
La lavorazione CNC dell'acrilico spesso presenta difetti come crepe, bordi bianchi e opacità. Ciò ha indotto molte aziende a scendere a compromessi sui prezzi e ad accettare resi, con gravi ripercussioni sui profitti e sulla reputazione. La causa principale risiede nella scarsa conoscenza del PMMA da parte dei produttori di macchine tradizionali, che porta a lavorazioni errate e a gravi discrepanze in termini di utensili, parametri e gestione termica.
LS Manufacturing si concentra sulla scienza dei materiali e sull'innovazione di processo per perseguire un controllo qualità completo, realizzando un sistema di lavorazione di precisione a base acrilica di livello ottico per creare una finitura a specchio che aumenti il valore dei prodotti. Per semplificare la lettura, di seguito analizzeremo in dettaglio come questo sistema tecnologico elevi la lavorazione dell'acrilico dalla semplice "produzione" a un nuovo livello noto come "produzione di qualità".

Tabella di riferimento rapido sulla tecnologia di lavorazione CNC dell'acrilico
| Classificazione dei moduli | Sintesi dei contenuti principali |
| Punti critici nella lavorazione meccanica | La lavorazione dell'acrilico è soggetta a difetti quali crepe, bordi bianchi e opacità. |
| Cause profonde | Applicazione scorretta delle tecniche di lavorazione dei metalli; sensibilità termica del materiale non considerata/ignorata . |
| Selezione degli utensili | Utilizzare utensili specifici a singolo tagliente, progettati per ottimizzare l'angolo di spoglia e la forma della scanalatura di taglio. |
| Parametri di taglio | Controlla la velocità del mandrino e la velocità di avanzamento. Imposta una piccola profondità di taglio e procedi con il taglio strato per strato. |
| Controllo della temperatura | Per evitare surriscaldamento e deformazioni, è necessario utilizzare il raffreddamento ad aria o una lubrificazione leggera . |
| Soluzione di serraggio | Le attrezzature flessibili personalizzate distribuiscono uniformemente la pressione di serraggio. |
| Indice di qualità | Rugosità superficiale < 0,01 μm , trasmittanza luminosa > 92% . |
La lavorazione CNC dell'acrilico richiede un sistema di processo dedicato. Il suo fulcro è la risoluzione dei problemi derivanti dalla sensibilità termica e dalla fragilità del materiale. Grazie a una combinazione sistematica , l'utensile dedicato, unitamente a parametri precisi, un controllo scientifico della temperatura e un bloccaggio flessibile, può evitare efficacemente i difetti di lavorazione e ottenere una qualità superficiale di livello ottico . In questo modo, migliora notevolmente la resa produttiva e il valore aggiunto del prodotto, offrendo una garanzia affidabile per la produzione di articoli in acrilico di alta qualità.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Il quadro tecnico di questa guida si basa sull'esperienza decennale di LS Manufacturing nella lavorazione CNC di precisione dell'acrilico . Durante lo sviluppo di questo processo, abbiamo consultato costantemente gli standard pubblicati da SME sulla lavorazione dei polimeri e abbiamo utilizzato il database dei materiali Granta Design CES EduPack per verificare i parametri prestazionali del PMMA.
Grazie alla tecnologia CNC a 5 assi , abbiamo sviluppato librerie di utensili dedicate, librerie di parametri di controllo della temperatura e soluzioni di monitoraggio delle sollecitazioni per diverse tipologie di acrilico . In questo modo, abbiamo risolto efficacemente il problema comune dei bordi bianchi e delle crepe nel settore. Basandoci su dati pratici relativi a oltre 300 progetti di precisione in acrilico, abbiamo creato un sistema di processo completo che comprende la selezione del materiale, la pianificazione del percorso utensile e il controllo della qualità superficiale.
Queste esperienze ci hanno fornito una profonda comprensione dell'equilibrio tra sensibilità termica, fragilità e requisiti ottici dei materiali PMMA. Tutti i metodi descritti in questo manuale sono stati verificati attraverso la produzione di massa e hanno lo scopo di consentire ai lettori di comprendere sistematicamente gli aspetti tecnici chiave dei componenti in acrilico di qualità ottica , evitare i comuni errori di qualità e migliorare rapidamente la stabilità della qualità di lavorazione.

Figura 1: Campioni acrilici realizzati con cura meticolosa per la dimostrazione dei materiali da LS Manufacturing
Cosa rende unica la lavorazione dell'acrilico in termini di produzione di precisione?
Cos'è la lavorazione CNC dell'acrilico ? La lavorazione CNC dell'acrilico è una disciplina di lavorazione di precisione che richiede una profonda conoscenza della scienza dei materiali . La sua unicità deriva dalle differenze fondamentali tra PMMA e metalli a livello di scienza dei materiali, che si riflettono principalmente in tre aspetti chiave: la loro distinta struttura molecolare, la risposta meccanica e il comportamento termico.
Caratteristiche della struttura del materiale
L'acrilico è un polimero amorfo le cui catene sono disposte in modo casuale nello spazio, in netto contrasto con le strutture cristalline dei metalli. Questa proprietà strutturale spiega la natura molto fragile dell'acrilico; di conseguenza, durante la lavorazione, il materiale acrilico si comporterà in condizioni di frattura fragile piuttosto che di deformazione plastica. Inoltre, la bassa temperatura di distorsione termica, di circa 80-105 °C, rende il materiale sensibile al calore generato dal taglio, causando facilmente fusione superficiale o cricche da stress termico.
Meccanismo di risposta alla lavorazione
Dal punto di vista meccanico, l'acrilico è molto diverso dai metalli: nella lavorazione dei metalli prevale la rimozione del materiale per deformazione plastica, mentre nell'acrilico si tratta principalmente di un processo che coinvolge la frattura fragile . Per compensare questa differenza sono necessarie geometrie degli utensili e parametri di taglio completamente diversi . Una forza di avanzamento eccessiva può innescare la propagazione di microfratture; d'altra parte, temperature di taglio eccessivamente elevate possono indurre l'ammorbidimento del materiale e la sua adesione all'utensile.
Requisiti di controllo del processo
La lavorazione CNC dell'acrilico, se eseguita con successo, richiede generalmente un controllo preciso di una serie di parametri chiave, tra cui utensili appositamente progettati con un ampio angolo di spoglia, tipicamente superiore a 10°, per un taglio uniforme ; parametri di taglio adattati alle proprietà del materiale; e velocità del mandrino generalmente controllate, comprese tra 200 e 400 m/min . Richiederà inoltre strategie di raffreddamento specifiche, poiché la gestione termica sarà fondamentale per prevenire danni da calore.
Dopo anni di esperienza e competenza tecnica, abbiamo creato un database completo per la lavorazione di 12 diverse tipologie di acrilico , comprensivo di librerie di utensili dedicate, modelli di ottimizzazione dei parametri e schemi di controllo termico. Questo approccio sistematico, basato sulla scienza dei materiali, garantisce che i vari componenti in acrilico , dai componenti ottici per il settore medicale ai prodotti per display di alta gamma, raggiungano i requisiti di qualità delle superfici ottiche.

Crepe e bordi bianchi: come eliminare definitivamente questi difetti fatali?
Crepe e bordi bianchi sono due dei problemi più comuni che affliggono da tempo il settore della lavorazione di precisione dell'acrilico. La nostra tecnologia di lavorazione CNC del PMMA elimina completamente, direttamente alla fonte, tutti i fattori di processo che causano crepe e bordi bianchi. Questa innovazione si basa su una profonda integrazione tra scienza dei materiali e tecnologia di lavorazione.
- Meccanismo meccanico e contromisure per la formazione di crepe: le crepe sono causate da sollecitazioni localizzate nel materiale che superano la resistenza alla trazione del PMMA (70-80 MPa) . Abbiamo sviluppato con successo un utensile dedicato con un angolo di spoglia di 25° che riduce la forza di taglio del 62% . È stato adottato un taglio a gradini progressivo per evitare la concentrazione di sollecitazioni interne e l'analisi agli elementi finiti è stata applicata per ottimizzare lo schema di serraggio per una distribuzione uniforme delle sollecitazioni.
- Meccanismo termodinamico e prevenzione della formazione di bordi bianchi: i bordi bianchi sono un tipo di danno termico che si verifica quando la temperatura di taglio supera la Tg (temperatura di transizione vetrosa: 105℃) . Abbiamo implementato un controllo multidimensionale della temperatura come segue: rivestimento nanotecnologico dell'utensile per ridurre il coefficiente di attrito; velocità di rotazione massima fino a 350 m/min ; e tecnologia di raffreddamento a impulsi per controllare stabilmente la temperatura nella zona di taglio al di sotto di 75℃ .
- Test innovativi e garanzia di qualità: abbiamo introdotto microscopi industriali per l'ispezione di sezioni trasversali con ingrandimento 200x e rilevato crepe con una sensibilità di 5 μm . Successivamente, abbiamo sviluppato un sistema di valutazione quantitativa del bordo bianco in grado di identificare una differenza di colore di 0,1 livelli tramite analisi della scala di grigi dell'immagine. Questo standard è stato implementato nell'intero processo di tracciabilità della qualità per decine di migliaia di prodotti.
Questo perché i parametri meccanici del materiale e i modelli termodinamici sono profondamente integrati nella progettazione del processo per superare i limiti della lavorazione tradizionale. L'applicazione di questo sistema tecnologico in settori di fascia alta come gli stampi per cateteri medicali con una rugosità superficiale Ra di 0,008 μm e la piastra guida luce ottica con una trasmittanza del 93,5% ha realizzato il salto in La lavorazione dell'acrilico passa da un processo "dipendente dall'esperienza" a un processo "scientificamente controllabile", stabilendo un nuovo punto di riferimento per il settore.
5 progressi tecnologici chiave per superfici di qualità ottica
Grazie all'impiego di cinque tecnologie proprietarie fondamentali, il nostro servizio di lavorazione dell'acrilico ha raggiunto una qualità superficiale di livello ottico. Queste innovazioni tecnologiche non solo eliminano completamente i difetti comuni come crepe e opacità riscontrati nelle lavorazioni tradizionali, ma dimostrano anche prestazioni leader del settore in indicatori misurabili critici, tra cui una trasmissione luminosa superiore al 92% e una rugosità superficiale inferiore a Ra 0,01 micrometri .
| Sistema tecnologico | Sintesi dei contenuti principali |
| Tecnologia degli utensili speciali | Per ottenere una precisione di taglio a livello micrometrico , si utilizza un utensile diamantato con ampio angolo di spoglia e rivestimento nanotecnologico. |
| Controllo delle micro-vibrazioni | Sviluppare un sistema attivo di riduzione delle vibrazioni per controllare l'ampiezza delle vibrazioni di lavorazione entro 0,5 μm . |
| Innovazione nella gestione termica | Utilizzo della tecnologia di raffreddamento a impulsi per mantenere una temperatura costante nella zona di taglio entro ±2℃ . |
| Lavorazione multiasse | Consente la realizzazione in un'unica operazione di superfici curve complesse mediante controllo sincrono a 5 assi . |
| Lucidatura su scala nanometrica | Grazie alla tecnologia di lucidatura magnetoreologica , la rugosità superficiale può raggiungere Ra0,001μm . |
Dalla progettazione dello strumento al controllo della gestione termica, dalla soppressione delle vibrazioni alla lucidatura di precisione , ogni fase riflette una profonda conoscenza delle proprietà dei materiali. Questo sistema tecnologico ha permesso alle lenti degli endoscopi medicali di raggiungere una trasmissione luminosa superiore al 92% e alle piastre guida di luce ottica di ottenere una qualità superficiale paragonabile a quella degli specchi, stabilendo un nuovo standard nella lavorazione di precisione dell'acrilico .

Figura 2: Fabbricazione di alta precisione di componenti in acrilico trasparente da parte di LS Manufacturing
Lavorazione CNC di precisione contro taglio laser: come fare la scelta scientifica più adatta al tuo progetto?
Per applicazioni di fascia alta in cui è necessario soddisfare simultaneamente i requisiti di prestazioni ottiche e di elevata integrità strutturale, la lavorazione CNC dell'acrilico è l'unica scelta possibile. Fondamentalmente, i due processi differiscono nei loro principi fisici, il che da solo determina l'idoneità per diversi scenari applicativi. Di seguito viene presentato un confronto tra la lavorazione CNC di precisione e il taglio laser dell'acrilico :
| Dimensioni di valutazione | Lavorazione CNC di precisione | Taglio laser |
| Prestazioni ottiche | Mantiene la trasmissione luminosa originale del materiale, superiore al 92% , senza zone termicamente alterate. | Sul bordo tagliato è presente uno strato carbonizzato che riduce la trasmissione della luce dal 15 al 30%. |
| Resistenza strutturale | Struttura granulare intatta, proprietà meccaniche conformi ai valori standard del materiale. | La resistenza nella zona termicamente alterata è ridotta di circa il 25% , con presenza di tensioni interne. |
| Efficienza produttiva | È adatto all'utilizzo in strutture tridimensionali complesse e presenta un ciclo di lavorazione relativamente lungo. | Presenta un'elevata efficienza nel taglio bidimensionale ed è adatta alla lavorazione in batch su piano. |
| Costo totale | Costi più elevati per attrezzature e utensili ; pertanto, adatta a prodotti ad alto valore aggiunto. | Un investimento iniziale inferiore è adatto alla produzione di massa standardizzata. |
Nel settore dei prodotti di consumo, il vantaggio in termini di costi è un fattore determinante per il taglio laser . Per applicazioni di fascia alta, come apparecchiature mediche e strumenti ottici, si ricorre alla lavorazione CNC per soddisfare i rigorosi requisiti di affidabilità. Il nostro team tecnico può fornire un modello di valutazione quantitativa in base ai requisiti funzionali del prodotto, aiutando i clienti a definire il piano di implementazione tecnica più adatto fin dalle prime fasi del progetto ed evitando rischi per la qualità e perdite di costi derivanti da una scelta errata del processo .
Requisiti di qualità estremamente rigorosi per i componenti in acrilico nei settori medico e ottico.
È importante sottolineare che, rispetto ai requisiti di livello industriale, i componenti in acrilico utilizzati in ambito medico e ottico devono soddisfare requisiti di qualità estremamente rigorosi. I nostri componenti in PMMA di grado medicale sono pienamente conformi ai requisiti di certificazione ISO 13485 e FDA , e le loro specifiche tecniche riguardano le seguenti tre dimensioni:
- Qualità della superficie e prestazioni ottiche: la rugosità superficiale del corpo dell'endoscopio medicale deve essere inferiore a Ra 0,008 μm per evitare distorsioni nell'immagine. Nel caso di una piastra di guida della luce ottica, la trasmittanza deve essere superiore al 92% , mentre la foschia deve essere inferiore allo 0,5% . Grazie a processi di lucidatura su scala nanometrica e al controllo ambientale in camera bianca, raggiungiamo standard ottici di livello specchio.
- Precisione strutturale e stabilità dimensionale: è necessario che la tolleranza della larghezza del canale del chip microfluidico sia controllata entro ±5 μm , senza deformazioni da scorrimento viscoso durante l'uso prolungato. Viene adottata una tecnologia di ricottura sotto stress a bassa temperatura per garantire che i componenti siano in grado di mantenere le proprie dimensioni entro la tolleranza di ±0,01 mm/100 mm anche in condizioni di temperatura fluttuanti.
- Biocompatibilità e resistenza chimica: le parti che entrano in contatto con il corpo umano devono superare i test USP Classe VI ; devono resistere alla corrosione causata da disinfettanti come l'ipoclorito di sodio. Utilizziamo una tecnologia di modifica dei materiali per far sì che il PMMA raggiunga un tasso antibatterico superiore al 99,9% mantenendo la trasmissione della luce.
Grazie alla finitura superficiale su scala nanometrica, ai controlli di tolleranza submicronici e alle garanzie di biocompatibilità , possiamo assicurare che i nostri componenti superino ampiamente gli standard industriali in termini di prestazioni ottiche, precisione strutturale e stabilità chimica. L'attuale soluzione tecnica, certificata ISO 13485 e FDA, traduce questi requisiti di qualità astratti in parametri di produzione quantificabili e tracciabili, fornendo garanzie essenziali per applicazioni ad alta affidabilità .
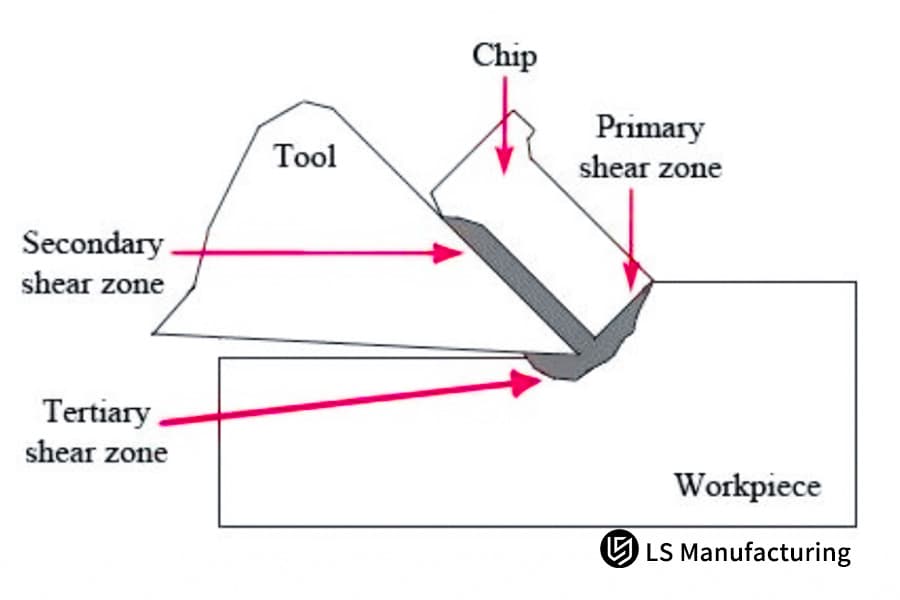
Figura 3: Zone di deformazione per taglio nel processo CNC dell'acrilico di LS Manufacturing
Caso di studio: Superare le sfide della produzione di massa di componenti ottici per un'azienda leader mondiale nella produzione di dispositivi medici.
Nella produzione di dispositivi medici di alto valore , la costanza nella produzione di massa di componenti ottici è un fattore determinante per il vantaggio competitivo di un prodotto. Di seguito viene presentato un caso che illustra come l'innovazione tecnologica sistematica possa risolvere le sfide del settore nella produzione di massa di componenti di guida ottica per apparecchiature TC da parte di un'azienda multinazionale di apparecchiature mediche:
Analisi dettagliata del dilemma del cliente
I requisiti di questa azienda erano tecnicamente molto elevati: la rugosità superficiale doveva essere costantemente controllata a Ra < 0,01 μm e la variazione tra i lotti non doveva superare il 5% . Tuttavia, a causa delle sue proprietà termosensibili, alcuni danni termici erano inevitabili durante la lavorazione, e quindi i metodi di lavorazione tradizionali non potevano risolvere il problema. Per un lungo periodo, ciò ha comportato che il tasso di resa del fornitore fosse inferiore al 30% .
Soluzione: Innovazione tecnologica
Abbiamo riunito un team interdisciplinare per raggiungere traguardi tecnologici in 3 dimensioni:
- Sviluppo di un algoritmo di percorso utensile adattivo con diritti di proprietà intellettuale indipendenti. Utilizzando il monitoraggio in tempo reale delle variazioni della forza di taglio e la regolazione dinamica dei parametri di avanzamento, l'ampiezza delle vibrazioni di lavorazione può essere controllata entro un intervallo di 0,2 μm ;
- Il sistema di lavorazione criogenica ad azoto liquido viene adottato in modo innovativo, mantenendo la variazione di temperatura della zona di taglio entro ±1℃ grazie all'utilizzo di un modulo di controllo della temperatura a circuito chiuso, ed eliminando così il fenomeno del bordo bianco;
- Sviluppo di un sistema di ispezione ottica online basato sulla visione artificiale per il controllo della qualità superficiale ogni 15 secondi , che consente l'auto-ottimizzazione e la regolazione dei parametri di lavorazione entro limiti prestabiliti.
Risultati quantitativi e creazione di valore
Grazie all'implementazione del progetto, sono stati ottenuti risultati significativi: la resa produttiva è aumentata dal 30% iniziale a un nuovo massimo del settore, pari al 99,2% , con un volume di consegne annuo stabile di 500.000 unità. Con l'ottimizzazione del processo, il ciclo di lavorazione del singolo pezzo è stato ridotto del 35% e il costo complessivo di produzione è diminuito del 40% . A fronte di una fornitura stabile di componenti, il cliente è riuscito ad accorciare di 4 mesi il ciclo di lancio di nuovi prodotti e a consolidare ulteriormente la sua posizione di leadership nel settore dell'imaging medicale.
Questo caso di studio evidenzia la leadership tecnologica di LS Manufacturing nel campo della lavorazione CNC dell'acrilico. Grazie alla creazione di un sistema tecnico completo che comprende progettazione, controllo e verifica della qualità del processo, integriamo profondamente la scienza dei materiali e la tecnologia digitale, risolvendo le sfide della produzione di componenti ottici di alta gamma e definendo un nuovo punto di riferimento tecnologico per il settore.
È ora disponibile una soluzione tecnica per migliorare la resa dal 30% al 99,2%. Richiedi subito la tua soluzione personalizzata!

Tre requisiti tecnici da verificare assolutamente quando si sceglie un fornitore di servizi di lavorazione dell'acrilico
Nella produzione di prodotti di alta gamma, la qualità dei componenti in acrilico determina direttamente le prestazioni del prodotto finale. Materiali, processo e qualità sono le tre capacità fondamentali che un partner per la produzione di componenti in plastica trasparente di alta qualità deve possedere. Non si tratta solo di una questione di resa produttiva, ma anche di un fattore chiave per garantire l'affidabilità della catena di fornitura. Le migliori prassi del settore suggeriscono l'istituzione di un sistema di valutazione dei fornitori basato sulle seguenti tre dimensioni:
Profondità di comprensione della scienza dei materiali
I buoni fornitori dovrebbero essere in grado di offrire report completi sulle proprietà dei materiali, inclusi i principali parametri che caratterizzano il PMMA: distribuzione del peso molecolare, temperatura di transizione vetrosa e coefficiente di dilatazione termica . Ad esempio, per le applicazioni mediche è richiesta la certificazione di biocompatibilità USP Classe VI , mentre per i dispositivi ottici sono necessari i dati relativi alla trasmittanza e ai test di opacità. Solo questa conoscenza di base dei materiali aiuterà a evitare difetti durante la lavorazione.
Capacità di innovazione di processo
Valutate se il fornitore possiede riserve tecnologiche esclusive, come ad esempio design di utensili brevettati, algoritmi di controllo della temperatura o sistemi di soppressione delle vibrazioni. Un fornitore di alta qualità può garantire fluttuazioni di temperatura entro ±1℃ nella zona di taglio grazie al suo brevetto proprietario per la lavorazione a bassa temperatura, migliorando la resa dei componenti in acrilico a oltre il 99%. Questo tipo di innovazione tecnologica è una garanzia fondamentale per risolvere problemi come bordi bianchi e crepe.
Capacità di garanzia della qualità
Il fornitore dovrà essere dotato di un laboratorio completo di test ottici con attrezzature professionali, tra cui interferometri a luce bianca e spettrofotometri . Un sistema di qualità accurato dovrà garantire la tracciabilità completa dei dati di processo. Ad esempio, dovrà collegare i parametri di processo e i report di controllo di ogni lotto di componenti tramite codice QR per garantire la verificabilità dei principali indici, come la rugosità superficiale Ra < 0,01 μm .
Raccomandiamo che durante la valutazione di I fornitori di lavorazioni CNC di materie plastiche richiedono ai propri clienti dati specifici, come ad esempio tabelle comparative dei parametri di lavorazione per diverse tipologie di PMMA, report sulle domande di brevetto e report di ispezione a grandezza naturale di pezzi tipici . Si tratta di prove quantitative che identificano realmente i partner con elevate capacità produttive.
Come ridurre del 70% i rischi e i costi di elaborazione durante la fase di progettazione?
Nel processo di produzione di componenti acrilici di precisione , le decisioni di progettazione incidono per oltre l'80% sul costo finale e sulla qualità. Grazie a un intervento tempestivo nella fase di progettazione presso LS Manufacturing, i clienti possono evitare fino al 70% dei potenziali rischi per la qualità e dei costi aggiuntivi. La nostra metodologia proprietaria DFM, o Design for Manufacturability (progettazione per la producibilità), aiuta i clienti a costruire un vantaggio in termini di qualità fin dalle prime fasi di ricerca e sviluppo, attraverso un'ottimizzazione sistematica.
- Progettazione ottimizzata con angoli arrotondati: poiché l'acrilico è un materiale fragile , tutti gli angoli interni sono progettati con raggi di 0,5 mm o superiori e la distribuzione delle sollecitazioni viene verificata mediante analisi agli elementi finiti. Dopo aver eseguito questo tipo di ottimizzazione, il tasso di difetti da cricca per un guscio in un dispositivo medico è passato dal 25% allo 0,3% e la durata dello stampo è triplicata .
- Controllo della standardizzazione dello spessore della parete: definiamo le specifiche di progettazione per l'uniformità dello spessore della parete e controlliamo la variazione di spessore entro ±10% del valore di base. Ad esempio, la piastra guida luce ottica può raggiungere un'uniformità di trasmissione della luce del 92% ± 2% senza problemi di deformazione da ritiro, progettando uno spessore uniforme della parete di 1,5 mm .
- Allocazione razionale delle tolleranze: viene applicato un sistema di tolleranza a livelli basato sulle caratteristiche chiave, in cui le posizioni di montaggio mantengono un livello di precisione di ±0,05 mm , mentre le caratteristiche non di accoppiamento sono rilassate a un livello industriale di ±0,2 mm . Adottando questo approccio per ridurre i processi di finitura, un produttore di pannelli strumenti ha ridotto del 40% il tempo di lavorazione per pezzo.
La metodologia DFM ha aiutato oltre 200 clienti a ridurre i costi e migliorare l'efficienza. Ad esempio, in un progetto di copertura per strumenti aerospaziali, un intervento tempestivo ha ottimizzato 12 dettagli di progettazione , aumentando infine il tasso di resa dal 68% al 95,5%, con una riduzione del 42% del costo per pezzo. L'esperienza sul campo ha dimostrato che integrare l'esperienza produttiva nella fase di progettazione è la strada più efficace per ottenere un risultato vantaggioso per entrambe le parti in termini di qualità e costi .
Figura 4: Campioni di materiale acrilico per la dimostrazione di ingegneria di precisione a cura di LS Manufacturing
Perché i marchi globali di alta gamma scelgono LS Manufacturing come partner strategico?
Nella produzione di precisione di componenti in acrilico, la capacità tecnica e il sistema di qualità del partner determinano direttamente la competitività del prodotto sul mercato. Scegliere LS Manufacturing significa scegliere un leader nella tecnologia di lavorazione dell'acrilico . Forniamo soluzioni produttive insostituibili a clienti in tutto il mondo attraverso un sistema di valore integrato.
vantaggio della leadership tecnologica
Investiamo l'8% del fatturato ogni anno in ricerca e sviluppo e abbiamo depositato 37 brevetti relativi a tecnologie chiave, come la lavorazione a bassa temperatura e la soppressione delle vibrazioni. L' algoritmo di rilevamento delle sollecitazioni nell'acrilico , sviluppato internamente, segnala in modo intelligente possibili difetti prima della lavorazione, riducendo così del 50% il ciclo di sviluppo di nuovi prodotti.
Garanzia di capacità produttiva su larga scala
Possediamo il più grande stabilimento di lavorazione di precisione dell'acrilico in Asia , dotato di 52 macchine CNC a 5 assi e linee di produzione completamente automatizzate, in grado di produrre milioni di pezzi al mese. La flessibilità del nostro sistema produttivo consente di allocare dinamicamente le capacità tra "standardizzazione di massa" e "personalizzazione di piccoli lotti", garantendo la rapida evasione degli ordini urgenti entro 72 ore.
Sistema di impegno per la qualità
Siamo l'unica azienda in questo settore a fornire una garanzia sulle prestazioni ottiche, ovvero una decadimento della trasmittanza garantito inferiore allo 0,5% all'anno (test di invecchiamento accelerato). Abbiamo istituito 214 punti di controllo qualità , dallo stoccaggio dei materiali alla spedizione del prodotto finito. Tutti i dati dei test sono archiviati sulla blockchain, garantendo 15 anni di assicurazione della qualità .
Modello di servizio end-to-end
I nostri ingegneri senior gestiscono ogni progetto, dall'analisi DFM all'ottimizzazione della produzione di massa, fornendo servizi completi . Ad esempio, un marchio di lusso ha ridotto il numero di componenti da 38 a 12 adottando le nostre soluzioni di ottimizzazione del design, riuscendo a risparmiare 1,2 milioni di dollari all'anno.
Questo si allinea perfettamente con le esigenze dei marchi di fascia alta in termini di affidabilità della catena di fornitura, innovazione di prodotto e controllo dei costi. Forniamo ai nostri clienti non solo componenti, ma anche la capacità produttiva necessaria per rafforzare il loro potere di determinazione dei prezzi premium. Questo costituisce la base stessa del nostro rapporto a lungo termine con i principali marchi globali in tutto il mondo.
FAQ
1. Come si garantisce una qualità costante nella produzione di massa?
Abbiamo implementato un sistema di controllo qualità digitale che copre 214 punti di controllo . Ogni lotto di prodotti viene sottoposto a un'ispezione dimensionale completa con una macchina di misura a coordinate e uno scanner laser. Il controllo statistico di processo (SPC) viene eseguito sulle dimensioni critiche per garantire un Cpk ≥2,0 , raggiungendo una fluttuazione di tolleranza non superiore a ±0,02 mm per la produzione in serie di decine di migliaia di pezzi.
2. Qual è la dimensione massima dei pezzi in acrilico che potete lavorare?
Il nostro centro di lavoro a 5 assi di dimensioni eccezionali è in grado di gestire lastre acriliche fino a 3000×2000×300 mm . Grazie a un ambiente di lavoro a temperatura controllata e al sistema di posizionamento e calibrazione laser, garantiamo una precisione di lavorazione di ±0,05 mm/m su tutta la gamma di dimensioni, un livello all'avanguardia nel settore.
3. Potete fornire materiali acrilici certificati per uso medicale?
Disponiamo di un inventario di PMMA di grado medicale certificato ISO 10993-1 , comprensivo di certificato di materiale originale del produttore per ogni lotto con una catena di tracciabilità completa. Possiamo fornire rapporti di test di biocompatibilità di terze parti , spesso richiesti per soddisfare i rigorosi requisiti normativi per i dispositivi medici impiantabili.
4. Qual è la struttura più piccola che riesci a costruire?
Il raggio d'angolo interno può essere ridotto fino a 0,1 mm e lo spessore della parete può essere sottile fino a 0,2 mm grazie a una tecnologia di microlavorazione sviluppata internamente. Utilizzando nano-utensili e una tecnologia di controllo delle vibrazioni a microampiezza , il tasso di successo della lavorazione della microstruttura supera il 99,5% .
5. Come gestite gli ordini urgenti e i preventivi?
Per i clienti certificati, disponiamo di un canale VIP prioritario con linee di produzione indipendenti e supporto logistico. Grazie all'ingegneria simultanea e a un sistema di pianificazione intelligente, il tempo che intercorre tra la conferma dell'ordine e la consegna del prodotto finito non supera le 72 ore. Se hai bisogno di assistenza immediata, puoi richiedere subito un preventivo personalizzato online per velocizzare l'avvio del tuo progetto.
6. Sono previsti test quantitativi sulla trasparenza?
Nel nostro laboratorio è presente una gamma di spettrofotometri di ultima generazione, in grado di fornire report di prova che includono parametri quali trasmittanza (valore standard ≥92%), torbidità (≤0,5%), indice di giallo, ecc. Tutti i dati sono certificati CNAS per garantire una verifica quantificabile delle prestazioni ottiche.
7. Come proteggete la proprietà intellettuale del design del cliente?
Seguiamo rigorosamente gli standard di sicurezza delle informazioni ISO 27001 e utilizziamo la tecnologia di crittografia blockchain per l'archiviazione dei dati. Adottiamo una gestione gerarchica delle autorizzazioni per tutti i documenti di progettazione dei clienti; conserviamo i registri operativi per 15 anni; e abbiamo stipulato un'assicurazione sulla proprietà intellettuale del valore di 20 milioni di RMB per costruire una rete di protezione completa.
8. Oltre all'acrilico, quali altre materie plastiche tecniche è possibile lavorare?
Le tecniche di lavorazione delle materie plastiche ingegneristiche comprendono oltre 20 varianti , e le tecnologie chiave sviluppate internamente includono il controllo delle sollecitazioni del PC e la prevenzione dell'adesione della lama al PETG . L'azienda è in grado di fornire soluzioni per la selezione dei materiali in base allo scenario applicativo del prodotto, offrendo così servizi completi di lavorazione di precisione per diversi materiali.
Riepilogo
LS Manufacturing Acrylic CNC è una tecnologia ingegneristica sistemica che integra scienza dei materiali, ingegneria di processo e gestione della qualità. Dotati di un centro di lavoro a 5 assi e di un laboratorio di ispezione ottica, possiamo realizzare un controllo meticoloso dell'intero processo, dalla progettazione alla produzione di massa, garantendo che i componenti soddisfino gli standard medicali o ottici in termini di trasmissione della luce, stabilità dimensionale e qualità superficiale.
Dai risalto ai tuoi prodotti con una texture superiore! Carica i disegni di progettazione per un preventivo accurato e una soluzione di processo su misura. Offriamo anche servizi gratuiti di analisi di producibilità DFM. Per approfondimenti tecnici, ti invitiamo a contattarci direttamente: ti offriremo una soluzione completa per il tuo progetto, dalla selezione dei materiali all'ottimizzazione della produzione di massa.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. LS Manufacturing non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che fornitori o produttori terzi forniscano parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o processi attraverso la rete di LS Manufacturing. L'acquirente è l'unico responsabile di tali informazioni. Per preventivi di componenti, si prega di specificare i requisiti esatti per tali componenti. Per ulteriori informazioni, si prega di contattarci .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore specializzata in soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza e più di 5.000 clienti al servizio, ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio metalli e altri servizi di produzione completi.
Il nostro stabilimento vanta oltre 100 centri di lavoro a cinque assi all'avanguardia ed è certificato ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi e regioni in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni di massa, possiamo soddisfare le vostre esigenze entro 24 ore. Scegliere LS Manufacturing significa scegliere efficienza, qualità e professionalità.
Per ulteriori informazioni, visitate il nostro sito web: www.lsrpf.com .


