
كثيرًا ما يُطلب من مصنّعو آلات التفريز باستخدام الحاسوب (CNC) تعلّم كيفية صنع صنابير قطع الخيوط ، إلا أن معظمهم يُهملون صعوبة الحفاظ على دقة عالية في تحديد شكل الشفرات (2 ميكرومتر) على المعادن المُقسّاة التي تزيد صلابتها عن 62 على مقياس روكويل C. يؤدي الأسلوب التقليدي إلى حروق ناتجة عن التجليخ وتشققات في الصنابير بسبب قصوره المتأصل. ويعود السبب الرئيسي في ذلك إلى ضعف قدرة هذه المواد على تبديد الحرارة. وبدون تنسيق دقيق للمحاور الخمسة وضبط ثابت لمعدل إزالة المعدن (MRR) ، يؤدي التشوه المرن الناتج عن عملية التصنيع إلى عدم الدقة.
تقدم شركة LS Manufacturing عملية طحن CNC دقيقة لتصنيع صنابير قطع الخيوط، والتي تعالج المشكلات المذكورة أعلاه باستخدام نظام تبريد زيتي منخفض الحرارة ومسارات أدوات قابلة للتكيف، مما يوفر حلولاً متينة وعالية القوة تدوم طويلاً . ينصب تركيزنا على معالجة ومنع التلف الحراري والانحرافات الدقيقة لضمان دقة غير مسبوقة وعمر أطول للأداة. ولإنتاج صنبور قادر على تحمل الظروف القاسية، من الضروري فهم كيفية تنفيذ الشركة المصنعة المحترفة لكل جزء من عملية التصنيع بدقة متناهية.

دليل مرجعي سريع لعمليات الطحن الدقيق باستخدام الحاسوب (CNC) لتصنيع صنابير الخيوط
| المعلمة الحرجة | حلول التصنيع للأدوات عالية الصلابة |
| دقة هندسة الفلوت | باستخدام الطحن الدقيق ذي 5 محاور ، يمكننا تحقيق زوايا جرف مثالية، وزوايا حلزونية، وأشكال مزالق لإزالة أفضل للرقائق. |
| حدة فائقة وسلامة تامة | نستخدم قواطع الكربيد الدقيقة الفريدة ومسارات الأدوات الخاصة بنا لتصنيع حواف قطع حادة بدون نتوءات. |
| اتساق شكل الخيط ودرجة الميل | من خلال عملية الطحن باستخدام الحاسوب (CNC) ، يمكننا ضمان أن يظل شكل الخيط متسقًا على طول الصنبور بالكامل ( UN أو متري أو Acme ). |
| صلابة المادة (الفولاذ عالي السرعة، مسحوق المعادن، الكربيد) | يتراوح نطاق صلابة أدواتنا بين 60-65 HRC ، مما يضمن الاستقرار الأبعاد المطلوب أثناء عمليات التشغيل الآلي. |
| قياساتنا أثناء العملية | يتم قياس المعلمات الحرجة باستخدام جهاز مقارنة بصري ومجهر أداة ( القطر الرئيسي/الثانوي والخطوة ). |
| النتيجة: عمر أطول للصنبور | يؤدي التصميم الهندسي المصنّع بشكل صحيح إلى تقليل قوى القطع وتوليد الحرارة، مما يطيل عمر الأداة المستخدمة. |
| النتيجة: جودة خيوط متسقة | تُنتج عمليات التصنيع عالية الدقة أدوات موثوقة وفعالة، وتنتج خيوطًا ذات جودة عالية دون تآكل مفرط. |
تُصنّع شركتنا صنابير قطع الخيوط عالية الجودة والمتانة بفضل تقنيات الطحن المتقدمة باستخدام الحاسوب (CNC) . يضمن هذا الأسلوب دقة شكل الأخاديد وحافة القطع، وذلك بفضل استخدام معدن صلب. تُطيل هذه الصنابير عمر الأداة، وتُحسّن جودة الخيوط، وتُخفّض تكاليف الإنتاج الإجمالية. يمكنكم الاعتماد على دقة جميع دفعات الأدوات المطلوبة.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تتوفر العديد من الأدلة الإرشادية المخصصة لقوالب قطع الخيوط على الإنترنت؛ إلا أن هذه المقالة تستند إلى خبرتنا العملية اليومية، لا إلى اعتبارات نظرية. فنحن نعمل في ورشة حقيقية، حيث نواجه يوميًا تحديات التعامل مع مواد سبائك صلبة، ودقة عالية في القياسات، وأشكال معقدة. علاوة على ذلك، فإن الخبرة المتراكمة ضرورية لضمان التشغيل الناجح للأجزاء، وهي مستمدة حصريًا من معرفتنا بمعايير جمعية الألومنيوم (AAC) .
إن خبرتنا المباشرة في تصنيع صنابير قطع الخيوط باستخدام آلات CNC لمواد أصلب من HRC 62+ عبر عمليات الطحن الدقيقة هي ما أكسبنا هذه المعرفة. فنحن على دراية تامة بجميع المعايير ومسارات الطحن اللازمة ليس فقط لتجنب التسخين، بل وللحفاظ على سلامة الخيوط في فولاذ الأدوات الصلب. جميع النصائح الواردة في هذه المقالة مستمدة من خبرتنا وأخطائنا، مما يضمن فعاليتها.
استُخلصت المعلومات الواردة في هذا الدليل من خبرة عشر سنوات ، استنادًا إلى اختبارات أُجريت باستخدام برادة المعادن والسوائل المستخدمة في العملية. يتضمن نهجنا محاكاة متطورة، مستوحاة من خبراء التصنيع الرقمي مثل شركة 3D Systems . ستجد في هذا الدليل كل ما نستخدمه فعليًا في الممارسة العملية.

الشكل 1: يقوم عامل بقطع الخيوط في كتلة من الفولاذ الكربوني المتوسط لتصنيع الأدوات المخصصة أو مكونات ورشة الإصلاح.
لماذا تعتبر عملية الطحن الدقيق باستخدام الحاسوب (CNC) لقطع الخيوط المعيار الذهبي للأدوات المتينة؟
تتطلب حلول الأدوات المتينة المثلى ليس فقط تشكيل الأداة بشكل صحيح، بل أيضاً ضمان سلامة التركيب المعدني طوال عملية التصنيع. تكمن المشكلة الرئيسية في المعادن الصلبة مثل 1.3243 في أن التسخين المفرط يؤدي إلى تليين المادة، مما يقلل من متانتها. يحل الطحن الدقيق باستخدام الحاسوب (CNC) لقطع الخيوط هذه المشكلة من خلال إعادة تصميم كاملة لآليات قطع المعادن والنظام الحراري المستخدم في هذه العملية.
تخفيف الأضرار الحرارية عبر مسارات الأدوات الحلزونية
تتطلب عملية الطحن التقليدية استخدام درجات حرارة وضغط مرتفعين، مما قد يؤدي إلى زيادة التصليد. في حالتنا، نستخدم خدمات الطحن باستخدام الحاسوب (CNC) والطحن الحلقي. من خلال استخدام هذا النوع من الطحن ، يقل التفاعل بين قطعة العمل وأداة الطحن، مما يؤدي إلى انخفاض قوة القطع بأكثر من 30% . وبناءً على ذلك، يسهل الحفاظ على النظام الحراري المطلوب لضمان التصليد الثانوي للفولاذ عالي السرعة.
دمج استراتيجية سائل التبريد منخفض الحرارة
يمكن تحسين مزايا عملية التفريز باستخدام الحاسوب (CNC) بشكل كبير من خلال تطبيق أسلوب فريد في عملية التبريد. من المهم فهم أن هذه الطريقة لا تعتمد على استخدام سائل تبريد تقليدي، بل على نظام ضغط عالٍ مُصمم خصيصًا يُستخدم أثناء عمليات التفريز عالية الجودة باستخدام الحاسوب . وباستخدام هذه الطريقة، يصبح من الممكن تبريد منطقة القطع دون نقل أي حرارة زائدة إلى مركز قطعة العمل، مما يحافظ على صلابتها التي تزيد عن 62 على مقياس روكويل (HRC) .
الحفاظ على الدقة باستخدام التحكم التكيفي
لا مجال للتنازل عن دقة الخصائص الهندسية أثناء تطبيق القوة. لذا، نُطبّق أنظمة تحكم تكيفية لمعدل التغذية في عمليات التفريز باستخدام الحاسوب متعدد المحاور . يهدف النظام إلى الحفاظ على معدل إزالة معدن ثابت بغض النظر عن أي انحراف، ما يضمن تشكيل رقائق متساوية. لهذا السبب، نضمن دقة تصل إلى 2 ميكرومتر لشكل السن اللولبي بفضل التفريز باستخدام الحاسوب .
أداء مُثبت من خلال اختبارات صارمة
لقد تم اختبار استراتيجياتنا المتقدمة في مجال الطحن باستخدام الحاسوب (CNC) تجريبياً. تخضع المنتجات المصنعة بهذه الطريقة لمحاكاة دقيقة للتأكد من فعالية الأدوات. والنتيجة، بناءً على نتائجنا الداخلية، هي أن أداة التثقيب يمكنها الاحتفاظ بـ
يُوفر هذا النهج أداءً أفضل مقارنةً بخدمات الطحن باستخدام الحاسوب التقليدية، وذلك بفضل توظيف تقنيات متقدمة في نمذجة مسارات الأدوات والتحكم في درجة الحرارة، بالإضافة إلى أساليب التعويض. وتُثبت النتائج المُحسّنة، فيما يتعلق بزيادة عمر الأداة ودقتها، أننا لم ننجح فقط في حل المشكلة، بل قدمنا أيضًا حلاً تقنيًا عالي المستوى يُحقق الأداء المطلوب.

كيف يمكن لخدمات الطحن باستخدام الحاسوب (CNC) التغلب على مخاطر الانحراف في إنتاج صنابير الخيوط الرقيقة؟
تُعدّ القدرة على تصنيع صنابير لولبية رفيعة، لا سيما تلك التي يقل قطرها عن M3 ، إحدى أهمّ مهامنا التقنية، إذ تؤدي القوى الجانبية المتولدة أثناء عملية القطع حتمًا إلى انحراف الأداة، ما يُسبب بدوره أخطاءً وأضرارًا. تُقدّم خدماتنا المبتكرة في مجال الطحن باستخدام الحاسوب (CNC) حلًا لهذه المشكلة من خلال توفير دعم ميكانيكي وتعويضات على المستوى المادي، وتحويل هذا العيب إلى ميزة.
أنظمة دعم ذيل متزامنة
- التكامل مع المركز الحي: يوفر دعمًا محوريًا ثابتًا عند طحن الخيوط الدقيقة لمنع الانحناء.
- تصحيح الانحراف الديناميكي: باستخدام مسبار في الموقع، يتم تحديد المحور الدقيق لتجنب أي انحراف من البداية .
استراتيجية مسار الأدوات الذكية للصلابة المنخفضة
- تقليل التداخل الشعاعي: يساعد في التحكم في مقدار القوة الشعاعية أثناء إجراء عمليات الطحن باستخدام الحاسوب ذات الميزات الدقيقة .
- القطع المتتالية المتوازنة: ترتب القطع بطريقة تلغي تأثيرات الانحناء الناتجة عن القوى المتعارضة.
تعويض دون الميكرون من أجل الدقة
- نمذجة الانحراف والإزاحات: يطبق الإزاحات بطريقة دون الميكرون، حتى 0.005 مم أثناء خدمات طحن الصنبور CNC .
- تسلسل المحاور المتعددة المُحسَّن: يقوم بمحاذاة التحكم في عملية الطحن باستخدام الحاسوب بطريقة تجعل القوى الناتجة متوازنة مع بعضها البعض.
يمثل النهج المذكور أعلاه لإدارة الانحراف منظورًا أوسع في التصميم الهندسي. فنحن لا نقدم إجراءات التشغيل فحسب، بل نقدم أيضًا فلسفة التصنيع التي تضمن أبعادًا دقيقة لأكثر الأجزاء تعقيدًا ذات النسبة العالية بين الطول والعرض . ويعود ذلك إلى أنه يسمح لنا بتطوير صنابير فريدة تُنتج باستخدام آلات الطحن CNC الخاصة بنا لصناعة الأدوات مع ضمان التمركز التام.

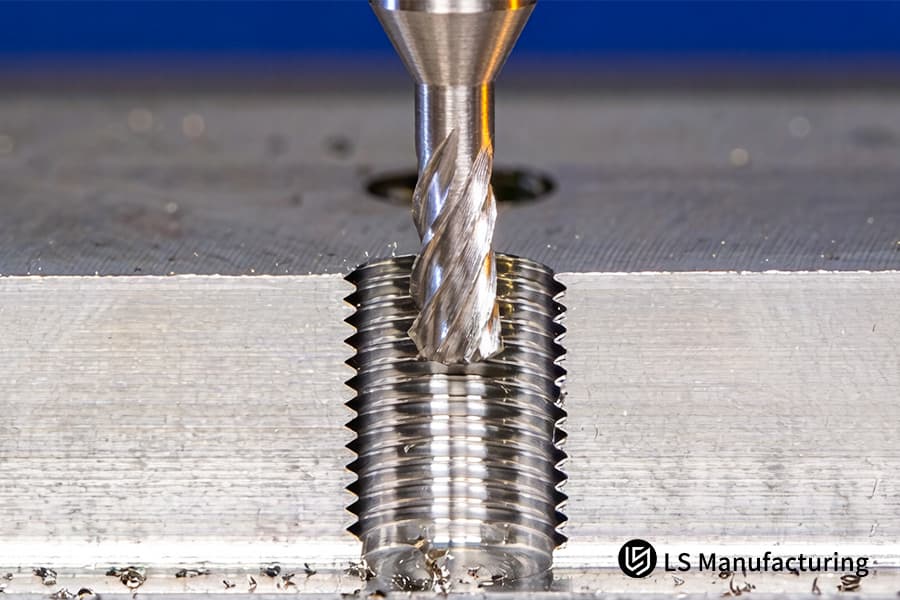
الشكل 2: عملية طحن الخيوط الدقيقة باستخدام سائل التبريد تنتج صنبورًا عالي الصلابة لتجميع معدات النفط والغاز.
ما الذي يضمن السلامة الهندسية لعملية طحن صنابير قطع الخيوط أثناء إنشاء الأشكال المعقدة؟
يتحدد عمر الصنبور بشكل أساسي من خلال هندسة أخاديده . تتطلب تصميمات الأخاديد المتقدمة، مثل صنابير الحلزون المتغير، دقة تصنيع تتجاوز ما يمكن تحقيقه بالطرق التقليدية. ستوضح هذه الوثيقة كيف يمكن لتقنية الطحن الدقيق باستخدام الحاسوب (CNC) لصنابير قطع الخيوط أن تُنتج مثل هذه الأشكال المعقدة للأخاديد. وبشكل أكثر تحديدًا، ستتناول كيفية تحسين معايير مختلفة، مثل زوايا بدء الحلزون، لتسهيل إخراج الرقائق بكفاءة، وبالتالي تقليل الاحتكاك.
| مجال التركيز | النهج التقني والنتيجة |
| إنشاء أشكال معقدة | باستخدام تقنية الطحن CNC خماسية المحاور لإنشاء أخاديد حلزونية متغيرة. |
| تحسين عملية إخلاء الرقائق | من خلال تصميم شكل المزمار بحيث يتم تقليل الاحتكاك بنسبة 25٪ . |
| ضمان اتساق الدفعات | ضمان الاتساق في عملية الإنتاج الدفعي باستخدام عملية الطحن CNC ذات الحلقة المغلقة مع فحص أثناء العملية لضمان التوحيد الهندسي داخل الدفعات المنتجة. |
| مراقبة الأسعار النهائية | استخدام الأساليب المثلى خلال المراحل الأخيرة من عمليات طحن الأخاديد الدقيقة للحصول على سطح نهائي أفضل بخصائص احتكاك منخفضة. |
تضمن هذه الطريقة موثوقية الأداء من خلال الربط المباشر بين عمليات طحن صنابير قطع الخيوط ونتائج محددة. تكمن المشكلة الرئيسية في هذه التقنية في كيفية إنتاج أشكال هندسية معقدة للأخاديد بدقة وفقًا للمواصفات المطلوبة. ويمكن ضمان عمر الأداة وثبات جودة الخيوط من خلال مستوى التحكم الدقيق، بدءًا من عمليات الطحن المتقدمة باستخدام الحاسوب (CNC) وصولًا إلى المنتج النهائي.
لماذا تختار عملية الطحن باستخدام الحاسوب (CNC) ذات الصلابة العالية لتصنيع أدوات فولاذ الكوبالت M42؟
يُعدّ تصنيع الأدوات من فولاذ الكوبالت M42 المُقسّى بالكامل (صلابة 66 على مقياس روكويل C) عمليةً بالغة الصعوبة، حيث يُشكّل التآكل الشديد للأدوات والمشاكل المرتبطة بالحرارة السببين الرئيسيين للفشل. ولإنتاج أدوات ناجحة من فولاذ M42 ، لا بدّ من اتباع استراتيجية فريدة، بالإضافة إلى تقنيات الطحن التقليدية، لضمان طول العمر والدقة. توضح الوثيقة التالية منهجيتنا في الطحن باستخدام الحاسوب (CNC) للصلابة العالية ، مُقدّمةً حلاً عملياً لتصنيع أدوات عالية الجودة من فولاذ M42 .
استراتيجية مُحسّنة للأدوات والطلاء
يبدأ الحل باختيار ركيزة وطلاء مصممين لمقاومة الحرارة. ولتحقيق هذا الغرض، نستخدم حشوات كربيد دقيقة الحبيبات مع طلاء نانو مركب خاص من AlTiN. يتيح هذا المزيج تحقيق الصلابة المطلوبة عند درجات الحرارة العالية والتشحيم اللازمين لمقاومة التآكل الناتج عن الاحتكاك والالتصاق، وهو ما يُتوقع حدوثه عند طحن مادة M42 باستخدام آلات CNC عالية الصلابة .
التحكم الدقيق في المعلمات من أجل القص المستقر
من المهم ضمان تشكيل رقائق مستقرة كوسيلة فعالة لإزالة الحرارة. تتضمن عمليتنا سرعة دوران تصل إلى 18000 دورة في الدقيقة، بالإضافة إلى معدلات تغذية مختارة بعناية وتداخل شعاعي محدود. يُمكّننا هذا من إنتاج عملية قص عالية تؤدي إلى تشكيل رقائق بكفاءة، وبالتالي نقل الحرارة مع الرقائق أثناء عملية الطحن باستخدام آلة CNC M42 .
قاعدة بيانات عمليات خاصة لتحقيق الكفاءة في التكاليف
تُتيح قاعدة بيانات فريدة من نوعها، تضمّ معايير تشغيل مُحسّنة ، حلولاً مُبتكرة لأدوات القطع عالية الصلابة . وقد نتجت هذه القاعدة عن سنوات من البحث، وتحتوي على أفضل توليفة ممكنة من السرعة والتغذية وعمق القطع لتصنيع فولاذ M42 . تُساهم هذه المعايير بشكل مباشر في خفض تكلفة الوحدة بنسبة 15%، مع إطالة عمر الأداة نفسها.
بفضل الأدوات الخاصة، والمعالجة الحرارية الفعالة، والتحكم الأمثل في المعايير، تُعدّ عملية الطحن باستخدام الحاسوب (CNC) عالية الصلابة الحل الأمثل الذي ابتكرناه. فهي تُعالج مشكلةً محددةً، ألا وهي تصنيع فولاذ M42 بنجاح وربحية. تُصبح حلول الطحن باستخدام الحاسوب (CNC) لهذه المادة خيارًا مُثبتًا لعملائنا، مما يُتيح لهم فرصةً لتحقيق عائد على استثماراتهم.
الشكل 3: طحن الأخاديد الحلزونية على صنبور فولاذي مقوى لأدوات الصناعة وتطبيقات قطع الخيوط الدقيقة.
كيف يساهم استخدام آلات التفريز CNC في تقليل أوقات التسليم لقوالب اللولبة ذات الأقطار المخصصة؟
يُعدّ التسليم السريع للأدوات المصممة حسب الطلب في عمليات التصنيع بين الشركات أمرًا بالغ الأهمية. تكمن المشكلة الشائعة في تصنيع الأدوات في استخدام عجلات التجليخ التي تتطلب معالجة مكثفة لكل تصميم. في عمليتنا، نستفيد من مرونة تقنية التفريز باستخدام الحاسوب (CNC) لتصنيع الأدوات، مما يُتيح لنا تجاوز هذه المشكلة وتقصير مدة تصنيع الصنابير المخصصة بشكل ملحوظ.
إلغاء أدوات الطحن المخصصة
- التصنيع الرقمي: يتم إنشاء الشكل الهندسي المخصص باستخدام مسارات الأدوات القابلة للبرمجة على قاطع الطحن القياسي بدلاً من شكل عجلة الطحن الخاصة.
- بدء العملية فوراً: تلغي هذه العملية أي تحضير إضافي، بما في ذلك شراء العجلة الذي يستغرق ما بين يوم واحد إلى ثلاثة أيام .
البرمجة الرقمية الرشيقة والإعداد
- برمجة CAM السريعة: تستخدم خدمات طحن CNC لدينا أحدث برامج CAM لإنتاج رمز التشغيل بسرعة بناءً على الرسومات التي يقدمها العميل.
- تسريع إنتاج النموذج الأولي: يُسهّل استخدام التكنولوجيا إنتاج النموذج الأولي في غضون 3 ساعات من استلام الرسم. ويستغرق ذلك وقتًا أقل بكثير من طرق التجليخ.
استمرارية عملية الإنتاج من النموذج الأولي إلى المنتج النهائي
- خلية إنتاج موحدة: يتم تطبيق مركز الطحن CNC المتطابق على كل من تصنيع النماذج الأولية والإنتاج التسلسلي دون تأخير أو إعادة تأهيل.
- أنظمة تثبيت القطع المعيارية: مجموعة واسعة من أنظمة تثبيت القطع المعيارية تسهل عمليات التغيير السريعة لتلبية مشاريع تسليم الأدوات المخصصة على وجه السرعة.
بفضل استخدام تقنية الطحن باستخدام الحاسوب (CNC) المرنة في تصنيع الأدوات، بدلاً من عملية الطحن التقليدية الثابتة وغير المرنة التي تعتمد على الأدوات، يتم حل مشكلة وقت التسليم فوراً في عمليات التصنيع المخصصة. نضمن تسليماً سريعاً لمنتجات الطحن المخصصة باستخدام الحاسوب ، ما يعني الحصول على العينات الأولى في غضون ساعات. يتيح نهجنا اختبار الأشكال غير القياسية في فترة زمنية قصيرة للغاية.
ما الذي يحدد دقة عملية طحن الخيوط الدقيقة للصنابير الدقيقة الطبية؟
لضمان التجميع السليم للأجهزة الطبية، يُعدّ التشطيب السطحي المثالي والهندسة الدقيقة للوصلات الدقيقة أمرًا بالغ الأهمية، إذ يُمكن لأي عيب أن يُؤثر سلبًا على أدائها. ولتحقيق سطح متوافق حيويًا بجودة مُحددة ( Ra<0.2μm )، يلزم استخدام تقنيات تصنيع دقيقة للغاية. سيشرح النص التالي عملية طحن الخيوط باستخدام الحاسوب (CNC) وهي عملية أساسية لتصنيع الأدوات الطبية .
| مجال التركيز | النهج التقني والنتائج القابلة للقياس |
| مستوى تشطيب السطح | إجراء عمليات التشطيب بالإعدادات المناسبة لتقديم تشطيب سطحي دقيق باستمرار Ra0.2μm على جوانب الخيوط. |
| التحكم في الرقائق الدقيقة والالتصاق | استخدام عملية التشحيم بكمية قليلة (MQL) لتجنب لحام الرقائق الدقيقة على الأداة أثناء عملية طحن الخيوط الدقيقة . |
| ضمان السلامة الهندسية | باستخدام تقنية الطحن CNC المتقدمة والقياسات لضمان الملاءمة المثالية وعدم وجود نتوءات وهو أمر مطلوب للتوافق الحيوي. |
| التحقق من اتساق العملية | استخدام قياس التداخل الضوئي الأبيض لتقييم والتحقق من جودة سطح كل دفعة من الأدوات الطبية . |
تعتمد تقنيتنا على تحديد الدقة من خلال ربط مباشر بين دقة طحن الخيوط ومواصفات سطح الأجهزة الطبية. وبذلك، نتغلب على مشكلة تصنيع المثاقب الدقيقة ذات الهندسة المثالية والتشطيب السطحي المتوقع، مما يسمح بإدخالها بأمان في الجهاز الطبي أثناء تصنيعه. يُعد هذا التحكم الدقيق ضروريًا للغاية لأي حلول أدوات عالية الصلابة، ويضمن الموثوقية التقنية في عمليات الطحن الدقيق باستخدام الحاسوب (CNC) للأجهزة الطبية.

الشكل 4: تقوم آلة طحن CNC بقطع خيوط دقيقة في صنبور من سبائك الصلب عالية الصلابة لتطبيقات تثبيت السيارات أو الآلات.
لماذا تعتبر خدمات طحن الصنبور باستخدام الحاسوب (CNC) أكثر موثوقية لتحقيق اتساق في الإنتاج على نطاق واسع؟
عند التفكير في الإنتاج الضخم عالي الدقة، يكمن الشاغل الرئيسي في منع تآكل الأدوات لضمان دقة متناهية تصل إلى مستوى الميكرون في جميع العمليات . يوضح ما يلي كيفية تطبيق خدماتنا لتصنيع صنابير CNC للقياسات أثناء العملية لإنشاء نظام حلقة مغلقة قادر على تصحيح تآكل الأدوات تلقائيًا لضمان اتساق تام بين الدفعات :
تطبيق نظام تحكم ذي حلقة مغلقة
يُعدّ التحكم الفوري بالتغذية الراجعة العنصر الأساسي لضمان موثوقية العمليات. في خدماتنا لتصنيع الطحن باستخدام الحاسوب (CNC) ، نستخدم تقنية الفحص أثناء العملية للتحقق من الجوانب الرئيسية لعملية التخريز، مثل ارتفاع الجانب بعد كل دورة . تُقارن هذه القياسات فورًا مع نموذج التصميم بمساعدة الحاسوب (CAD) المثالي. أي اختلاف يُكتشف، حتى لو كان بمقدار 0.01 مم فقط، يُرصد تلقائيًا، وتُعالجه الآلة وفقًا لذلك دون إيقاف العملية.
التعويض الذاتي عن تآكل الأدوات
يركز الإجراء التقني الأساسي على ما لا يمكن تجنبه. فمع حدوث التآكل في آلة الطحن، تحدد خوارزمية النظام مقدار التعويض الحجمي اللازم لضمان عملية اللولبة الصحيحة. ويُطبق عامل التعديل هذا تلقائيًا للتعويض عن التآكل. يتيح هذا النهج الحفاظ على معايير دقة الطحن باستخدام الحاسوب ، مما يضمن تجانس المنتج حتى بعد 24 ساعة من تشغيل خط إنتاج الطحن الآلي باستخدام الحاسوب ، دون أي اختلاف عن القطعة الأولى.
ضمان الاستقرار في الإنتاج على نطاق واسع
يعني اتساق المقياس تزامن نظام التحكم الكامل لعملية الطحن باستخدام الحاسوب (CNC) . يتم التحكم في الظروف البيئية وظروف التصنيع بشكل منفصل عن آلة الطحن نفسها. يضمن نظام التحكم الشامل، بدءًا من خط إنتاج الطحن باستخدام الحاسوب (CNC) وصولًا إلى مرحلة الفحص، أن توفر وثيقة قدرة العملية تقديرًا موثوقًا لأداء جميع الوحدات في دفعة طلبك، مما يزيل أي اختلافات محتملة بين الدفعات.
تؤكد هذه الوثائق على خبرتنا التقنية العميقة في حل التحدي الأساسي المتمثل في تراجع الدقة في الإنتاج الضخم. لا يكمن تميزنا التنافسي في مجرد الادعاء بالقدرة، بل في شرح تفاصيل الأنظمة الهندسية المؤتمتة - نظام التغذية الراجعة ذو الحلقة المغلقة وتعويض مسار الأدوات في الوقت الفعلي - التي تضمن اتساق الدفعات بشكل فعال. هذا هو الضمان الجوهري الخالي من المخاطر الذي نقدمه لعمليات الشراء واسعة النطاق.
شركة LS للتصنيع: صنابير HSS-Co مخصصة للفولاذ عالي القوة في صناعة السيارات - دراسة حالة عن الطحن باستخدام الحاسوب
تتعرض معدات التثقيب الشائعة للتلف المبكر في كثير من الأحيان عند استخدامها مع المواد الصلبة، مما يؤدي إلى توقفات مكلفة. تتناول دراسة الحالة التالية مشكلة تعطل أحد المكونات الأساسية في شركة LS Manufacturing لصالح أحد مصنعي قطع غيار السيارات. باستخدام تقنية الطحن CNC عالية الصلابة لتصنيع الأدوات، وتقنية الطحن CNC الدقيقة لتصميم صنابير قطع الخيوط ، حققنا طفرة هائلة في الأداء، كما هو موضح أدناه:
تحديات العميل
كان العميل يواجه مشاكل في ثقوب التثبيت في أجزاء نظام التعليق المصنوعة من فولاذ عالي الشد من الدرجة 12.9 . عادةً، تدوم أدوات التثبيت الأرضية في المتوسط 120 دورة قبل أن تنكسر، مع معدل فشل كارثي يبلغ 5% . وقد أدى ذلك إلى توقف كبير في الإنتاج حيث كان لا بد من إزالة الأجزاء الممزقة من خط الإنتاج، مما أثر على مواعيد تسليم تجميع الأجزاء الأساسية للسيارات.
حلول التصنيع LS
بدأنا حلّنا بتصميم دقيق لأداة الطحن باستخدام الحاسوب (CNC) . وقد مكّننا استخدام الطحن عالي الصلابة باستخدام الحاسوب من تطبيق هندسة مثالية للأخاديد، بزاوية حلزونية متغيرة محددة للتخلص من الاهتزازات الناتجة أثناء العمل مع المادة. علاوة على ذلك، ضمن الطحن الدقيق باستخدام الحاسوب لقطع الخيوط دقة شكل مثالية وتوزيعًا متساويًا للحمل على حواف القطع.
النتائج والقيمة
أظهرت مثقابنا الجديد المصنوع من الفولاذ عالي السرعة والكوبالت (HSS-Co) متوسط عمر افتراضي يصل إلى 450 ثقبًا ، أي بزيادة قدرها 275% عن القيمة الأولية. وفي الوقت نفسه، انخفض معدل الكسور إلى أقل من 0.1% . تمكن العميل من خفض النفقات السنوية على الأدوات بنسبة 42% وزيادة الإنتاجية في وضع الوردية الواحدة بنسبة 18% . وقد أدى المتانة المثبتة وإمكانية تشكيل الأشكال الهندسية المعقدة باستخدام تقنية CNC إلى اختيارنا كمورد وحيد للمثاقب المتخصصة.
هذه دراسة حالة تُبرز منهجنا الهندسي في التغلب على بعض أصعب مشاكل التصنيع، وذلك بفضل قدرتنا على ابتكار عمليات فعّالة باستخدام تقنيات الطحن CNC المتقدمة في صناعة الأدوات. لن تقتصر خدمات LS Manufacturing على توفير الأدوات فحسب، بل ستوفر أيضًا عمليات معتمدة لتلبية أصعب المتطلبات.
حقق عمرًا افتراضيًا يصل إلى 450 ثقبًا ومعدل كسر لا يتجاوز 0.1%. أرسل مواصفاتك للحصول على حلول طحن CNC.

الأسئلة الشائعة
1. ما هي المواد التي يمكن لشركة LS Manufacturing التعامل معها لحلول الأدوات عالية الصلابة؟
تكمن تخصصاتنا في إنتاج الفولاذ عالي السرعة HSS-E و HSS-Co وحتى ASP باستخدام تقنية تعدين المساحيق، حيث تصل صلابته إلى HRC 68، مما يحافظ على حدة حواف القطع في درجات حرارة عالية للغاية.
2. كيف تضمن خدمات الطحن باستخدام الحاسوب (CNC) دقة الخطوة لقوالب الخيوط؟
تُستخدم تقنية التغذية الراجعة للمشفر الخطي ذي الحلقة المغلقة بالكامل في خدمات الطحن باستخدام الحاسوب (CNC) لتقليل الانحراف الناتج عن التمدد الحراري أثناء عملية الطحن إلى 0.002 مم ، وبالتالي ضمان توافق صنابيرنا مع معايير ISO من الفئة 1-3 .
3. هل يمكنك تقديم خدمات الطحن باستخدام الحاسوب (CNC) للحنفيات التي تحتوي على قنوات تبريد داخلية؟
نعم، نحن في شركة LS Manufacturing نقدم عمليات متكاملة تشمل حفر الثقوب العميقة وقدرات التشغيل الدقيق لإنشاء صنابير مزودة بفتحات تبريد داخلية للمساعدة في إزالة الرقائق بشكل أسرع.
4. ما هو الوقت اللازم لإنتاج عينة من الحنفية باستخدام خدمات الطحن الدقيق CNC الخاصة بكم؟
إن الوقت اللازم لإنتاج أول عينة معالجة حرارياً للطحن والتصنيع حسب الطلب هو 48 ساعة فقط بعد تأكيد بيانات التصميم بمساعدة الحاسوب (CAD).
5. لماذا نختار عملية الطحن بدلاً من عملية التجليخ التقليدية لتصنيع صنابير الخيوط؟
تشمل مزايا الطحن زيادة المرونة في التصميم مثل أخاديد الرقائق مع منع احتراق الطحن وبالتالي زيادة قوة تحمل الإجهاد بنسبة 20٪ .
6. هل تقدمون طلاءات متخصصة كجزء من حلول الأدوات عالية الصلابة؟
تشمل هذه الطلاءات TiAlN و TiCN و DLC فائق الصلابة ، ونحن نقدم هذه الخدمات داخليًا لضمان خصائص التشحيم المثلى لصنابيرنا لمجموعة متنوعة من المعادن.
7. ما هو أقصى قطر تدعمه خدمات طحن الخيوط الدقيقة لديكم؟
نحن متخصصون في استخدام مراكز الطحن المتزامنة ذات 5 محاور لصنع صنابير مخصصة بجميع أنواع الأبعاد، حيث أن آلاتنا قادرة على إنتاج صنابير بأقطار تتراوح بين M1 و M120.
8. كيف يمكنني الحصول على عرض أسعار تنافسي لخدمات طحن أدوات CNC من شركة LS Manufacturing؟
يجب عليك إرسال رسوماتك أو متطلباتك المتعلقة بالصنبور عبر موقعنا الإلكتروني الرسمي، وسيقدم فريق الخبراء لدينا عرض أسعار رسمي لطحن CNC في غضون 12 ساعة.
ملخص
يتطلب تصنيع صنابير لولبية عالية الأداء مهارة فنية وهندسة دقيقة للمواد وعمليات تصنيع رقمية متطورة. تعالج عملية التصنيع المتقدمة باستخدام الحاسوب (CNC) لدينا العديد من المشاكل، بما في ذلك التلف الناتج عن الحرارة والأخطاء في أبعاد المعادن عالية الصلابة. بالإضافة إلى تصنيع الأدوات، نستخدم خبرتنا الواسعة في مجال أدوات المعادن عالية الصلابة لحل مشكلات فشل الأدوات ومحدودية الكفاءة في خط إنتاجك. كل قرش تنفقه سيُترجم إلى زيادة في قدراتك الإنتاجية.
هل تواجهون مشاكل متكررة مع أدوات القطع عالية الصلابة التي تنكسر أثناء عملية التثقيب؟ لا تدعوا الأدوات الرديئة تعيق إنتاجية نظام الإنتاج الآلي لديكم. تواصلوا فورًا مع مهندسي ماكينات التفريز CNC في شركة LS Manufacturing واحصلوا على "خطة تحسين الأدوات" الحصرية. احصلوا على إجابات لأسئلتكم الآن، واحصلوا على مراجعة مجانية لـ"تصميم قابل للتصنيع" عند طلبكم الأولي؛ أرسلوا لنا رسوماتكم الفنية الآن لبدء رحلتكم نحو عملية تثقيب عالية الكفاءة.
توقف عن كسر الصنابير. زد عمر الأدوات بنسبة 275% باستخدام تقنية الطحن CNC الدقيقة الخاصة بنا لصنابير الخيوط.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


