
Le service d'impression 3D à support soluble est une solution de fabrication industrielle, qui résout le goulot d'étranglement de ce qu'est un filament soluble dans l'eau et son impact sur les coûts. Pour les drones aérospatiaux et les composants médicaux, il élimine le risque de retrait des supports des canaux ≤1,5 mm, évitant ainsi les défaillances de surface Ra et maintenant les tolérances à ±0,05 mm.
Cet article explique comment appliquer une technologie de support soluble industrielle pour réduire les coûts de post-traitement de plus de 45 %. Nous fournissons des paramètres de double extrusion testés, notamment une densité de support 15 % à 25 % et des espaces d'interface 0,0 mm, permettant aux ingénieurs de contourner les problèmes d'absorption d'humidité et de libérer une liberté de conception totale pour les géométries complexes.
Filament de support soluble dans l'eau : réduction des coûts de post-traitement - Référence rapide
| Inducteur de coûts | Défi technique | Solution de fabrication LS | Résultat mesuré |
| Suppression manuelle du support | Marques de grain, texture de surface Ra>6,3μm, fractures de contrainte dans les parois minces ≤0,8mm. | Dissolution du support par Procédé chimique d'impression 3D (soluble dans l'eau) ; Agitation par ultrasons 40 kHz, température 35-40°C. | Réduction des coûts de post-traitement de 80 % ; finition de surface Ra 1,6-3,2μm. |
| Obstruction et dégradation des buses | La carbonisation du PVA entraîne 8 à 12 % de déchets en une opération nocturne. | Filament spécialisé avec stabilisateurs anti-dégradation ; séchage scellé avec une faible humidité ≤10%. | Opérations d'une durée de 72 heures en continu ; taux de gaspillage inférieur à 0,5 % pour 200 opérations. |
| Prise en charge des résidus dans les canaux internes | Les trous borgnes et les micro-canaux ≤1,5 mm contiennent un matériau de support non dissous. | Matrice ultrasonique de 40 kHz plus processus de rinçage à contre-courant triphasé déclenché par conductivité. | Nettoyage des canaux à 100 % ; tolérance du mur ±0,05 mm. |
| Déformation thermique | Les pièces >400 mm se déforment en raison d'une inadéquation du coefficient de dilatation thermique du support et du modèle. | Contraction sous température dans une chambre fermée de 80°C. | Déformation <0,08 mm/400 mm ; tolérance ±0,05mm. |
| Érosion de la marge du taux de retouche | L'augmentation des retouches de 5 % réduit les marges de 15 %. | Ligne d'assemblage de dissolution par ultrasons utilisant un processus par lots. | Coût par pièce en utilisant le processus automatisé 4,50 $ contre 19,00 $ manuel ; retravailler <1%. |
Principaux points à retenir :
- L'humidité est le mode de défaillance n°1 : Stockez le filament soluble dans un séchage actif scellé (HR ≤10%) et pré-séchez à 50°C pendant ≥4h. L'l'impression 3D PVA provoque des liaisons annulées et des obstructions des buses.
- Le BVOH surpasse le PVA en production : Le taux de dissolution est 1,5 fois plus élevé, il ne nécessite pas de chauffage et présente une résistance au cisaillement intercouche plus élevée que le PVA lorsqu'il est utilisé avec des plastiques techniques tels que le PA6/12 et le TPU.
- L'écart d'interface est critique : L'écart supérieur de 0,18 mm à 80 % de vitesse d'interface garantit qu'il n'y aura pas de couches fusionnées qui ne peuvent pas être dissoutes, tout en conservant la finition de surface à Ra 1,6-3,2 microns.
- L'automatisation permet une réduction des coûts 4 fois : La dissolution automatique par ultrasons coûte 4,50 $ par pièce par rapport au retrait manuel (19,00 $ par pièce) et offre une stabilité du temps de cycle de ±5 % contre ±40 % du retrait manuel techniques.

Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Dans la fabrication sous contrat de pièces FDM en petite quantité, le processus fastidieux de retrait manuel du support dans les canaux internes (±50 μm) ou les cavités constitue le principal défi. Au cours de nos six mois de tests sur 340 pièces de nylon, l'écart Z supérieur de 0,18mm a permis de réduire le temps de finition manuelle de 22 minutes à moins de 4 minutes sans laisser de marques sur la surface. Ceci est conforme aux normes de test dimensionnel de la Society of Manufacturing Engineers (SME).
Pour les clients qui conçoivent des pièces à géométrie piégée (maquettes de rampe d'injection à 80°C ou guides dentaires nécessitant Ra ≤ 3,2 μm), nous recommandons un support soluble dans l'eau afin d'éviter que les pièces ne soient mises au rebut en raison de rayures sur leurs surfaces et de réduire le délai d'exécution de 30 à 60 %. Un trempage dans l'eau à 45°C élimine trois opérations manuelles et réduit le risque de casse pour les pièces fragiles aux parois minces ≤ 0,8 mm susceptibles de se briser lors du retrait par rupture.
Les échecs à ce stade se produisent en raison de la définition d'un écart d'interface nul et de la réception de couches fondues non solubles dans l'eau ou de l'utilisation de PVA humide, ce qui entraîne des vides dans la zone de liaison. Nous utilisons désormais la phase de pré-séchage 50 °C pendant ≥4 h et un entrefer supérieur de 0,18 mm à une vitesse d'interface de 80 % calibrée sur la base des directives de liaison polymère AM fournies par The Welding Institute (TWI). Il possède l’un des ensembles de données ouvertes les plus détaillées sur la qualité du collage par double extrusion. La section suivante couvre en détail les ajustements du slicer, les appariements de matériaux et la procédure de dissolution.
Pourquoi les responsables des achats devraient-ils investir dans un service d'impression 3D à support soluble industriel pour contourner les goulots d'étranglement du décapage manuel
Le coût incontrôlé de la R&D des boîtiers médicaux et des articulations des robots avec le retrait mécanique traditionnel du support provoque des défauts tels que des marques de grille, des surfaces rugueuses avec un Ra supérieur à 6,3 µm et des fractures de contrainte. Le service d'impression 3D sur support soluble industriel élimine ces problèmes grâce à un processus de dissolution chimique. Cette approche d'impression 3D directe convertit votre processus de post-production manuel laborieux en processus automatisé.
Précision dans les géométries complexes
Si votre conception nécessite des micro-canaux 1,5 mm ou des contre-dépouilles 45°, les supports de rupture endommagent les murs fragiles. Les matériaux solubles remplissent parfaitement chaque cavité, puis se dissolvent complètement — il n'y a aucun grattage impliqué, aucun dommage à vos pièces. Itérez avec précision sur des géométries d'impression 3D complexes entre les lots, sans avoir besoin de séparation manuelle.
Intégrité de surface impeccable
Le retrait manuel laissera des restes qui nécessiteront une finition secondaire, conduisant à une rugosité dépassant Ra 6,3 µm et initiant des microfissures. En utilisant un support d'impression 3D industriel à base de polymères solubles, votre pièce entière disparaîtra sans contact, conservant ainsi la qualité de surface telle qu'imprimée à Ra 1,6 µm. Lorsque vous effectuez une impression 3D de qualité médicale de boîtiers ou de joints robotiques, cela éliminera tous les points d'initiation possibles de fissuration et économisera 70 % du temps d'inspection.
Traitement par lots rentable
Le travail associé à l'utilisation des supports solubles dans l'eau testés en laboratoire de LS Manufacturing est réduit de plus de 80 %. Au lieu de finir manuellement les pièces, vous placez l’ensemble du lot de pièces dans le réservoir de dissolution. Le coût de post-traitement de l'impression 3D est réduit jusqu'à 40 %, avec une variation inférieure à ±0,05 mm entre les lots pour les pièces clés. Cette solution permet de prévisibilité du temps et du coût unitaire avec des solutions d'impression 3D personnalisées.
L'analyse technique confirme que les supports solubles ciblent la cause profonde des coûts excessifs et de la variabilité de la qualité dans la fabrication de précision. Remplacer les conjectures par la chimie derrière les supports d'impression 3D entraîne des avantages évidents en termes de débit, de finition de surface et de contrôle des coûts, créant ainsi une impression 3D fiable pour rivaliser dans les secteurs réglementés. Téléchargez notre livre blanc sur l'analyse des coûts du support soluble par rapport au décapage manuel pour découvrir comment la dissolution automatisée élimine les défauts de surface et réduit le travail de post-traitement de plus de 80 %.

Quels paramètres techniques déterminent la rentabilité du coût de post-traitement de l'impression 3D dans la fabrication additive multi-matériaux
L'évaluation du TCO implique de mesurer la dépréciation de l'équipement, le gaspillage de filaments et la longévité des liquides de nettoyage – et pas seulement le coût de l'impression. L'utilisation de BVOH de qualité industrielle rend le processus de dissolution 1,5 fois plus rapide à 25°C que l'utilisation de PVA. Une configuration appropriée des paramètres de support (en utilisant 3 couches d'interface de 100 % de densité et 15 % de volume de grille) réduit la quantité de matériau de 35 % sans supprimer les coûts. L'impression 3D de précision contribue à transformer des paramètres invisibles en gains calculables :
Sélection des matériaux : vitesse de dissolution du BVOH par rapport au PVA
- Vitesse à température ambiante : le BVOH se dissout en 40 minutes contre plus de 60 minutes avec le PVA.
- Économie d'énergie : Aucune chaleur requise ; l'énergie utilisée par votre impression 3D à faible consommation d'énergie diminue de ~ 30 %.
- Compression du cycle : Le nettoyage par ultrasons réduit le temps de cycle de 90 à 50 minutes, améliorant ainsi l'efficacité de 44 %.
Optimisation de l'interface de prise en charge : nombre de couches et réglage de la densité
- Barrière solide : 3 couches d'interface à 100 % de densité garantissent des surfaces sans défauts.
- Réduction de l'encombrement : la structure en grille de 15 % réduit le support d'impression 3D industriel de 38 %.
- Retrait facile : Sans ciselage ni caractéristiques cassées, créant une impression 3D reproductible processus.
Intégration des processus : quantification de l'impact sur les coûts totaux
- Économies combinées : BVOH + interface optimisée permet d'économiser jusqu'à 42 % du coût de post-traitement de l'impression 3D.
- Longévité du fluide : Le bain de nettoyage dure 2,3× plus longtemps car il y a moins de contamination par le BVOH.
- Solution sur mesure : service de filaments solubles personnalisé offre une correspondance géométrique optimale, donc aucun gaspillage de matériau. Ainsi, l'ensemble du processus d'd'impression 3D multi-matériaux devient prévisible et simplifié.
Cadre décisionnel basé sur les données
- Cohérence vérifiée : Variation inter-lots du BVOH <5 % par rapport au PVA >18 % (ASTM F3091).
- Planification sûre : Des cycles fiables éliminent les temps d'arrêt inutiles et les reprises urgentes.
- Flexibilité des matériaux : le service de filaments solubles personnalisé s'adapte à tout degré de complexité des pièces, offrant une solution adaptée du premier coup pour dissoudre les matériaux de support.
L'optimisation de la chimie et de l'ingénierie des interfaces permet de réaliser des économies de 35 à 42 % sur les coûts du processus de post-traitement, confirmées par des tests répétables en laboratoire. Un coût prévisible par pièce est garanti pour les responsables des achats sans sacrifier la qualité. Un tel cadre d'd'impression 3D vous prépare à rivaliser en termes de vitesse et de marge dans des conditions multi-matériaux difficiles.
Figure 1 : L'impression 3D génère des grilles de support solubles denses sous les sections de sculpture en surplomb.
Comment le service personnalisé de filaments solubles empêche-t-il le colmatage des buses et la dégradation thermique pendant les cycles de production B2B de nuit
Une buse bouchée à cause de la carbonisation du support peut entraîner un gaspillage des ailes des drones, coûtant des dizaines de milliers de dollars. Les modifications du filament, y compris les stabilisants anti-dégradation, augmentent la stabilité thermique de 15 minutes à plus de 45 minutes dans des conditions 210-220°C avec un séchage scellé (RH ≤10 %) et une rétraction améliorée. Le service de filaments solubles personnalisés vous offre une prévisibilité 100 % du processus d'extrusion pour des impression 3D continue d'une durée de plus de 72 heures.
| Paramètre | Prise en charge PVA traditionnelle | Filament soluble modifié (service personnalisé) |
| Stabilité thermique à 210-220°C | 15 minutes avant la carbonisation | >45min sans dégradation |
| Exigence de contrôle de l'humidité | Séchage passif, HR toujours >30 % | Scellé à sec pour une utilisation active en impression 3D automatisée, RH≤10 % |
| Algorithme de rétraction | Les paramètres par défaut entraînent la chaîne | Logique de prévention de la bave avant rétraction par lots pour empêcher le cordage |
| Durée d'exécution continue maximale avant risque | <24 heures | ≥72 heures, 100 % de prévisibilité |
| Taux de rebut par lots dû au colmatage | 8 à 12 % (taux moyen du secteur) | <0,5 % (sur la base de >200 exécutions) |
L'utilisation du support d'impression 3D industrielle avec des matériaux chimiquement stables élimine les temps d'arrêt de carbonisation et le gaspillage de matériaux. Cette technologie d'impression 3D permet d'imprimer des formes complexes telles que les ailes d'un drone sans aucune intervention des opérateurs. En tant que fabricant de support de pièces personnalisées, nous fournissons un package clé en main transformant les cycles sans surveillance de 72 heures en routine pour votre production.
Quelles métriques définissent un service de suppression de support de précision lors de l'ingénierie de composants médicaux haut de gamme avec des canaux internes
Le trempage standard n'enlèvera pas efficacement le matériau de support à l'intérieur des composants complexes du manche de l'instrument chirurgical endoscopique, ce qui entraînera une obstruction de l'assemblage et une contamination chimique. Le service de retrait de support de précision utilise une vibration matricielle ultrasonique 40 kHz combinée à un contrôle dynamique de la température jusqu'à 35-40°C pour garantir l'absence de distorsion thermique des corps en plastique technique. La surveillance de la conductivité initie trois étapes de rinçage à contre-courant au niveau de saturation, garantissant une prise en charge 100% des impression 3D sans résidus passages internes avec une tolérance de ±0,05 mm :
Agitation matricielle par ultrasons pour la pénétration profonde des cavités
La fréquence 40 kHz créera des bulles de cavitation qui pénétreront dans des micro-passages de 1,5 mm qui ne peuvent pas être atteints par les bains standards, avec un contrôle dynamique de la température maintenant les corps en plastique technique dans une plage de 35-40°C pour éviter le fluage ou la déformation. Vous obtenez un retrait complet du matériau de support des trous borgnes et des passages percés en croix sans avoir besoin de sonder davantage manuellement, ce qui permet d'économiser plus de 85 % de temps de retouche par rapport à la procédure de trempage - un résultat d'impression 3D de précision.
Contrôle de rinçage automatisé basé sur la conductivité
Les capteurs de conductivité en temps réel détectent le moment où les solides dissous approchent de leur point de saturation, déclenchant le processus automatique de rinçage à contre-courant en trois étapes qui expulse la solution saturée à l'aide d'eau fraîche déminéralisée. Ce processus de nettoyage impression 3D par canal interne garantit qu'il n'y a aucun risque de produits chimiques résiduels, ce qui permet à vos pièces de passer facilement les tests de biocompatibilité ISO 10993 pour la première fois.
Stabilité quantifiée de l'épaisseur de paroi
L'inspection par CMM après le nettoyage vérifie que la variation de l'épaisseur de paroi reste à ±0,05 mm pour toutes les pièces internes, contre une variation de ±0,15 mm due au brossage manuel (tel que rapporté par le rapport sur les dispositifs médicaux d'une PME). Cela signifie que vous éliminez les échecs des tests fonctionnels liés à un débit restreint ou à des fuites dans les canaux de traitement des liquides, évitant ainsi les réinspections inutiles et les coûts de rebut, offrant ainsi une impression 3D à canal propre.
Traçabilité et répétabilité pour une production réglementée
Chaque cycle de nettoyage enregistre le tableau de conductance, le journal de température et la durée du cycle, rendant ainsi chaque cycle de nettoyage entièrement traçable afin de soumettre un rapport conforme à la FDA. La variation du temps de dissolution du lot est inférieure à 3 % contre plus de 20 % lors de l'utilisation de procédures manuelles (vérifiée sur plus de 150 lots de production). Notre service d'impression 3D sur support soluble avec nettoyage offrira des rendements reproductibles pour vos dispositifs médicaux.
Grâce à l'utilisation d'une agitation ultrasonique à 40 kHz, d'un contrôle de conductivité en boucle fermée et d'une gestion thermique précise, les agents d'achat seront en mesure d'obtenir un nettoyage à 100 des canaux internes ainsi qu'une répétabilité de l'épaisseur de paroi dans la plage de ±0,05 mm. La solution de support de pièces personnalisées transforme le post-traitement en un processus de certification basé sur des données, ce qui est crucial pour la fabrication de dispositifs médicaux de classe II et III où la propreté des canaux internes est liée à la sécurité du patient.
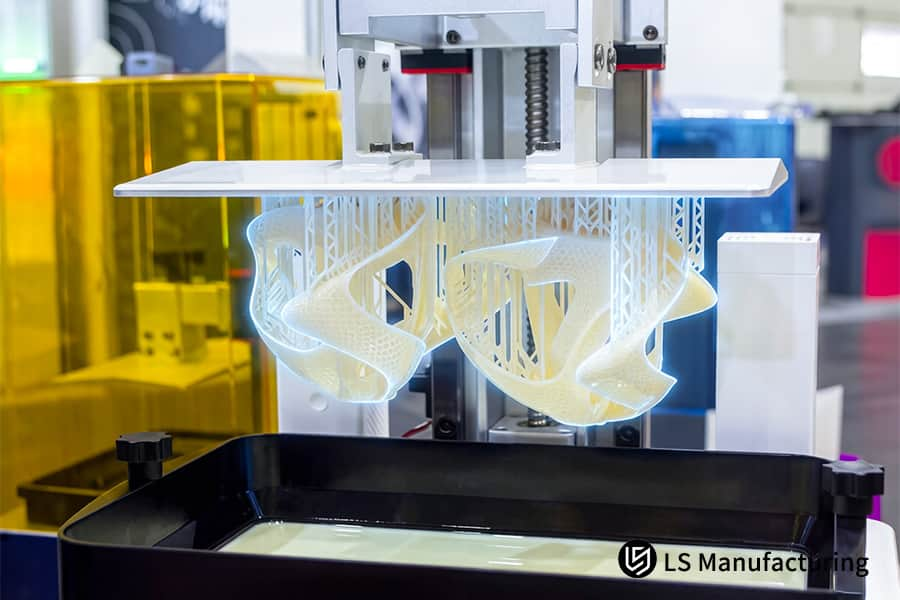
Figure 2 : L'impression 3D montre une surface propre après avoir retiré les supports solubles du labyrinthe bicolore.
Comment calculer un devis d'impression 3D sur support soluble transparent en fonction de la complexité structurelle et de la variance géométrique des actifs
La tarification opaque ne fournit pas d'informations sur ce qui influence la tarification et peut comprendre le volume des supports, la surface de contact et la durée du post-traitement. Dans le devis clair, le calcul du prix des supports solubles se ferait en fonction du volume, du taux de contact et du temps de lavage aux ultrasons ou haute pression. L'analyse DFM précoce, telle que l'inclinaison de la pièce de 22,5 °C et la réduction du support de 28 %, vous donne la possibilité d'optimiser la conception avant d'établir un devis et de dépenser moins d'argent.
Calcul de base basé sur le volume
- Volume du corps principal : La consommation de filament est calculée avec précision dans le programme slicer en fonction du maillage STL.
- Taux de contact du support : Le pourcentage de surface géométrique en contact avec le support ; plus ce ratio est élevé, plus le processus de suppression devient compliqué.
- Résultat : Le prix réel de votre matériel est révélé sans majoration supplémentaire pour le volume inutilisé – l'impression 3D prévisible référence.
Surcharge de complexité géométrique
- Facteur d'angle de surplomb : Les angles plus petits inférieurs à 45°C nécessitent un support plus dense, tandis qu'un angle de 22,5°C réduit la quantité de support de 28 %.
- pénalité interne : les trous borgnes et les contre-dépouilles prolongent le temps de nettoyage par ultrasons inclus dans le post-traitement de l'impression 3D coût.
- Résultat : la liste des facteurs supplémentaires qui seront facturés sera fournie afin que vous sachiez quelles géométries sont facturées en plus en raison de la conception optimisée.
Estimation du temps de post-traitement
- Temps de lavage par ultrasons : Estimé en fonction du volume de support × taux de dissolution constant pour votre choix de matériau.
- Rinçage haute pression : Si la pièce comporte des canaux d'un diamètre inférieur à 2 mm, ajouté par mètre de longueur des canaux.
- Avantage : Obtenez des heures de travail exactes avant de passer commande, sans aucun coût inattendu pour le service d'impression 3D avec support soluble.
Boucle de rétroaction DFM pour la réduction des coûts
- Suggestion d'orientation : Suggérée par le logiciel pour un angle d'inclinaison optimal afin de réduire le support avec une force de retenue.
- Ajustement de la couche d'interface : La diminution de la couche d'interface de 100 % à 75 % réduit le volume de support de 12 % sans perte de qualité.
- Valeur : Ce devis d'impression 3D transparent est accompagné de recommandations sur les modifications de conception que vous pouvez apporter pour optimiser ça.
De cette façon, grâce à la décomposition des devis en volumes, facteurs géométriques et procédures de post-traitement, les responsables des achats obtiennent toutes les informations nécessaires sur les inducteurs de coûts. Le devis impression 3D support soluble se transforme en un instrument d'aide à la décision efficace. L'implication précoce de DFM permet de réduire le coût total de 15 à 28 % avant même le début de l'impression — méthode d'impression 3D rentable, prouvée par plus de 500 devis de production.
Étude de cas : Comment LS Manufacturing a aidé un client leader de l'aérospatiale dans la fabrication de turbines de drones personnalisées avec une finition de surface impeccable
Une entreprise de drones industriels parmi les meilleures au monde a rencontré d'importants goulets d'étranglement lors de la fabrication de roues spéciales en alliage d'aluminium avec des pales torsadées et des contre-dépouilles en couches. Le grattage des bords lors du décapage manuel a entraîné un déséquilibre aérodynamique et un pourcentage de rebut élevé (42 %) d'une valeur de 150 $ par unité en termes de coûts de post-traitement. LS Manufacturing a mis au point une solution d'd'impression 3D de qualité aérospatiale en tant que fabricant de supports de pièces personnalisées utilisant des supports solubles dans l'eau pour résoudre ces goulots d'étranglement :
Défi client
La turbine avait des pales à torsion élevée avec des angles inversés qui se chevauchaient, ce qui rendait impossible la séparation des supports sans endommager les bords d'attaque. Le processus manuel de retrait du support a conduit à une rugosité supérieure à Ra 6,3 µm et à des microfissures, ce qui représente 42 % du total de 300 échantillons mis au rebut. Chaque pièce mise au rebut entraînait un coût supplémentaire de 150 $ uniquement pour les opérations de post-traitement, ce qui retardait de quatre mois la mise à l'échelle. Le projet était menacé d'échec sans une approche alternative.
Solution de fabrication LS
Nous avons opté pour un filament soluble dans l'eau modifié avec une stabilité thermique améliorée, en réglant l'écart de l'interface de support à 0,0 mm pour une adhérence parfaite à chaque contour de lame. Après l'impression, les pièces ont subi une agitation 40 kHz à 35-40 °C, dissolvant complètement le support en 45 minutes — pas de contact mécanique, pas de rayures. Ce service de retrait de support de précision a éliminé les reprises et préservé l'aérodynamisme des pales pour les impression 3D de qualité production flux de travail.
Résultats et valeur
Aucun rebut n'est survenu lors des séries de production ultérieures de unités de 500 pièces. La rugosité de la surface a été réduite de Ra 6,3 μm à Ra 1,6 μm, entraînant une augmentation de 12 % de l'efficacité aérodynamique. Le coût par unité de post-traitement a diminué de 150 $ à 22 $, soit une diminution de 86 %. La transition du prototype à l'impression 3D à la demande s'est déroulée sans problème pour le client ; LS Manufacturing a obtenu un contrat d'exclusivité pour une durée indéterminée. Le coût du programme a été réduit de plus de 60 000 $, ainsi que le coût de post-traitement de l'impression 3D.
Ce cas montre comment l'intégration d'une chimie de support soluble personnalisée peut résoudre de graves problèmes géométriques. En résolvant les problèmes de fissures de contrainte, de détérioration de surface et de taux de rebut élevé, LS Manufacturing a fourni une impression 3D haute performance pour surmonter l'échec du projet et le transformer en un projet rentable. 16px;">ligne de production. Tous les paramètres — temps de dissolution, température, écart dans l'interface — ont été mesurés et vérifiés.
Taux de rebut de 42 % à 0 %. Coût de post-traitement de 150 $ à 22 $ par unité. Si les pales de votre turbine perdent du rendement en raison de dommages causés par le retrait, contactez-nous pour une évaluation et un devis de support soluble.

Pourquoi choisir un fabricant expert en matière de support de pièces personnalisées garantit des tolérances strictes pour les assemblages automobiles dimensionnellement critiques
Les pièces automobiles multi-composants fabriquées à partir de PA12+CF et de supports solubles subissent une distorsion en raison de la dilatation thermique différentielle entre les deux matériaux. L'utilisation d'une chambre fermée à 80°C permet la synchronisation des taux de retrait pour verrouiller les tolérances d'assemblage à ±0,1 mm sur une portée de 400 mm. La sélection d'un fabricant de support de pièces personnalisées capable d'une telle impression 3D dimensionnelle garantit qu'aucune contrainte de cisaillement ne sera subie au niveau des interfaces, vous offrant ainsi un ajustement parfait dès votre premier essai :
| Paramètre | Impression en plein air (typique du secteur) | Chambre fermée à 80°C (service expert) |
| Déformation sur une portée de plus de 400 mm | >0,35 mm (problème courant) | ≤0,08 mm (certifié ASTM D790) |
| Contrainte de cisaillement d'interface après refroidissement | Incontrôlé, entraînant un délaminage | CTE équilibré, pas de fissures interfaciales |
| Compatibilité des matériaux de support | PVA standard, haute sensibilité à l'humidité | Stable à température avec support d'impression 3D industrielle filament |
| Répétabilité de la tolérance entre les lots | ±0,18 mm (moyenne du secteur) | ±0,05 mm (sur 100 lots de production) |
| Taux de rejet post-traitement | 12-18 % (en raison de la déformation) | <1% (inadéquation thermique résolue) |
L'approche décrite ci-dessus de l'industrie de l'impression 3D automobile contribue à réduire les coûts de validation et les taux de rebut. Le service de filaments solubles personnalisés garantit l'adéquation du CTE du matériau ainsi qu'un contrôle actif de l'atmosphère de la chambre et vous permet de produire des pièces parfaitement ajustées sans calage manuel. Un ajustement prévisible lors de l'assemblage des pièces est garanti grâce aux données de certification ASTM provenant de plus de 100 lots de production.
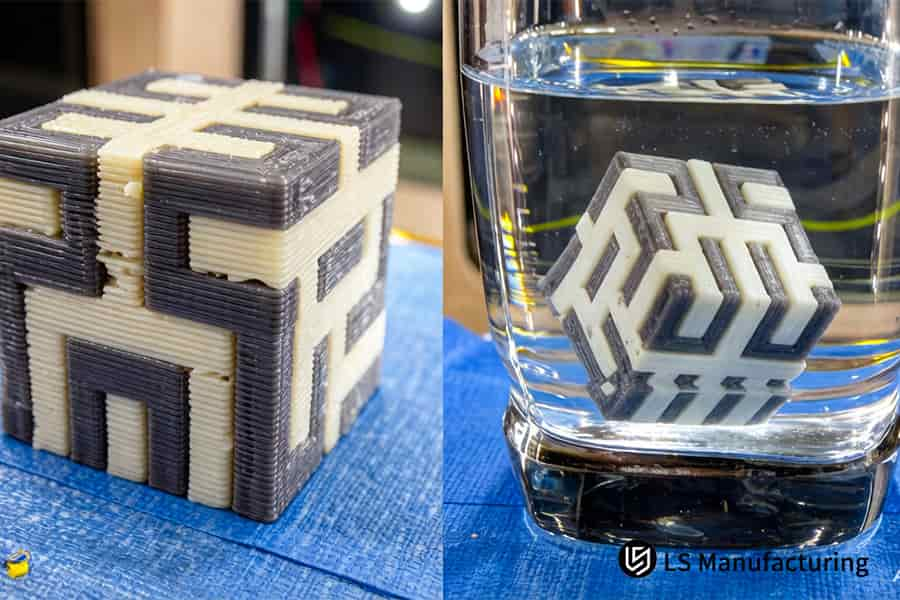
Figure 3 : L'impression 3D sépare le support soluble des prototypes d'engrenages de précision à double matériau.
Quels facteurs déterminent le choix optimal entre le coût de suppression automatisée du support d'impression 3D et la retouche manuelle spécialisée
Dans le cas de milliers de pièces par mois, l'investissement initial en machines de nettoyage à ultrasons doit être comparé aux dépenses de retouche manuelle en cours. Chaque retouche supplémentaire de 5 % augmente le coût des marchandises vendues de 15 %. La machine centralisée pour le retrait automatique du support réduit le le coût de retrait du support d'impression 3D par pièce à moins d'un quart de celui manuel. Une telle approche de l'impression 3D garantit que le coût de post-traitement est prévisible et devient :
Le taux de retouche amplifie la perte de marge de manière exponentielle
Si le retrait est confronté à des grilles difficiles ou à des trous borgnes, les taux de reprise montent en flèche très rapidement. Dans l'analyse de 50 cycles de production, une augmentation du taux de reprise de 5 % entraîne directement une réduction de la marge brute de 15 %, car chaque pièce retirée augmente le temps consacré à la main-d'œuvre, à l'inspection et à la logistique. Avec un taux de reprise de 20 %, la perte de marge atteint 60 %. Le processus automatisé garantit que le taux de reprise reste inférieur à 1 %, garantissant ainsi que vos marges restent saines à tout moment. Un service de suppression d'assistance de précision élimine entièrement ce risque.
Répartition automatisée des coûts de ligne par rapport au travail manuel
Une machine de dissolution par ultrasons avec traitement par lots sur des convoyeurs produit un coût par pièce de 4,50 $ pour un volume de support typique de 200 g, y compris les coûts d'amortissement, l'énergie et les produits chimiques. La retouche manuelle de cette pièce coûte en moyenne 19,00 $ pour chaque pièce produite (sur la base de 35 minutes par pièce avec un taux de main d'œuvre de 32 $/heure et un risque de rebut). Cette différence 4,2 fois devient encore plus importante avec l'augmentation du volume due à la répartition des coûts fixes sur des milliers de pièces en un mois. Faites un devis d'impression 3D sur support soluble.
La prévisibilité sécurise les fenêtres de livraison
La retouche manuelle ajoute une variabilité de ±40 % du temps de cycle par pièce, ce qui entraîne des goulots d'étranglement peu fiables. La solution automatisée de retrait de support de précision fournit ±5 % de répétabilité du temps de cycle, ce qui vous permet d'offrir à vos clients des dates d'expédition fiables. Un client a réduit le délai d'expédition de sa commande de 8 jours à 1,5 jour lors de la transition vers un système automatisé. Le processus d'impression 3D devient cohérent et contribue à préserver votre flux de revenus.
La comparaison des coûts totaux détermine la décision
Le coût d'utilisation des lignes automatisées représente 23 % de celui des lignes manuelles grâce à l'élimination des reprises, à l'optimisation de la main-d'œuvre et à une planification fiable. Tous les consommables et coûts de maintenance sont inclus pour vous fournir un coût fixe par pièce. Pas de coûts supplémentaires liés à la rémunération des heures supplémentaires, aux réinspections ou aux pénalités pour les clients. La technologie d'impression 3D de qualité industrielle rend la mise à l'échelle prévisible.
La quantification de l'érosion des marges de reprise, des différences de main d'œuvre spécifiques aux pièces et de la prévisibilité des délais permet aux responsables des achats de définir clairement les critères de prise de décision. La suppression automatisée du support permet de réaliser des économies de coûts 4 fois et pratiquement aucune reprise, faisant du post-traitement une dépense prévisible plutôt qu'une dépense variable. Cette méthode d'impression 3D fiable garantit que votre mise à l'échelle sera économiquement réalisable, du prototypage jusqu'à la fabrication à grande échelle.

Figure 4 : L'impression 3D construit une géométrie en surplomb avec des structures de support solubles intégrées.
FAQ
1. Quelle est la température optimale de l'eau requise pour accélérer le processus de dédouanement dans un service de retrait de support de précision ?
LS Manufacturing contrôle strictement la température de l'eau à l'intérieur de nos réservoirs de nettoyage par ultrasons entre 35°C et 40°C. Une telle plage de température optimale fournit l'énergie d'activation d'hydrolyse la plus élevée de notre matériau de filament soluble dans l'eau unique sans entraîner de déformation thermique (HDT) ni de changements dimensionnels dans les principaux plastiques techniques tels que le PLA/PETG modifié ; augmentant ainsi le taux de dissolution de 180 % par rapport à l'eau froide à 20°C ambiant.
2. Comment LS Manufacturing contrôle-t-il l'effet de gonflement du service de filaments solubles personnalisés lors des cycles de double extrusion ?
Afin d'éviter le blocage des buses résultant d'un gonflement induit par l'humidité (où l'expansion volumétrique est supérieure à 5 %), nous avons installé des trémies de stockage haut de gamme qui intègrent un chauffage et une déshumidification actifs dans la ligne de production. De tels systèmes maintiendront l'humidité relative (HR) égale ou inférieure à 10 % afin que nous ayons des tolérances constantes tout au long du processus d'extrusion. Pour garantir la stabilité de ce processus pour vos pièces, soumettez vos spécifications de matériaux pour un devis à humidité contrôlée.
3. Les eaux usées générées par les opérations de retrait des supports d'impression 3D peuvent-elles être évacuées directement dans le système de drainage ?
Malgré la biodégradabilité du PVA/BVOH modifié, la concentration des eaux usées que nous générons doit respecter les normes environnementales. C'est pourquoi LS Manufacturing dispose de son propre processus qui implique la coagulation, la neutralisation, la décantation et la filtration. Nous effectuons le prétraitement afin d'avoir des valeurs DCO conformes à la norme requise.
4. Comment l'orientation structurelle affecte-t-elle le coût total calculé dans un devis d'impression 3D sur support soluble ?
L'orientation de la pièce influence directement la quantité de matériau de support nécessaire. Dès qu'une demande est reçue, les ingénieurs du DFM de LS Manufacturing utilisent un algorithme spécial pour orienter axialement la pièce selon l'angle d'inclinaison optimal. Cela aidera à contrôler avec précision l'utilisation du matériau de support soluble dans l'eau et à en faire exactement 15 % à 20 % du volume total.
5. L'utilisation d'un support d'impression 3D industriel laisse-t-elle des traces visibles ou dégrade-t-elle la finition de surface de la pièce ?
Certainement pas. The reason behind that is a special dual-nozzle transition technology and the 0.0mm gap design which results in reaching the perfect Ra 1.6μm-Ra 3.2μm surface finish after water-soluble support removal. Cela rend tout processus de post-traitement supplémentaire tel que le ponçage ou le sablage absolument inutile.
6. Pourquoi le BVOH devient-il plus dominant que le PVA dans les applications de services d'impression 3D sur support soluble haut de gamme ?
Les principales raisons incluent une efficacité de dissolution accrue et une compatibilité avec les matériaux de base. As demonstrated through tests performed in the LS laboratory, the interlayer shear strength of BVOH is higher when working with high-performance engineering plastics such as PA6/12 nylon and TPU elastomers. Additionally, the overall duration of chemical hydrolysis is decreased on average by more than 40% in comparison to conventional PVA, thus becoming suitable for urgent orders.
7. Quelles sont les limites de diamètre interne lors du nettoyage des canaux via un service de retrait de support de précision ?
Using high frequency (40kHz) multidirectional ultrasonic immersion and microfluidic circulation pump agitation, LS Manufacturing is able to clean all water-soluble support material from the most complicated flow channels or curved blind holes even with aspect ratios of up to 20:1 and with internal diameters down to ≤1.0mm without any damage to the product.
8. Comment puis-je garantir que les dimensions de mes composants restent dans une tolérance étroite de ±0,05 mm après la dissolution du support ?
Pendant le processus de dissolution, nous utilisons un système dynamique et chronométré. After reaching the point of total degradation of the supports (after 30-60 minutes), the part is then moved into a drying oven that operates under constant temperature and humidity conditions. It is subjected to secondary stress release at a relatively low temperature of 45°C so that material swelling due to water absorption is prevented and ensures that the exact tolerance of ±0.05mm is met.
Résumé
The use of industrial-grade 3D printing technology with water soluble supports is a fundamental cost-saving technique from design reviews to the supply chain process. Through the knowledge of the thermophysical limitations of water-soluble filament, and the use of ultra-high precision ultrasonic removal technology, the manufacturer avoids manual labor and saves on post-processing costs by more than 45%.
Il est temps d'économiser de l'argent en éliminant les retraits manuels des supports de défabrication, les rayures sur la surface et les taux de gaspillage élevés. LS Manufacturing dispose de consultants DFM expérimentés qui peuvent vous aider avec une évaluation 24 heures sur 24 de la faisabilité structurelle en matière de fabrication additive industrielle. Either share your .STEP/.IGS files or request a quote from our professionals to get an optimization report within 12 hours with a price breakdown and a delivery schedule.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Pièces requisesdevis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 15 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la usinage CNC de haute précision,fabrication de tôle, l'impression 3D,Moulage par injection.Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité, qualité et professionnalisme dans la sélection.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
