
Обработка акрила на станках с ЧПУ часто приводит к дефектам, таким как растрескивание, белые кромки и помутнение. Это заставляет многие предприятия снижать цены и принимать возвраты, что серьезно сказывается на прибыли и репутации. Причина кроется в недостаточном знании ПММА у специалистов, занимающихся традиционной обработкой, что приводит к неправильной обработке и серьезным отклонениям в отношении оснастки, параметров и управления тепловым режимом.
Компания LS Manufacturing фокусируется на применении материаловедения и технологических инноваций в стремлении к всестороннему контролю качества , создавая систему прецизионной обработки акрила оптического класса для получения зеркальной поверхности, повышающей ценность продукции. Чтобы сэкономить ваше время, далее мы подробно проанализируем , как эта технологическая система поднимает обработку акрила с уровня простого «производства» на новый уровень, известный как «качественное производство».

Справочная таблица по технологии обработки акрила на станках с ЧПУ
| Классификация модулей | Краткое содержание основного материала |
| Проблемные моменты в обработке материалов | В процессе обработки акрила часто возникают дефекты, такие как трещины, белые кромки и помутнение. |
| Коренные причины | Неправильное применение методов металлообработки; игнорирование/несоблюдение термической чувствительности материала . |
| Выбор инструмента | Используйте специальные однолезвийные инструменты , разработанные для оптимизации угла заточки и конструкции канавки для стружки. |
| Параметры резки | Контролируйте скорость вращения шпинделя и скорость подачи. Используйте небольшую глубину резания и приступайте к послойной резке. |
| Регулировка температуры | Для предотвращения перегрева и деформации необходимо использовать воздушное охлаждение или легкую смазку . |
| Зажимное решение | Специально разработанные гибкие зажимные приспособления равномерно распределяют усилие зажима. |
| Индекс качества | Шероховатость поверхности < 0,01 мкм , светопропускание > 92% . |
Обработка акрила на станках с ЧПУ требует специализированной технологической системы. Ее суть заключается в решении проблем, связанных с термочувствительностью и хрупкостью материала. Систематическое сочетание специализированного инструмента, точных параметров, научного контроля температуры и гибкого зажима позволяет эффективно избегать дефектов обработки и достигать оптического качества поверхности . Таким образом, значительно повышается выход годной продукции и добавленная стоимость, обеспечивая надежную гарантию производства высококачественных акриловых изделий.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Техническая основа данного руководства базируется на десятилетнем опыте компании LS Manufacturing в области прецизионной обработки акрила на станках с ЧПУ . В процессе разработки этого процесса мы постоянно консультировались со стандартами, опубликованными SME , по обработке полимеров, и использовали базу данных материалов Granta Design CES EduPack для проверки параметров производительности ПММА.
Благодаря накопленному опыту работы с 5- осевыми станками с ЧПУ , мы создали специализированные библиотеки инструментов, библиотеки параметров контроля температуры и решения для мониторинга напряжений для различных марок акрила . Таким образом, мы эффективно решили распространенную в отрасли проблему белых кромок и трещин. На основе практических данных, полученных в ходе более чем 300 проектов по обработке акрила с высокой точностью, мы разработали комплексную технологическую систему, охватывающую выбор материала, планирование траектории движения инструмента и контроль качества поверхности.
Этот опыт позволил нам глубоко понять баланс между термочувствительностью, хрупкостью и оптическими требованиями к материалам из ПММА. Все методы, описанные в данном руководстве, были проверены в ходе реального массового производства и направлены на то, чтобы помочь читателям систематически освоить ключевые технические аспекты изготовления деталей из акрила оптического качества , избежать распространенных проблем с качеством и быстро повысить стабильность качества обработки.

Рисунок 1: Тщательно изготовленные образцы акрила для демонстрации материала, представленные компанией LS Manufacturing.
В чём уникальность обработки акрила с точки зрения высокоточной обработки?
Что такое обработка акрила на станках с ЧПУ ? Обработка акрила на станках с ЧПУ — это высокоточная технология обработки, требующая глубоких знаний в области материаловедения . Ее уникальность обусловлена фундаментальными различиями между ПММА и металлами на уровне материаловедения, которые в первую очередь проявляются в трех ключевых аспектах: их различной молекулярной структуре, механических свойствах и термическом поведении.
Характеристики структуры материала
Акрил — это аморфный полимер, цепи которого расположены в пространстве случайным образом, что резко контрастирует с кристаллическими структурами металлов. Это структурное свойство объясняет очень хрупкую природу акрила; следовательно, при механической обработке акриловый материал будет вести себя в условиях хрупкого разрушения, а не пластической деформации. Кроме того, низкая температура тепловой деформации, составляющая около 80-105 °C, делает материал чувствительным к нагреву от резки, что легко приводит к расплавлению поверхности или образованию трещин от термического напряжения.
Механизм отклика обработки
С механической точки зрения акрил сильно отличается от металлов: при обработке металлов преобладает удаление материала путем пластической деформации, тогда как при обработке акрилов это в основном процесс, включающий хрупкое разрушение . Для учета этого различия требуются совершенно разные геометрии инструмента и параметры резания . Чрезмерная подача может спровоцировать распространение микротрещин; с другой стороны, чрезмерно высокие температуры резания могут вызвать размягчение материала и прилипание к инструменту.
Требования к управлению технологическим процессом
Успешная обработка акрила на станках с ЧПУ обычно требует точного контроля ряда ключевых параметров, включая специально разработанный инструмент с большим углом заточки, как правило, более 10° для плавной резки ; согласованные параметры резки со свойствами материала; и обычно контролируемые скорости вращения шпинделя в диапазоне 200-400 м/мин . Также потребуются уникальные стратегии охлаждения, поскольку управление тепловым режимом будет очень важно для предотвращения термических повреждений.
После многолетней работы над техническими аспектами мы создали полную базу данных по механической обработке 12 различных марок акрила , включая специализированные библиотеки инструментов, модели оптимизации параметров и схемы терморегулирования. Этот систематический подход, основанный на материаловении, гарантирует, что различные акриловые детали , от оптических компонентов, применяемых в медицине, до высококачественных дисплеев, соответствуют требованиям к качеству поверхностей оптического класса.

Трещины и белые кромки: как коренным образом устранить эти фатальные дефекты?
Трещины и белые кромки — две наиболее распространенные проблемы, которые долгое время преследовали отрасль прецизионной обработки акрила. Наша технология обработки ПММА на станках с ЧПУ полностью исключает все факторы процесса, приводящие к образованию трещин и белых кромок, непосредственно в их источнике. Этот прорыв основан на глубокой интеграции материаловедения и технологий обработки.
- Механический механизм и меры противодействия образованию трещин: Трещины возникают из-за локализованных напряжений в материале, превышающих предел прочности на растяжение ПММА (70-80 МПа) . Мы успешно разработали специальный инструмент с углом заточки 25° , который снижает усилие резания на 62% . Для предотвращения концентрации внутренних напряжений была применена ступенчатая резка, а для оптимизации схемы зажима и равномерного распределения напряжений был использован метод конечных элементов.
- Термодинамический механизм и предотвращение образования белых кромок: Белые кромки — это один из видов термического повреждения, возникающий при превышении температуры резания температуры стеклования (Tg: 105℃) . Мы осуществили многомерный контроль температуры следующим образом: нанопокрытие инструмента для снижения коэффициента трения; максимальная скорость вращения до 350 м/мин ; и технология импульсного охлаждения для стабильного поддержания температуры в зоне резания ниже 75℃ .
- Инновационные методы тестирования и контроля качества: Мы внедрили промышленные микроскопы для поперечного контроля с 200-кратным увеличением , позволяющие обнаруживать трещины с чувствительностью 5 мкм . Затем мы разработали систему количественной оценки белых краев, которая позволяет определять разницу в цвете на уровне 0,1 с помощью анализа оттенков серого изображения. Этот стандарт внедрен на практике во всем процессе отслеживания качества десятков тысяч изделий.
Это объясняется глубокой интеграцией механических параметров материала и термодинамических моделей в проектирование процесса, что позволяет преодолеть ограничения традиционных методов обработки. Применение этой технологической системы в таких высокотехнологичных областях, как формы для медицинских катетеров с шероховатостью поверхности Ra 0,008 мкм и оптические световодные пластины с коэффициентом пропускания 93,5%, позволило совершить прорыв в этой области. Переход от обработки акрила, "зависящей от опыта", к "научно контролируемой", устанавливающий новый стандарт для отрасли.
5 ключевых технологических достижений для поверхностей оптического качества
Благодаря внедрению пяти ключевых запатентованных технологий, наша услуга по обработке акрила позволила достичь истинного оптического качества поверхности. Эти технологические инновации не только полностью устраняют распространенные дефекты , такие как растрескивание и помутнение, встречающиеся при традиционной обработке, но и демонстрируют лучшие в отрасли показатели по критически важным измеримым параметрам, включая светопропускание, превышающее 92% , и шероховатость поверхности ниже Ra 0,01 микрометра .
| Технологическая система | Краткое содержание основного материала |
| Технология специальных инструментов | Для достижения микронной точности резки используется алмазный инструмент с большим углом заточки и нанопокрытием. |
| Контроль микровибраций | Разработать активную систему снижения вибрации для контроля амплитуды вибрации при обработке в пределах 0,5 мкм . |
| Инновации в управлении тепловыми процессами | Применение технологии импульсного охлаждения позволяет поддерживать постоянную температуру в зоне резания в пределах ±2℃ . |
| Многоосевая обработка | Это позволяет осуществлять однократное формирование сложных криволинейных поверхностей с помощью 5-осевого синхронного управления. |
| Полировка наноразмеров | Благодаря технологии магнитореологической полировки шероховатость поверхности может достигать Ra0,001 мкм . |
От проектирования инструмента до контроля теплоотвода, от подавления вибрации до прецизионной полировки — каждый этап отражает глубокие знания свойств материалов. Эта технологическая система позволила линзам медицинских эндоскопов достичь светопропускания более 92% , а оптически световодным пластинам — качества поверхности, сравнимого с зеркалами, установив новый стандарт в прецизионной обработке акрила .

Рисунок 2: Высокоточное изготовление прозрачных акриловых деталей компанией LS Manufacturing.
Высокоточная обработка на станках с ЧПУ против лазерной резки: как сделать научно обоснованный выбор для вашего проекта?
Для высокотехнологичных применений, где необходимо одновременно удовлетворять требованиям к оптическим характеристикам и высокой структурной целостности, обработка акрила на станках с ЧПУ является единственным выбором. Принципиально эти два процесса различаются по своим физическим принципам, что само по себе определяет их пригодность для различных сценариев применения. Ниже приведено сравнение прецизионной обработки на станках с ЧПУ и лазерной резки акрила :
| Критерии оценки | Высокоточная обработка на станках с ЧПУ | Лазерная резка |
| Оптические характеристики | Это позволяет сохранить первоначальную светопропускаемость материала, превышающую 92% , без зоны термического воздействия. | На срезе имеется обугленный слой, который снижает светопропускание на 15–30%. |
| Прочность конструкции | Зернистая структура сохранена, механические свойства соответствуют стандартным значениям материала. | Прочность в зоне термического воздействия снижается примерно на 25% , при этом присутствуют внутренние напряжения. |
| Эффективность производства | Он подходит для использования в сложных трехмерных структурах и имеет относительно длительный цикл обработки. | Обладает высокой эффективностью при двухмерной резке и подходит для плоскостной пакетной обработки. |
| Общая стоимость | Более высокие затраты на оборудование и оснастку ; следовательно, подходит для производства продукции с высокой добавленной стоимостью. | Низкие первоначальные инвестиции подходят для стандартизированного массового производства. |
В потребительских товарах лазерная резка может существенно повлиять на экономическую эффективность. Для высокотехнологичных применений, таких как медицинское оборудование и оптические приборы, обработка на станках с ЧПУ используется для удовлетворения строгих требований к надежности и производительности. Наша техническая команда может предоставить количественную модель оценки в соответствии с функциональными требованиями продукта, чтобы помочь клиентам определить оптимальный план технической реализации на самом начальном этапе проекта и избежать рисков для качества и потерь средств, вызванных неправильным выбором процесса .
Чрезвычайно высокие требования к качеству акриловых деталей в медицинской и оптической промышленности.
Следует отметить, что по сравнению с требованиями промышленного класса акриловые детали , используемые в медицинских и оптических целях, должны соответствовать самым высоким стандартам качества. Наши детали из ПММА медицинского класса полностью соответствуют требованиям сертификации ISO 13485 и FDA , а их технические характеристики охватывают следующие три параметра:
- Качество поверхности и оптические характеристики: шероховатость поверхности корпуса медицинского эндоскопа должна быть менее Ra 0,008 мкм во избежание искажений изображения. В случае оптической световодной пластины коэффициент пропускания должен быть более 92% , а мутность — менее 0,5% . Используя процессы наноразмерной полировки и контроль условий чистого помещения, мы достигаем стандартов качества оптических зеркал.
- Структурная точность и стабильность размеров: Требуется, чтобы допуск на ширину канала микрофлюидного чипа контролировался в пределах ±5 мкм , без ползучести при длительной эксплуатации. Для обеспечения сохранения размеров компонентов в пределах допуска ±0,01 мм/100 мм даже при колебаниях температуры используется технология низкотемпературного отжига под напряжением .
- Биосовместимость и химическая стойкость: Детали, контактирующие с человеческим телом, должны пройти испытания по стандарту USP Class VI ; они должны быть устойчивы к коррозии, вызываемой дезинфицирующими средствами, такими как гипохлорит натрия. Мы используем технологию модификации материалов, чтобы ПММА достигал антибактериальной эффективности > 99,9% при сохранении светопропускания.
Благодаря наноразмерной обработке поверхности , контролю субмикронных допусков и гарантии биосовместимости , мы можем гарантировать, что наши детали в целом превосходят промышленные стандарты по оптическим характеристикам, структурной точности и химической стабильности. Современное техническое решение, сертифицированное по стандартам ISO 13485 и FDA, преобразует эти абстрактные требования к качеству в количественно измеримые и отслеживаемые параметры производства, обеспечивая необходимые гарантии для высоконадежных применений .
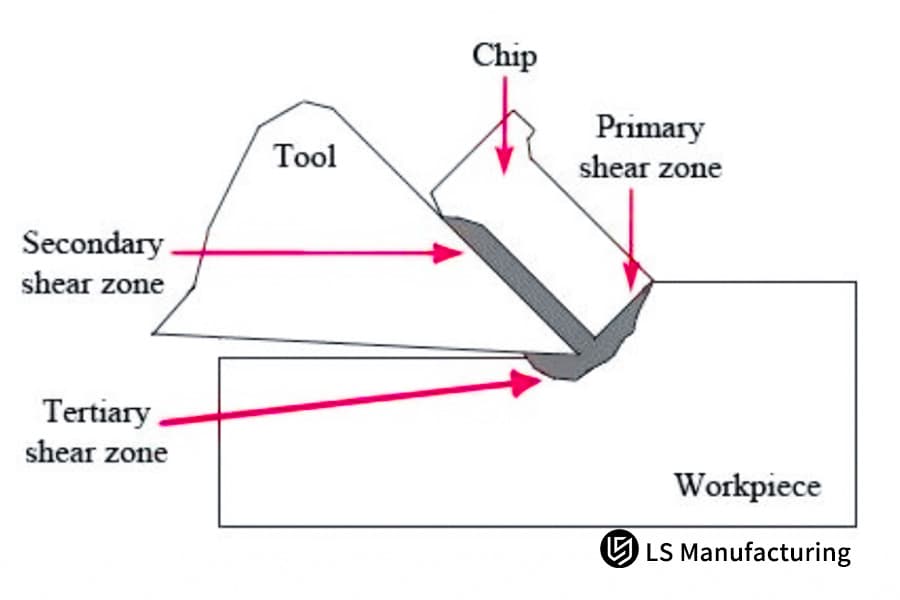
Рисунок 3: Зоны сдвиговой деформации в процессе ЧПУ-обработки акрила компанией LS Manufacturing.
Пример из практики: Преодоление проблем массового производства оптических компонентов для ведущего мирового производителя медицинского оборудования.
В производстве высокотехнологичных медицинских изделий стабильность массового производства оптических компонентов является фактором, определяющим конкурентное преимущество продукта. Ниже представлен пример, иллюстрирующий , как систематические технологические инновации могут решить отраслевые проблемы в массовом производстве компонентов оптических направляющих для КТ-оборудования многонациональной компанией по производству медицинского оборудования:
Детальный анализ дилеммы клиента.
Технические требования этой компании были очень высокими: шероховатость поверхности необходимо было постоянно контролировать на уровне Ra < 0,01 мкм , а вариативность от партии к партии не должна была превышать 5% . Однако из-за термочувствительных свойств материала в процессе обработки неизбежны были некоторые термические повреждения, поэтому традиционные методы обработки не могли решить проблему. В течение длительного времени это означало, что выход годной продукции у сотрудничающего поставщика составлял менее 30% .
Решение: Технологические инновации
Мы собрали междисциплинарную команду для достижения технологических прорывов в трех измерениях:
- Разработка адаптивного алгоритма траектории движения инструмента с независимыми правами интеллектуальной собственности. Используя мониторинг изменений силы резания в реальном времени и динамическую регулировку параметров подачи, амплитуду вибрации при обработке можно контролировать в диапазоне 0,2 мкм .
- В системе криогенной обработки с использованием жидкого азота применяется инновационный подход, диапазон колебаний температуры в зоне резания поддерживается в пределах ±1℃ за счет использования модуля замкнутого контура управления температурой, что исключает явление «белых кромок»;
- Разработка системы оптического контроля качества поверхности в режиме реального времени на основе машинного зрения , позволяющей проверять качество поверхности каждые 15 секунд , что дает возможность самооптимизировать и корректировать параметры обработки в пределах заданных параметров.
Количественные результаты и создание ценности
В результате реализации проекта были достигнуты значительные результаты: выход годной продукции увеличился с базового уровня в 30% до нового отраслевого максимума в 99,2% , при этом стабильный годовой объем поставок достиг 500 000 единиц. Благодаря оптимизации процесса цикл обработки отдельных деталей сократился на 35% , а общая себестоимость производства снизилась на 40% . В условиях стабильных поставок компонентов заказчик успешно сократил цикл запуска нового продукта на 4 месяца и еще больше укрепил свои лидирующие позиции в области медицинской визуализации.
В этом тематическом исследовании подчеркивается технологическое лидерство компании LS Manufacturing в области обработки акрила на станках с ЧПУ. Создав комплексную техническую систему, включающую проектирование процесса, управление процессом и проверку качества, мы глубоко интегрируем материаловедение и цифровые технологии, решая задачи производства высококачественных оптических компонентов и устанавливая новый технологический стандарт для отрасли.
Теперь доступно техническое решение, позволяющее повысить урожайность с 30% до 99,2%. Получите индивидуальное решение прямо сейчас!

Три технических требования, которые необходимо проверить при выборе поставщика услуг по обработке акрила.
В производстве высококачественной продукции качество акриловых деталей напрямую определяет характеристики конечного продукта. Материалы, процесс и качество — это три ключевых параметра, которыми должен обладать партнер по производству высококачественных прозрачных пластиковых деталей . Это не только вопрос выхода годной продукции, но и ключевой фактор обеспечения надежности цепочки поставок. Передовая практика отрасли предполагает создание системы оценки поставщиков, основанной на следующих трех параметрах:
Глубина понимания материаловедения
Надежные поставщики должны предоставлять полные отчеты о свойствах материала, включая основные параметры, характеризующие ПММА: распределение молекулярной массы, температуру стеклования и коэффициент теплового расширения . Например, для медицинских применений требуется сертификация биосовместимости класса VI по Фармакопее США , а для оптических устройств — данные испытаний на пропускание света и мутность. Только это базовое представление о материалах поможет избежать дефектов в процессе обработки.
Способность к инновациям в процессах
Оцените, обладает ли поставщик эксклюзивными технологическими резервами, такими как запатентованные конструкции инструментов, алгоритмы контроля температуры или системы подавления вибрации. Высококачественный поставщик может гарантировать колебания температуры в зоне резки в пределах ±1℃ благодаря своему запатентованному методу низкотемпературной обработки, что повышает выход годных акриловых деталей до более чем 99%. Подобные технологические инновации являются ключевой гарантией решения таких проблем, как белые кромки и трещины.
Возможности обеспечения качества
Поставщик должен быть оснащен полноценной лабораторией оптического контроля с профессиональным оборудованием, включая интерферометры белого света и спектрофотометры . Система контроля качества должна обеспечивать полную прослеживаемость данных по всему процессу. Например, она должна связывать параметры обработки и отчеты о проверках каждой партии деталей с помощью QR-кода для обеспечения проверяемости основных показателей, таких как шероховатость поверхности Ra < 0,01 мкм .
Мы рекомендуем при проведении оценки Когда поставщики оборудования для обработки пластмасс на станках с ЧПУ запрашивают у клиентов конкретные данные по конкретным случаям, такие как сравнительная таблица параметров обработки для различных марок ПММА, отчеты о применении патентованных технологий и отчеты о полноразмерной проверке типичных деталей . Это количественное подтверждение, которое действительно позволяет идентифицировать партнеров с высокотехнологичными производственными возможностями.
Как снизить производственные риски и затраты на 70% на этапе проектирования?
В процессе производства высокоточных акриловых деталей решения по проектированию определяют более 80% конечной стоимости и качества. Благодаря раннему вмешательству в процесс проектирования в компании LS Manufacturing, клиенты могут избежать до 70% вероятных рисков для качества и дополнительных затрат. Наша запатентованная методология DFM (проектирование с учетом технологичности производства) помогает клиентам обеспечить конкурентное преимущество в качестве с самых ранних этапов исследований и разработок за счет систематической оптимизации:
- Оптимизация конструкции закругленных углов: Поскольку акрил является хрупким материалом , все внутренние углы проектируются с радиусом 0,5 мм или больше, а распределение напряжений проверяется с помощью анализа методом конечных элементов. После проведения такой оптимизации частота дефектов в виде трещин в оболочке медицинского изделия снизилась с 25% до 0,3% , а срок службы пресс-формы утроился .
- Контроль стандартизации толщины стенок: Мы устанавливаем проектные требования к равномерности толщины стенок и контролируем вариации толщины в пределах ±10% от базового значения. Например, для оптической световодной пластины можно обеспечить равномерность светопропускания 92% ± 2% без проблем, связанных с усадкой, за счет проектирования пластины с равномерной толщиной стенок 1,5 мм .
- Рациональное распределение допусков: применяется многоуровневая система допусков на основе ключевых элементов , где для мест крепления поддерживается уровень точности ±0,05 мм , в то время как для несопрягаемых элементов допуски снижены до промышленного уровня ±0,2 мм . Благодаря такому подходу, позволяющему сократить время обработки, один производитель приборных панелей сократил время обработки одной детали на 40%.
Методология DFM помогла более чем 200 клиентам снизить затраты и повысить эффективность. Например, в одном проекте по изготовлению кожухов для аэрокосмических приборов раннее вмешательство позволило оптимизировать 12 конструктивных деталей , в результате чего коэффициент выхода годной продукции увеличился с 68% до 95,5%, а себестоимость одной детали снизилась на 42% . Практика доказала, что привлечение производственного опыта на этап проектирования является наиболее эффективным способом достижения взаимовыгодного результата как в отношении качества, так и стоимости .
Рисунок 4: Образцы акрилового материала для демонстрации высокоточной техники, представленные компанией LS Manufacturing.
Почему мировые бренды премиум-класса выбирают LS Manufacturing в качестве стратегического партнера?
В высокоточном производстве акрила технические возможности и система качества партнера напрямую определяют конкурентоспособность продукции на рынке. Выбирая LS Manufacturing, вы выбираете лидера в области технологий обработки акрила . Мы предоставляем незаменимые производственные решения для клиентов по всему миру, используя комплексную систему ценностей, включающую четыре составляющие.
Преимущество технологического лидерства
Мы ежегодно инвестируем 8% выручки в исследования и разработки и получили 37 патентов на ключевые технологии, охватывающие такие важные процессы, как низкотемпературная обработка и подавление вибрации. Разработанный нами алгоритм обнаружения напряжений в акриле интеллектуально предупреждает о возможных дефектах до начала обработки, что сокращает цикл разработки новых продуктов на 50% .
Гарантия крупномасштабного производства
Мы владеем крупнейшей в Азии базой для высокоточной обработки акрила , которая включает 52 5- осевых станка с ЧПУ и полностью автоматизированные производственные линии, способные выпускать миллионы изделий в месяц. Гибкость нашей производственной системы позволяет динамически распределять мощности между «массовой стандартизацией» и «мелкосерийным изготовлением на заказ», обеспечивая оперативное выполнение срочных заказов в течение 72 часов.
Система обеспечения качества
Мы — единственная компания в отрасли, предоставляющая гарантию оптических характеристик, что означает гарантированное снижение коэффициента пропускания менее чем на 0,5% в год (испытание на ускоренное старение). Мы внедрили 214 точек контроля качества, от складирования материалов до отгрузки готовой продукции. Все данные испытаний хранятся в блокчейне, обеспечивая 15-летнюю гарантию качества .
Модель комплексного обслуживания
Ведущие инженеры управляют каждым проектом, начиная с анализа DFM (проектирование для производства) и заканчивая оптимизацией массового производства, предоставляя услуги полного цикла . Например, люксовый бренд сократил количество деталей с 38 до 12, внедрив наши решения по оптимизации конструкции, и смог сэкономить 1,2 миллиона долларов в год.
Это идеально соответствует потребностям высококлассных брендов в надежности цепочки поставок, инновациях в продукции и контроле затрат. Мы предоставляем нашим клиентам не просто комплектующие, а возможности производства, что позволяет повысить ценовую привлекательность их продукции. Это составляет основу наших долгосрочных отношений с ведущими мировыми брендами.
Часто задаваемые вопросы
1. Как вы обеспечиваете стабильное качество при массовом производстве?
Мы внедрили цифровую систему контроля качества , охватывающую 214 точек контроля качества . Каждая партия продукции проходит полную проверку размеров с помощью координатно-измерительной машины и лазерного сканера. Для критических размеров проводится статистический контроль процессов (SPC), обеспечивающий значение Cpk ≥ 2,0 и допуск не более ±0,02 мм при массовом производстве десятков тысяч изделий.
2. Каков максимальный размер акриловых деталей, которые вы можете обрабатывать?
Наш сверхбольшой 5- осевой обрабатывающий центр может обрабатывать акриловые листы размером до 3000×2000×300 мм . Благодаря контролируемой температуре в цехе и системе лазерного позиционирования и калибровки мы гарантируем точность обработки ±0,05 мм/м во всем диапазоне размеров, что является передовым показателем в отрасли.
3. Можете ли вы предоставить сертифицированные акриловые материалы медицинского класса?
Мы располагаем запасами медицинского полиметилметакрилата (ПММА), сертифицированного по стандарту ISO 10993-1 , включая оригинальный сертификат производителя на каждую партию с полной отслеживаемостью. Мы можем предоставить отчеты о тестировании биосовместимости сторонними организациями , которые часто требуются для соответствия строгим нормативным требованиям к имплантируемым медицинским изделиям.
4. Какую самую маленькую конструкцию вы можете построить?
Внутренний радиус скругления углов может составлять всего 0,1 мм , а толщина стенки — всего 0,2 мм благодаря разработанной нами технологии микрообработки . Использование наноинструментов и технологии контроля микроамплитудных вибраций позволяет достичь показателя успешности обработки микроструктур более 99,5% .
5. Как вы обрабатываете срочные заказы и составляете сметы?
Для сертифицированных клиентов у нас есть VIP-канал ускоренной доставки с независимыми производственными линиями и логистической поддержкой. Благодаря параллельному проектированию и интеллектуальной системе планирования, время от подтверждения заказа до доставки готовой продукции составляет не более 72 часов. Если вам нужна срочная поддержка, вы можете получить индивидуальное коммерческое предложение онлайн прямо сейчас, чтобы ускорить запуск вашего проекта.
6. Поддерживается ли количественное тестирование прозрачности?
В нашей лаборатории установлены спектрофотометры последнего поколения, позволяющие составлять протоколы испытаний, включающие такие параметры, как пропускание (стандартное значение ≥92%), мутность (≤0,5%), индекс желтого цвета и др. Все данные сертифицированы CNAS , что гарантирует количественную проверку оптических характеристик.
7. Как вы защищаете интеллектуальную собственность клиента в области дизайна?
Мы строго соблюдаем стандарты информационной безопасности ISO 27001 и используем технологию шифрования и хранения данных на основе блокчейна. Для всех проектных документов клиентов мы применяем иерархическое управление авторизацией; храним журналы операций в течение 15 лет; и застраховали интеллектуальную собственность на сумму 20 миллионов юаней, создав таким образом комплексную систему защиты.
8. Помимо акрила, какие еще конструкционные пластмассы вы можете перерабатывать?
Технологии обработки конструкционных пластмасс насчитывают более 20 разновидностей , а среди разработанных нами ключевых технологий можно выделить контроль напряжений в поликарбонате и предотвращение залипания ножа в ПЭТГ . Это позволяет подобрать материал в соответствии со сценарием применения изделия, предлагая комплексные услуги по высокоточной обработке различных материалов.
Краткое содержание
Технология ЧПУ для производства акриловых изделий LS Manufacturing — это системный инженерный подход, объединяющий материаловедение, технологическое проектирование и управление качеством. Оснащенная 5 -осевым обрабатывающим центром и лабораторией оптического контроля, мы обеспечиваем тщательный контроль всего процесса от проектирования до серийного производства, гарантируя соответствие деталей медицинским или оптическим стандартам по светопропусканию, стабильности размеров и качеству поверхности.
Подчеркните превосходную текстуру вашей продукции! Загрузите чертежи для получения точной сметы и индивидуального технологического решения. Также предоставляются бесплатные услуги по анализу технологичности производства (DFM). Для более подробного технического обсуждения, пожалуйста, свяжитесь с нами напрямую, и мы предложим вам комплексное решение для вашего проекта — от выбора материалов до оптимизации массового производства.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице представлена исключительно в ознакомительных целях. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонние поставщики или производители будут предоставлять параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов, а также технологические процессы через сеть LS Manufacturing. Ответственность за эту информацию несет исключительно покупатель. Для получения ценовых предложений на детали, пожалуйста, укажите точные требования к этим деталям. Для получения дополнительной информации, пожалуйста, свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли, специализирующийся на индивидуальных производственных решениях. Имея более чем 20-летний опыт работы с более чем 5000 клиентами, мы специализируемся на высокоточной обработке на станках с ЧПУ , изготовлении изделий из листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод располагает более чем 100 современными пятиосевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах и регионах мира. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности в течение 24 часов. Выбирая LS Manufacturing, вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


