ABS и PLA материалы являются главными героями 3D-печати , практически всегда в поле зрения большинства инженеров, но водорастворимым нитям обычно уделяется меньше внимания. На самом деле, они также незаметно изменяют структуру опоры благодаря своим уникальным характеристикам растворения. В этой статье мы подробно рассмотрим эту нишевую, но ключевую область и проанализируем ее с точки зрения типов и навыков использования водорастворимых материалов.

Что такое водорастворимая нить?
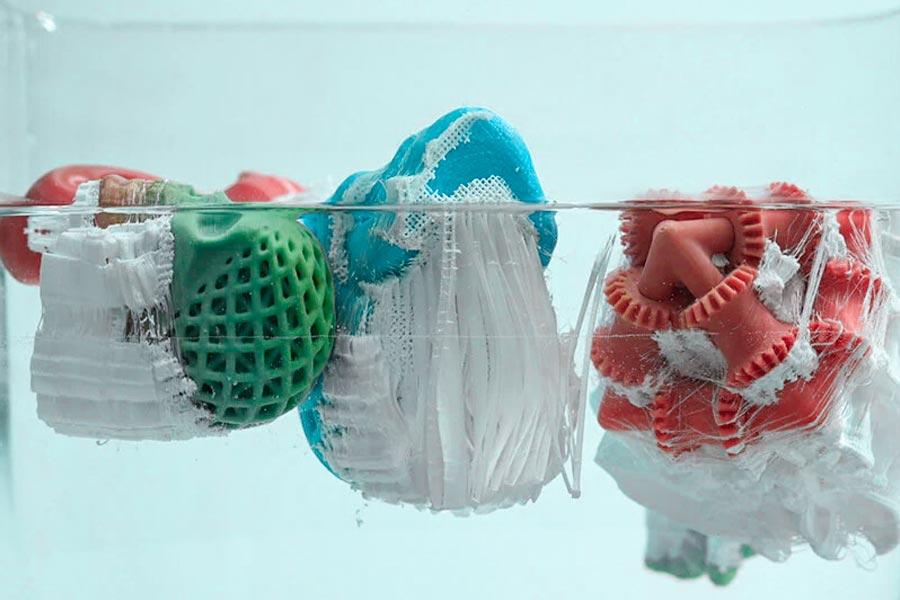
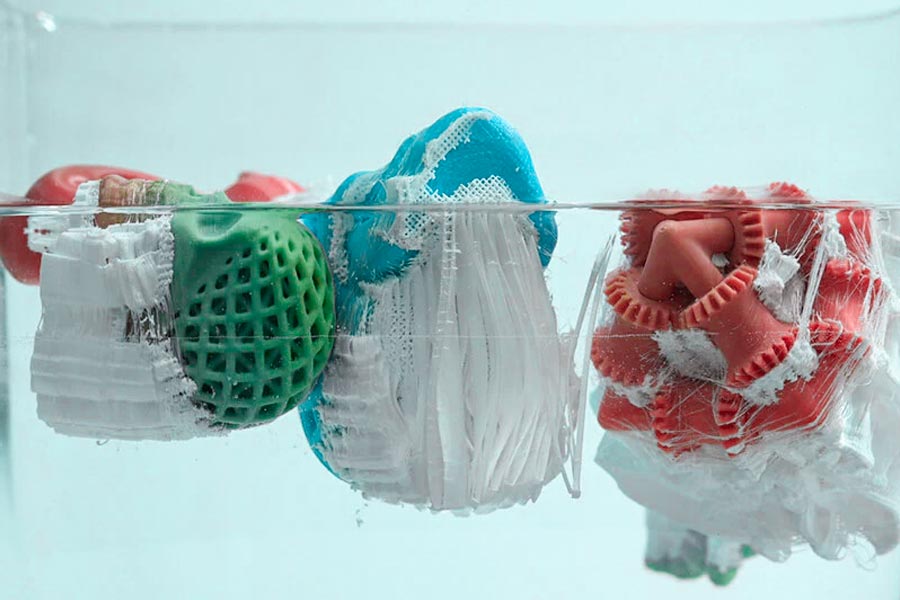
Водорастворимая нить — это материал для 3D-печати, который плавится в воде. Его используют для печати опорных структур моделей . При печати спиральной полой структуры вся модель замачивается в воде температурой 40℃. Такие точные опоры, как паутина, исчезают сами собой в течение 6 часов, а качество поверхности улучшается на 300% по сравнению с ручной обработкой!
В настоящее время основными водорастворимыми филаментами являются ПВА, БВОН и ГИПС. ПВА необходимо замачивать в теплой воде в течение нескольких часов для плавления, но он подходит для использования с обычными материалами PLA. БВОН плавится быстрее в холодной воде и очищается за два часа, но стоит дороже, чем ПВА. Оба материала не любят влагу и обычно хранятся в герметичных пакетах. Материал ГИПС не плавится непосредственно в воде и требует специальных химических растворителей.
Какие типы водорастворимых нитей встречаются чаще всего?
1. Материал ПВА
Материал ПВА (поливинилацетат) — это типичный водорастворимый филамент . Он растворяется в воде при комнатной температуре, но требует замачивания в течение 4-8 часов. Температура сопла во время печати должна оставаться стабильной в пределах 190-220°C. Материал чувствителен к влажности воздуха и легко намокает и портится при влажности выше 30%. Следует избегать длительного хранения во влажной среде. Материал ПВА подходит для изготовления опорных конструкций для сложных моделей из PLA-пластика.
2. Материал BVOH
BVOH более долговечен, чем PVA. Он может растворяться в холодной воде при температуре 20℃ не более 2 часов, а его влагостойкость более чем на 50% выше, чем у PVA. Температура печати выше (210-230℃), что подходит для моделей, требующих устойчивости к высоким температурам. В то же время температура печати не должна быть ниже 210℃, так как это может привести к засорению сопла.
3. Материалы HIPS
Материал HIPS относится к поддерживающим материалам на основе растворителей. Если вы хотите использовать водорастворимые материалы для печати ABS, это лучший выбор, и их необходимо растворить с помощью D-лимонена. Мы замачиваем модель в растворителе на 30-60 минут, ждем, пока поддерживающая структура полностью размягчится, а затем удаляем и очищаем ее.
Для этого материала требуется высокая температура печати, и сопло должно поддерживать рабочую температуру 240℃-260℃. Подходит для изготовления крупных моделей или конструкций, требующих высокопрочной опоры . Во время работы используйте защитные перчатки и работайте с растворителями в хорошо проветриваемом помещении.
Таблица сравнения технических параметров
| Характерный | ПВА | БВОХ | БЕДРА |
| Растворяющая среда | Вода нормальной температуры | Холодная вода | D-лимонен |
| Время растворения | 4-8 ч | ≤2 ч | 0,5-1 ч |
| Температура печати | 190-220℃ | 210-230℃ | 240-260℃ |
| Применимые основные материалы | класс НОАК | Общее использование | АБС |
Советы по технике безопасности:
При использовании HIPS (водорастворимого материала) растворитель D-лимонен является летучим, поэтому в рабочей среде необходимо обеспечить циркуляцию воздуха. Рекомендуется использовать противогаз и коррозионностойкие перчатки. Отработанную жидкость следует утилизировать в соответствии со стандартами химической обработки и запрещается сбрасывать ее непосредственно в канализацию.

Зачем использовать водорастворимые опорные элементы в сложных 3D-моделях?
1. Геометрическая адаптивность
Водорастворимые каркасы автоматически создают древовидные опорные структуры с помощью программных плагинов, таких как Cura и Fillamentum. Эта структура может плотно прилегать к поверхности сложных моделей.
- Решение проблемы чрезмерного выступа: для деталей с углом выступа менее 15 градусов (например, поверхности лопаток турбин ) кронштейны могут предотвратить провисание или поломку материала во время печати.
- Интеллектуальное заполнение зазоров: в месте соединения зуба и ветви сосудистой модели кронштейн автоматически заполняет небольшие зазоры, недоступные для традиционной фиксации.
- Пример применения: Компания LS успешно реализовала структуру охлаждающего канала с сеткой с точностью до 0,2 мм, используя водорастворимый кронштейн при печати прототипа определенного аэрокосмического компонента.
2. Улучшение качества поверхности.
Шероховатость контактной поверхности между водорастворимым брекетом и моделью можно контролировать в пределах 3,2 микрон, что более чем в два раза превосходит гладкость традиционных опор.
- Оптимизация контактной поверхности: После растворения кронштейна на поверхности модели остаются лишь незначительные следы. Протрите влажной тканью для достижения гладкости, позволяющей сразу приступать к покраске.
- Прорыв в медицинской области: в одном из проектов по печати искусственных ушей поверхность хрящевой структуры, поддерживаемая водорастворимым каркасом, может быть непосредственно использована для переворачивания силикона без необходимости вторичной полировки.
Сравнение данных:
После удаления традиционной подложки на поверхности остаются заусенцы (шероховатость ≥ 6,3 мкм).
После демонтажа водорастворимого кронштейна поверхность приближается к исходной поверхности печати (шероховатость ≤ 3,2 мкм).
3. Комплексная модернизация для повышения эффективности
Использование водорастворимых носителей позволяет пользователям сократить время постобработки более чем на 70%. Это особенно заметно для моделей с внутренними структурами.
Сравнение затрат времени и времени:
| Производственные процессы | Традиционная поддержка требует времени. | Водорастворимый стент – трудоемкий процесс |
| Удалить поддержку | 45 минут/штука | Замочите на 5 минут. |
| Обработка поверхности | 30-минутная полировка | Протирать в течение 2 минут |
Специальные конструкционные применения:
- Модель масляного контура автомобиля: После растворения кронштейна изогнутая трубка с внутренним диаметром 0,8 мм полностью фиксируется.
- Прототип механических часов: 32 вложенных друг в друга зубчатых механизма можно полностью снять за один раз.
- Снижение затрат на рабочую силу: согласно данным проекта серийного производства компании LS, использование водорастворимых скоб позволило снизить себестоимость изготовления одной детали с 8,7 до 2,1 долларов.
Конкретные методы улучшения процесса эксплуатации LS
Процесс изготовления прототипа пропеллера для дрона:
- Традиционный способ:
В результате демонтажа опоры вручную деформировались три лопасти пропеллера.
На ремонт поверхности требуется 2 часа.
Итоговый процент брака составляет 25%. - Схема водорастворимой поддержки:
Замочите в теплой воде температурой 60 ℃ на 90 минут, и они автоматически разделятся.
Очистка ватным тампоном занимает 5 минут и соответствует требованиям сборки.
Уровень брака снизился до менее чем 2%.
Меры предосторожности:
Контроль температуры воды: Рекомендуется использовать резервуар с водой, поддерживающий постоянную температуру (с погрешностью ± 2℃).
Время растворения: замачивайте в течение 15 минут на каждый миллиметр толщины стента.
Очистка сточных вод: раствору ПВА необходимо дать отстояться в течение 24 часов, прежде чем сбрасывать его.

Как предотвратить впитывание влаги филаментом во время печати?
1. Полностью герметичная система подачи
Рекомендуется использовать систему подачи с герметичным сушильным боксом (например, Prusa MMU3). Такая система хранит нить в закрытом помещении с влажностью ниже 15%.
Принцип работы:
В контейнер с материалами помещается осушитель из силикагеля, меняющий цвет (его следует заменить, когда синий цвет изменится на красный).
В питательной трубке используется резиновое уплотнение, предотвращающее попадание воздуха.
Нить проходит по замкнутому каналу от сушильного ящика к печатающей головке.
Сравнение результатов: Влажность водорастворимой нити ПВА , хранившейся в обычной открытой стойке в течение 3 дней, достигает 8%, в то время как влажность герметичной системы остается ниже 2% после 7 дней.
2. Интеллектуальная система мониторинга влажности
Конфигурация оборудования: Внутри принтера установлен высокоточный датчик влажности. Зонд регистрирует данные об окружающей среде каждые 5 минут, а погрешность измерения не превышает ±3% от значения влажности.
Сработала сигнализация:
Когда влажность среды хранения материала ПВА превышает 35%, а материала BVOH — 45%, система управления загорается предупреждающий индикатор оборудования, затем отправляется push-уведомление на мобильный телефон оператора, и, наконец, автоматически приостанавливается процесс печати. Этот механизм раннего предупреждения предотвращает попадание гигроскопичных материалов в высокотемпературное сопло, образование пузырьков и разрыв сопла, а также исключает появление дефектов в виде кратеров на поверхности напечатанных деталей .
Функция синхронизации: Некоторое промышленное оборудование может автоматически запускать нагрев контейнера с материалом (циркуляция теплого воздуха при температуре 40°C).
Пример из практики: Измерения, проведенные в мастерской, показали, что после установки системы мониторинга частота отказов печати из-за влаги снизилась с 27% до 6%.
3. Метод аварийной сушки
Филамент ПВА: Водорастворимый филамент ПВА следует поместить в печь с постоянной температурой 60℃, разложить на металлической решетке (нахлест не допускается) и сушить в течение 4 часов. Когда вес перестанет уменьшаться, сушку можно остановить.
Для обработки филамента BVOH: используйте фен, нагретый до 50℃, или поместите его в сушилку для пищевых продуктов на 2 часа. Когда поверхность перестанет быть липкой, это будет свидетельствовать о том, что филамент BVOH вернулся в нормальное состояние.
Меры предосторожности:
Не используйте микроволновую печь для нагревания (это вызовет локальное обугливание).
После сушки его необходимо охладить до комнатной температуры перед использованием.
Каждый рулон нити можно сушить до 3 раз.
5. Вспомогательные методы защиты от влаги
Ежедневное хранение: нераскрытые волокна рекомендуется хранить в холодильнике (5-10℃), а открытые волокна следует упаковать в самозакрывающиеся пакеты и добавить 2 пакетика осушителя.
Методы для дождливого сезона: разместите осушитель воздуха вокруг принтера и контролируйте время смены материала, не превышая 3 минут за один раз.
Быстрый способ самопроверки: сначала поместите 20-сантиметровый отрезок водорастворимой нити в герметичный пакет, энергично встряхните его и понаблюдайте, запотевает ли пакет. Если запотевает, это означает, что содержание влаги превышает допустимое значение.
Какие модификации принтера необходимы?
1. Система с двумя соплами
Согласование основного и вспомогательного сопла:
Основное сопло использует стандартное сопло диаметром 0,4 мм и отвечает за печать основного материала модели (например, PLA или ABS). Вспомогательное сопло использует широкое сопло диаметром 0,6 мм, предназначенное для экструзии водорастворимой нити (например, PVA/BVOH). Расстояние между двумя соплами необходимо отрегулировать с точностью до 1,5 мм, чтобы предотвратить их столкновение во время движения.
Точный контроль температуры:
Основное и вспомогательное сопла требуют независимых нагревательных модулей. Например, при печати PLA основное сопло нагревается до 210 °C, а вспомогательное сопло печатает PVA при 200-220 °C (разница температур не превышает ±10 °C). Рекомендуется добавить медный радиатор к вспомогательному соплу, чтобы предотвратить влияние высокой температуры на стабильность водорастворимых материалов.
Изоляция при транспортировке материалов:
Путь от подающего устройства до сопла должен быть полностью разделен. Используйте направляющую трубку из тефлона, чтобы предотвратить контакт PLA с водорастворимыми нитями и поглощение влаги. После модификации необходимо провести тест: печатайте непрерывно в течение 8 часов и проверьте, не конденсируются ли капли воды в направляющей трубке.
2. Меры по предотвращению загрязнения окружающей среды
Установка высокотемпературного изоляционного кожуха:
Установите U-образную перегородку из силиконового материала между двумя соплами. Перегородка должна выдерживать высокую температуру 300℃, автоматически сжиматься во время работы сопла и расширяться для изоляции в режиме ожидания. Метод проверки: Нагрейте оба материала одновременно до 230℃ и наблюдайте за появлением волочения проволоки и адгезии в течение 30 минут.
Функция автоматической очистки:
На вспомогательном сопле установлена вращающаяся чистящая щетка. После печати каждого слоя поддерживающей структуры щетка автоматически удаляет остатки водорастворимого филамента, оставшиеся в сопле. Рекомендуется еженедельно вручную очищать головку щетки спиртовыми ватными дисками, чтобы предотвратить образование нагара, влияющего на эффективность очистки.
Влагозащищенная система подачи корма:
На пути подачи водорастворимой нити устанавливается небольшой сушильный бокс, внутрь которого помещается силикагель, меняющий цвет. Когда силикагель меняет цвет с синего на розовый, это означает, что влажность превышает 20% и его необходимо немедленно заменить. Фактические данные измерений: после установки процент обрыва нитей ПВА снижается на 85%.
3. Детали оптимизации платформы печати
Конструкция композитной опорной плиты:
Нижний слой опорной пластины удерживает PEI-покрытие (подходящее для нанесения обычных материалов), а на поверхность наклеена легко отрываемая синяя малярная лента. Толщина ленты контролируется на уровне 0,1 мм. Слишком толстая лента приведет к ошибке калибровки высоты сопла. Тесты показывают, что такая конструкция облегчает отклеивание опорной конструкции, а время удаления сокращается на 50%.
Зональная регулировка температуры:
При печати водорастворимыми подложками температура платформы снижается с обычных 60℃ до 50℃. Локальное охлаждение может быть достигнуто путем приклеивания алюминиевой фольги под ленту, чтобы предотвратить слишком сильное прилипание материала подложки. Пример: после охлаждения количество остатков подложки уменьшается на 70%.
Советы по предварительной обработке поверхности:
Распылите разбавленный твердый клей (концентрация 5%) на поверхность синей ленты. Это позволит корпусу модели приклеиться прочнее, при этом водорастворимая основа останется легко отделяемой. Обратите внимание, что повторное распыление необходимо проводить каждые 3 печати . Слишком обильное распыление приведет к более длительному растворению основы.
Как оптимизировать время растворения для толстых носителей?
Руководство по эффективному растворению ПВА с толстой подложкой
1. Точки подготовки оборудования
В качестве основного оборудования мы используем ультразвуковой очиститель с частотой 40 кГц, при этом температура воды должна быть стабильной в диапазоне 40℃±2℃. Рекомендуется выбирать резервуар для очистки объемом не более 10 литров, чтобы ультразвуковая энергия была более концентрированной. Во время работы устройство следует размещать в термостойкой сетчатой корзине, избегая прямого контакта с вибрационной пластиной на дне резервуара.
2. Пошаговый процесс выполнения операции
Первый этап — предварительная обработка: с помощью инъекционной иглы необходимо проделать в опорной поверхности воздушные отверстия глубиной 2 мм через каждые 5 мм.
Процесс растворения состоит из двух этапов: сначала в течение 3 часов используется ультразвуковая вибрация для растворения 8-10 мм опорного слоя; затем ультразвуковая обработка отключается, но циркуляция воды продолжается в течение 2 часов для тщательного промывания внутренних остатков.
3. Ключевые контрольные показатели
Обратите особое внимание на температуру воды, которая не должна превышать 50℃. В прошлый раз, когда я проводил тестирование, температура превысила стандарт на 2 градуса, и модель из PLA-пластика заметно деформировалась. За один раз можно обрабатывать максимум 3 кг моделей, а чрезмерное количество приведет к снижению эффективности очистки более чем на 30%. Вибрационную головку необходимо очищать раствором лимонной кислоты каждую неделю, иначе образование накипи снизит интенсивность ультразвука примерно на 40%. Рекомендуется разместить в резервуаре термометр для контроля температуры в режиме реального времени, это особенно важно!
Схема ускоренного растворения материала BVOH
1. Программа повышения кислотности раствора
Мы добавим в воду 5% лимонной кислоты и отрегулируем значение pH до диапазона от 2,8 до 3,2. При такой концентрации скорость растворения BVOH можно увеличить с 0,33 мм в час до 0,55 мм. Не забудьте проверять значение pH с помощью тест-полоски каждые два часа — я рекомендую использовать высокоточную тест-полоску, обычная тест-полоска имеет слишком большую погрешность!
2. Точный контроль температуры
Мы поддерживаем температуру воды в пределах от 25 до 30 градусов. Если температура слишком высокая, лимонная кислота преждевременно испортится. Когда зимой нужно использовать нагревательный элемент, обязательно следите за термометром! Однажды я встретил клиента, который плохо контролировал температуру, и она поднялась до 37 градусов, но скорость растворения носителя снизилась на 40%. После растворения его необходимо трижды промыть чистой водой, что особенно важно!
3. Трехэтапный процесс дробления
Сначала полчаса замачивания. Тем временем большая опорная конструкция размягчится, и мы сможем удалить около 60% несущей структуры вручную. Затем включите воздушный насос для подачи пузырьков и добавляйте 1% лимонной кислоты каждые два часа. Не забудьте выдувать пузырьки тонкой трубкой, так как большие пузырьки испортят эффект растворения. Наконец, удалите резьбовые отверстия, очистив их мягкой зубной щеткой . Я понял, что использовать щетку с жесткой щетиной невозможно, так как она может поцарапать поверхность модели.
Ключевая справочная информация:
Концентрация лимонной кислоты: 5% (pH 2,8-3,2).
Скорость растворения: 0,55 мм/ч (в 1,8 раза быстрее, чем в чистой воде).
Предельная температура: 35℃ (при перегреве замедление будет происходить в обратном направлении).
Частота восполнения кислоты: 1% каждые 2 часа.
Это решение может сократить начальное время растворения с 8 часов до 4,5 часов, но обратите внимание на обработку отработанной жидкости! В нашей лаборатории теперь отработанную жидкость собирают для нейтрализации и никогда не сливают ее непосредственно в канализацию.
Краткое содержание
Мы обнаружили, что водорастворимые нити становятся невидимыми волшебниками в обрабатывающей промышленности. Эти пластиковые нити, плавящиеся при контакте с водой, полностью изменили способ обработки сложных деталей . В прошлом году наша команда использовала нить ПВА для изготовления лезвий из титанового сплава толщиной всего 0,1 миллиметра. Опорная структура исчезла без следа после замачивания в теплой воде в течение двух часов, что в шесть раз быстрее, чем традиционный процесс травления.
Эти материалы раздвигают границы нашего воображения. Если вы все еще испытываете трудности со сложными задачами по обеспечению структурной устойчивости, пришло время дать шанс этим «исчезающим пластиковым помощникам»! Они открывают новые возможности для обрабатывающей промышленности.

📞 Телефон: +86 185 6675 9667
📧 Электронная почта: info@longshengmfg.com
🌐 Вебсайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице предоставлена исключительно в ознакомительных целях. Серия LS. Никаких заверений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации не предоставляется. Не следует предполагать, что параметры производительности, геометрические допуски, конкретные конструктивные особенности, качество и тип материалов или качество изготовления, предоставляемые сторонним поставщиком или производителем через сеть Longsheng, будут соответствовать действительности. Ответственность за это несет покупатель. Запросите ценовое предложение на детали , чтобы определить конкретные требования к этим деталям. Пожалуйста, свяжитесь с нами. Узнать больше информации .
Команда LS
LS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Имея более чем 20-летний опыт работы с более чем 5000 клиентами, мы специализируемся на высокоточной обработке на станках с ЧПУ , изготовлении изделий из листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая LS Technology , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com
Часто задаваемые вопросы
1. Что такое водорастворимая смола?
Водорастворимая смола — это полимерный материал, растворяющийся в воде, например, ПВА и БВОН. Она часто используется в опорных конструкциях для 3D-печати или в биоразлагаемых медицинских изделиях. Смола экологически безопасна и нетоксична, после растворения не оставляет следов.
2. Какое волокно впитывает воду?
Водорастворимые волокна ПВА и БВОН растворяются в воде и подходят для изготовления съемных опорных конструкций. Некоторые модифицированные целлюлозные волокна также способны впитывать воду и используются для производства специальных функциональных компонентов.
3. Что означает «влажная нить»?
Влажная нить — это нить для 3D-печати, которая впитывает воду во время хранения. Такой материал становится хрупким во влажном состоянии, легко забивает сопло или образует пузырьки во время печати.
4. В чем разница между PLA и PVA?
PLA — это материал для 3D-печати, изготовленный из кукурузного крахмала, который используется для создания моделей. Он прочный и экологически чистый. PVA — это вспомогательный материал, растворяющийся в воде. Он специально используется для облегчения печати сложных структур. Он легко намокает и требует герметизации. Обычно эти два материала используются вместе.
Ресурсы

