La fundición de metales es un proceso en el que el metal se funde en un líquido que cumple ciertos requisitos, se vierte en un molde y luego se enfría, solidifica y limpia para obtener una pieza fundida con una forma, tamaño y rendimiento predeterminados. Como uno de los procesos básicos en la industria de fabricación de maquinaria moderna, este proceso tiene una larga historia y amplias aplicaciones. Con el continuo desarrollo de la ciencia y la tecnología, los procesos de fundición de metales han desarrollado gradualmente varios tipos según las diferentes necesidades. Este artículo tiene como objetivo explorar en profundidad los distintos tipos de fundición de metales, revelar los principios del proceso, las características técnicas y los escenarios aplicables detrás de ellos, y abrir una puerta a los misterios de la fundición de metales para los lectores.
¿Qué es la fundición de metales?
La fundición de metales es un proceso de fabricación. que implica verter metal fundido en moldes para crear piezas metálicas en 3D. El molde contiene cavidades de la geometría deseada y el metal fundido se enfría para formar la pieza solidificada.
La palabra “fundido” también se refiere a piezas fabricadas mediante un proceso de fundición, que se remonta a 6.000 años. Históricamente, los procesos de fundición se han utilizado para crear piezas grandes y complejas que serían difíciles o costosas de crear utilizando otros procesos de fabricación.
La fundición es la primera opción para geometrías complejas porque es más rentable y el proceso es más simple en comparación con, por ejemplo, Mecanizado CNC. Pero la fundición también se utiliza ampliamente para las formas más simples debido a su rápido tiempo de respuesta y sus grandes capacidades de producción. Hoy en día, el uso de productos de fundición está tan extendido que no importa en qué entorno se encuentre, no puede evitar su uso. Algunos ejemplos de productos de metal fundido incluyen bloques de motor, bocas de incendio, motores eléctricos, herramientas, semáforos, registros, tuberías, válvulas y diversos accesorios.
¿Cuáles son los principales tipos de fundición de metales?
Los principales tipos de fundición de metales incluyen fundición en arena, fundición a presión, fundición a la cera perdida, colada continua, fundición a espuma perdida, fundición en carcasa, fundición a presión, fundición a presión al vacío, fundición por gravedad, fundición a alta presión, fundición a baja presión y fundición centrífuga. A continuación, aprendamos más sobre estos tipos de casting:
1.Fundición en arena
La fundición en arena es un proceso de fundición universal que se puede utilizar para fundir cualquier aleación de metal. , ya sean ferrosos o no ferrosos. Se utiliza ampliamente en la producción en masa en unidades industriales, como piezas de fundición de metales para automóviles, como bloques de motor, culatas, cigüeñales, etc.
El proceso utiliza moldes hechos de materiales a base de silicio, como arena unida naturalmente o arena sintética, para crear una superficie de molde suave. La superficie del molde tiene dos partes, el molde superior (parte superior) y el molde inferior (parte inferior). Se utiliza una taza vertedora para verter metal fundido en el molde, donde se solidifica para formar la forma final. Finalmente, se recorta el exceso de metal para completar el producto final de fundición de metal.
Pros y contras de la fundición en arena:
| Ventajas | Contras |
| Rentable para lotes pequeños : Es ideal para producción de volumen bajo a medio, ya que es relativamente económico en comparación con otros tipos de fundición. | Menor precisión dimensional : las piezas tienen una menor precisión dimensional y un acabado superficial más rugoso que otros tipos de fundición. Esto suele requerir mecanizado adicional. |
| Opción de diseño flexible: puede producir una variedad de formas y tamaños, desde piezas muy pequeñas hasta componentes grandes. | Mayor desperdicio de material: debido a que los moldes de arena no se pueden reutilizar, generan un mayor desperdicio de material en comparación con otros métodos de fundición. |
| Versatilidad del material : Funde casi cualquier aleación de metal. | Riesgos de porosidad : las piezas fundidas corren un mayor riesgo de porosidad, lo que puede afectar las propiedades mecánicas. |
| Fácil configuración y equipo : no requiere tanto equipo y es menos costoso que otras técnicas de fundición, lo que lo hace más accesible para operaciones a pequeña escala. | Requisitos posteriores al procesamiento : Puede requerir un acabado extenso, como esmerilado y mecanizado para lograr el acabado deseado. |
| Piezas fundidas ideales para piezas grandes : especialmente adecuadas para crear piezas grandes que serían difíciles o costosas de producir con otros métodos de fundición. | Alargamiento del Tiempo del Ciclo: El ciclo de producción se puede extender si el proceso es más lento, particularmente en la preparación y secado de moldes. |
Aplicación: Ampliamente utilizado en automóviles, maquinaria, construcción naval, construcción y otros campos industriales para producir diversas piezas fundidas a gran escala y de formas complejas.
2.El casting
Si bien la fundición en arena puede fundir aleaciones con puntos de fusión más altos, se puede utilizar la fundición a presión para dar forma a metales con puntos de fusión más bajos. Después de cambiar el material de sólido a líquido fundido caliente, puede inyectarlo en un molde de fundición a presión de acero endurecido de larga duración. Estas herramientas constan de una cavidad, un núcleo y, a veces, un inserto. A diferencia del moldeo por inyección de plástico, mecanizar las características laterales después de la fundición a veces es más factible que utilizar acciones laterales. La fundición a presión se remonta al siglo XIX.
Desde su aparición en el mundo manufacturero, se han desarrollado dos tipos de programas para su uso. La primera es una cámara caliente, que cuenta con un horno incorporado dentro de la máquina para fundir el material. Si utiliza el proceso de cámara fría, el segundo procedimiento, funde el material en un horno separado y luego mueve el material fundido a la cámara de inyección. Puede implementar la fundición a presión para la producción de gran volumen de piezas aeroespaciales y automotrices, así como juguetes, muebles y productos electrónicos. La fundición a presión se proporciona a través de los servicios principales de Longsheng y las cotizaciones se pueden crear a través del motor de cotizaciones instantáneas.
Pros y contras de la fundición a presión:
| Ventajas | Contras |
|---|---|
| Alta Productividad: Ideal para producciones a gran escala con tiempos de ciclo cortos. | Alto costo inicial: Las máquinas y moldes de fundición a presión son costosos, por lo que no son económicos para tiradas de producción pequeñas. |
| Alta precisión dimensional Produce piezas consistentes y de alta precisión, lo que a menudo reduce o elimina la necesidad de mecanizado adicional. | Opciones de materiales limitadas: principalmente para materiales no ferrosos como aluminio, magnesio y zinc. Debido a sus altos puntos de fusión, los metales ferrosos se utilizan con menos frecuencia. |
| Buen acabado superficial: la mayoría de las piezas tienen una superficie lisa y redondeada que puede que solo requiera un acabado menor. | Bolsas de aire e integridad estructural: las piezas pueden tener pequeñas bolsas de aire (porosidad) que pueden afectar el acabado de la superficie. |
| Diseño de piezas complejas: permite la creación y fabricación de formas intrincadas, formas complejas y detalles complejos. | La fundición a presión se limita a piezas con paredes más delgadas. Aunque es capaz de producir piezas con formas complejas, generalmente no es adecuada para piezas que tienen paredes muy gruesas. |
| Proceso automatizado: puede reducir los costos laborales, aumentar la consistencia y la repetibilidad y puede ser altamente automatizado. | Fatiga térmica en matrices: el calentamiento y enfriamiento repetidos pueden causar fatiga térmica. Esto podría reducir la vida útil de los troqueles. |
| Mínimo Desperdicio: Aprovechamiento efectivo de los materiales, con posibilidad de reciclar material sobrante o sobrante. | Restricciones de tamaño: Se adapta mejor a componentes de tamaño pequeño y mediano. Las piezas más grandes son más difíciles de fabricar, además de más caras. |
Aplicación: Se utiliza principalmente para producir piezas fundidas de metales no ferrosos, como aleaciones de aluminio, aleaciones de zinc, aleaciones de magnesio, etc., que se utilizan ampliamente en automóviles, electrónica, comunicaciones, equipos médicos y otros campos.
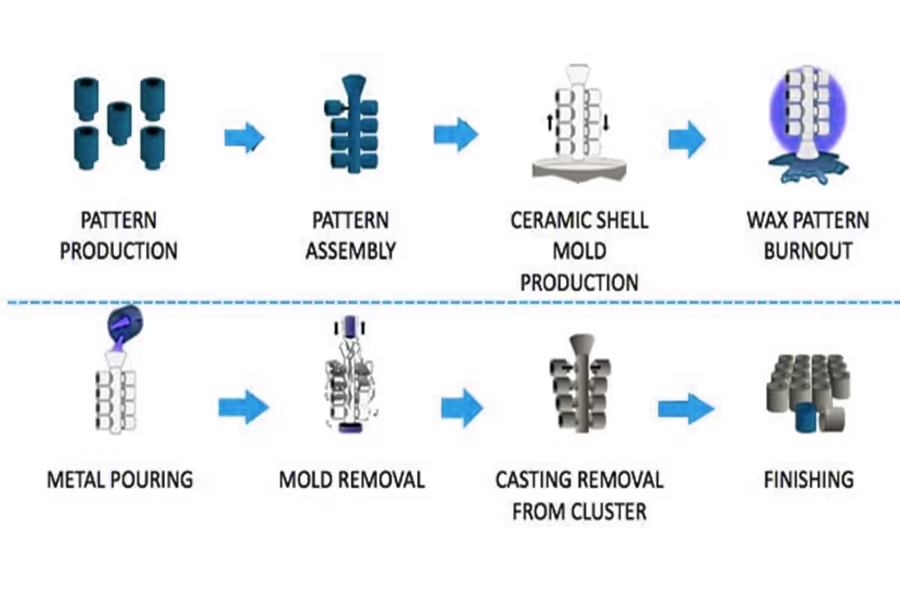
3.Fundición de inversión
Fundición a la cera perdida, también conocida como fundición a la cera perdida. , utiliza un patrón de cera desechable recubierto con material cerámico que se solidifica tomando la forma de la pieza fundida. El primer paso en este proceso de fundición es crear un patrón de cera, generalmente hecho de cera o plástico. Debido a que el proceso requiere mediciones precisas, múltiples pruebas y errores hacen que la fundición a la cera perdida sea un proceso de fabricación costoso. La cera se vierte en el molde, se retira con cuidado y luego se recubre con adhesivo o material refractario para formar una capa gruesa. Además, se ensamblan varios modelos en la puerta principal. Una vez que la cáscara se ha endurecido, se le da la vuelta al modelo y se calienta en el horno para quitar la cera. El metal fundido se vierte en la cáscara restante y se solidifica tomando la forma del molde de cera. Además, la cubierta refractaria se rompe para revelar la pieza fundida terminada. Este proceso de fundición se utiliza comúnmente para fabricar componentes de generación de energía, automotrices y aeroespaciales.
Pros y contras del casting de inversión:
| Ventajas | Contras |
| Alta precisión y exactitud: la producción de piezas con excelente calidad de acabado superficial y precisión dimensional reduce la necesidad de operaciones de mecanizado secundarias. | Mayor costo : debido a los costos de materiales y mano de obra involucrados en la creación de patrones de cera y moldes de cerámica, la fundición a la cera perdida cuesta más que otros tipos de fundición. |
| Geometría compleja : permite la creación de piezas con detalles intrincados y geometrías complejas que, de otro modo, podrían resultar desafiantes o imposibles utilizando otros métodos de fundición. | Plazo de entrega más largo : dado que este proceso implica múltiples pasos, su plazo de entrega puede extenderse más significativamente en comparación con otros procesos de fundición. |
| Opciones de materiales versátiles : Ideal para producir diversos metales y aleaciones de alto rendimiento, como fundición de acero inoxidable, otras fundiciones de acero y fundiciones de aleaciones a base de níquel. | Limitaciones de tamaño : esta técnica tiende a funcionar mejor con piezas más pequeñas; Los componentes más grandes pueden resultar desafiantes y costosos cuando se fabrican con este método. |
| Acabado de superficie lisa : Los acabados lisos requieren un acabado superficial mínimo, lo que ahorra tiempo y costos en el posprocesamiento. | Creación de patrones de cera : cada fundición requiere su propio patrón de cera, lo que agrega tiempo y costo. |
| Reducción de desperdicio de material : debido a su precisión, este proceso garantiza un desperdicio mínimo de material, lo que lo hace más ecológico. | Capacidad limitada : Más adecuada para tiradas de producción pequeñas y medianas. |
Aplicación: Adecuado para producir piezas pequeñas con formas complejas, requisitos de alta precisión y difíciles de mecanizar, como palas de motores de turbinas, componentes de dispositivos médicos, etc.
4.Fundición centrífuga
La fundición centrífuga, también conocida como fundición por rotación, es un proceso que utiliza la fuerza centrífuga para fabricar piezas cilíndricas de forma industrial. Este tipo de fundición de metal utiliza un molde giratorio precalentado en el que se vierte el metal fundido. La fuerza centrífuga ayuda a dispersar el metal fundido dentro del molde a alta presión.
Hay tres tipos de fundición centrífuga: proceso de fundición centrífuga verdadera, proceso de fundición semicentrífuga y proceso de fundición centrífuga vertical. La fundición semicentrífuga se diferencia de la verdadera fundición centrífuga en que utiliza una compuerta para llenar completamente el molde. Sin embargo, en la verdadera fundición centrífuga, el metal fundido se pega a los lados debido a la rotación continua. Por el contrario, la fundición centrífuga vertical, como su nombre indica, utiliza moldeo direccional, siguiendo el mismo proceso que la verdadera fundición centrífuga.
Normalmente, la fundición centrífuga produce una forma giratoria que se asemeja a un cilindro. Especialmente piezas como cojinetes, discos de embrague, aros de pistón y camisas de cilindro. Además, verter metal en el centro del molde ayuda a reducir defectos como porosidad, contracción y bolsas de aire. Sin embargo, no funciona con todos los tipos de aleaciones metálicas.
Pros y contras de la fundición centrífuga:
| Ventajas | Contras |
|---|---|
| Alta pureza del material: las fuerzas centrífugas impulsan las impurezas hacia la superficie interna de las piezas fundidas, lo que da como resultado piezas fundidas de mayor pureza y con menos defectos. | Shape Complexity Limited: Mejor para formas cilíndricas. Comparativamente, puede resultar difícil lograr geometrías complejas con otros métodos de fundición. |
| Buenas propiedades mecánicas: las piezas fundidas de alta densidad tienen propiedades mecánicas superiores. | Limitaciones de tamaño: Más eficiente para piezas pequeñas y medianas. Las piezas de fundición grandes son más difíciles y costosas. |
| Operaciones secundarias reducidas: Requiere menos mecanizado y acabado que otros métodos porque el acabado de la superficie y la precisión de las dimensiones son generalmente buenos. | Costo del equipo: La necesidad de maquinaria de fundición centrífuga especializada puede resultar en mayores costos de inversión inicial. |
| Uso eficiente del material: este método ahorra material porque permite un control preciso del espesor de la pieza fundida. | Habilidades operativas requeridas: Esto requiere operadores capacitados para controlar la velocidad y la temperatura con precisión, lo que agrega complejidad operativa. |
| Versatilidad del material: Puede trabajar con una variedad de metales y aleaciones. Esto permite una mayor flexibilidad del material. | Preocupaciones de seguridad: Los moldes giratorios de alta velocidad presentan riesgos de seguridad y requieren equipos de seguridad estrictos. |
Aplicación: Se utiliza principalmente para producir piezas fundidas cilíndricas, como tubos de hierro fundido, camisas de cilindros, etc., ampliamente utilizadas en metalurgia, minería, transporte, maquinaria de drenaje e irrigación, aviación, defensa nacional y industrias automotrices.
5.Fundición continua
La colada continua es un método de fundición avanzado. Su principio es verter continuamente metal fundido en un molde metálico especial llamado cristalizador. Las piezas fundidas solidificadas (con costra) se vierten continuamente desde el otro extremo del cristalizador. y luego sáquelo de un extremo para obtener un molde de cualquier longitud o de una longitud específica.
Pros y contras de la colada continua:
| Ventajas | Contras |
| Eficiencia de producción extremadamente alta, alta utilización de metal, estructura de fundición uniforme y buenas propiedades mecánicas. | Sólo puede producir piezas fundidas largas con sección transversal sin cambios y su rango de aplicación es limitado. |
Aplicación: Se utiliza principalmente para producir piezas fundidas largas de acero, hierro, aleaciones de cobre, aleaciones de aluminio, aleaciones de magnesio, etc. con una forma de sección transversal constante, como lingotes, losas, barras en bruto, tubos, etc.
6.Fundición de espuma perdida
La fundición de espuma perdida es similar a la fundición a la cera perdida, excepto que utiliza espuma en lugar de cera como modelo. Una vez formado el modelo, se recubre con cerámica refractaria mediante inmersión, revestimiento, pulverización o brocha. Luego, el metal fundido se vierte en moldes para formar el producto deseado.
| Ventajas | Contras |
| Las piezas fundidas son de buena calidad y de bajo costo; sin limitación de material, apto para todos los tamaños; alta precisión dimensional, superficie lisa; Los defectos internos se reducen considerablemente y la estructura es densa. | El proceso es relativamente complejo y requiere equipos y materiales especializados. |
Aplicación: Ampliamente utilizado en automoción, maquinaria, aeroespacial, construcción naval y otros campos industriales para producir piezas fundidas de diversas formas complejas.
7. Fundición de conchas
El nombre fundición de conchas se refiere a un proceso que consiste en fundir una concha de arena de sílice y resina alrededor de un patrón de metal calentado. Luego puedes quitar la cáscara y verter el metal fundido en la cavidad. Quizás se pregunte por qué se elige la fundición en cáscara en lugar de la fundición en arena, especialmente considerando que la fundición en cáscara es más costosa en algunos casos. La fundición de carcasas puede brindarle dimensiones de producto más precisas, acabados de mejor apariencia y mayores cantidades, al tiempo que reduce la mano de obra.
| Ventajas | Contras |
| Alta precisión de fundición, alto acabado superficial, estructura interna densa y alta eficiencia de producción. | El costo de producción del tipo de carcasa es alto y el tamaño del molde es limitado. |
Aplicación: Se utiliza principalmente para producir piezas metálicas de alta precisión y alta demanda, como palas de turbinas de aviones, bloques de motores de automóviles y culatas de cilindros, etc.
8. Exprimir la fundición a presión
Es un método de solidificación y flujo formando metal líquido o semisólido a alta presión para obtener directamente piezas de trabajo o espacios en blanco. Tiene las ventajas de una alta tasa de utilización de metal líquido, un proceso simplificado y una calidad estable. Es una tecnología de conformado de metales que ahorra energía y tiene posibles perspectivas de aplicación.
| Ventajas | Contras |
| La estructura de fundición es densa y las propiedades mecánicas son altas; la rugosidad de la superficie es baja y la precisión dimensional es alta; la tasa de utilización del metal líquido es alta y el proceso se simplifica. | Gran inversión en equipos y proceso complejo. |
Aplicación: Se utiliza principalmente para producir aleaciones de aluminio, aleaciones de zinc, aleaciones de cobre y otras piezas metálicas, ampliamente utilizadas en automóviles, aeroespacial, electrónica y otros campos.
9.Fundición a presión al vacío
La fundición a presión al vacío es un proceso avanzado de fundición a presión que mejora las propiedades mecánicas y la calidad de la superficie de las piezas fundidas al eliminar o reducir significativamente los poros y los gases disueltos en las piezas fundidas al bombear el gas en la cavidad del molde de fundición durante el proceso de fundición a presión.
| Ventajas | Contras |
| Eliminar o reducir los poros dentro de la fundición a presión, mejorar las propiedades mecánicas y la calidad de la superficie de la fundición a presión; mejorar las condiciones de llenado y puede moldear piezas fundidas más delgadas. | La estructura de sellado del molde es compleja, la fabricación y la instalación son difíciles y el costo es alto. |
Aplicación: Se utiliza principalmente para producir piezas fundidas con altos requisitos de calidad superficial y propiedades mecánicas, como piezas en el campo aeroespacial, componentes mecánicos de precisión, etc.
10.Fundición a presión por gravedad
Este proceso aprovecha la ley física que experimentamos todos los días. La fundición a presión por gravedad consiste en recubrir la cavidad de un molde, verter metal caliente y esperar a que la gravedad haga su trabajo, que dirige el material para que fluya hacia adentro y hacia abajo, y permite que se enfríe y solidifique. Ya sea que se realice de forma manual o automática, este proceso lleva un poco más de tiempo que otros, pero descubrirá que es relativamente más barato e ideal para crear acabados suaves. Es una excelente opción si desea fabricar piezas pequeñas que funcionen bien en utensilios de cocina, iluminación y automóviles.
| Ventajas | Contras |
| Las piezas fundidas tienen una estructura densa y altas propiedades mecánicas; alta precisión dimensional y baja rugosidad superficial; el entorno de producción es relativamente bueno y la intensidad de mano de obra se reduce. | El ciclo de fabricación de moldes metálicos es largo y el costo elevado; el molde no es respirable y es necesario tomar medidas para sacar el gas de la cavidad. |
Aplicación: Es adecuado para la producción en masa de piezas fundidas de aleaciones no ferrosas, como aleaciones de aluminio y aleaciones de magnesio con formas complejas. También es adecuado para la producción de lingotes y piezas fundidas de metal de hierro y acero.
11.Fundición a alta presión
Este método aprovecha al máximo la alta presión, la velocidad y el calor, lo que lo convierte en una opción adecuada para cualquier industria en la que trabaje. Fundición a alta presión vierte rápidamente metal fundido en un molde con ajustes de presión y volumen específicos, lo que da como resultado un producto impecable, producido de manera eficiente y fácilmente replicable. Debe prestar mucha atención a la configuración correcta de su máquina para asegurarse de que las formas se llenen y enfríen correctamente y se representen de la manera que las necesita. La fundición a alta presión se puede utilizar en una variedad de aplicaciones. , desde fabricar juguetes hasta fabricar piezas para automóviles o electrodomésticos.
| Ventajas | Contras |
| Alta eficiencia de producción, dimensiones de fundición precisas y buen acabado superficial. | Gran inversión en equipos, alto costo del molde; Baja vida útil del molde cuando se funde a presión una aleación con un alto punto de fusión. |
Aplicación: Se utiliza principalmente para producir piezas fundidas de metales no ferrosos, especialmente piezas fundidas de aleaciones de aluminio, que se utilizan ampliamente en automóviles, electrónica, comunicaciones y otros campos.
12.Fundición a baja presión
En comparación con la tecnología de fundición a alta presión, La fundición a baja presión utiliza una presión relativamente baja para completar la fundición. y proceso de enfriamiento del metal fundido. Este proceso es particularmente adecuado para producir piezas que requieren mayor resistencia y durabilidad. En la fundición a baja presión, el flujo continuo de metal garantiza una forma precisa de la pieza y un llenado uniforme. Si las características de la pieza que busca incluyen complejidad estructural, suavidad de la superficie y bordes y contornos afilados, entonces la fundición a baja presión es sin duda una opción que vale la pena considerar. Sin embargo, si tiene requisitos estrictos para diseños de paredes delgadas y ciclos de producción rápidos, la fundición a baja presión puede no ser el método más apropiado. Aún, La fundición a baja presión se utiliza en una amplia gama de aplicaciones. , produciendo piezas que van desde cortadores de galletas a presión para cocinas hasta ruedas de vehículos y culatas de cilindros de maquinaria.
| Ventajas | Contras |
| La presión y la velocidad durante el vertido se pueden ajustar, lo que es adecuado para diversas aleaciones y piezas fundidas de varios tamaños; el metal fundido se llena suavemente sin salpicaduras, lo que mejora la tasa de paso de las piezas fundidas; la intensidad del trabajo es baja y las condiciones de trabajo son buenas. | El equipamiento es relativamente complejo y la inversión es grande. |
Aplicación: Se utiliza principalmente para producir aleaciones de aluminio, aleaciones de magnesio y otras piezas fundidas de metales no ferrosos, ampliamente utilizadas en automóviles, aeroespacial, barcos y otros campos.
¿Cómo se comparan los diferentes tipos de fundición de metales?
Cada método de fundición tiene sus ventajas y desventajas, y estos métodos de fundición difieren en precisión, velocidad, costo, aplicación, etc.
| método de fundición | Exactitud | Velocidad | Costo | Solicitud |
| Fundición en arena | medio | medio | bajo | Adecuado para piezas fundidas de diversos tamaños, formas y materiales, especialmente estructuras grandes y complejas. |
| el casting | alto | alto | medio a alto | Industria automotriz, industria de instrumentos, electrónica, equipos médicos, etc., adecuados para producción en masa. |
| fundición de inversión | muy alto | medio a bajo | más alto | Palas de motores de aviación, piezas de precisión, etc., adecuadas para piezas fundidas de formas complejas y de alta precisión |
| colada continua | medio a alto | alto | bajo a medio | Producción de acero, hierro fundido, aleaciones de aluminio y otros materiales metálicos, especialmente indicados para piezas fundidas de gran tamaño. |
| Fundición de espuma perdida | alto | medio | medio | Adecuado para la producción de piezas fundidas con estructuras complejas y tamaños relativamente precisos, y el tipo de aleación no está limitado |
| Fundición de conchas | alto | alto | medio a alto | Producción de piezas de alta precisión, como impulsores de motores de aviones, camisas de cilindros de motores de automóviles, etc. |
| Exprimir fundición a presión | alto | medio a alto | medio a alto | Adecuado para aleaciones de aluminio, aleaciones de zinc, aleaciones de cobre, etc., y puede producir piezas con formas complejas. |
| Fundición a presión al vacío | alto | alto | más alto | Mejorar las propiedades mecánicas y la calidad de la superficie de las piezas fundidas a presión, adecuado para piezas fundidas con alta calidad superficial y requisitos de rendimiento. |
| Fundición a presión por gravedad | medio | medio a bajo | bajo a medio | Adecuado para piezas de fundición pequeñas y medianas, especialmente la fundición de aleaciones de aluminio y aleaciones de magnesio. |
| Fundición a alta presión | alto | alto | más alto | Adecuado para producir piezas fundidas de alta calidad y precisión, como piezas de motores de automóviles. |
| Fundición a baja presión | alto | medio a alto | medio a alto | Adecuado para productos tradicionales como culatas, cubos de rueda y bastidores de cilindros. |
| fundición centrífuga | medio a alto | medio | bajo a medio | Produce piezas fundidas tubulares largas y piezas huecas, como fundición de tuberías, metalurgia, minería y otros campos. |
Resumen
Los principales tipos de fundición de metales incluyen fundición en arena, fundición a presión, fundición a la cera perdida, colada continua, fundición a espuma perdida, fundición en carcasa, fundición a presión, fundición a presión al vacío, fundición por gravedad, fundición a alta presión, fundición a baja presión y fundición centrífuga. Cada tipo tiene Tiene sus ventajas y ámbito de aplicación únicos. En aplicaciones prácticas, se debe seleccionar el método de fundición apropiado en función de los requisitos específicos de la fundición, las condiciones de producción, la economía y otros factores para obtener piezas fundidas de alta calidad.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


