratégies d’application.
Un parfaitguide des processus d'usinageserait une combinaison d’une ressource d’information et d’une expérience pratique. Cela donnerait aux ingénieurs un cadre pour dessélection de processusce qui leur permettrait d'optimiser la production et d'obtenir des améliorations substantielles de la productivité,qualité et rentabilité.

Quelles sont les caractéristiques et les scénarios applicables des différents types de processus d’usinage ?
Le paysage manufacturier offre diverses types de processus d'usinage, chacun avec un caractère uniquecaractéristiques qui les rendent adaptés à des besoins spécifiquesscénarios d'application. Lorsque vous décidez quel type de service d'usinage utiliser, vous devez prendre en compte le matériau, la géométrie, la tolérance et le volume que vous recherchez. Nous allons présenter ici comment différencier les processus d'usinage.
| Type de processus | Caractéristiques clés | Scénarios d'application typiques |
|
Tournant |
Précis sur l'axe de rotation, cylindrique, bonne finition |
Arbres, bagues, brides et pièces tournantes |
|
Fraisage |
PolyvalentUsinage 3D, géométries complexes, capacités multi-axes |
Boîtiers, supports, moules et pièces prismatiques |
|
Forage |
Formation rapide de trous, facile à monter, relativement bon marché si percé dans des trous |
Trous de fixation, points de montage, trous de dégagement |
|
Broyage |
Ultra haute précision, finition de surface fine. A la capacité de broyer les métaux durcis |
Fabriquer des roulements, des outils de coupe de métal et des surfaces d'usure précis |
|
GED |
Pas de découpe par contact, formes complexes,matériaux durs |
Matrices, moules et composants complexes traités thermiquement |
|
Découpe Laser |
Traitement sans contactavec un traitement relativement rapide et une petite zone affectée par la chaleur |
Production rapide depièces en tôleet lames minces |
|
Jet d'eau |
Pas de contrainte thermique, coupe tous matériaux, sections épaisses |
Matériaux composites, matériaux en plaques épaisses et matériaux sensibles à la température |
|
Additif |
Géométries complexes, les déchets sont faibles,liberté de conception |
Prototypes, moules personnalisés, haute |
Avantages pourtypes de processus d'usinagesont nombreux et l'utilisation du processus d'usinage doit être prise en considération pour la tâche particulière.Sélection du processuspour votre projet dépendra de la connaissance des avantages associés au processus d'usinage sélectionné et adapté à votre projet. La connaissance des usages reconnus vous permettra d'effectuer avec la plus grande efficacité tout projet.
Comment sélectionner le processus d'usinage le plus approprié en fonction des exigences du produit ?
Commentchoisir le processus d'usinagedemande l'évaluation de plusieurs facteurs, et le meilleur résultat possible ne sera obtenu qu'après l'évaluation de ces facteurs. La détermination du procédé nécessite des bases techniques et économiques.
- Propriétés du matériau :Les matériaux utilisés diffèrent également en ce qui concerne la facilité avec laquelle ils peuvent être découpés à l'aide de techniques d'usinage. Bien que certains matériaux puissent être durs, par exemple le titane, ils nécessitent des outils de coupe spéciaux appelés machines d'électroérosion., il peut y en avoir d'autres qui sont mous, par exemple l'aluminium qui peut être découpé par une fraiseuse/tourneur.
- Précision dimensionnelle et état de surface :Le degré de précision déterminera le type d’usinage. Les pièces nécessitant une plus grande précision incluraient le meulage ou l'affûtage comme opérations de finition, tandis que les opérations d'ébauche impliqueraient des procédures plus sévères. TLa finition de surface requise déterminerait les besoins des procédures de finition secondaire.
- Considérations relatives au volume de production et aux coûts :Le type de lot produit entraîne des coûts associés tout au long du processus de production. Compte tenu de la production de grands volumes, la technologie la plus appropriée à adopter pour l'ensemble du processus de production serait l'utilisation de l'usinage automatisé, mais pour les petits volumes,la technologie la plus appropriée pour l'ensemble du processus de production serait l'utilisation de techniques d'usinage flexibles, qui incluentUsinage CNC.Lerecommandation intelligenteLe système conçu par LS Manufacturing prend en compte efficacement tous ces facteurs.
- Complexité géométrique et accessibilité des fonctionnalités :La complexité géométrique peut impliquer des trous profonds, des parois minces, etc. De telles complexités géométriques peuvent nécessiter un usinage sur deux axes ou plus, voire un usinage non conventionnel.L'accessibilité des fonctionnalités peut également affecter les outils d'usinage à utiliser.
Ces jours-ci,sélection du processus d'usinagen'est pas seulement une question de propriété matérielle et de capacité de processus, mais aussi de coût. Seule la prise en compte des 7 processus ci-dessuscritères de sélectionet en utilisant les avancéesrecommandation intelligenteCe système pourrait garantir les meilleurs résultats en termes de technologie et d’économie. Selon les résultats de l'application industrielle, l'adéquation du procédé a augmenté de25%et le coût a été réduit de15-30%après avoir utilisé le système d'optimisation du processus d'usinage fourni par LS Manufacturing.
Quels sont les principaux facteurs décisionnels pour la sélection des processus d’usinage ?
Le sélection du processus d'usinagene peut pas être une décision facile. Il faut tenir compte des aspects techniques et économiques. Le choix de l’usinage est une décision clé, qui influe à la fois sur le délai et sur la qualité.
- Facteurs de faisabilité technique :Les propriétés des matériaux, la complexité de la géométrie des pièces et les tolérances requises sont les principalesfacteurs de décision. La dureté, l'usinabilité, la conductivité thermique et l'état de surface du matériau de la pièce à usiner dictent le processus utilisé. La géométrie des pièces peut nécessiter une machine multi-axes ou nécessiter une construction personnalisée d'une machine.
- Considérations économiques : analyse des coûtsconstitue un élément essentiel desélection du processus d'usinage. Cela comprend l'investissement en équipement, les coûts d'outillage, le temps de cycle, les exigences en matière de main d'œuvre et les dépenses d'installation.Production en grand volumepeuvent justifier des systèmes automatisés, tandis que les pièces à faible volume privilégient souvent les centres d'usinage flexibles.
- Exigences de qualité et de performance :Finition superficielle, la précision dimensionnelle et les propriétés mécaniques sont des facteurs de décision clés.Le processus doit être capable de fournir la qualité requise et doit être efficace. La capacité, la répétabilité et la fourniture des propriétés mécaniques requises doivent également être prises en compte.
Unsélection du processus d'usinageLa stratégie doit combiner les considérations techniques, économiques et qualitatives à travers une approche intégrée. Utiliser ceciévaluation complète, les fabricants peuvent déterminer quelprocessus d'usinagerépond le mieux à leurs besoins et équilibre leurs contraintes de performance, de temps et de coût et augmente leur compétitivité globale sur le marché.
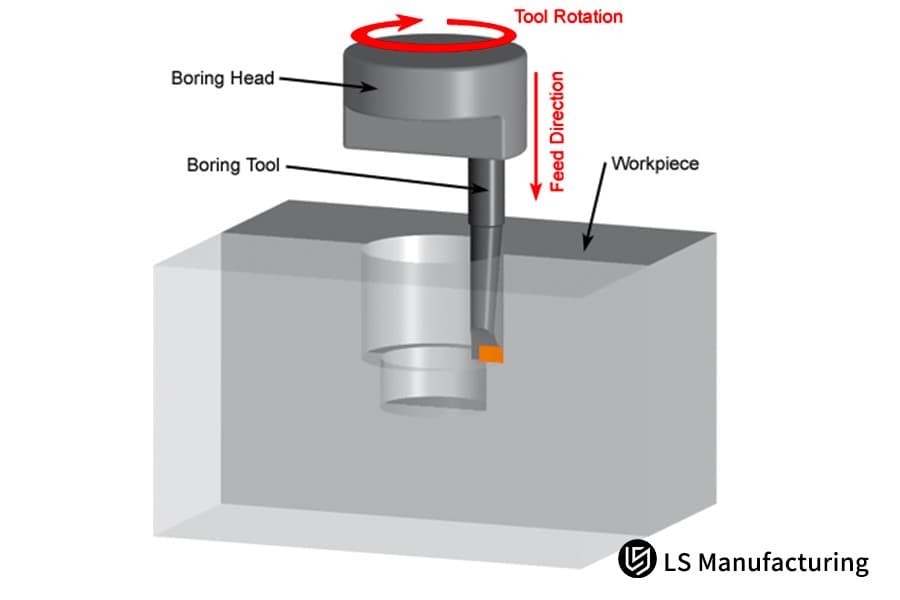
Figure 2 : Analyse des techniques d'alésage CNC pour obtenir les meilleures performances par LS Manufacturing
Comment comparer et choisir entre différents processus d’usinage en termes de coût et de précision ?
Dans la fabrication mécanique, lecomparaison des processus d'usinagejouent un rôle important dans l’optimisation de l’efficacité et des qualités usinées. Chaque processus a son comportement particulier par rapport àprécision des coûts, donc unanalyse économiquedevient très important dans le choix de la meilleure option.
| Processus | Niveau de coût | Plage de précision (μm) |
Applications typiques |
| Tournant | Faible | 10-50 | Arbres, cylindres |
| Fraisage | Moyen | 5-20 | Surfaces complexes |
| Broyage | Élevé | 1-5 | Pièces de haute précision |
| GED |
Très élevé |
1-3 | Matériaux durs |
Pour une sélection efficace des processus d'usinage, il est nécessaire de procéder à des calculs portant à la fois sur les aspects techniques et économiques.Il a été conclu et observé parcomparaison des processus d'usinagequ'il est vrai que plus hautprécision des coûts. Une utilisation optimale des processus de fabrication peut ainsi être faite par les fabricants sur la base d'uneanalyse économique, et le processus d'usinage le plus économique et le plus approprié peut être sélectionné.
Comment maximiser les résultats d’usinage grâce à l’optimisation des processus ?
Optimiser les résultats d'usinagenécessite une approche globale enversamélioration des processusavecoptimisation des paramètres. En optimisant les variables critiques, les industries peuvent obtenir un résultat d’optimisation maximal en termes d’efficacité et de qualité.
Optimisation des paramètres via DOE
Plan d'expériences (DOE)Cette technique permet d'évaluer différents paramètres à la fois pour identifier les résultats optimaux concernant la vitesse de coupe, l'avance et la profondeur de coupe. En fait, cette technique est un processus scientifique visant à éliminer les incertitudes tout en s'appuyant sur des faits pour obtenir des performances d'usinage optimales à de faibles coûts de test.
Amélioration des processus avec une surveillance constante
Les disparités dans leprocédés de fabricationpeuvent être facilement identifiés à l'aide d'un système de surveillance constant, ce qui entraîne une mise à jour automatique pour permettre la poursuite du traitement sans problème. Sur la base de la connaissance du taux d’usure, de l’état de surface et de la précision du système de surveillance, un fabricant peut produire des articles sans défaut.
Disponibilité de meilleurs outils et matériaux
En fonction des besoins, il devient nécessaire de choisir des outils de coupe et des matériaux de pièce à usiner appropriés afin d'avoir un effet significatif sur l'opération d'usinage.Lorsque l'outil de coupe et le matériau de la pièce à travailler sont correctement identifiés en fonction de leur compatibilité, il devient possible d'améliorer la durée de vie et la vitesse des outils de coupe et ainsi de réduire les coûts.
Pour une efficacitéamélioration des processuspour y parvenir, il sera nécessaire d’adopter une approche holistique intégrant des processus scientifiques pouroptimisation des paramètres. Cela garantira que le fabricant prend les mesures nécessairesoptimiser les résultats d'usinage.
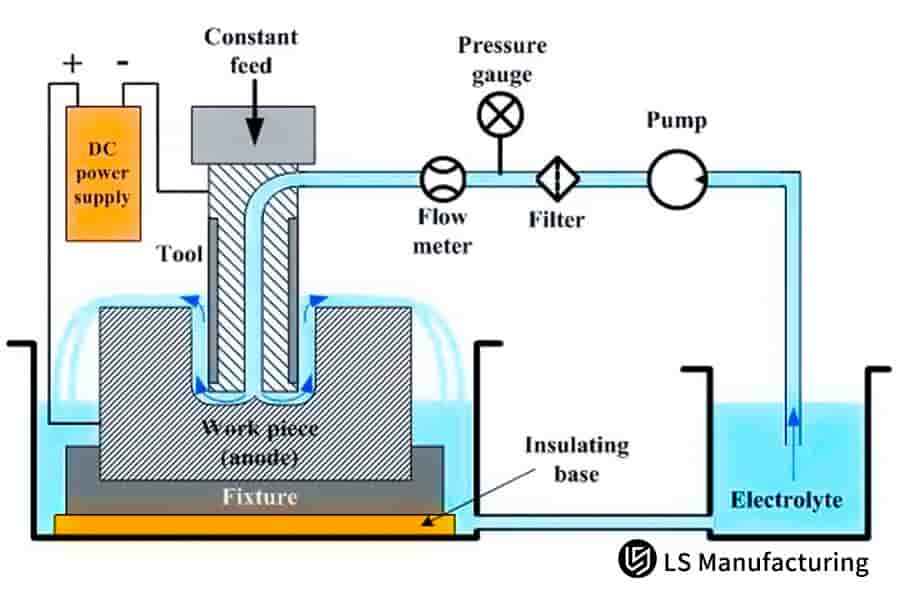
Figure 3 : Configuration des systèmes électrochimiques pour les opérations de précision CNC par LS Manufacturing
Quelles sont les applications innovantes de la technologie d’usinage CNC dans la fabrication moderne ?
LeProcessus d'usinage CNCont apporté une révolution dans le secteur de la fabrication, entraînant une précision dans les processus utilisant des systèmes de contrôle numérique. Les progrès technologiques actuels sont capables de produire des formes complexes avec une grande précision, inimaginable dans le contexte du processus d'usinage conventionnel. L'intégration deapplications innovantesdansfabrication numérique a transformé la façon dont les industries abordent la production, des composants aérospatiaux aux dispositifs médicaux.
Centres d'usinage tour-fraisage
Cet équipement peut effectuer leprocessus de tournage et de fraisagedans une seule machine. C'est unapplication innovantecar cette technique donne moins de temps de manipulation des pièces et de configuration. Cet équipement permet d'effectuer un usinage sur une pièce d'une grande complexité sans faire passer la machine du brut au fini. Cette technique peut être considérée comme précise car, tout au long de ce processus, la pièce est maintenue dans une position fixe.
Usinage à grande vitesse
En appliquant la technologie des broches ainsi que des outils de coupe, celaProcessus d'usinage CNCa la capacité d’éliminer efficacement la matière. Le processus d'usinage est le plus idéal pour l'usinage de moules et de matrices ainsi que pour l'usinage de l'aluminium aérospatial en raison de la vitesse et de la précision qu'offre le processus. Le processus d'usinage est un processus extrêmement bénéfique en raison de ses avantages.
Technologie de jumeau numérique
La notion ou le concept présenté ici est que lefabrication numériquegarantirait que les simulations du processus d’usinage seraient possibles avant le début du processus de fabrication lui-même. Tout ce qui précède garantirait que les coûts associés au processus de configuration soient réduits au minimum.alors qu'il n'y aurait aucune perte matérielle, les erreurs étant réduites au minimumcela se serait produit pendant la fabrication du produit.
Fabrication hybride additive et soustractive
Il est possible de créer un objet en effectuantProcessus d'impression 3D et d'usinage CNC, créant un objet par fabrication additive avec une fonctionnalité supplémentaire de propriétés de forme proches du filet, et enfin le modifiant en effectuantOpérations d'usinage CNC. Leapplication innovantes'avère très utile et approprié pour créer des pièces avec des détails internes, difficiles à réaliser par usinage. Il devient possible de tirer parti du meilleur que les deux mondes ont à offrir, à savoir la complexité et la précision.
En fait, il convient également de mentionner ici que les points mentionnés ci-dessus ne sont que quelques-uns parmi une myriade de façons dont les améliorations techniques concernant leProcessus d'usinage CNCse produisent régulièrement, par rapport àfabrication numérique, et ainsi, les fabricants ont pu atteindre des niveaux de précision, de vitesse et de complexité sans précédent. À cet égard, outre le point évoqué ci-dessus, il ne serait pas faux de dire que le développement deUsinage CNCjouerait un rôle central dans le développement de la fabrication numérique, entre autres.
Comment les processus d’usinage de haute précision peuvent-ils répondre à des exigences de qualité strictes ?
Processus d'usinage de précisionsont un domaine extrêmement important à considérer du point de vue de laexigences de qualitéque possède l'industrie manufacturière. L'usinage de précision est le processus appliqué à la création de pièces de haute qualité, possédant des attributs exceptionnels tels que la précision.
- Équipement et technologie avancés : L'usinage de précision moderne s'appuie sur des machines CNC de pointe, des centres d'usinage multi-axes et des systèmes EDM (usinage par décharge électrique).Ces technologies fonctionnent dans des environnements contrôlés avec régulation de la température et de l'humidité pour maintenir une précision au micron tout au long du processus de production, garantissant ainsi une qualité constante d'un lot à l'autre.
- Système complet de contrôle de qualité :Un usinage d'excellente précision nécessite unsystème de contrôle de haute qualitécomme son épine dorsale. Cela impliquerait une inspection du travail à différentes étapes du traitement par des machines à mesurer tridimensionnelles, des comparateurs optiques et des testeurs de rugosité de surface. Le système SPC permet de garder les paramètres de production sous contrôle à tout moment avec un ajustement instantané pour maintenir leexigences de qualité.
- Sélection des matériaux et optimisation des processus :La sélection du bon matériau et la méthode de son usinage jouent souvent un rôle essentiel dans le résultat final du produit.Outils d'usinage, vitesses, avances et utilisation du liquide de refroidissementlors de l'usinage sont souvent optimisés pour éviter les déformations thermiques.
- Applications dans les industries critiques :Certaines des applications qui relèventProcessus d'usinage CNC de précisioncomprennent les applications d'ingénierie aérospatiale, les applications dans le domaine des instruments médicaux, les applications automobiles et les applications dans l'industrie électronique. Pour les applications susmentionnées, qui incluent les pales utilisées dans les turbines, les instruments médicaux et les semi-conducteurs, les applications deviennent très strictes.
- Amélioration continue et certification :Les grandes entreprises suivent des procédures liées à l'amélioration continue, en plus d'être certifiées enISO 9001 et AS9100.Processus d'usinage de précisionrépond aux exigences ou les dépasse dans la mesure où les spécifications concernent les procédures concernant l'étalonnage des équipements, la formation des opérateurs et la validation des processus.
Processus d'usinage de précisionfait référence à une technologie de fabrication de haute précision qui met en œuvre divers processus de fabrication avec un contrôle, un positionnement et un contrôle de mouvement de haute précision. En contrôlant strictement leexigences de qualitédans le processus de fabrication,précision au micronpeut être garanti et est utilisé dans la fabrication de pièces pour les industries de haute technologie telles que l'aérospatiale, les semi-conducteurs et l'automobile.

Figure 4 : Choix de la méthode CNC de haute précision la plus efficace par LS Manufacturing
LS Manufacturing Aerospace : Solution d'usinage multi-processus pour les aubes de turbine de moteur
Dans le domaine aérospatial où les trois qualités de précision, de solidité et de légèreté sont requises en même temps,Fabrication LSfourni unusinage multi-processussolutionà un client fabriquant des pales pour moteur d'avion qui a résolu un gros problème de fabrication.
Défi client
Un important constructeur aéronautique avait du mal à produire des aubes de turbine en alliage haute température répondant aux exigences de ses clients. TLa solution existante était une solution à processus unique qui ne pouvait pas fournir à la fois une précision de profil complexe et une excellenteétat de surface. En conséquence, le taux de qualification des produits n'était que de 85 % en raison des problèmes ci-dessus, qui entraînaient des coûts de production élevés et des délais de livraison longs.
Solution de fabrication LS
Nous avons proposé au client une solution complète pour faire tourner les lames pour l'ébauche,Fraisage 5 axespour un profilage précis et un polissage pour la finition.Grâce à notre proposition, le client est en mesure de contrôler les paramètres optimaux pour chaque processus et peut donc obtenir la meilleure précision de profil, la meilleure rugosité de surface et le meilleur temps de traitement.
Résultats et valeur
Suite à notre recours à l'usinage intégré, le taux de qualification des pièces a été augmenté à99,2%et le temps de traitement global a été raccourci de30%. Nos performances exceptionnelles ont non seulement aidé notre client à réduire ses coûts de traitement annuels de plus de2 millions de RMBmais a également conduit à la formation d’un partenariat stratégique entre nous.
Qu'un fournisseur comme LS Manufacturing puisse trouver une application pour un système multi-procédés de pointe Machine-outil CNCproduire un composant aérospatial difficile à fabriquer lorsqu'unMachine héritée loin d'être idéalequi aurait fonctionné était déjà sur le terrain en dit long sur leur capacité à soutenir des innovations qui conduisent à une amélioration de la qualité, de la productivité et des économies de coûts.
Faites passer vos composants aérospatiaux au niveau supérieur avec nos solutions de processus d'usinage.

Comment mettre en place un système scientifique de gestion de la technologie de traitement mécanique ?
Il convient d'établir un système de gestion scientifique pour une technologie de traitement mécanique dans lequel lesgestion des processusest intégré aux caractéristiques d'un usinage précis afin de garantir la qualité des produits et l'efficacité du traitement.
Cadre système standardisé
Un bonsystème standardiséLe cadre est indispensable pour une gestion fluide des processus. Il comprend la documentation des processus, les instructions de travail et les procédures opérationnelles standardisées. Le système doit être complet, couvrant toutes les étapes de la pièce, depuis la matière première jusqu'à l'inspection finale, et doit avoir des paramètres de qualité bien définis.
Processus d'usinage de précision
Il est important qu'un système sophistiquéprocédés d'usinage de précisionest adoptée si l’on veut atteindre une précision à l’échelle du micron. Cela consiste en une sélection de machine appropriée, des paramètres de coupe appropriés et des conditions environnementales appropriées. Ces processus devraient être conçus pour fournir lesexigences de qualitémais avec un minimum de variations et de défauts.
Mécanisme d'amélioration continue
Un système pouramélioration continuedoit être présent dans une gestion efficace des processus. Cela implique d’analyser et de résoudre des problèmes au sein du processus. Il doit permettre à une organisation d'atteindreprécision au micronet réduire les coûts engagés dans la production.
Intégration du contrôle qualité
Il existe des procédures de contrôle de qualité qui garantiront laexigences de qualitésont rencontrés. Celles-ci peuvent être réalisées grâce à des critères de contrôle statistique des processus, d’étalonnage et d’acceptation. Il doit y avoir un système de surveillance dans leprocédés d'usinage de précisionqui sera en mesure d'identifier toute variation par rapport au processus standard.
Mesure et optimisation des performances
En développant des indicateurs clés de performance pourgestion des processusindicateurs de performance clés pour la gestion, il peut y avoir une évaluation objective de l’efficacité du système. Les facteurs à établir dans les indicateurs de performance clés pour la gestion sont le temps de cycle, le rendement au premier passage, l'utilisation de l'équipement et le coût par pièce.
Une mécanique scientifiquesystème de gestion du processus d'usinagecombinesystème standardisécadres avec avancéprocédés d'usinage de précisionpour obtenir une cohérenceprécision au micron. En intégrantamélioration continueprincipes et rigueurexigences de qualitéDans l’ensemble de l’organisation, les fabricants peuvent améliorer l’efficacité opérationnelle, réduire la variabilité et conserver un avantage concurrentiel sur le marché.
FAQ
1. En quoi le matériau approprié diffère-t-il des autres ?
Dans le système que nous proposons, nous recommanderons le processus le plus approprié en fonction du matériau. Si le matériau est un matériau en aluminium, nous recommanderons la vitesse élevéeprocessus de fraisage. Si le matériau est de l'acier inoxydable, nous recommanderons le processus de tournage en usine.
2. Quel est le processus économique et efficace lorsque la quantité est faible ?
Nous proposerons un processus flexible. Grâce au partage des ressources, nous pouvons réduire les dépenses pour une plus petite quantité en20-30%.
3. De quelles manières est-il possible de vérifier la faisabilité technique et la rentabilité du nouveau procédé ?
En conséquence, nous procéderons à un test de processus et à une analyse des coûts à cet effet. Nous validerons par des échantillons que notre solution de processus est effectivement efficace et rentable. Si vous avez besoin d'une évaluation détaillée des coûts de votre projet, vous pouvez obtenir undevis en ligne instantanédès maintenant pour vérifier l'économie de votre conception.
4. Avez-vous des combinaisons de procédés particulières pour les pièces difficiles à fabriquer ?
Il y aura un travail de conception sur divers programmes de combinaison de processus basés sur les attributs structurels des pièces, ainsi que la simulation des processus pour garantir que les pièces conçues sont de haute qualité.
5. Comment prévenir les risques qualité liés aux changements de processus ?
Nous suivons un processus de contrôle des modifications très strict. Après le test de vérification, nous pouvons garantir que le processus modifié est sous contrôle en ce qui concerne la qualité.
6. Pouvez-vous fournir une formation sur les processus d'usinage et une assistance à l'optimisation ?
Il convient de noter que nous disposons d’un système de formation complet sur les processus et l’optimisation des processus et que nous pouvons aider l’entreprise à améliorer la technologie des processus.
7. Comment l'équilibre devrait-il être affecté en termes de précision d'usinage et de dépenses ?
Le point optimal entre les deux, en termes de rentabilité en termes de surtraitement et de sous-précision, est atteint en appliquant le processus d’analyse de l’ingénierie de la valeur.
8. Quelles sont les principales considérations à prendre en compte pour les changements de processus ?
Fournirservices de bout en boutpour les changements de processus, y compris la sélection des équipements et la formation du personnel, entre autres. Cela garantirait une mise en œuvre transparente des changements de processus.
Résumé
Une production élevée et de qualité peut être obtenue grâce à la sélection scientifique et à la gestion des processus.Ayant l'expérience et les connaissances techniques de l'industrie et des fournisseurs, LS Manufacturing fournit à ses clients des solutions de processus qui peuvent être utilisées pour améliorer leurs propres processus de fabrication et développer leur entreprise.
Contactez dès aujourd’hui les experts en processus de LS Manufacturing pour découvrir comment notre évaluation gratuite de solutions de processus peut fonctionner pour vous. Chez LS Manufacturing, ce que nous promettons, c'est de pouvoir vous fournirsolution d'usinage CNC professionnelleune assistance qui garantira la réussite de votre processus.
Obtenez dès maintenant une évaluation gratuite de votre solution de processus pour optimiser votre processus de production et profitez jusqu'à 30 % d'économies de coûts et 25 % d'amélioration de la compatibilité des processus !
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à titre informatif.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Exiger des piècesdevis Identifier les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur l'usinage CNC de haute précision,Fabrication de tôle,impression 3D,Moulage par injection.Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com.


