金属铸造是将金属熔炼成符合一定要求的液体,浇注到铸型中,然后冷却、凝固、清理,获得具有预定形状、尺寸和性能的铸件的过程。该工艺作为现代机械制造业的基本工艺之一,有着悠久的历史和广泛的应用。随着科学技术的不断发展,金属铸造工艺根据不同的需要逐渐发展出多种类型。本文旨在深入探讨各类金属铸造,揭示其背后的工艺原理、技术特点和适用场景,为读者打开一扇了解金属成形奥秘的大门。
什么是金属铸造?
金属铸造是一种制造过程这涉及将熔融金属倒入模具中以创建 3D 金属零件。模具包含所需几何形状的型腔,熔融金属冷却形成凝固部件。
“铸造”一词也指通过铸造工艺制成的零件,其历史可以追溯到 6000 年前。从历史上看,铸造工艺曾被用来制造复杂的大型零件,而使用其他制造工艺制造这些零件会很困难或成本高昂。
铸造是复杂几何形状的首选因为与例如相比,它更具成本效益并且过程更简单数控加工。但铸造也因其快速的周转时间和大的生产能力而广泛用于最简单的形状。如今,铸造产品的使用如此广泛,无论您处于什么环境,都无法避免使用铸造产品。铸造金属产品的一些例子包括发动机缸体、消防栓、电动机、工具、交通灯、沙井、管道、阀门和各种配件。
金属铸造的主要类型有哪些?
金属铸造的主要类型包括砂型铸造、压铸、熔模铸造、连续铸造、消失模铸造、壳型铸造、挤压铸造、真空压铸、重力铸造、高压铸造、低压铸造和离心铸造。接下来,让我们详细了解这些铸造类型:
1.砂型铸造
砂型铸造是一种通用铸造工艺,可用于铸造任何金属合金,无论是黑色金属还是有色金属。广泛应用于发动机缸体、缸盖、曲轴等汽车金属铸造件等工业单位的批量生产。
该工艺使用由硅基材料制成的模具,例如天然粘结砂或合成砂,以形成光滑的模具表面。模具表面有两部分,上模(上部)和下模(下部)。浇注杯用于将熔融金属倒入模具中,并在模具中凝固形成最终形状。最后,修剪掉多余的金属以完成最终的金属铸造产品。
砂型铸造的优点和缺点:
| 优点 | 缺点 |
| 小批量的成本效益:它是中低批量生产的理想选择,因为与其他铸造类型相比,它相对便宜。 | 尺寸精度较低:与其他铸造类型相比,零件的尺寸精度较低,表面光洁度较粗糙。这通常需要额外的加工。 |
| 灵活的设计选项:可以生产各种形状和尺寸,从非常小的零件到大型部件。 | 更大的材料浪费:由于砂模无法重复使用,因此与其他铸造方法相比,它们会导致更高的材料浪费。 |
| 材料多功能性:铸造几乎任何金属合金。 | 孔隙风险:铸件存在较高的孔隙风险,这会影响机械性能。 |
| 易于设置和设备:不需要太多设备,并且比其他铸造技术更便宜,使其更适合小规模操作。 | 后处理要求:可能需要大量精加工,例如磨削和机械加工,以达到所需的光洁度。 |
| 大型零件的理想铸件:特别适合制造使用其他铸造方法难以生产或成本高昂的大型零件。 | 延长周期时间:如果过程较慢,则可以延长生产周期,特别是在模具的准备和干燥方面。 |
用途:广泛应用于汽车、机械、造船、建筑等工业领域生产各种大型、形状复杂的铸件。
2.选角
虽然砂型铸造可以熔化熔点较高的合金,但您可以使用压铸来塑造熔点较低的金属。将材料从固体变为热熔融液体后,您可以将其注入由硬化钢制成的长寿命压铸模具中。这些工具由型腔、型芯组成,有时还由镶件组成。与塑料注射成型不同,铸造后加工侧面特征有时比使用侧面动作更可行。压铸的历史可以追溯到 19 世纪。
自从它在制造业中出现以来,已经开发了两种类型的程序供您使用。第一个是热室,机器内有一个内置熔炉来熔化材料。如果您使用冷室工艺(第二个程序),则需要在单独的熔炉中熔化材料,然后将熔化的材料移入注射室。您可以采用压铸来大批量生产航空航天和汽车零部件以及玩具、家具和电子产品。压铸是通过龙盛的核心服务提供的,可以通过即时报价引擎创建报价。
压铸的优点和缺点:
| 优点 | 缺点 |
|---|---|
| 高生产率:非常适合周期时间短的大规模生产。 | 初始成本高:压铸机和模具价格昂贵,因此对于小批量生产来说并不经济。 |
| 高尺寸精度生产高精度且一致的零件,通常减少或消除额外加工的需要。 | 有限的材料选择:主要适用于铝、镁和锌等有色金属材料。由于黑色金属的熔点较高,因此较少使用。 |
| 良好的表面光洁度:大多数零件具有光滑的圆形表面,可能只需要进行轻微的精加工。 | 气穴和结构完整性:零件可能有小气穴(孔隙率),这会影响表面光洁度。 |
| 复杂零件设计:允许创建和制造复杂的形状、复杂的形状和复杂的细节。 | 压铸仅限于壁较薄的零件虽然能够生产形状复杂的零件,但它通常不适用于壁很厚的零件。 |
| 自动化流程:可以降低劳动力成本,提高一致性和可重复性,并且可以高度自动化。 | 模具热疲劳:反复加热和冷却会导致热疲劳。这可能会缩短模具的寿命。 |
| 最大限度减少浪费:有效利用材料,并可以回收多余或废料。 | 尺寸限制:最适合小型和中型组件。较大的零件制造起来更困难,也更昂贵。 |
用途:主要用于生产铝合金、锌合金、镁合金等有色金属铸件,广泛应用于汽车、电子、通讯、医疗器械等领域。
3.熔模铸造
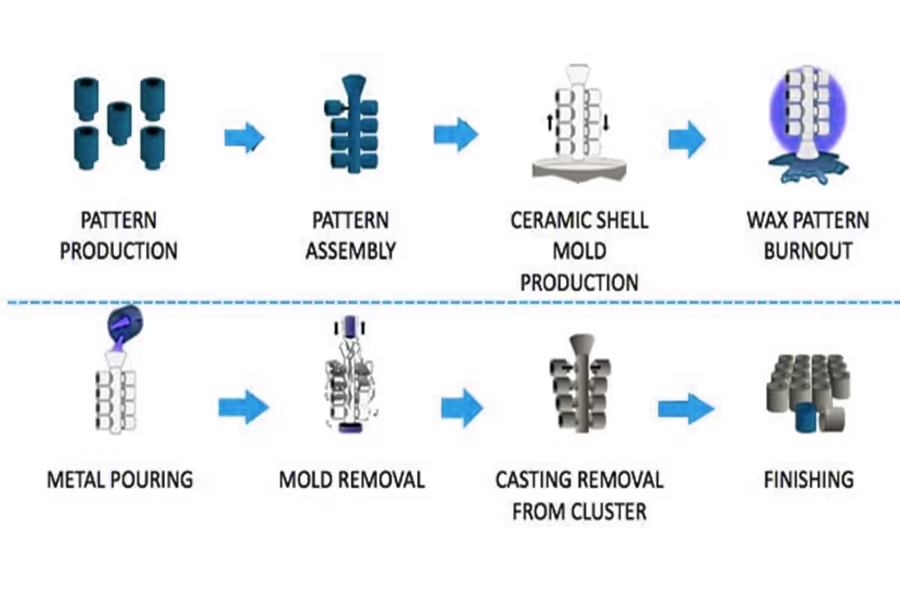
熔模铸造,也称为失蜡铸造,使用涂有陶瓷材料的一次性蜡模,固化成铸件的形状。该铸造过程的第一步是制作蜡模,通常由蜡或塑料制成。由于该过程需要精确的测量,多次试验和错误使得熔模铸造成为一种昂贵的制造过程。将蜡倒入模具中,小心取出,然后涂上粘合剂或耐火材料,形成厚壳。此外,主门上还组装了多种模型。一旦外壳硬化,将模型翻转并在烤箱中加热以去除蜡。将熔融金属倒入剩余的外壳中并凝固成蜡模的形状。此外,耐火外壳被折断,露出成品铸件。这种铸造工艺通常用于制造发电、汽车和航空航天部件。
熔模铸造的优点和缺点:
| 优点 | 缺点 |
| 高精度和准确度高:生产具有出色表面光洁度和尺寸精度的零件,减少二次加工操作的需要 | 成本较高:由于制作蜡模和陶瓷模具所涉及的材料和劳动力成本,熔模铸造的成本高于其他铸造类型。 |
| 复杂的几何形状:能够创建具有复杂细节和复杂几何形状的零件,否则使用其他铸造方法可能会具有挑战性或不可能。 | 更长的交货时间:由于该工艺涉及多个步骤,因此与其他铸造工艺相比,其交货时间可能会显着延长。 |
| 多功能材料选择:非常适合生产各种金属和高性能合金,例如不锈钢铸件、其他钢铸件和镍基合金铸件。 | 尺寸限制:这种技术最适合较小的零件;使用这种方法制造较大的组件可能具有挑战性且成本高昂。 |
| 光滑的表面光洁度:光滑的表面光洁度需要最少的表面光洁度,从而节省后处理的时间和成本。 | 蜡模制作:每个铸件都需要自己的蜡模,这会增加时间和成本。 |
| 减少材料浪费:由于其精度,该工艺可确保最大限度地减少材料浪费,使其更加环保。 | 产能有限:更适合中小型生产。 |
应用:适合生产形状复杂、精度要求高、加工难度大的小型零件,如涡轮发动机叶片、医疗器械部件等。
4.离心铸造
离心铸造,也称为旋转铸造,是工业上利用离心力制造圆柱形零件的工艺。这种类型的金属铸造使用预热的旋转模具,将熔融金属倒入其中。离心力有助于在高压下分散模具内的熔融金属。
离心铸造有真离心铸造工艺、半离心铸造工艺和立式离心铸造工艺三种。半离心铸造与真正的离心铸造的不同之处在于它使用浇口来完全填充模具。然而,在真正的离心铸造中,熔融金属由于连续旋转而粘在侧面。相比之下,立式离心铸造,顾名思义,采用定向成型,遵循与真正的离心铸造相同的工艺。
通常,离心铸造产生类似于圆柱体的旋转形状。特别是轴承、离合器片、活塞环和缸套等零件。此外,在模具中心浇注金属有助于减少孔隙、收缩和气穴等缺陷。然而,它并不适用于所有类型的金属合金。
离心铸造的优点和缺点:
| 优点 | 缺点 |
|---|---|
| 高材料纯度:离心力将杂质推向铸件的内表面,从而产生缺陷更少的更高纯度的铸件。 | 形状复杂度有限:最适合圆柱形。相比之下,使用其他铸造方法可能难以实现复杂的几何形状。 |
| 良好的机械性能:高密度铸造件具有优越的机械性能。 | 尺寸限制:对于中小型零件更有效。大型铸件更加困难且成本更高。 |
| 减少二次加工:与其他方法相比,需要更少的机械加工和精加工,因为表面光洁度和尺寸精度通常都很好。 | 设备成本:对专用离心铸造机械的需求可能会导致较高的初始投资成本。 |
| 节省材料的使用:该方法节省材料,因为它可以精确控制铸件的厚度。 | 所需操作技能:这需要熟练的操作员精确控制速度和温度,这增加了操作复杂性。 |
| 材料多功能性:可与多种金属和合金配合使用。这允许更大的材料灵活性。 | 安全问题:高速旋转模具存在安全风险,需要严格的安全设备。 |
用途:主要用于生产圆柱形铸件,如铸铁管、缸套等,广泛应用于冶金、矿山、交通、排灌机械、航空、国防和汽车等行业。
5.连铸
连续铸造是一种先进的铸造方法。其原理是将熔融金属连续倒入称为结晶器的特殊金属模具中。凝固(结壳)的铸件从结晶器的另一端连续浇出。将其从一端拉出,即可得到任意长度或特定长度的铸件。
连续铸造的优点和缺点:
| 优点 | 缺点 |
| 生产效率极高,金属利用率高,铸件组织均匀,力学性能良好。 | 只能生产断面不变的长铸件,应用范围受到限制。 |
用途:主要用于生产钢、铁、铜合金、铝合金、镁合金等截面形状恒定的长铸件,如钢锭、板坯、棒坯、管材等。
6.消失模铸造
消失模铸造与熔模铸造相似,只不过它使用泡沫代替蜡作为模型。模型成型后,通过浸渍、涂覆、喷涂或刷涂的方式涂上耐火陶瓷。然后将熔融金属倒入模具中以形成所需的产品。
| 优点 | 缺点 |
| 铸件质量好、成本低;无材质限制,适合各种尺寸;尺寸精度高,表面光滑;内部缺陷大大减少,结构致密。 | 该工艺相对复杂,需要专门的设备和材料。 |
应用范围:广泛应用于汽车、机械、航空航天、造船等工业领域,生产各种复杂形状的铸件。
7. 外壳铸造
壳型铸造这个名称是指在加热的金属模型周围铸造硅砂和树脂壳的工艺。然后,您可以拆下外壳并将熔融金属倒入型腔中。您可能想知道为什么选择壳型铸造而不是砂型铸造,特别是考虑到壳型铸造在某些情况下更昂贵。外壳铸造可以为您提供更精确的产品尺寸、更好的外观和更大的数量,同时减少劳动力。
| 优点 | 缺点 |
| 铸造精度高、表面光洁度高、内部组织致密、生产效率高。 | 壳式的生产成本高,模具尺寸有限。 |
用途:主要用于生产高精度、高要求的金属零件,如飞机涡轮叶片、汽车发动机缸体和缸盖等。
8. 挤压压铸
它是使液态或半固态金属在高压下凝固流动成形,直接获得工件或毛坯的方法。具有液态金属利用率高、工艺简化、质量稳定等优点。是一种具有潜在应用前景的节能金属成形技术。
| 优点 | 缺点 |
| 铸件组织致密,力学性能高;表面粗糙度低,尺寸精度高;液态金属利用率高,工艺简化。 | 设备投资大、工艺复杂。 |
用途:主要用于生产铝合金、锌合金、铜合金等金属零件,广泛应用于汽车、航空航天、电子等领域。
9.真空压铸
真空压铸是一种先进的压铸工艺,通过在压铸过程中抽出压铸模具型腔内的气体,消除或显着减少压铸件中的气孔和溶解气体,从而提高压铸件的机械性能和表面质量。
| 优点 | 缺点 |
| 消除或减少压铸件内部的气孔,提高压铸件的机械性能和表面质量;改善充型条件,可压铸较薄的铸件。 | 模具密封结构复杂,制造和安装困难,成本高。 |
用途:主要用于生产对表面质量和机械性能要求较高的铸件,如航空航天领域的零件、精密机械部件等。
10.重力铸造
这个过程利用了我们每天经历的物理定律。重力压铸需要您涂覆模具的型腔,倒入热金属,然后等待重力发挥作用,引导材料流入和向下流动,并使其冷却和凝固。无论是手动还是自动完成,此过程都会比其他过程花费更长的时间,但您会发现它相对便宜并且非常适合创建光滑的饰面。如果您想制造适用于厨具、照明和汽车的小零件,这是一个不错的选择。
| 优点 | 缺点 |
| 铸件组织致密,机械性能高;尺寸精度高、表面粗糙度低;生产环境较好,劳动强度降低。 | 金属模具制造周期长、成本高;模具不透气,需要采取措施将型腔内的气体引出。 |
用途:适用于形状复杂的铝合金、镁合金等有色合金铸件的大批量生产。也适用于钢铁金属铸件、钢锭的生产。
11.高压铸造
这种方法充分利用了高压、速度和热量,使其成为您从事的任何行业的合适选择。高压铸造在特定的压力和体积设置下将熔融金属快速倒入模具中,从而生产出完美无瑕、高效生产且易于复制的产品。您需要密切注意机器的正确设置,以确保正确填充和冷却形状并按照您需要的方式进行渲染。高压铸造可用于多种应用,从制造玩具到制造汽车或电器零件。
| 优点 | 缺点 |
| 生产效率高,铸件尺寸准确,表面光洁度好。 | 设备投资大,模具成本高;高熔点合金压铸时模具寿命低。 |
用途:主要用于生产有色金属铸件,特别是铝合金铸件,广泛应用于汽车、电子、通讯等领域。
12.低压铸造
与高压铸造技术相比,低压铸造采用相对较低的压力来完成铸造以及熔融金属的冷却过程。该工艺特别适合生产需要更高强度和耐用性的零件。在低压铸造中,金属的连续流动确保了精确的零件形状和均匀的填充。如果您正在寻找的零件特性包括结构复杂性、表面光滑度以及锋利的边缘和轮廓,那么低压铸造无疑是一个值得考虑的选择。然而,如果您对薄壁设计和快速生产周期有严格要求,低压铸造可能不是最合适的方法。仍然,低压铸造应用广泛,生产从厨房用压力饼干切割机到车轮再到机械气缸盖等各种零件。
| 优点 | 缺点 |
| 浇注时的压力和速度均可调节,适合各种合金和各种尺寸的铸件;金属液充填顺畅,不飞溅,提高了铸件的合格率;劳动强度低,劳动条件好。 | 设备相对复杂,投资较大。 |
用途:主要用于生产铝合金、镁合金等有色金属铸件,广泛应用于汽车、航空航天、船舶等领域。
不同金属铸造类型如何比较?
每种铸造方法都有其优点和缺点,这些铸造方法在精度、速度、成本、应用等方面有所不同。
| 铸造方法 | 准确性 | 速度 | 成本 | 应用 |
| 砂型铸造 | 中等的 | 中等的 | 低的 | 适用于各种尺寸、形状、材质的铸件,特别是大型、复杂结构的铸件 |
| 铸造 | 高的 | 高的 | 中到高 | 汽车行业、仪器仪表行业、电子、医疗器械等,适合批量生产 |
| 熔模铸造 | 非常高 | 中到低 | 更高 | 航空发动机叶片、精密零件等,适用于高精度、形状复杂的铸件 |
| 连续铸造 | 中到高 | 高的 | 低到中 | 生产钢、铸铁、铝合金等金属材料,特别适合大型铸件 |
| 消失模铸造 | 高的 | 中等的 | 中等的 | 适合生产结构复杂、尺寸比较精密的铸件,且合金种类不受限制 |
| 外壳铸造 | 高的 | 高的 | 中到高 | 高精度零件生产,如飞机发动机叶轮、汽车发动机缸套等。 |
| 挤压铸造 | 高的 | 中到高 | 中到高 | 适用于铝合金、锌合金、铜合金等,可生产形状复杂的零件 |
| 真空压铸 | 高的 | 高的 | 更高 | 提高压铸件的力学性能和表面质量,适用于表面质量和性能要求较高的铸件 |
| 重力铸造 | 中等的 | 中到低 | 低到中 | 适用于中小型铸件,特别是铝合金、镁合金的铸造 |
| 高压铸造 | 高的 | 高的 | 更高 | 适合生产汽车发动机零部件等高质量、高精度铸件 |
| 低压铸造 | 高的 | 中到高 | 中到高 | 适用于缸盖、轮毂、缸架等传统产品 |
| 离心铸造 | 中到高 | 中等的 | 低到中 | 生产长管状铸件和空心铸件,如铸管、冶金、矿山等领域 |
概括
金属铸造的主要类型包括砂型铸造、压铸、熔模铸造、连续铸造、消失模铸造、壳型铸造、挤压铸造、真空压铸、重力铸造、高压铸造、低压铸造和离心铸造。每种类型都有其独特的优点和适用范围。在实际应用中,应根据铸件的具体要求、生产条件、经济性等因素,选择合适的铸造方法,以获得高质量的铸件。
📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


