
El mecanizado CNC de acrílico suele presentar defectos como grietas, bordes blancos y empañamiento. Esto ha llevado a muchas empresas a reducir precios y aceptar devoluciones, lo que ha afectado gravemente sus beneficios y reputación. El problema radica en la falta de conocimiento sobre PMMA por parte de los métodos de mecanizado tradicionales, lo que conlleva un procesamiento incorrecto y graves desviaciones en cuanto a herramientas, parámetros y gestión térmica.
LS Manufacturing se centra en la ciencia de los materiales y la innovación de procesos para lograr un control de calidad integral. Para ello, desarrolla un sistema de mecanizado de precisión de grado óptico basado en acrílico que crea un acabado de espejo y aumenta el valor de los productos. A continuación, se analiza en detalle cómo este sistema tecnológico eleva el mecanizado de acrílico, pasando de la simple "fabricación" a un nuevo nivel conocido como "fabricación de calidad".

Tabla de referencia rápida sobre tecnología de mecanizado CNC de acrílico
| Clasificación de módulos | Resumen del contenido principal |
| Puntos débiles en el mecanizado | El mecanizado del acrílico es propenso a defectos como grietas, bordes blancos y neblina. |
| Causas fundamentales | Aplicación incorrecta de las técnicas de metalurgia; no se consideró/ignoró la sensibilidad térmica del material . |
| Selección de herramientas | Utilice herramientas específicas de un solo filo diseñadas para optimizar el ángulo de ataque y el diseño de la ranura de viruta. |
| Parámetros de corte | Controla la velocidad del husillo y la velocidad de avance. Adopta una profundidad de corte pequeña y procede con el corte capa por capa. |
| Control de temperatura | Para evitar el sobrecalentamiento y la deformación, debe utilizarse refrigeración por aire o lubricación ligera . |
| Solución de sujeción | Los dispositivos de sujeción flexibles personalizados distribuyen la tensión de sujeción de manera uniforme. |
| Índice de calidad | Rugosidad superficial < 0,01 μm , transmitancia de luz > 92 % . |
El mecanizado CNC de acrílico requiere un sistema de proceso específico. Su clave reside en cómo solucionar los problemas derivados de la sensibilidad térmica y la fragilidad del material. Mediante una combinación sistemática , la herramienta especializada, junto con parámetros precisos, un control científico de la temperatura y una sujeción flexible, permite evitar eficazmente los defectos de mecanizado y lograr una calidad superficial óptica . De este modo, se mejora notablemente el rendimiento y el valor añadido del producto, ofreciendo una garantía fiable para la producción de productos acrílicos de alta calidad.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
El marco técnico de esta guía se basa en la década de experiencia de LS Manufacturing en el mecanizado CNC de precisión de acrílico . Durante el desarrollo de este proceso, hemos consultado continuamente las normas publicadas por la SME sobre el mecanizado de polímeros y hemos utilizado la base de datos de materiales Granta Design CES EduPack para verificar los parámetros de rendimiento del PMMA.
Gracias a nuestra tecnología CNC de 5 ejes , hemos desarrollado bibliotecas de herramientas, de parámetros de control de temperatura y soluciones de monitorización de tensiones específicas para diferentes grados de acrílico . De esta forma, hemos resuelto eficazmente el problema común de los bordes blancos y las grietas en la industria. Basándonos en datos prácticos de más de 300 proyectos de acrílico de precisión, hemos creado un sistema de procesos integral que abarca la selección de materiales, la planificación de la trayectoria de la herramienta y el control de la calidad de la superficie.
Estas experiencias nos han brindado un profundo conocimiento del equilibrio entre la sensibilidad térmica, la fragilidad y los requisitos ópticos de los materiales PMMA. Todos los métodos descritos en este manual han sido verificados mediante la producción en masa real y tienen como objetivo que los lectores comprendan sistemáticamente los aspectos técnicos clave de las piezas acrílicas de grado óptico , eviten los problemas de calidad más comunes y mejoren rápidamente la estabilidad de la calidad del mecanizado.

Figura 1: Muestras de acrílico meticulosamente elaboradas para demostración de materiales por LS Manufacturing.
¿Qué hace que el mecanizado de acrílico sea único en lo que respecta a la fabricación de precisión?
¿Qué es el mecanizado CNC de acrílico ? El mecanizado CNC de acrílico es una disciplina de procesamiento de precisión que requiere un profundo conocimiento de la ciencia de los materiales . Su singularidad radica en las diferencias fundamentales entre el PMMA y los metales a nivel de la ciencia de los materiales, que se reflejan principalmente en tres aspectos clave: su estructura molecular distintiva, su respuesta mecánica y su comportamiento térmico.
Características de la estructura del material
El acrílico es un polímero amorfo cuyas cadenas se disponen aleatoriamente en el espacio, en marcado contraste con las estructuras cristalinas de los metales. Esta propiedad estructural explica la naturaleza extremadamente frágil del acrílico; por lo tanto, durante el mecanizado, el material acrílico se comporta como un material de fractura frágil en lugar de deformación plástica. Además, su baja temperatura de distorsión térmica, de aproximadamente 80-105 °C, lo hace sensible al calor generado durante el corte, lo que puede provocar fácilmente la fusión superficial o el agrietamiento por tensión térmica.
Mecanismo de respuesta de mecanizado
Mecánicamente, el acrílico es muy diferente de los metales: en el mecanizado de metales predomina la deformación plástica, mientras que en los acrílicos se trata principalmente de un proceso de fractura frágil . Se requieren geometrías de herramientas y parámetros de corte completamente diferentes para compensar esta diferencia. Una fuerza de avance excesiva puede provocar la propagación de microfisuras; por otro lado, temperaturas de corte excesivamente altas pueden causar el ablandamiento del material y la adherencia a la herramienta.
Requisitos de control de procesos
El mecanizado CNC de acrílico exitoso generalmente implica un control preciso de varios parámetros clave, incluyendo herramientas especialmente diseñadas con un ángulo de ataque amplio, normalmente superior a 10° para un corte suave ; parámetros de corte adaptados a las propiedades del material; y velocidades de husillo controladas habitualmente en el rango de 200 a 400 m/min . También requerirá estrategias de refrigeración específicas, ya que la gestión térmica será fundamental para prevenir daños por calor.
Tras años de desarrollo técnico, hemos creado una completa base de datos de mecanizado que abarca 12 grados diferentes de acrílico , incluyendo bibliotecas de herramientas específicas, modelos de optimización de parámetros y esquemas de control térmico. Este enfoque sistemático, basado en la ciencia de los materiales, garantiza que las diversas piezas de acrílico , desde componentes ópticos para el sector médico hasta productos de visualización de alta gama, cumplan con los requisitos de calidad de las superficies ópticas.

Grietas y bordes blancos: ¿Cómo eliminar de raíz estos defectos fatales?
Las grietas y los bordes blancos son dos de los problemas más comunes que han afectado durante mucho tiempo a la industria del mecanizado de precisión de acrílico. Nuestra tecnología de mecanizado CNC de PMMA elimina por completo todos los factores del proceso que provocan grietas y bordes blancos, arrastrándolos directamente a su origen. Este avance se basa en una profunda integración de la ciencia de los materiales y la tecnología de mecanizado.
- Mecanismo mecánico y contramedidas para la formación de grietas: Las grietas se producen por tensiones localizadas en el material que superan la resistencia a la tracción del PMMA (70-80 MPa) . Hemos desarrollado con éxito una herramienta específica con un ángulo de ataque de 25° que reduce la fuerza de corte en un 62% . Se adoptó el corte progresivo por etapas para evitar la concentración de tensiones internas, y se aplicó el análisis de elementos finitos para optimizar el sistema de sujeción y lograr una distribución uniforme de las tensiones.
- Mecanismo termodinámico y prevención de la formación de bordes blancos: Los bordes blancos son un tipo de daño térmico que ocurre cuando la temperatura de corte supera la Tg (temperatura de transición vítrea: 105 ℃) . Realizamos un control de temperatura multidimensional de la siguiente manera: nanorrevestimiento para la herramienta para reducir el coeficiente de fricción; una velocidad de rotación máxima de hasta 350 m/min ; y tecnología de enfriamiento por pulsos para controlar de forma estable la temperatura en la zona de corte por debajo de 75 ℃ .
- Pruebas innovadoras y garantía de calidad: Introdujimos microscopios industriales para la inspección de secciones transversales con un aumento de 200x y detectamos grietas con una sensibilidad de 5 μm . Posteriormente, establecimos un sistema de evaluación cuantitativa de bordes blancos que permite identificar una diferencia de color de 0,1 mediante el análisis de la escala de grises de la imagen. Este estándar se ha implementado en todo el proceso de trazabilidad de calidad para decenas de miles de productos.
Esto se debe a que los parámetros mecánicos del material y los modelos termodinámicos están profundamente integrados en el diseño del proceso para superar la limitación del procesamiento tradicional. La aplicación de este sistema tecnológico en dominios de alta gama como moldes para catéteres médicos con una rugosidad superficial Ra de 0,008 μm y placas de guía de luz óptica con una transmitancia del 93,5 % ha logrado el salto en El procesamiento del acrílico pasa de ser "dependiente de la experiencia" a "científicamente controlable", estableciendo un nuevo referente para la industria.
5 avances tecnológicos clave para superficies de grado óptico
Gracias a cinco tecnologías patentadas clave, nuestro servicio de mecanizado de acrílico ha logrado una calidad superficial de grado óptico. Estas innovaciones tecnológicas no solo eliminan por completo los defectos comunes como el agrietamiento y la opacidad que se presentan en el mecanizado tradicional, sino que también demuestran un rendimiento líder en la industria en indicadores medibles críticos, incluyendo una transmitancia de luz superior al 92 % y una rugosidad superficial inferior a Ra 0,01 micrómetros .
| Sistema tecnológico | Resumen del contenido principal |
| Tecnología de herramientas especiales | Para lograr una precisión de corte a nivel micrométrico, se utiliza una herramienta de diamante con un gran ángulo de ataque y recubrimiento nanotecnológico. |
| Control de microvibraciones | Desarrollar un sistema activo de reducción de vibraciones para controlar la amplitud de vibración del mecanizado dentro de 0,5 μm . |
| Innovación en la gestión térmica | Emplear tecnología de enfriamiento por pulsos para mantener una temperatura constante en la zona de corte dentro de ±2℃ . |
| Mecanizado multieje | Permite la formación en una sola operación de superficies curvas complejas mediante control síncrono de 5 ejes . |
| Pulido a nanoescala | Con la tecnología de pulido magnetorreológico , la rugosidad de la superficie puede alcanzar Ra0,001μm . |
Desde el diseño de la herramienta hasta el control de la gestión térmica, desde la supresión de vibraciones hasta el pulido de precisión , cada paso refleja un profundo conocimiento de las propiedades de los materiales. Este sistema tecnológico ha permitido que las lentes de los endoscopios médicos alcancen una transmisión de luz superior al 92 % y que las placas de guía de luz óptica logren una calidad superficial comparable a la de los espejos, estableciendo un nuevo estándar en el procesamiento de precisión del acrílico .

Figura 2: Fabricación de alta precisión de piezas acrílicas transparentes por LS Manufacturing.
Mecanizado CNC de precisión frente a corte láser: ¿Cómo tomar la decisión científicamente correcta para su proyecto?
Para aplicaciones de alta gama donde se requieren simultáneamente un rendimiento óptico óptimo y una alta integridad estructural, el mecanizado CNC de acrílico es la única opción. Fundamentalmente, ambos procesos difieren en sus principios físicos, lo cual determina su idoneidad para diversos escenarios de aplicación. A continuación, se presenta una comparación entre el mecanizado CNC de precisión y el corte láser de acrílico :
| Dimensiones de evaluación | Mecanizado CNC de precisión | Corte láser |
| Rendimiento óptico | Mantiene la transmitancia de luz original del material, por encima del 92% , sin zona afectada por el calor. | En el borde cortado, hay una capa carbonizada que reduce la transmitancia de la luz entre un 15 y un 30%. |
| Resistencia estructural | La estructura granular se mantiene intacta y las propiedades mecánicas corresponden a los valores estándar del material. | La resistencia en la zona afectada por el calor se reduce aproximadamente un 25% , y se presentan tensiones internas. |
| Eficiencia de producción | Es apto para su uso en estructuras tridimensionales complejas y tiene un ciclo de procesamiento relativamente largo. | Posee una alta eficiencia en el corte bidimensional y es adecuada para el procesamiento por lotes en plano. |
| Costo total | Mayor coste de equipos y herramientas ; por lo tanto, es adecuado para productos de alto valor añadido. | Una menor inversión inicial es adecuada para la producción en masa estandarizada. |
En productos de consumo, la ventaja en costes del corte por láser es un factor clave. Para aplicaciones de alta gama, como equipos médicos e instrumentos ópticos, se utiliza el mecanizado CNC para cumplir con los estrictos requisitos de fiabilidad. Nuestro equipo técnico puede proporcionar un modelo de evaluación cuantitativa, basado en los requisitos funcionales del producto, para ayudar a los clientes a determinar el mejor plan de implementación técnica desde el inicio del proyecto y evitar riesgos de calidad y pérdidas de costes derivadas de una selección de proceso inadecuada .
Requisitos de calidad extremos para piezas acrílicas en las industrias médica y óptica.
Cabe destacar que, en comparación con los requisitos de grado industrial, las piezas acrílicas utilizadas para fines médicos y ópticos deben cumplir con exigencias de calidad extremas. Nuestras piezas de PMMA de grado médico cumplen plenamente con los requisitos de certificación ISO 13485 y FDA , y sus especificaciones técnicas abarcan las siguientes tres dimensiones:
- Calidad de la superficie y rendimiento óptico: La rugosidad superficial del tubo del endoscopio médico debe ser inferior a Ra 0,008 μm para evitar distorsiones en la imagen. En el caso de una placa guía de luz óptica, la transmitancia debe ser superior al 92 % , mientras que la turbidez es inferior al 0,5 % . Mediante procesos de pulido a nanoescala y un entorno controlado en sala limpia, alcanzamos estándares de calidad de espejo óptico.
- Precisión estructural y estabilidad dimensional: Se requiere que la tolerancia del ancho del canal del chip microfluídico se mantenga dentro de ±5 μm , sin deformación por fluencia durante un uso prolongado. Se adopta una tecnología de recocido bajo tensión a baja temperatura para garantizar que los componentes conserven sus dimensiones dentro de la tolerancia de ±0,01 mm/100 mm incluso bajo condiciones de temperatura fluctuante.
- Biocompatibilidad y resistencia química: Las piezas que entran en contacto con el cuerpo humano deben superar las pruebas USP Clase VI ; deben resistir la corrosión causada por desinfectantes como el hipoclorito de sodio. Utilizamos tecnología de modificación de materiales para que el PMMA alcance una tasa antibacteriana superior al 99,9%, manteniendo al mismo tiempo la transmitancia de la luz.
Gracias a un acabado superficial a nanoescala, controles de tolerancia submicrométrica y garantías de biocompatibilidad , podemos asegurar que nuestras piezas superan ampliamente los estándares industriales en cuanto a rendimiento óptico, precisión estructural y estabilidad química. La solución técnica actual, certificada según la norma ISO 13485 y la FDA, transforma estos requisitos de calidad abstractos en parámetros de fabricación cuantificables y trazables, lo que proporciona garantías esenciales para aplicaciones de alta fiabilidad .
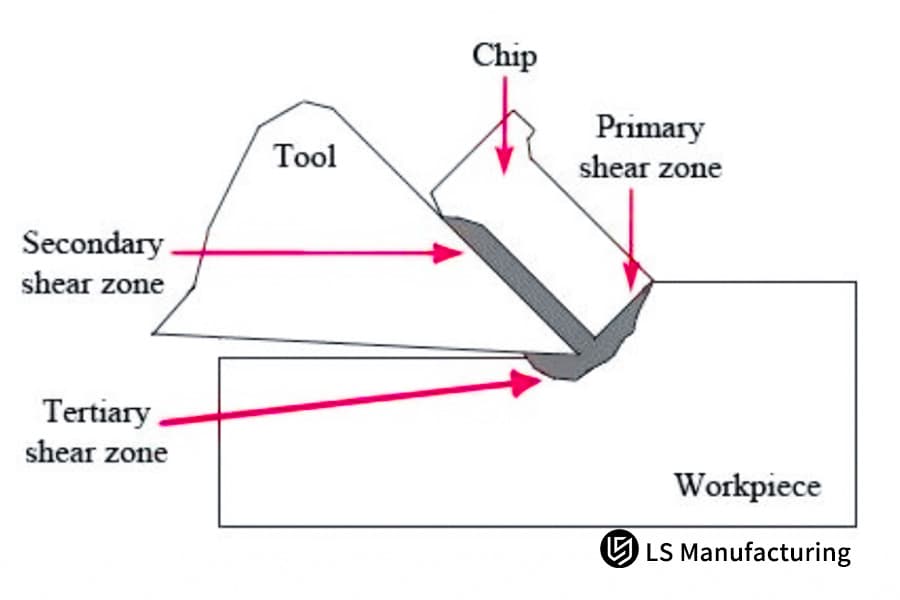
Figura 3: Zonas de deformación por cizallamiento en el proceso CNC de acrílico de LS Manufacturing
Caso práctico: Superación de los desafíos de la producción en masa de componentes ópticos para un fabricante líder mundial de dispositivos médicos.
En la producción de dispositivos médicos de alto valor , la uniformidad en la producción en masa de componentes ópticos es un factor determinante de la ventaja competitiva de un producto. A continuación, se presenta un caso práctico que ilustra cómo la innovación tecnológica sistemática puede resolver los desafíos de la industria en la producción en masa de componentes de guía óptica para equipos de tomografía computarizada por parte de una empresa multinacional de equipos médicos:
Análisis detallado del dilema del cliente.
Los requisitos técnicos de esta empresa eran muy exigentes: la rugosidad superficial debía controlarse constantemente a Ra < 0,01 μm , y la variación entre lotes no podía superar el 5 % . Sin embargo, debido a su sensibilidad al calor, era inevitable que se produjeran algunos daños térmicos durante el procesamiento, por lo que los métodos de procesamiento tradicionales no podían solucionar el problema. Durante un largo periodo, esto significó que el rendimiento del proveedor colaborador fuera inferior al 30 % .
Solución: Innovación tecnológica
Hemos reunido un equipo interdisciplinario para lograr avances tecnológicos en 3 dimensiones:
- El desarrollo de un algoritmo de trayectoria de herramienta adaptativo con derechos de propiedad intelectual independientes. Mediante el monitoreo en tiempo real de los cambios en la fuerza de corte y el ajuste de los parámetros de avance dinámicos, la amplitud de la vibración de mecanizado se puede controlar dentro de un rango de 0,2 μm ;
- El sistema de mecanizado criogénico con nitrógeno líquido se adopta de forma innovadora, el rango de fluctuación de temperatura de la zona de corte se mantiene dentro de ±1 ℃ mediante el uso de un módulo de control de temperatura de circuito cerrado, y se elimina el fenómeno del borde blanco;
- Desarrollo de un sistema de inspección óptica en línea basado en visión artificial para revisar la calidad de la superficie cada 15 segundos , que permite la autooptimización y el ajuste de los parámetros de mecanizado dentro de los límites preestablecidos.
Resultados cuantitativos y creación de valor
Mediante la implementación del proyecto, se obtuvieron resultados significativos: el rendimiento del producto aumentó del 30 % inicial a un nuevo máximo del sector del 99,2 % , con un volumen de entrega anual estable de 500 000 unidades. Gracias a la optimización del proceso, el ciclo de mecanizado de piezas individuales se redujo un 35 % y el coste total de producción disminuyó un 40 % . Ante un suministro estable de componentes, el cliente logró acortar el ciclo de lanzamiento del nuevo producto en cuatro meses y consolidó aún más su posición de liderazgo en el sector de la imagen médica.
Este caso práctico pone de relieve el liderazgo tecnológico de LS Manufacturing en el campo del mecanizado CNC de acrílico. Mediante la creación de un sistema técnico integral que abarca el diseño, el control y la verificación de procesos, integramos profundamente la ciencia de los materiales y la tecnología digital, resolviendo los desafíos de la fabricación de componentes ópticos de alta gama y estableciendo un nuevo referente tecnológico para el sector.
Ya está disponible una solución técnica para mejorar el rendimiento del 30% al 99,2%. ¡Obtenga su solución personalizada ahora!

Tres cualificaciones técnicas que debe verificar al seleccionar un proveedor de mecanizado de acrílico.
En la fabricación de productos de alta gama, la calidad de las piezas acrílicas determina directamente el rendimiento del producto final. Materiales, proceso y calidad son las tres capacidades fundamentales que debe poseer un socio fabricante de piezas de plástico transparente de alta calidad. No se trata solo del rendimiento del producto, sino también de un factor clave para garantizar la fiabilidad de la cadena de suministro. Las mejores prácticas del sector sugieren establecer un sistema de evaluación de proveedores basado en las siguientes tres dimensiones:
Profundidad de comprensión de la ciencia de los materiales
Los buenos proveedores deben poder ofrecer informes completos sobre las propiedades del material, incluyendo los parámetros principales que caracterizan al PMMA: distribución del peso molecular, temperatura de transición vítrea y coeficiente de dilatación térmica . Por ejemplo, la certificación de biocompatibilidad USP Clase VI es necesaria para aplicaciones médicas, mientras que los datos de pruebas de transmitancia y turbidez son necesarios para dispositivos ópticos. Solo este conocimiento básico sobre los materiales ayudará a evitar defectos durante el procesamiento.
Capacidad de innovación de procesos
Evalúe si el proveedor cuenta con reservas tecnológicas exclusivas, como diseños de herramientas patentados, algoritmos de control de temperatura o sistemas de supresión de vibraciones. Un proveedor de alta calidad puede garantizar una fluctuación de temperatura de ±1 °C en la zona de corte gracias a su patente de procesamiento a baja temperatura, lo que mejora el rendimiento de las piezas acrílicas a más del 99 %. Este tipo de innovación tecnológica es fundamental para solucionar problemas como bordes blancos y grietas.
Capacidad de garantía de calidad
El proveedor deberá contar con un laboratorio de pruebas ópticas completo con equipos profesionales que incluyan interferómetros de luz blanca y espectrofotómetros . Un sistema de calidad riguroso garantizará la trazabilidad completa de los datos del proceso. Por ejemplo, deberá vincular los parámetros de procesamiento y los informes de verificación de cada lote de piezas mediante un código QR para asegurar la verificabilidad de los principales índices, como la rugosidad superficial Ra < 0,01 μm .
Recomendamos que durante la evaluación de Los proveedores de mecanizado CNC de plástico solicitan a sus clientes datos específicos de cada caso, como una tabla comparativa de parámetros de procesamiento para diferentes grados de PMMA, informes de solicitudes de patentes y informes de inspección a tamaño real de piezas típicas . Esta es la evidencia cuantitativa que realmente identifica a los socios con capacidad de fabricación de alta gama.
¿Cómo reducir los riesgos y costes de procesamiento en un 70% durante la fase de diseño?
En el proceso de fabricación de piezas acrílicas de precisión , las decisiones de diseño representan más del 80 % del costo y la calidad finales. Con la intervención temprana en el diseño por parte de LS Manufacturing, los clientes pueden evitar hasta el 70 % de los riesgos de calidad probables y los costos adicionales. Nuestra metodología patentada DFM (Diseño para la Fabricación) ayuda a los clientes a obtener una ventaja de calidad desde las primeras etapas de I+D mediante la optimización sistemática.
- Optimización del diseño de esquinas redondeadas: Debido a que el acrílico es un material frágil , todas las esquinas internas se diseñan con radios de 0,5 mm o mayores, y la distribución de tensiones se verifica mediante análisis de elementos finitos. Tras realizar este tipo de optimización, la tasa de defectos por grietas en la carcasa de un dispositivo médico se redujo del 25 % al 0,3 % , y la vida útil del molde se triplicó .
- Control de estandarización del espesor de pared: Establecemos la especificación de diseño para la uniformidad del espesor de pared y controlamos la variación del espesor dentro de ±10% del valor base. Como ejemplo, la placa de guía de luz óptica puede lograr una uniformidad de transmitancia de luz del 92% ± 2% sin problemas de deformación por contracción al diseñar un espesor de pared uniforme de 1,5 mm .
- Asignación racional de tolerancias: Se aplica un sistema de tolerancias escalonadas basado en características clave, donde las posiciones de montaje mantienen un nivel de precisión de ±0,05 mm , mientras que las características que no coinciden se flexibilizan hasta un nivel industrial de ±0,2 mm . Al emplear este enfoque para reducir los procesos de acabado, un fabricante de paneles de instrumentos redujo el tiempo de procesamiento por pieza en un 40 %.
La metodología DFM ha ayudado a más de 200 clientes a reducir costes y mejorar la eficiencia. Por ejemplo, en un proyecto de cubierta de instrumentos aeroespaciales, la intervención temprana optimizó 12 detalles de diseño , aumentando finalmente la tasa de rendimiento del 68 % al 95,5 %, con una reducción del 42 % en el coste por pieza. Se ha demostrado en la práctica que incorporar la experiencia en fabricación a la fase de diseño es la vía más eficaz para lograr un resultado beneficioso para ambas partes en cuanto a calidad y coste .
Figura 4: Muestras de material acrílico para demostración de ingeniería de precisión por LS Manufacturing.
¿Por qué las marcas globales de alta gama eligen a LS Manufacturing como socio estratégico?
En la fabricación de acrílico de precisión, la capacidad técnica y el sistema de calidad del socio determinan directamente la competitividad del producto en el mercado. Elegir LS Manufacturing significa elegir a un líder en tecnología de mecanizado de acrílico . Ofrecemos soluciones de fabricación insustituibles a clientes globales mediante un sistema de valor integral.
Ventaja del liderazgo tecnológico
Invertimos el 8% de nuestros ingresos anuales en I+D y hemos obtenido 37 patentes de tecnología clave que abarcan procesos fundamentales como el procesamiento a baja temperatura y la supresión de vibraciones. El algoritmo de detección de tensiones en acrílico , desarrollado de forma independiente, alerta de manera inteligente sobre posibles defectos antes del procesamiento, lo que reduce el ciclo de desarrollo de nuevos productos en un 50% .
Garantía de capacidad de producción a gran escala
Poseemos la mayor planta de procesamiento de precisión de acrílico de Asia , con 52 máquinas CNC de 5 ejes y líneas de producción totalmente automatizadas, capaces de producir millones de piezas al mes. La flexibilidad de nuestro sistema de producción permite una asignación dinámica de la capacidad entre la estandarización en masa y la personalización de lotes pequeños, garantizando la entrega inmediata de pedidos urgentes en un plazo de 72 horas.
Sistema de Compromiso de Calidad
Somos la única empresa del sector que ofrece una garantía de rendimiento óptico, lo que significa una disminución de la transmitancia garantizada inferior al 0,5 % anual (prueba de envejecimiento acelerado). Hemos establecido 214 puntos de control de calidad, desde el almacenamiento de la materia prima hasta el envío del producto terminado. Todos los datos de las pruebas se almacenan en la cadena de bloques, lo que garantiza 15 años de calidad .
Modelo de servicio integral
Ingenieros sénior gestionan cada proyecto, desde el análisis DFM hasta la optimización de la producción en masa, ofreciendo servicios integrales . Por ejemplo, una marca de lujo redujo el número de piezas de 38 a 12 gracias a nuestras soluciones de optimización de diseño, logrando un ahorro anual de 1,2 millones de dólares.
Esto se alinea perfectamente con las necesidades de las marcas de alta gama en cuanto a fiabilidad de la cadena de suministro, innovación de productos y control de costes. Ofrecemos a nuestros clientes no solo componentes, sino también la capacidad de fabricación para potenciar el posicionamiento de sus productos en el mercado. Esta es la base de nuestra relación a largo plazo con las principales marcas globales en todo el mundo.
Preguntas frecuentes
1. ¿Cómo se garantiza una calidad constante durante la producción en masa?
Hemos implementado un sistema de calidad digital que abarca 214 puntos de control . Cada lote de productos se somete a una inspección dimensional completa con una máquina de medición por coordenadas y un escáner láser. El control estadístico de procesos (SPC) se aplica a las dimensiones críticas para garantizar un Cpk ≥2,0 , logrando una fluctuación de tolerancia no superior a ±0,02 mm para la producción en masa de decenas de miles de piezas.
2. ¿Cuál es el tamaño máximo de piezas acrílicas que puede procesar?
Nuestro centro de mecanizado ultragrande de 5 ejes puede procesar láminas acrílicas de hasta 3000 × 2000 × 300 mm . Gracias a un entorno de taller con temperatura controlada y al sistema de posicionamiento y calibración láser, garantizamos una precisión de procesamiento de ±0,05 mm/m en todo el rango de tamaños, un nivel avanzado en la industria.
3. ¿Pueden proporcionar materiales acrílicos certificados de grado médico?
Disponemos de un inventario de PMMA de grado médico con certificación ISO 10993-1 , que incluye un certificado de material del fabricante original para cada lote con una cadena de trazabilidad completa. Podemos proporcionar informes de pruebas de biocompatibilidad de terceros , que a menudo son necesarios para cumplir con las estrictas normativas para dispositivos médicos implantables.
4. ¿Cuál es la estructura más pequeña que puedes construir?
El radio de las esquinas internas puede ser de tan solo 0,1 mm , y el espesor de la pared puede ser de tan solo 0,2 mm utilizando tecnología de micromecanizado desarrollada independientemente. Mediante nanoherramientas y tecnología de control de vibraciones de microamplitud , la tasa de éxito del procesamiento de la microestructura supera el 99,5 % .
5. ¿Cómo gestionan los pedidos urgentes y las estimaciones de precios?
Para clientes certificados, contamos con un canal VIP exprés con líneas de producción independientes y soporte logístico. Gracias a la ingeniería concurrente y un sistema de programación inteligente, el plazo de entrega, desde la confirmación hasta el producto final, es de tan solo 72 horas. Si necesita asistencia inmediata, solicite un presupuesto personalizado en línea ahora mismo para agilizar la puesta en marcha de su proyecto.
6. ¿Se admiten pruebas cuantitativas de transparencia?
Nuestro laboratorio está equipado con espectrofotómetros de última generación, capaces de generar informes de prueba que incluyen parámetros como transmitancia (valor estándar ≥92%), turbidez (≤0,5%), índice de amarillez, etc. Todos los datos cuentan con la certificación CNAS para garantizar una verificación cuantificable del rendimiento óptico.
7. ¿Cómo protege la propiedad intelectual del diseño de sus clientes?
Cumplimos estrictamente con los estándares de seguridad de la información ISO 27001 y utilizamos tecnología de almacenamiento con cifrado blockchain. Implementamos un sistema de gestión de autorizaciones jerárquicas para todos los documentos de diseño de nuestros clientes; conservamos los registros de operaciones durante 15 años; y contamos con un seguro de propiedad intelectual por valor de 20 millones de RMB para construir una red de protección integral.
8. Además del acrílico, ¿qué otros plásticos de ingeniería puede procesar?
Las técnicas de procesamiento de plásticos de ingeniería abarcan más de 20 variedades , y entre las tecnologías clave desarrolladas de forma independiente se incluyen el control de tensiones del PC y la prevención de la adherencia de la cuchilla al PETG . Esto permite ofrecer soluciones para la selección de materiales según el escenario de aplicación del producto, brindando así servicios integrales de procesamiento de precisión para diversos materiales.
Resumen
LS Manufacturing Acrylic CNC es una tecnología de ingeniería sistémica que integra ciencia de materiales, ingeniería de procesos y gestión de calidad. Equipada con un centro de mecanizado de 5 ejes y un laboratorio de inspección óptica, podemos lograr un control meticuloso en todo el proceso, desde el diseño hasta la producción en masa, y garantizar que las piezas cumplan con los estándares médicos u ópticos en cuanto a transmitancia de luz, estabilidad dimensional y calidad superficial.
¡Haga que sus productos destaquen con una textura superior! Suba sus planos de diseño para obtener un presupuesto preciso con una solución de proceso a medida. También ofrecemos análisis de fabricación DFM gratuitos. Para obtener más información técnica, le invitamos a contactarnos directamente y le ofreceremos una solución integral para su proyecto, desde la selección de materiales hasta la optimización de la producción en masa.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es meramente informativo. LS Manufacturing no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que proveedores o fabricantes externos proporcionen parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material, ni procesos a través de la red de LS Manufacturing. El comprador es el único responsable de esta información. Para obtener cotizaciones de piezas, especifique los requisitos exactos. Contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector, especializada en soluciones de fabricación a medida. Con más de 20 años de experiencia y más de 5000 clientes, nos centramos en el mecanizado CNC de alta precisión, la fabricación de chapa metálica , la impresión 3D , el moldeo por inyección , el estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de cinco ejes de última generación y posee la certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países y regiones de todo el mundo. Ya sea producción en lotes pequeños o personalización a gran escala, podemos satisfacer sus necesidades en 24 horas. Elegir LS Manufacturing significa elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


