
Процессы обработкиявляются сердцем производства. Тем не менее, выбор правильной операции для вашей части может быть сложной задачей. Компании, которые не обеспечивают адекватного соответствия материалов требованиям точности и стоимости, могут столкнуться с задержками производства, нестабильным качеством и непредвиденными расходами.Все эти факторы влияют на общий успех и прибыльность проекта.
В настоящее время метод выбора в основном зависит от эмпирического суждения.В результате отсутствия систематической процедуры отбора легко сделать неопределенным баланс производительности и экономичности., что может привести к чрезмерному проектированию или недостаточной производительности. Благодаря систематической системе знаний и 20-летнему практическому опыту эта статья призвана предоставить общую основу отбора для реализации более систематического отбора.

Краткая справочная таблица процессов обработки
| Категория | Процесс | Совместимость материалов | Типичный допуск (мм) | Чистота поверхности (мкм) | Ключевые приложения | Уровень затрат |
|
Поворот |
Металлы, Пластмассы |
±0,01 |
0,8-3,2 |
Валы, втулки, фланцы |
Средний |
|
|
Фрезерование |
Металлы, пластмассы, композиты |
±0,01 |
0,8-3,2 |
Корпуса, кронштейны, формы |
Средне-высокий |
|
|
Бурение |
Сверление с ЧПУ |
Металлы, Пластмассы |
±0,05 |
1,6-6,3 |
Отверстия, нарезание резьбы, развертывание |
Низкий |
|
Шлифование |
Поверхностное шлифование |
Закаленные металлы, керамика |
±0,002 |
0,1-0,8 |
Прецизионные плоские поверхности |
Высокий |
|
электроэрозионная обработка |
Электроэрозионная обработка проволоки |
Проводящие материалы |
±0,005 |
0,4-1,6 |
Сложные формы, твердые материалы |
Очень высокий |
|
Лазерная резка |
Волоконный лазер |
Металлы, Пластмассы |
±0,1 |
1,6-12,5 |
Листовой металл, тонкие пластины |
Средний |
|
Гидроабразивная резка |
Абразивная гидроабразивная резка |
Все материалы |
±0,1 |
3,2-12,5 |
Толстые материалы, без тепла |
Средний |
|
Добавка |
3D-печать |
Полимеры, Металлы |
±0,1-0,3 |
6.3-25 |
Прототипы, сложные детали |
Варьируется |
Приведенная выше таблица позволяет читателю легко сравнить различные процессы обработки и выбрать правильный в зависимости от их особенностей.требования к материалу, допуску, шероховатости поверхности и стоимости. Это помогает инженерам выбрать лучший вариант, находя баланс между доступной технологией и экономией.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
В процессах обработки теории недостаточно. Наш опыт исходит изболее 10 летв окопах магазина, а не класса.Мы произвели более 50 000 изготовленных на заказ деталей с ЧПУ.ежедневно сталкиваясь с реальностью сложных материалов, жестких допусков и сложного дизайна. Каждая часть представляла собой обучающий опыт с практическим применением принципов, полученных из таких источников, какАСТМ Интернешнл.
Мы регулярно обрабатываем детали для аэрокосмической промышленности, производства медицинских имплантатов и автомобилей, где допуски и характеристики материалов являются вопросом жизни и смерти. Наши знания и опыт каждый день проверяются в полевых условиях и соответствуют требованиямПО для открытых курсов MIT и другие соответствующие тексты.
Вот почему предложения в этом руководстве основаны на тяжело заработанном опыте, извлеченном из ошибок, которые мы допустили вначале.Мы даем практические советы, проверенные на примере охлаждающей жидкости, стружки и отчетов о проверках, а не просто теоретические уроки из учебника. Будьте уверены, что информация, которую вы найдете в этой статье, также используется нами для достижения качества каждый день и эффективного решения повседневных проблем обработки.

Рисунок 1. Совершенствование производственных процессов с использованием передовой технологии ЧПУ от LS Manufacturing.
Какие основные системы знаний должно включать полное руководство по процессу обработки?
- Основа: Материалы и механика:Основасистема знанийэто четкое понимание материала. Свойства металлов, пластмасс и композитов, их реакция на механическую обработку, температуру и давление, а также наиболее вероятные виды отказов и меры по снижению рисков должны лежать в основе любогосистема знаний. Тогда следующее приложение сможет предсказать, как материал отреагирует, и сгенерировать оптимальные рабочие параметры, чтобы минимизировать риск отказа.
- Владение оборудованием и инструментами:Правильный список доступных токарных станков, фрезерных станков и даже5-осевая обработка с ЧПУВозможности должны быть определены в руководстве. Кроме того, следует также охватить любую доступную геометрию инструмента, основу, покрытие и то, для чего используется инструмент. Это обеспечивает точное соответствие ресурсов задаче, что является основной целью эффективноговыбор процесса.
- Оптимизированные параметры и операции:Задание подач, скоростей, глубины резания и СОЖ для каждой отдельной операции (фрезерование, токарная обработка и т.п.); тотруководство по процессам обработкивключает рекомендуемые параметры, основанные на скорости съема материала, стойкости инструмента и чистоте поверхности. Полныйруководство по процессам обработкивключает в себя базу знаний и стратегии применения.
Идеальныйруководство по процессам обработкибудет сочетанием информационного ресурса и практического опыта. Это дало бы инженерам основу для интеллектуальныхвыбор процессачто позволило бы им оптимизировать производство и добиться существенного повышения производительности,качество и рентабельность.

Каковы характеристики и применимые сценарии различных типов процессов обработки?
Производственный ландшафт предлагает разнообразные типы процессов обработки, каждый из которых уникаленхарактеристикичто делает их подходящими для конкретныхсценарии применения. Принимая решение о том, какой тип механической обработки использовать, вам необходимо учитывать материал, геометрию, допуск и объем, которые вы ищете. Здесь мы покажем, как дифференцировать процессы обработки.
| Тип процесса | Ключевые характеристики | Типичные сценарии применения |
|
Поворот |
Точный относительно оси вращения, цилиндрический, хорошая обработка. |
Валы, втулки, фланцы и вращающиеся детали |
|
Фрезерование |
Универсальный3D-обработка, сложная геометрия, многоосевые возможности |
Корпуса, кронштейны, формы и призматические детали |
|
Бурение |
Быстрое образование отверстий, легко монтируется, относительно дешево при сверлении отверстий. |
Отверстия для крепежа, точки крепления, зазорные отверстия |
|
Шлифование |
Сверхвысокая точность, прекрасная обработка поверхности. Имеет возможность шлифовать закаленные металлы. |
Изготовление прецизионных подшипников, металлорежущих инструментов и поверхностей износа. |
|
электроэрозионная обработка |
Никакой контактной резки, сложные формы,твердые материалы |
Сложные штампы, формы и термообработанные компоненты. |
|
Лазерная резка |
Бесконтактная обработкас относительно быстрой обработкой и небольшой зоной термического влияния |
Быстрое производстводетали из листового металлаи тонкие срезы |
|
Гидроабразивная резка |
Отсутствие термической нагрузки, режет любые материалы, толстые срезы. |
Композитные материалы, толстые пластинчатые материалы и термочувствительные материалы |
|
Добавка |
Сложная геометрия, мало отходов,свобода дизайна |
Прототипы, индивидуальные формы, высокая |
Преимущества длятипы процессов механической обработкимногочисленны, и для конкретной задачи необходимо учитывать использование процесса обработки.Выбор процессадля вашего проекта будет зависеть от знания преимуществ, связанных с выбранным процессом обработки и подходящим для вашего проекта. Знание признанных обычаев позволит вам работать с максимальной эффективностью в любом проекте.
Как выбрать наиболее подходящий процесс обработки в зависимости от требований к продукту?
Каквыбрать процесс обработкитребует оценки нескольких факторов, и наилучший возможный результат будет достигнут только после оценки этих факторов. Определение процесса требует технической и экономической основы.
- Свойства материала:Используемые материалы также различаются по тому, насколько легко их можно разрезать с помощью методов механической обработки. Хотя некоторые материалы могут быть твердыми, например, титан, для этого требуются специальные режущие инструменты, называемые электроэрозионными станками., могут быть и другие мягкие, например, алюминий, который можно разрезать на фрезерном/токарном станке.
- Точность размеров и чистота поверхности:Степень точности будет определять тип обработки. Детали, требующие более высокой точности, будут включать шлифовку или хонингование в качестве чистовых операций, тогда как черновые операции потребуют более жестких процедур. ТТребуемая обработка поверхности будет определять потребности в процедурах вторичной отделки.
- Объем производства и соображения стоимости:Тип производимой партии влечет за собой соответствующие затраты на протяжении всего производственного процесса. Учитывая производство больших объемов, наиболее подходящей технологией для всего производственного процесса будет использование автоматизированной обработки, но для небольших объемовнаиболее подходящей технологией для всего производственного процесса было бы использование гибких методов механической обработки, которые включают в себяобработка с ЧПУ.интеллектуальная рекомендациясистема, разработанная LS Manufacturing, эффективно учитывает все эти факторы.
- Геометрическая сложность и доступность функций:Геометрическая сложность может включать в себя глубокие дыры, тонкие стенки и т. д. Такие геометрические сложности могут потребовать обработки по двум или более осям или даже нетрадиционной обработки.Доступность функций также может повлиять на используемые обрабатывающие инструменты.
В эти дни,выбор процесса обработкиРечь идет не только о свойствах материала и возможностях процесса, но и о стоимости. Только рассмотрение вышеуказанного 7 процессакритерии выбораи используя передовыеинтеллектуальная рекомендацияСистема может обеспечить наилучший результат с точки зрения технологий и экономики. По результатам промышленного применения пригодность процесса повысилась на25%и стоимость снизилась на15-30%после использования системы оптимизации процесса обработки, предоставленной LS Manufacturing.
Каковы ключевые факторы принятия решений при выборе процессов обработки?
выбор процесса обработкине может быть легким решением. Необходимо учитывать технические и экономические аспекты. Выбор механической обработки является ключевым решением, и от него зависит как время, так и качество.
- Факторы технической осуществимости:Свойства материала, сложность геометрии детали и требуемые допуски являются основнымиФакторы принятия решения. Твердость, обрабатываемость, теплопроводность и качество поверхности материала заготовки определяют используемый процесс. Геометрия детали может потребовать многоосного станка или индивидуального изготовления станка.
- Экономические соображения: анализ затратявляется важнейшим компонентомвыбор процесса обработки. Сюда входят инвестиции в оборудование, затраты на оснастку, время цикла, трудозатраты и затраты на установку.Крупносерийное производствоможет оправдать автоматизированные системы, в то время как производство деталей небольшого объема часто отдает предпочтение гибким обрабатывающим центрам.
- Требования к качеству и производительности:Чистота поверхности, точность размеров и механические свойства являются ключевыми факторами принятия решения.Процесс должен обеспечивать требуемое качество, а также быть эффективным. Также следует учитывать возможности, повторяемость и обеспечение требуемых механических свойств.
Авыбор процесса обработкистратегия должна сочетать технические, экономические и качественные аспекты посредством комплексного подхода. Используя этокомплексная оценка, производители могут определить, какиепроцесс обработкинаилучшим образом соответствует их потребностям и уравновешивает ограничения по производительности, времени и затратам и повышает их общую конкурентоспособность на рынке.
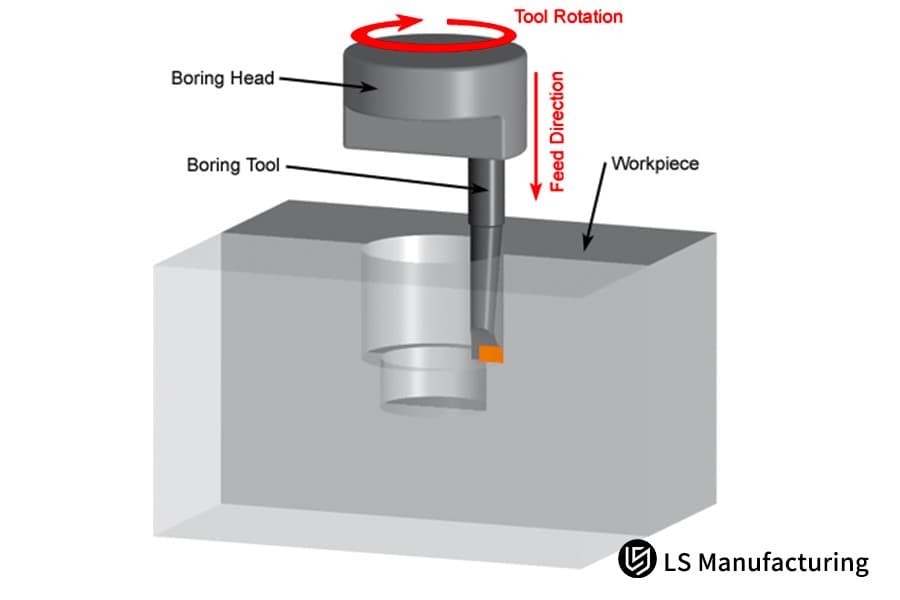
Рисунок 2. Анализ методов растачивания с ЧПУ для достижения наилучшей производительности от LS Manufacturing.
Как сравнивать и выбирать между различными процессами обработки с точки зрения стоимости и точности?
В механическом производстве,сравнение процессов обработкииграют важную роль в оптимизации эффективности и качества обработки. Каждый процесс имеет свое особое поведение по отношению кточность затрат, так чтоэкономический анализстановится очень важным при выборе наилучшего варианта.
| Процесс | Уровень затрат | Диапазон точности (мкм) |
Типичные применения |
| Поворот | Низкий | 10-50 | Валы, цилиндры |
| Фрезерование | Средний | 5-20 | Сложные поверхности |
| Шлифование | Высокий | 1-5 | Высокоточные детали |
| электроэрозионная обработка |
Очень высокий |
1-3 | Твердые материалы |
Для эффективного выбора процессов механической обработки необходимы расчеты, касающиеся как технических, так и экономических аспектов.Это было сделано и соблюденосравнение процессов обработкиэто правильно, что вышеточность затрат. Таким образом, производители могут оптимально использовать производственные процессы на основеэкономический анализи можно выбрать наиболее экономичный и подходящий процесс обработки.
Как максимизировать результаты обработки за счет оптимизации процесса?
Оптимизация результатов обработкитребует целостного подхода кулучшение процессасоптимизация параметров. Оптимизируя критически важные переменные, отрасли могут достичь максимального результата оптимизации как эффективности, так и качества.
Оптимизация параметров через DOE
Планирование экспериментов (DOE)Этот метод позволяет одновременно оценивать различные параметры для определения оптимальных результатов, касающихся скорости резания, подачи и глубины резания. Фактически, этот метод представляет собой научный процесс устранения неопределенностей с опорой на факты для достижения оптимальных характеристик обработки при низких затратах на испытания.
Улучшение процессов с помощью постоянного мониторинга
Диспропорции впроизводственные процессымогут быть легко идентифицированы с помощью системы постоянного мониторинга, что приводит к автоматическому обновлению, позволяющему продолжить бесперебойную обработку. Основываясь на знании скорости износа, качества поверхности и точности системы мониторинга, производитель может производить изделия без дефектов.
Наличие более качественных инструментов и материалов.
В зависимости от требований становится необходимым выбрать соответствующие режущие инструменты и материалы заготовки, чтобы оказать существенное влияние на операцию механической обработки.Когда режущий инструмент и материал заготовки правильно идентифицируются на основе их совместимости, становится возможным увеличить срок службы и скорость режущих инструментов и тем самым снизить стоимость.
Для эффективногоулучшение процессаЧтобы реализовать это, необходимо будет принять целостный подход, включающий научные процессы дляоптимизация параметров. Это гарантирует, что производитель примет необходимыеоптимизировать результаты обработки.
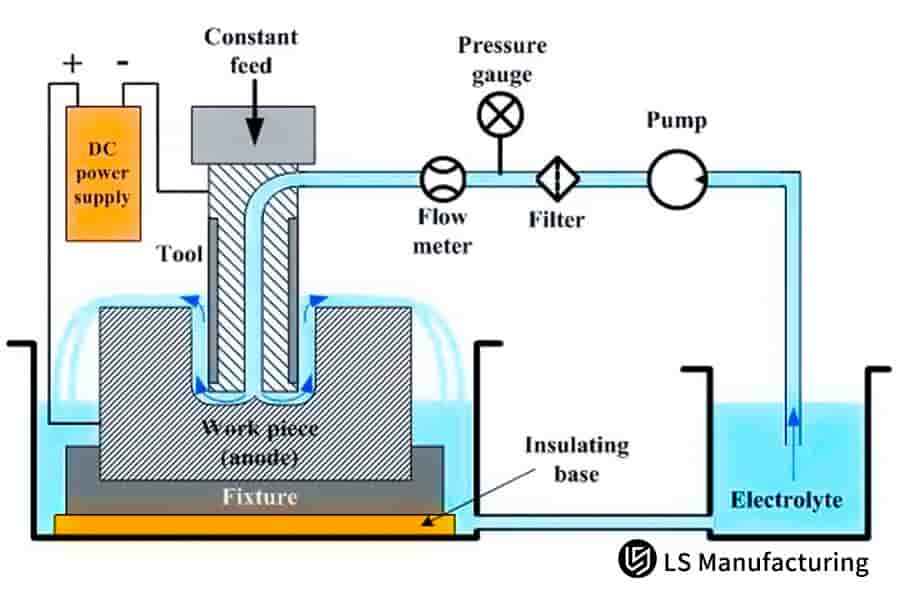
Рисунок 3. Настройка электрохимических систем для прецизионных операций с ЧПУ от LS Manufacturing.
Каковы инновационные применения технологии обработки с ЧПУ в современном производстве?
Процессы обработки с ЧПУпроизвели революцию в производственном секторе, что привело к точности процесса с использованием цифровых систем управления. Современные технологические достижения позволяют создавать сложные формы с высокой точностью, невообразимой в контексте обычного процесса механической обработки. Интеграцияинновационные приложениявцифровое производство изменил подход к производству в различных отраслях: от компонентов для аэрокосмической отрасли до медицинских устройств.
Токарно-фрезерные обрабатывающие центры
Это оборудование может выполнятьпроцесс точения и фрезерованияв одной машине. Этоинновационное приложениепотому что этот метод требует меньше времени на обработку деталей и настройку. Это оборудование позволяет выполнять обработку деталей высокой сложности, не меняя станок с сырого на готовый. Можно сказать, что этот метод является точным, поскольку на протяжении всего процесса деталь удерживается в фиксированном положении.
Высокоскоростная обработка
Благодаря использованию шпиндельной технологии и режущих инструментов этоПроцесс обработки с ЧПУобладает способностью эффективно удалять материал. Этот процесс обработки наиболее идеален для обработки пресс-форм и штампов, а также для обработки алюминия в аэрокосмической отрасли благодаря скорости и точности, которые обеспечивает этот процесс. Процесс механической обработки является чрезвычайно выгодным процессом благодаря своим преимуществам.
Технология цифрового двойника
Идея или концепция, представленная здесь, заключается в том, чтоцифровое производствообеспечит возможность моделирования процесса механической обработки до начала самого процесса производства. Все вышеперечисленное позволит свести к минимуму затраты, связанные с процессом установки.при этом не будет вообще никаких материальных потерь, а ошибки будут сведены к минимумуэто могло произойти во время производства продукта.
Аддитивное и субтрактивное гибридное производство
Создать объект можно, выполнивПроцессы 3D-печати и обработки с ЧПУ, создание объекта путем аддитивного производства с добавленной функцией свойств формы, близкой к чистой, и, наконец, модификация его путем выполненияОбработка на станках с ЧПУ.инновационное приложениеоказывается очень полезным и подходящим для создания деталей с внутренними деталями, которые сложно изготовить механической обработкой. Становится возможным использовать лучшее, что могут предложить оба мира, то есть сложность и точность.
Фактически, здесь также следует упомянуть, что вышеупомянутые пункты — это лишь некоторые из множества способов, с помощью которых технические усовершенствования в отношенииПроцессы обработки с ЧПУпостоянно происходят по сравнению сцифровое производствои, таким образом, производители смогли достичь неслыханного уровня точности, скорости и сложности. В этой связи, помимо вышеизложенного, не будет ошибкой сказать, что развитиеобработка с ЧПУбудет играть ключевую роль, среди прочего, в развитии цифрового производства.
Как процессы высокоточной обработки могут соответствовать строгим требованиям качества?
Прецизионные процессы обработкиявляются чрезвычайно важной областью для рассмотрения с точки зрениятребования к качествучто есть в обрабатывающей промышленности. Прецизионная механическая обработка — это процесс, применяемый для создания высококачественных деталей, которые обладают выдающимися характеристиками, такими как точность.
- Передовое оборудование и технологии: Современная прецизионная обработка основана на новейших станках с ЧПУ, многоосных обрабатывающих центрах и системах электроэрозионной обработки (EDM).Эти технологии работают в контролируемых средах с регулированием температуры и влажности для поддержания точности на микронном уровне на протяжении всего производственного процесса, обеспечивая стабильное качество всех партий.
- Комплексная система контроля качества:Высокая точность обработки требуеткачественная система управлениякак его основа. Это будет означать проверку работы на различных стадиях обработки с помощью координатно-измерительных машин, оптических компараторов и измерителей шероховатости поверхности. Система SPC позволяет постоянно держать параметры производства под контролем с мгновенной регулировкой для поддержаниятребования к качеству.
- Выбор материала и оптимизация процесса:Выбор правильного материала и метода его обработки часто играют жизненно важную роль в конечном результате.Обрабатывающие инструменты, скорости, подачи и использование СОЖ.во время обработки часто оптимизируются для предотвращения термической деформации.
- Применение в критически важных отраслях:Некоторые из приложений, подпадающих подпрецизионные процессы обработки с ЧПУвключают приложения в аэрокосмической технике, приложения в области медицинских инструментов, автомобильные приложения и приложения в электронной промышленности. Для вышеупомянутых применений, включая лопатки, используемые в турбинах, медицинских инструментах и полупроводниках, требования становятся весьма строгими по своему характеру.
- Постоянное совершенствование и сертификация:Крупные компании следуют процедурам, связанным с постоянным улучшением, помимо сертификации вИСО 9001 и АС9100.Прецизионные процессы обработкисоответствует требованиям или превосходит их в той мере, в какой спецификации касаются процедур, касающихся калибровки оборудования, обучения операторов и проверки процесса.
Прецизионные процессы обработкиотносится к высокоточной технологии производства, которая реализует различные производственные процессы с высокоточным контролем, позиционированием и управлением движением. Строго контролируятребования к качествув производственном процессе,точность микронного уровняможет быть гарантирована и используется в производстве деталей для высокотехнологичных отраслей, таких как аэрокосмическая, полупроводниковая и автомобильная промышленность.

Рисунок 4. Выбор наиболее эффективного метода высокоточного ЧПУ от LS Manufacturing.
LS Manufacturing Aerospace: решение для многопроцессной обработки лопаток турбин двигателей
В аэрокосмической области, где одновременно требуются все три качества: точность, прочность и легкий вес,ЛС Производствопредоставилмногопроцессная обработкарешениезаказчику, производящему лопатки для авиационного двигателя, который решил большую производственную проблему.
Клиентский вызов
Ведущий производитель аэрокосмической промышленности изо всех сил пытался производить лопатки турбин из жаропрочных сплавов в соответствии с требованиями клиентов. ТСуществующее решение представляло собой единый технологический процесс, который не мог обеспечить как сложную точность профиля, так и превосходное качество.обработка поверхности. В результате уровень квалификации продукта составил всего 85% из-за вышеуказанных проблем, что привело к высоким производственным затратам и длительному времени выполнения заказа.
Производственное решение LS
Мы предложили заказчику комплексное решение по токарной обработке лезвий для черновой обработки,5-осевое фрезерованиедля точного профилирования и полировки для финишной обработки.Благодаря нашему предложению заказчик имеет возможность контролировать оптимальные параметры каждого процесса и, следовательно, добиться наилучшей точности профиля, шероховатости поверхности и времени обработки.
Результаты и ценность
Благодаря использованию комплексной обработки уровень квалификации деталей был увеличен до99,2%и общее время обработки было сокращено на30%. Наша выдающаяся производительность не только помогла нашему клиенту сократить ежегодные затраты на обработку более чем на2 миллиона юанейно и привело к формированию стратегического партнерства между нами.
Что такой поставщик, как LS Manufacturing, может найти применение современному многопроцессному станок с ЧПУдля производства сложного в изготовлении аэрокосмического компонента, когда существующийнеидеальная устаревшая машинато, что могло бы сработать, уже обсуждалось, многое говорит об их способности поддерживать инновации, которые ведут к повышению качества, производительности и экономии затрат.
Выведите свои компоненты для аэрокосмической отрасли на новый уровень с помощью наших решений для процессов обработки.

Как создать систему управления научными технологиями механической обработки?
Должна быть создана система научного управления технологией механической обработки, в которойуправление процессамиинтегрирован с характеристиками точной обработки, чтобы гарантировать качество продукции и эффективность обработки.
Стандартизированная системная структура
Хорошийстандартизированная системаFramework является обязательным условием для бесперебойного управления процессами. Он включает технологическую документацию, рабочие инструкции и стандартизированные рабочие процедуры. Система должна быть комплексной, охватывающей все этапы изготовления детали от сырья до окончательной проверки, и иметь четко определенные параметры качества.
Процессы прецизионной обработки
Важно, чтобы продуманныйпрецизионные процессы обработкиприменяется, если необходимо достичь точности в микронном масштабе. Он состоит из соответствующего выбора станка, соответствующих параметров резки и соответствующих условий окружающей среды. Эти процессы должны быть разработаны таким образом, чтобы обеспечитьтребования к качествуно с минимальными вариациями и дефектами.
Механизм непрерывного совершенствования
Система дляпостоянное улучшениедолжны присутствовать в эффективном управлении процессами. Это влечет за собой анализ и решение проблем в рамках процесса. Это должно позволить организации достичьточность микронного уровняи сократить затраты, понесенные в производстве.
Интеграция контроля качества
Существуют процедуры контроля качества, которые гарантируюттребования к качествувстречаются. Это можно сделать с помощью статистического контроля процесса, калибровки и критериев приемки. В компании должна быть система мониторинга.прецизионные процессы обработкикоторый сможет выявить любые отклонения от стандартного процесса.
Измерение и оптимизация производительности
Разработав ключевые показатели эффективности дляуправление процессамиключевые показатели эффективности управления, может быть объективная оценка эффективности системы. Факторами, которые должны быть установлены в ключевых показателях эффективности для управления, являются время цикла, выход продукции с первого прохода, использование оборудования и стоимость детали.
Научная механикасистема управления процессом обработкисочетает в себестандартизированная системафреймворки с расширенными возможностямипрецизионные процессы механической обработкидля достижения последовательноготочность микронного уровня. Путем внедренияпостоянное улучшениепринципы и строгиетребования к качествуВ рамках всей организации производители могут повысить операционную эффективность, уменьшить изменчивость и сохранить конкурентное преимущество на рынке.
Часто задаваемые вопросы
1. Чем подходящий материал отличается от других?
В предлагаемой нами системе мы порекомендуем наиболее подходящий процесс в зависимости от материала. Если материал представляет собой алюминиевый материал, мы рекомендуем высокоскоростнуюпроцесс фрезерования. Если материал представляет собой нержавеющую сталь, мы рекомендуем процесс токарной обработки.
2. Какой процесс является экономичным и эффективным при небольшом количестве?
Мы предложим гибкий процесс. Благодаря совместному использованию ресурсов мы можем сократить расходы на меньшее количество продукции.20-30%.
3. Какими способами можно проверить техническую осуществимость и экономичность нового процесса?
Соответственно, мы проведем тестирование процесса и анализ затрат с этой целью. Мы подтвердим на примерах, что наше технологическое решение действительно эффективно и экономически выгодно. Если вам нужна подробная оценка стоимости вашего проекта, вы можете получитьмгновенная онлайн-ценапрямо сейчас, чтобы убедиться в экономичности вашей конструкции.
4. Есть ли у вас особые комбинации процессов для изготовления сложных в изготовлении деталей?
Будут проведены проектные работы по различным программам комбинирования процессов на основе структурных характеристик деталей, а также моделирование процессов, чтобы гарантировать высокое качество спроектированных деталей.
5. Как предотвратить риски качества, связанные с изменениями в процессах?
Мы следуем очень строгому процессу контроля изменений. После проверочного испытания мы можем гарантировать, что измененный процесс находится под контролем с точки зрения качества.
6. Можете ли вы предоставить обучение процессам обработки и помощь в оптимизации?
Следует отметить, что мы обладаем полноценной системой обучения процессам и оптимизации процессов и можем помочь компании в совершенствовании технологических процессов.
7. Как должен влиять баланс точности обработки и затрат?
Оптимальная точка между ними с точки зрения экономической эффективности как для избыточной обработки, так и для недостаточной точности достигается путем применения процесса анализа оптимизации стоимости.
8. Каковы ключевые факторы изменения процессов?
Предоставитьсквозные услугидля изменений в процессах, включая, среди прочего, выбор оборудования и обучение персонала. Это обеспечит беспрепятственное внедрение изменений в процесс.
Резюме
Высокая производительность и качество продукции могут быть достигнуты за счет научного выбора и управления процессами.Обладая опытом и техническими знаниями отрасли, а также знаниями поставщиков, LS Manufacturing предоставляет своим клиентам технологические решения, которые можно использовать для улучшения их собственных производственных процессов и развития бизнеса.
Свяжитесь с экспертами по процессам из LS Manufacturing сегодня, чтобы узнать, как наша бесплатная оценка технологических решений может помочь вам. В LS Manufacturing мы обещаем, что сможем предоставить вампрофессиональное решение для обработки с ЧПУпомощь, которая обеспечит успешный процесс.
Получите бесплатную оценку технологического решения прямо сейчас, чтобы оптимизировать свой производственный процесс и получить экономию до 30 % и улучшение совместимости процессов на 25 %!
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт:https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.LS Производственные услугиНет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя.Требуются деталицитата Определите конкретные требования к этим разделам.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing — ведущая компания отрасли.. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ.Производство листового металла,3D-печать,Литье под давлением.Штамповка металлаи другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com.


