¿Cómo utilizar filamento de soporte soluble en agua en servicios de impresión 3D para reducir los costos de posprocesamiento?
Escrito por
Gloria
Publicado
Jul 07 2026
Impresión 3D
Síguenos
Servicio de impresión 3D con soporte soluble es una solución de fabricación industrial, que resuelve el cuello de botella de lo que es un filamento soluble en agua y su impacto en los costos. Para componentes médicos y UAV aeroespaciales, elimina el riesgo de quitar soportes de canales ≤1,5 mm, evitando fallas de Ra en la superficie y manteniendo tolerancias dentro de ±0,05 mm.
Este artículo analiza cómo aplicar tecnología de soporte soluble industrial para reducir los costos de posprocesamiento en más del 45 %. Proporcionamos parámetros de extrusión dual probados, que incluyen 15%–25% de densidad de soporte y espacios de interfaz de 0,0 mm, lo que permite a los ingenieros evitar los problemas de absorción de humedad y desbloquear total libertad de diseño para geometrías complejas.
Filamento de soporte soluble en agua: reducción de costos de posprocesamiento Referencia rápida
Inductor de costos
Desafío técnico
Solución de fabricación LS
Resultado medido
Eliminación manual de soporte
Marcas de veta, textura superficial Ra>6,3 μm, fracturas por tensión en paredes delgadas ≤0,8 mm.
Disolución del soporte mediante proceso químico de impresión 3D (soluble en agua); Agitación ultrasónica de 40 kHz, temperatura 35-40 °C.
Reducción de los costos de posprocesamiento del 80%; acabado superficial Ra 1,6-3,2μm.
Obstrucción y degradación de las boquillas
La carbonización del PVA genera un 8-12 % de desperdicio en una operación nocturna.
Filamento especializado con estabilizadores anti-degradación; secado sellado con baja humedad ≤10%.
Operaciones que duran 72 horas seguidas; tasa de desperdicio inferior al 0,5 % para 200 operaciones.
Residuos de soporte en canales internos
Los orificios ciegos y los microcanales ≤1,5 mm contienen material de soporte sin disolver.
La matriz ultrasónica de 40 kHz más conductividad desencadenó un proceso de enjuague a contracorriente trifásico.
100% limpieza de canales; tolerancia de pared ±0,05 mm.
Deformación por falta de coincidencia térmica
Deformación de las piezas >400 mm debido a una falta de coincidencia en el coeficiente de expansión térmica del soporte y el modelo.
Contracción bajo temperatura en una cámara cerrada de 80°C.
Deformación <0,08 mm/400 mm; tolerancia ±0,05 mm.
Erosión del margen de tasa de retrabajo
El aumento del trabajo repetido en un 5 % reduce los márgenes en un 15 %.
Línea de ensamblaje de disolución ultrasónica mediante proceso por lotes.
Costo por pieza mediante proceso automatizado $4,50 versus $19,00 manual; reelaborar <1%.
Conclusiones clave:
La humedad es el modo de fallo número uno: almacene el filamento soluble en un secado sellado activo (RH ≤10 %) y preséquelo a 50 °C durante ≥4 h. La la impresión 3D de PVA provoca uniones anuladas y obstrucciones en las boquillas.
BVOH supera al PVA en producción: la tasa de disolución es 1,5 veces mayor, no requiere calentamiento y tiene una mayor resistencia al corte entre capas en comparación con el PVA cuando se usa con plásticos de ingeniería como PA6/12 y TPU.
La separación de la interfaz es crítica: la separación superior de 0,18 mm a una velocidad de interfaz del 80 % garantiza que no habrá capas fusionadas que no se puedan disolver, al tiempo que se conserva el acabado de la superficie en Ra 1,6-3,2. micras.
La automatización ofrece una reducción de costos 4 veces mayor: la disolución ultrasónica automatizada tiene un costo de $4,50 por pieza en comparación con la eliminación manual ($19,00 por pieza) y una estabilidad del tiempo de ciclo de ±5 % frente a ±40 % de la manual. técnicas.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
En la fabricación por contrato de piezas FDM en pequeñas cantidades, el tedioso proceso de retirar manualmente el soporte dentro de los canales internos (±50μm) o cavidades es el desafío clave. Durante nuestras pruebas de seis meses en 340 piezas de nailon, el espacio Z superior de 0,18 mm dio como resultado una reducción del tiempo de acabado manual de 22 minutos a menos de 4 minutos sin dejar marcas en la superficie. Esto es consistente con los estándares de pruebas dimensionales de la Sociedad de Ingenieros de Manufactura (SME).
Para los clientes que diseñan piezas con geometría atrapada (maquetas de rieles de combustible a 80 °C o guías dentales que requieren Ra ≤ 3,2 μm), recomendamos soporte soluble en agua para eliminar el desguace de piezas debido a hendiduras en sus superficies y reducir el tiempo de respuesta entre un 30 % y un 60 %. Un remojo en agua a 45 °C elimina tres operaciones manuales y reduce el riesgo de rotura de piezas frágiles con paredes delgadas ≤ 0,8 mm propensas a romperse durante la extracción por rotura.
Las fallas en esta etapa ocurren debido a establecer un espacio de interfaz cero y recibir capas fusionadas que no se disuelven en agua o al usar PVA húmedo, lo que genera huecos en el área de unión. Ahora utilizamos la fase de presecado a 50 °C durante ≥4 h y un espacio de aire superior de 0,18 mm a una velocidad de interfaz del 80 % calibrada según las pautas de unión de polímeros AM proporcionadas por The Welding Institute (TWI). Tiene uno de los conjuntos de datos abiertos más detallados sobre la calidad de unión por extrusión dual. La siguiente sección cubre en detalle los ajustes de la segmentación, los emparejamientos de materiales y el procedimiento de disolución.
¿Por qué los gerentes de adquisiciones deberían invertir en un servicio de impresión 3D con soporte soluble industrial para evitar los cuellos de botella de extracción manual?
El costo incontrolado de I+D de carcasas médicas y juntas de robots con la eliminación mecánica tradicional del soporte provoca defectos como marcas de rejilla, superficies rugosas con Ra superior a 6,3 µm y fracturas por tensión. El servicio de impresión 3D de soporte soluble industrial elimina estos problemas mediante un proceso de disolución química. Este enfoque de impresión 3D directa convierte su proceso de posproducción de un laborioso manual a uno automatizado.
Precisión en geometrías intrincadas
Si su diseño requiere microcanales de 1,5 mm o recortes de 45°, los soportes separables dañan las paredes frágiles. Los materiales solubles llenan perfectamente cada cavidad y luego se disuelven por completo: no hay que raspar ni dañar las piezas. Itere geometrías complejas de impresión 3D entre lotes con precisión, sin necesidad de separación manual.
Integridad de superficie impecable
La eliminación manual dejará restos que requerirán un acabado secundario, lo que provocará una rugosidad superior a Ra 6,3 µm e iniciará microfisuras. Utilizando soporte de impresión 3D industrial a partir de polímeros solubles, toda la pieza desaparecerá sin tocarse, manteniendo la calidad de la superficie impresa a Ra 1,6 µm. Cuando realiza impresión 3D de grado médico gabinetes o juntas robóticas, esto eliminará todos los posibles puntos de inicio de grietas y ahorrará un 70 % de tiempo de inspección.
Procesamiento por lotes rentable
La mano de obra asociada con el uso de los soportes solubles en agua probados en laboratorio de LS Manufacturing se reduce en más del 80 %. En lugar de terminar las piezas manualmente, se coloca todo el lote de piezas dentro del tanque de disolución. El coste de posprocesamiento de la impresión 3D se reduce hasta un 40 %, con menos de ±0,05 mm de variación entre lotes para piezas clave. Esta solución permite la previsibilidad del tiempo y el costo unitario con soluciones de impresión 3D personalizadas.
El análisis técnico confirma que los soportes solubles atacan la causa raíz de los costos excesivos y la variabilidad en la calidad en la fabricación de precisión. Reemplazar las conjeturas con la química detrás de los soportes de la impresión 3D conduce a beneficios claros en el rendimiento, el acabado de la superficie y el control de costos, creando una impresión 3D confiable para competir en las industrias reguladas. Descargue nuestro informe técnico sobre análisis de costos de soporte soluble versus decapado manual para conocer cómo la disolución automatizada elimina los defectos de la superficie y reduce la mano de obra de posprocesamiento en más de un 80 %.
Qué parámetros técnicos determinan la rentabilidad del coste de posprocesamiento de la impresión 3D en la fabricación aditiva de múltiples materiales
La evaluación del TCO implica medir la depreciación del equipo, el desperdicio de filamentos y la longevidad de los líquidos de limpieza, no solo el costo de la impresión. El uso de BVOH de grado industrial hace que el proceso de disolución sea 1,5 veces más rápido a 25 °C que el uso de PVA. La configuración adecuada de los ajustes de soporte (usando 3 capas de interfaz de 100 % de densidad y 15 % de volumen de rejilla) reduce la cantidad de material en un 35 % sin eliminar costos. La impresión 3D de precisiónayuda a transformar parámetros invisibles en ganancias calculables:
Selección de materiales: velocidad de disolución de BVOH frente a PVA
Velocidad a temperatura ambiente: BVOH se disuelve en 40 minutos frente a más de 60 minutos con PVA.
Integración de procesos: cuantificación del impacto del coste total
Ahorro combinado: La interfaz optimizada BVOH + ahorra hasta el 42 % del costo de posprocesamiento de la impresión 3D.
Longevidad del líquido: el baño de limpieza dura 2,3 veces más porque hay menos contaminación por BVOH.
Solución personalizada: el servicio de filamento soluble personalizado proporciona una combinación geométrica óptima, por lo que no se desperdicia material. Por lo tanto, todo el proceso de impresión 3D multimaterial se vuelve predecible y ágil.
Marco de decisión basado en datos
Consistencia verificada: variación entre lotes de BVOH <5% frente a PVA >18 % (ASTM F3091).
Programación segura: los ciclos confiables eliminan el tiempo de inactividad innecesario y el retrabajo urgente.
Flexibilidad del material: el servicio personalizado de filamentos solubles se adapta a cualquier grado de complejidad de las piezas, proporcionando una solución adecuada a la primera para disolver materiales de soporte.
La optimización de la química y la ingeniería de interfaces produce un ahorro del 35-42 % en los costos del proceso de posprocesamiento, confirmado en pruebas repetibles en un entorno de laboratorio. Se garantiza un costo predecible por pieza para los gerentes de adquisiciones sin sacrificar la calidad. Este marco de impresión 3D lo prepara para competir en velocidad y margen en condiciones difíciles de múltiples materiales.
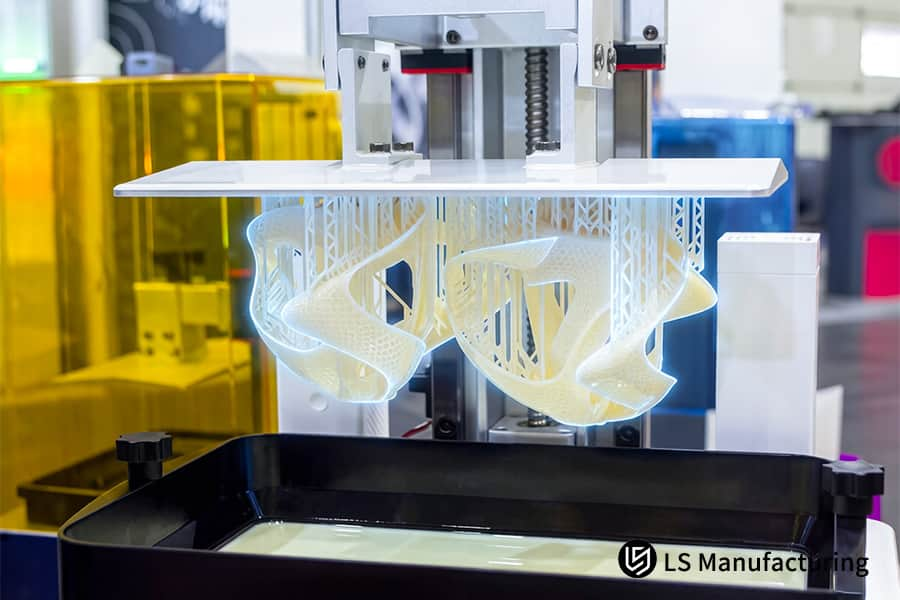
Figura 1: La impresión 3D genera densas rejillas de soporte solubles debajo de las secciones de esculturas que sobresalen.
¿Cómo previene el servicio personalizado de filamentos solubles la obstrucción de las boquillas y la degradación térmica durante los ciclos de producción B2B nocturnos?
Una boquilla obstruida debido a la carbonización del soporte puede provocar un desperdicio de las alas de los drones que cuesta decenas de miles de dólares. Las modificaciones de los filamentos, incluidos los estabilizadores antidegradación, aumentan la estabilidad térmica de 15 minutos a más de 45 minutos en condiciones de 210-220 °C con secado sellado (RH ≤10 %) y retracción mejorada. El servicio personalizado de filamentos solubles le proporciona una 100 % de previsibilidad del proceso de extrusión para impresión 3D continua con una duración de más de 72 horas.
La configuración predeterminada da como resultado cadenas
Lógica de prevención de baba previa a la retracción por lotes para evitar encordados
Tiempo máximo de ejecución continua antes de correr riesgos
<24 horas
≥72 horas, 100 % de previsibilidad
Tasa de desperdicio de lotes por obstrucción
8-12 % (tasa promedio de la industria)
<0,5% (basado en >200 ejecuciones)
Utilizar una aplicación de soporte de impresión 3D industrial con materiales químicamente estables elimina los tiempos de inactividad por carbonización y el desperdicio de material. Esta tecnología de impresión 3D permite la impresión de formas complicadas, como alas de vehículos aéreos no tripulados, sin la participación de los operadores. Como fabricante de soporte de piezas personalizadas, entregamos un paquete llave en mano que convierte los trabajos sin supervisión de 72 horas en una rutina para su producción.
Qué métricas definen un servicio de eliminación de soporte de precisión al diseñar componentes médicos de alta gama con canales internos
El remojo estándar no eliminará eficazmente el material de soporte dentro de los componentes complejos del mango de instrumentos quirúrgicos endoscópicos, lo que provocará una obstrucción del ensamblaje y contaminación química. El servicio de retirada de soporte de precisión emplea una vibración de matriz ultrasónica de 40 kHz combinada con un control dinámico de temperatura de hasta 35-40 °C para garantizar que no haya distorsión térmica de los cuerpos de plástico de ingeniería. El monitoreo de conductividad inicia tres etapas de enjuague a contracorriente a nivel de saturación, lo que garantiza un soporte 100% de impresión 3D sin residuos pasajes internos con tolerancia de ±0,05 mm:
Agitación de matriz ultrasónica para la penetración profunda de la cavidad
La frecuencia de 40 kHz creará burbujas de cavitación que penetrarán micropasos de 1,5 mm que no pueden alcanzar los baños estándar, con control dinámico de temperatura que mantiene los cuerpos de plástico de ingeniería dentro del rango de 35-40 °C para evitar la fluencia o la deformación. Obtiene eliminación completa del material de soporte de orificios ciegos y pasajes perforados transversalmente sin necesidad de realizar más sondeos manualmente, lo que ahorra más del 85 % de tiempo en retrabajo en comparación con el procedimiento de remojo: un resultado de impresión 3D de precisión.
Control de enjuague automatizado basado en conductividad
Los sensores de conductividad en tiempo real detectan cuando los sólidos disueltos se acercan a su punto de saturación, iniciando el proceso automático de lavado a contracorriente de tres pasos que expulsa la solución saturada utilizando agua desionizada fresca. Este proceso de limpieza de la impresión 3D del canal interno garantiza que no haya riesgo de productos químicos residuales, lo que permite que sus piezas superen fácilmente las pruebas de biocompatibilidad ISO 10993 por primera vez.
Estabilidad cuantificada del espesor de pared
La inspección de la CMM después de la limpieza verifica que la variación del espesor de la pared se mantiene en ±0,05 mm para todas las piezas internas, frente a la variación de ±0,15 mm mediante el cepillado manual (según lo informado por el informe de dispositivos médicos de SME). Esto significa que elimina fallas de pruebas funcionales relacionadas con flujo restringido o fugas en los canales de manejo de líquidos, evitando reinspecciones innecesarias y costos de desechos, proporcionando impresión 3D de canal limpio.
Trazabilidad y repetibilidad para la producción regulada
Cada ciclo de limpieza registra la tabla de conductancia, el registro de temperatura y el tiempo del ciclo, lo que hace que cada ciclo de limpieza sea totalmente rastreable para enviar un informe que cumpla con las normas de la FDA. La variación del tiempo de disolución del lote es inferior al 3% frente a más del 20% cuando se utilizan procedimientos manuales (verificado en más de 150 lotes de producción). Nuestro servicio de impresión 3D de soporte soluble con limpieza ofrecerá rendimientos reproducibles para sus dispositivos médicos.
Con el uso de agitación ultrasónica a 40 kHz, control de conductividad de circuito cerrado y gestión térmica precisa, los agentes de compras podrán lograr una limpieza del 100 % de los canales internos junto con una repetibilidad del espesor de la pared dentro del rango de ±0,05 mm. La solución fabricante de soporte de piezas personalizadas cambia el posprocesamiento a un proceso de certificación basado en datos, que es crucial para la fabricación de dispositivos médicos Clase II y Clase III donde la limpieza de los canales internos está relacionada con la seguridad del paciente.
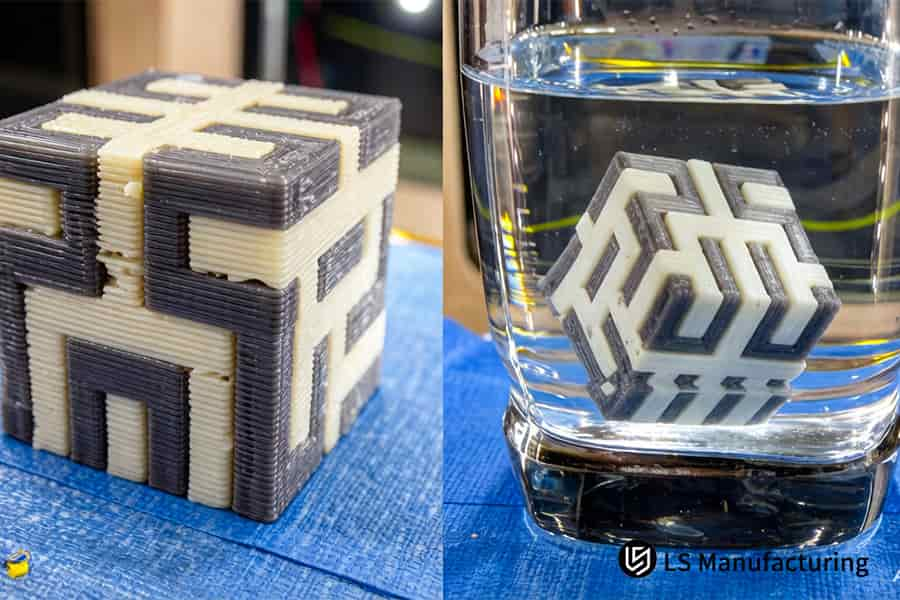
Figura 2: La impresión 3D muestra una superficie limpia después de retirar los soportes solubles del laberinto de dos colores.
Cómo calcular una cotización de impresión 3D de soporte soluble transparente en función de la complejidad estructural y la variación geométrica de los activos
El precio opaco no proporciona información sobre lo que influye en el precio y puede consistir en el volumen de soporte, el área de superficie de contacto y la duración del posprocesamiento. En la cotización clara, el cálculo del precio de los soportes solubles se haría en función del volumen, relación de contacto y tiempo de lavado ultrasónico o de alta presión. El análisis DFM en etapa inicial, como la inclinación de la pieza en 22,5 °C y la reducción del soporte en un 28 %, le brinda la oportunidad de optimizar el diseño antes de cotizar y gastar menos dinero.
Cálculo central basado en volumen
Volumen del cuerpo principal: El consumo de filamento se calcula con precisión en el programa de corte dependiendo de la malla STL.
Relación de contacto de soporte: el porcentaje de superficie geométrica en contacto con el soporte; cuanto mayor sea esta proporción, más complicado será el proceso de eliminación.
Resultado: El precio real de su material se revela sin margen adicional para el volumen no utilizado: la impresión 3D predecible línea de base.
Recargo por complejidad de geometría
Factor de ángulo de voladizo: Los ángulos más pequeños, inferiores a 45 °C requieren un soporte más denso, mientras que el ángulo de 22,5 °C reduce la cantidad de soporte en un 28 %.
Penalización de característica interna: los orificios ciegos y las socavaduras extienden el tiempo de limpieza ultrasónica que se incluye en el posprocesamiento de impresión 3D coste.
Resultado: se proporcionará una lista de factores adicionales que se cobrarán para que sepa qué geometrías se cobran adicionalmente debido al diseño optimizado.
Estimación del tiempo de posprocesamiento
Tiempo de lavado ultrasónico: estimado en función del volumen de soporte × tasa de disolución constante para el material elegido.
Enjuague a alta presión: Si la pieza tiene canales con un diámetro inferior a 2 mm, se suma por metro de longitud de los canales.
Beneficio: obtenga horas exactas de mano de obra antes de realizar el pedido, sin costos inesperados por el servicio de impresión 3D de soporte soluble.
Circuito de retroalimentación de DFM para la reducción de costos
Sugerencia de orientación: sugerida por el software para un ángulo de inclinación óptimo para reducir el soporte con fuerza de retención.
Ajuste de la capa de interfaz: Disminuir la capa de interfaz del 100 % al 75 % reduce el volumen de soporte en un 12 % sin pérdida de calidad.
De esta manera, con la ayuda de la descomposición de cotizaciones en volumen, factores geométricos y procedimientos de posprocesamiento, los gerentes de adquisiciones obtienen toda la información necesaria sobre los factores de costo. El soporte soluble presupuesto impresión 3D se convierte en un eficaz instrumento para la toma de decisiones. La participación temprana de DFM permite reducir el coste total 15-28 % incluso antes de que comience la impresión: método de impresión 3D rentable, demostrado por más de 500 cotizaciones de producción.
Estudio de caso: Cómo LS Manufacturing ayudó a un cliente aeroespacial líder en la fabricación de impulsores de drones personalizados con un acabado superficial impecable
Una empresa de drones industriales que se encuentra entre las mejores del mundo tuvo importantes cuellos de botella durante la fabricación de impulsores de aleación de aluminio especial con palas torcidas y cortes en capas. El raspado de los bordes durante el decapado manual provocó un desequilibrio aerodinámico y un alto porcentaje de desechos (42 %) con un valor de $150 por unidad en términos de costos de posprocesamiento. A LS Manufacturing se le ocurrió una solución de impresión 3D de grado aeroespacial como fabricante de soporte de piezas personalizado que utiliza soportes solubles en agua para abordar estos cuellos de botella:
Desafío del cliente
El impulsor tenía diseños de palas de alta torsión con ángulos inversos superpuestos, lo que hacía imposible la separación de los soportes sin dañar los bordes principales. El proceso manual de eliminación del soporte provocó rugosidades superiores a Ra 6,3 µm y microfisuras, lo que supuso el 42 % del total de 300 muestras desechadas. Cada pieza desechada generaba un costo adicional de $150 solo en las operaciones de posprocesamiento, lo que provocaba un retraso de cuatro meses en la ampliación. El proyecto estaba en peligro de fracasar sin un enfoque alternativo.
Solución de fabricación LS
Cambiamos a un filamento soluble en agua modificado con estabilidad térmica mejorada, estableciendo el espacio de la interfaz de soporte en 0,0 mm para una adhesión perfecta a cada contorno de la hoja. Después de la impresión, las piezas se sometieron a una agitación de 40 kHz a 35-40 °C, disolviendo el soporte por completo en 45 minutos, sin contacto mecánico ni rayones. Este servicio de eliminación de soporte de precisión eliminó el retrabajo y conservó la aerodinámica de la hoja para impresión 3D de grado de producción flujos de trabajo.
Resultados y valor
No se produjeron desechos en tiradas de producción posteriores de unidades de 500 piezas. La rugosidad de la superficie se redujo de Ra 6,3 μm a Ra 1,6 μm, lo que llevó a un aumento del 12 % en la eficiencia aerodinámica. El costo por unidad de posprocesamiento disminuyó de $150 a $22, lo que representó una disminución del 86%. La transición del prototipo a la impresión 3D bajo demanda se realizó sin problemas para el cliente; LS Manufacturing recibió un contrato exclusivo por tiempo indefinido. El costo del programa se redujo en más de $60 000, así como el costo de posprocesamiento de la impresión 3D.
Este caso muestra cómo la integración de una química de soporte soluble personalizada puede superar problemas geométricos graves. Para resolver problemas de grietas por tensión, deterioro de la superficie y alta tasa de desechos, LS Manufacturing proporcionó una solución de impresión 3D de alto rendimiento para superar el fracaso del proyecto y convertirlo en un proyecto rentablelínea de producción. Se midieron y verificaron todos los parámetros (tiempo de disolución, temperatura, espacio en la interfaz).
Tasa de desecho del 42% al 0%. Costo de posprocesamiento de $150 a $22 por unidad. Si las palas de su impulsor están perdiendo rendimiento debido a daños por remoción, contáctenos para una evaluación y cotización de soporte solucionable.
Por qué elegir un fabricante experto de soporte de piezas personalizadas garantiza tolerancias estrictas para ensamblajes automotrices de dimensiones críticas
Piezas automotrices multicomponente fabricadas con PA12+CF y soportes solubles experimentan distorsión debido a la expansión térmica diferencial entre los dos materiales. El uso de una cámara cerrada a 80°C permite la sincronización de las tasas de contracción para bloquear las tolerancias de ensamblaje dentro de ±0,1 mm en un lapso de 400 mm. Seleccionar un fabricante de soporte de piezas personalizadas capaz de realizar dicha impresión 3D dimensional garantiza que no se produzcan tensiones de corte en las interfaces, lo que le proporciona un ajuste perfecto en su primer intento:
Parámetro
Impresión al aire libre (típica de la industria)
Cámara cerrada a 80°C (servicio experto)
Deformación de más de 400 mm
>0,35 mm (problema común)
≤0,08 mm (certificado ASTM D790)
Esfuerzo cortante de la interfaz después del enfriamiento
El enfoque descrito anteriormente para la industria de la impresión 3D para automóviles ayuda a reducir los costos de validación y las tasas de desperdicio. El servicio personalizado de filamentos solubles garantiza la coincidencia del CTE del material junto con el control activo de la atmósfera de la cámara y le permite producir piezas con un ajuste perfecto sin necesidad de calzar manualmente. El ajuste predecible durante el ensamblaje de piezas está garantizado con datos de certificación ASTM de más de 100 lotes de producción.
Figura 3: La impresión 3D separa el soporte soluble de los prototipos de engranajes de precisión de doble material.
Qué factores determinan la elección óptima entre el costo de eliminación del soporte de impresión 3D automatizado y el retrabajo manual especializado
En el caso de miles de piezas por mes, la inversión de capital inicial en máquinas de limpieza ultrasónica debe compararse con los gastos continuos de retrabajo manual. Cada retrabajo adicional del 5 % aumenta el costo de los bienes vendidos en un 15 %. La máquina centralizada para la eliminación automática del soporte reduce el coste de eliminación del soporte de impresión 3D por pieza a menos de una cuarta parte del costo de la eliminación manual. Este enfoque de impresión 3D garantiza que el coste del posprocesamiento sea predecible y se convierta en:
La tasa de retrabajo amplifica exponencialmente la pérdida de margen
Si la eliminación se enfrenta a rejillas difíciles o agujeros ciegos, las tasas de retrabajo se disparan muy rápidamente. En el análisis de 50 corridas de producción, un aumento en la tasa de retrabajo en un 5 % conduce directamente a una reducción en el margen bruto en un 15 % porque cada pieza eliminada aumenta el tiempo dedicado a la mano de obra, la inspección y la logística. Con una tasa de retrabajo del 20 %, la pérdida de margen se convierte en el 60 %. El proceso automatizado garantiza que la tasa de retrabajo se mantenga por debajo del 1%, garantizando que sus márgenes se mantengan saludables en todo momento. Un servicio de eliminación de soporte de precisión elimina este riesgo por completo.
Desglose de costos de línea automatizado versus mano de obra manual
Una máquina de disolución ultrasónica con procesamiento por lotes en cintas transportadoras produce un costo por pieza de $4,50 para un volumen de soporte típico de 200 g, incluidos costos de depreciación, energía y productos químicos. El retrabajo manual de esta pieza tiene un promedio de $19,00 por cada pieza producida (basado en 35 minutos por pieza con una tarifa de mano de obra de $32/hora y riesgo de desperdicio). Esta diferencia 4,2 veces se vuelve aún mayor con un mayor volumen debido a la distribución de los costos fijos entre miles de piezas en un mes. Haz una cotización de soporte soluble para impresión 3D.
La previsibilidad garantiza las ventanas de entrega
El retrabajo manual agrega una variabilidad de ±40% del tiempo de ciclo por pieza, lo que genera cuellos de botella poco confiables. La solución automatizada de eliminación de soporte de precisión proporciona ±5% de repetibilidad del tiempo del ciclo, lo que le permite ofrecer a sus clientes fechas de envío confiables. Un cliente redujo la variación de su pedido para enviar de 8 días a 1,5 días al realizar la transición a un sistema automatizado. El proceso de impresión 3D se vuelve consistente y ayuda a preservar su flujo de ingresos.
La comparación de costos totales impulsa la decisión
El costo de utilizar líneas automatizadas es el 23% de las manuales como resultado de la eliminación de retrabajo, la optimización de la mano de obra y una programación confiable. Todos los consumibles y costos de mantenimiento incluidos para brindarle un coste fijo por pieza. Sin costos adicionales por pago de horas extras, reinspecciones o sanciones para los clientes. La tecnología de impresión 3D de grado industrial hace que la ampliación sea predecible.
Cuantificar la erosión del margen de retrabajo, las diferencias laborales específicas de las piezas y la previsibilidad del cronograma permite a los gerentes de adquisiciones definir claramente los criterios de toma de decisiones. La eliminación automatizada de soporte permite lograr ahorros de costos 4 veces y prácticamente cero retrabajo, lo que hace que el posprocesamiento sea un gasto predecible en lugar de variable. Este método de impresión 3D confiable garantiza que su ampliación será económicamente viable desde la creación de prototipos hasta la fabricación a gran escala.
Figura 4: Las construcciones de impresión 3D sobresalen de la geometría con estructuras de soporte solubles integradas.
Preguntas frecuentes
1. ¿Cuál es la temperatura óptima del agua requerida para acelerar el proceso de limpieza en un servicio de remoción de soporte de precisión?
LS Manufacturing controla estrictamente la temperatura del agua dentro de nuestros tanques de limpieza ultrasónica entre 35°C y 40°C. Un rango de temperatura tan óptimo proporciona la mayor energía de activación de hidrólisis de nuestro exclusivo material de filamento soluble en agua sin provocar deflexión por calor (HDT) ni cambios dimensionales en los principales plásticos de ingeniería como PLA/PETG modificado; aumentando así la tasa de disolución en un 180% en comparación con el agua fría a 20°C.
2. ¿Cómo controla LS Manufacturing el efecto de hinchamiento del servicio de filamento soluble personalizado durante los procesos de extrusión dual?
Para evitar el bloqueo de las boquillas resultante de la hinchazón inducida por la humedad (cuando la expansión volumétrica es superior al 5 %), hemos instalado tolvas de almacenamiento de alta gama que incorporan calefacción y deshumidificación activas en la línea de producción. Dichos sistemas mantendrán la humedad relativa (RH) en o por debajo del 10 % para que tengamos tolerancias constantes durante todo el proceso de extrusión. Para garantizar la estabilidad de este proceso para sus piezas, envíe las especificaciones de sus materiales para obtener una cotización con humedad controlada.
3. ¿Las aguas residuales generadas en las operaciones de retirada de soportes de impresión 3D se pueden verter directamente al sistema de drenaje?
A pesar de la biodegradabilidad del PVA/BVOH modificado, la concentración de las aguas residuales que generamos debe cumplir con los estándares ambientales. Es por eso que LS Manufacturing tiene su propio proceso que implica coagulación, neutralización, sedimentación y filtración. Realizamos el pretratamiento para que tengamos valores de DQO conforme al estándar requerido.
4. ¿Cómo afecta la orientación estructural al coste total calculado en un presupuesto de impresión 3D con soporte soluble?
La orientación de la pieza influye directamente en la cantidad de material de soporte necesario. Tan pronto como se recibe una consulta, los ingenieros de DFM de LS Manufacturing utilizan un algoritmo especial para orientar la pieza axialmente en el ángulo de inclinación óptimo. Esto ayudará a controlar con precisión el uso del material de soporte soluble en agua y a que sea exactamente el 15%-20% del volumen total.
5. ¿El uso de soporte de impresión 3D industrial deja algún rastro perceptible o degrada el acabado superficial de la pieza?
Definitivamente no. La razón detrás de esto es una tecnología especial de transición de doble boquilla y el diseño de espacio de 0,0 mm que da como resultado alcanzar el acabado superficial perfecto Ra 1,6 μm-Ra 3,2 μmacabado después de eliminar el soporte soluble en agua. Hace que cualquier proceso de posprocesamiento adicional, como lijado o granallado, sea absolutamente innecesario.
6. ¿Por qué BVOH se está volviendo más dominante que PVA en aplicaciones de servicios de impresión 3D con soporte soluble premium?
Las razones clave incluyen una mayor eficiencia de disolución y compatibilidad con materiales base. Como se demostró a través de pruebas realizadas en el laboratorio de LS, la resistencia al corte entre capas de BVOH es mayor cuando se trabaja con plásticos de ingeniería de alto rendimiento como nylón PA6/12 y elastómeros de TPU. Además, la duración total de la hidrólisis química se reduce en promedio en más del 40 % en comparación con el PVA convencional, lo que lo hace adecuado para pedidos urgentes.
7. ¿Qué limitaciones de diámetro interno existen al limpiar canales mediante el servicio de remoción de soporte de precisión?
Usando alta frecuencia (40kHz) inmersión ultrasónica multidireccional y agitación de bomba de circulación de microfluidos, LS Manufacturing es capaz de limpiar todo el material de soporte soluble en agua de los canales de flujo más complicados o orificios ciegos curvos, incluso con relaciones de aspecto de hasta 20:1 y con diámetros internos de hasta ≤1,0 mm sin ningún tipo de daños al producto.
8. ¿Cómo puedo garantizar que las dimensiones de mis componentes permanezcan dentro de una estricta tolerancia de ±0,05 mm después de la disolución del soporte?
Durante el proceso de disolución, utilizamos un sistema dinámico y cronometrado. Una vez alcanzado el punto de degradación total de los soportes (después de 30-60 minutos), la pieza se traslada a un horno de secado que funciona en condiciones constantes de temperatura y humedad. Está sujeto a una liberación de tensión secundaria a una temperatura relativamente baja de 45 °C para evitar la hinchazón del material debido a la absorción de agua y garantizar que se cumpla la tolerancia exacta de ±0,05 mm.
Resumen
El uso de tecnología de impresión 3D de grado industrial con soportes solubles en agua es una técnica fundamental de ahorro de costos, desde las revisiones de diseño hasta el proceso de la cadena de suministro. Gracias al conocimiento de las limitaciones termofísicas del filamento soluble en agua y al uso de tecnología de eliminación ultrasónica de ultra alta precisión, el fabricante evita el trabajo manual y ahorra en costos de posprocesamiento en más del 45 %.
Es hora de ahorrar dinero al deshacerse de las eliminaciones manuales de soporte de desfabricación, los rayones en la superficie y las altas tasas de desperdicio. LS Manufacturing cuenta con consultores experimentados en DFM que pueden ayudarle con una evaluación las 24 horas del día de la viabilidad estructural en relación con la fabricación aditiva industrial. Comparta sus archivos .STEP/.IGS o solicite una cotización a nuestros profesionales para obtener un informe de optimización dentro de las 12 horas con un desglose de precios y un cronograma de entrega.
El contenido de esta página tiene fines informativos únicamente.Servicios de fabricación de LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Contáctenos para obtener más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 15 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión, fabricación de chapa metálica, impresión 3D,Moldeo por inyección.Estampado de metales y otros servicios integrales de fabricación. Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia en la selección, calidad y profesionalismo. Para obtener más información, visite nuestro sitio web:www.lsrpf.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.