
Procesos de mecanizadoson el corazón de la fabricación. Sin embargo, seleccionar la operación adecuada para su pieza puede resultar un desafío. Las empresas que no combinan adecuadamente los materiales con los requisitos de precisión y costos pueden experimentar retrasos en la producción, calidad inconsistente y costos inesperados.Todos estos factores impactan el éxito general y la rentabilidad de un proyecto.
En la actualidad, el método de selección depende principalmente del juicio empírico.Como resultado de la falta de un procedimiento de selección sistemático, es fácil hacer que el equilibrio entre desempeño y economía sea incierto., lo que puede provocar un diseño excesivo o un rendimiento deficiente. Con un sistema de conocimiento sistemático y 20 años de experiencia práctica, este artículo pretende proporcionar un marco de selección general para realizar una selección más sistemática.

Tabla de referencia rápida de procesos de mecanizado
| categoría | Proceso | Compatibilidad de materiales | Tolerancia típica (mm) | Acabado superficial (μm) | Aplicaciones clave | Nivel de costo |
|
girando |
Metales, Plásticos |
±0,01 |
0,8-3,2 |
Ejes, bujes, bridas |
Medio |
|
|
fresado |
Metales, Plásticos, Compuestos |
±0,01 |
0,8-3,2 |
Carcasas, soportes, moldes |
Medio-Alto |
|
|
Perforación |
Perforación CNC |
Metales, Plásticos |
±0,05 |
1.6-6.3 |
Agujeros, roscado, escariado |
Bajo |
|
Molienda |
Rectificado de superficies |
Metales endurecidos, Cerámica |
±0,002 |
0,1-0,8 |
Superficies planas de precisión |
Alto |
|
electroerosión |
Electroerosión por hilo |
Materiales conductores |
±0,005 |
0,4-1,6 |
Formas complejas, materiales duros |
muy alto |
|
Corte por láser |
Láser de fibra |
Metales, Plásticos |
±0,1 |
1,6-12,5 |
Chapa metálica, placas delgadas |
Medio |
|
chorro de agua |
Chorro de agua abrasivo |
Todos los materiales |
±0,1 |
3.2-12.5 |
Materiales gruesos, sin calor |
Medio |
|
aditivo |
Impresión 3D |
Polímeros, metales |
±0,1-0,3 |
6.3-25 |
Prototipos, piezas complejas |
Varía |
La tabla anterior permite al lector comparar fácilmente varios procesos de mecanizado y elegir el correcto según susrequisitos de material, tolerancia, rugosidad de la superficie y costos. Ayuda a los ingenieros a decidir la mejor opción disponible mientras equilibra las compensaciones entre la tecnología disponible y la economía.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
En Machining Processes la teoría no es suficiente. Nuestra experiencia proviene demás de 10 añosen las trincheras de una tienda, no en un aula.Hemos producido más de 50.000 piezas mecanizadas CNC personalizadas,Enfrentando las realidades de materiales difíciles, tolerancias estrictas y diseños complejos a diario. Cada parte ha sido una experiencia de aprendizaje, con aplicación práctica de principios aprendidos de fuentes comoASTM Internacional.
Habitualmente mecanizamos piezas para las industrias aeroespacial, de implantes médicos y de automoción de alto rendimiento, donde la tolerancia y las características de los materiales son una cuestión de vida o muerte. Nuestro conocimiento y experiencia se prueban en el campo todos los días y se ajustan a los requisitos deMaterial de curso abierto del MIT y otros textos relevantes.
Es por eso que las sugerencias de esta guía se basan en la experiencia adquirida con mucho esfuerzo, habiendo aprendido de los errores que cometimos al principio.Impartimos consejos prácticos que han sido probados con refrigerante, virutas e informes de inspección, no solo lecciones teóricas de un libro de texto. Tenga la seguridad de que la información que encontrará en este artículo también es la que utilizamos para lograr calidad todos los días y resolver eficazmente los problemas de mecanizado cotidianos.

Figura 1: Refinamiento de los procesos de fabricación utilizando tecnología CNC avanzada por LS Manufacturing
¿Qué sistemas de conocimientos básicos debería incluir una guía completa del proceso de mecanizado?
- Fundación: Materiales y Mecánica:La base de unsistema de conocimientoes una comprensión sólida del material. Las propiedades de los metales, plásticos y compuestos, cómo reaccionan al mecanizado, la temperatura y la presión y los modos de falla más probables y la mitigación de riesgos deben ser la base de cualquiersistema de conocimiento. Luego, la siguiente aplicación podrá predecir cómo reaccionará el material y generar parámetros operativos óptimos para minimizar el riesgo de falla.
- Dominio de equipos y herramientas:Una lista adecuada de tornos, fresadoras e incluso disponiblesMecanizado CNC de 5 ejesLa capacidad debe definirse en la guía. Además, también se debe cubrir cualquier geometría de herramienta disponible, sustrato, recubrimiento y para qué se utiliza la herramienta. Esto permite hacer coincidir con precisión los recursos con la tarea, un objetivo central de una gestión eficaz.selección de proceso.
- Parámetros y operaciones optimizados:Especificación de avances, velocidades, profundidad de corte y refrigerante para cada operación individual (fresado, torneado, etc.); elguía de procesos de mecanizadoincluye parámetros recomendados basados en las tasas de eliminación de material, la vida útil de la herramienta y el acabado de la superficie. un completoguía de procesos de mecanizadoIncluye una base de conocimientos y estrategias de aplicación.
un perfectoguía de procesos de mecanizadosería una combinación de un recurso de información y una experiencia práctica. Proporcionaría a los ingenieros un marco para la inteligenciaselección de procesolo que les permitiría optimizar la producción y obtener mejoras sustanciales en la productividad,calidad y rentabilidad.

¿Cuáles son las características y escenarios aplicables de los diferentes tipos de procesos de mecanizado?
El panorama manufacturero ofrece diversas tipos de procesos de mecanizado, cada uno con características únicascaracteristicas que los hacen adecuados para específicosescenarios de aplicación. Al decidir qué tipo de servicio de mecanizado utilizar, debe considerar el material, la geometría, la tolerancia y el volumen que está buscando. Aquí presentaremos cómo diferenciar los procesos de mecanizado.
| Tipo de proceso | Características clave | Escenarios de aplicación típicos |
|
girando |
Preciso sobre el eje de rotación, cilíndrico, buen acabado. |
Ejes, casquillos, bridas y piezas giratorias. |
|
fresado |
Versátilmecanizado 3D, geometrías complejas, capacidades multieje |
Carcasas, soportes, moldes y piezas prismáticas. |
|
Perforación |
Formación rápida de agujeros, fácil montaje, relativamente económico si se perfora en agujeros |
Orificios de fijación, puntos de montaje, orificios de paso |
|
Molienda |
Precisión ultraalta y acabado superficial fino. Tiene capacidad para moler metales endurecidos. |
Fabricación de rodamientos, herramientas para cortar metales y superficies de desgaste de precisión |
|
electroerosión |
Corte sin contacto, formas complejas,materiales duros |
Matrices, moldes y componentes tratados térmicamente complejos |
|
Corte por láser |
Procesamiento sin contactocon procesamiento relativamente rápido y pequeña zona afectada por el calor |
Rápida producción depiezas de chapay secciones delgadas |
|
chorro de agua |
Sin estrés térmico, corta cualquier material, secciones gruesas. |
Materiales compuestos, materiales de placa gruesa y materiales sensibles a la temperatura |
|
aditivo |
Geometrías complejas, el desperdicio es bajo,libertad de diseño |
Prototipos, moldes personalizados, alta |
Beneficios paratipos de procesos de mecanizadoson numerosos y el uso del proceso de mecanizado debe tenerse en cuenta para la tarea particular.Selección de procesopara su proyecto dependerá del conocimiento de los beneficios asociados al proceso de mecanizado seleccionado y apto para su proyecto. El conocimiento de los usos reconocidos le permitirá desempeñarse con la máxima eficacia en cualquier proyecto.
¿Cómo seleccionar el proceso de mecanizado más adecuado según los requisitos del producto?
Cómoelegir el proceso de mecanizadoPide la evaluación de varios factores, y el mejor resultado posible sólo se logrará después de la evaluación de estos factores. La determinación del proceso necesita fundamentos técnicos y económicos.
- Propiedades de los materiales:Los materiales utilizados también difieren en cuanto a la facilidad con la que se pueden cortar mediante técnicas de mecanizado. Si bien algunos materiales pueden ser duros, por ejemplo, el titanio, requieren herramientas de corte especiales conocidas como máquinas de electroerosión., puede haber otros que sean blandos, por ejemplo, el aluminio que se puede cortar con una fresadora/torno.
- Precisión dimensional y acabado superficial:El grado de precisión decidirá el tipo de mecanizado. Las piezas que necesitan mayor precisión incluirían el rectificado o el bruñido como operaciones de acabado, mientras que las operaciones de desbaste implicarían procedimientos más duros. tEl acabado superficial requerido determinaría las necesidades de los procedimientos de acabado secundario.
- Consideraciones sobre el volumen de producción y los costos:El tipo de lote que se produce conlleva costes asociados en todo el proceso productivo. Considerando la producción de grandes volúmenes, la tecnología más adecuada a adoptar para todo el proceso productivo sería el uso de mecanizado automatizado, pero para volúmenes pequeños,La tecnología más adecuada para todo el proceso productivo sería el uso de técnicas de mecanizado flexibles, que incluyenMecanizado CNC.elrecomendación inteligenteEl sistema diseñado por LS Manufacturing tiene en cuenta todos estos factores de forma eficaz.
- Complejidad geométrica y accesibilidad de funciones:La complejidad geométrica puede implicar agujeros profundos, paredes delgadas, etc. Tales complejidades geométricas pueden requerir mecanizado mediante dos o más ejes o incluso mecanizado no convencional.La accesibilidad de las funciones también puede afectar las herramientas de mecanizado que se utilizarán.
Estos días,selección del proceso de mecanizadoNo se trata sólo de las propiedades del material y la capacidad del proceso, sino también del costo. Sólo la consideración de los 7 procesos anteriores.criterios de seleccióny utilizando el avanzadorecomendación inteligenteEl sistema podría garantizar el mejor resultado en términos de tecnología y economía. Según los resultados de la aplicación industrial, la idoneidad del proceso aumentó en25%y el costo se redujo en15-30%después de utilizar el sistema de optimización del proceso de mecanizado proporcionado por LS Manufacturing.
¿Cuáles son los factores clave en la toma de decisiones para seleccionar procesos de mecanizado?
el selección del proceso de mecanizadoNo puede ser una decisión fácil. Hay que tener en cuenta los aspectos técnicos y económicos. La elección del mecanizado es una decisión clave, y influye tanto en el tiempo como en la calidad.
- Factores de viabilidad técnica:Las propiedades del material, la complejidad de la geometría de la pieza y las tolerancias requeridas son las principalesfactores de decisión. La dureza, la maquinabilidad, la conductividad térmica y el acabado superficial del material de la pieza de trabajo dictan el proceso utilizado. La geometría de la pieza puede exigir una máquina de varios ejes o la construcción personalizada de una máquina.
- Consideraciones económicas: análisis de costosforma un componente crítico deselección del proceso de mecanizado. Esto incluye inversión en equipos, costos de herramientas, tiempo de ciclo, requisitos de mano de obra y gastos de instalación.Producción de alto volumenpueden justificar sistemas automatizados, mientras que las piezas de bajo volumen a menudo prefieren centros de mecanizado flexibles.
- Requisitos de calidad y rendimiento:Acabado superficial, la precisión dimensional y las propiedades mecánicas son factores de decisión clave.El proceso debe ser capaz de ofrecer la calidad requerida y también debe ser eficiente. También se deben considerar la capacidad, repetibilidad y entrega de las propiedades mecánicas requeridas.
unselección del proceso de mecanizadoLa estrategia debe combinar las consideraciones técnicas, económicas y de calidad a través de un enfoque integrado. Usando estoevaluación integral, los fabricantes pueden determinar quéproceso de mecanizadose adapta mejor a sus necesidades y equilibra sus limitaciones de rendimiento, tiempo y costo y aumenta su competitividad general en el mercado.
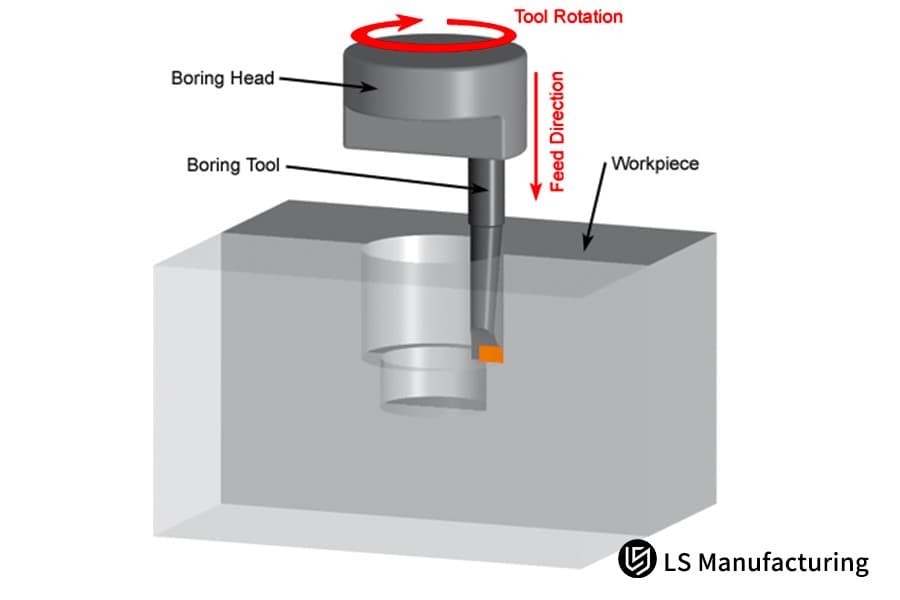
Figura 2: Análisis de técnicas de mandrinado CNC para obtener el mejor rendimiento por parte de LS Manufacturing
¿Cómo comparar y elegir entre diferentes procesos de mecanizado en términos de coste y precisión?
En la fabricación mecánica, elcomparación de procesos de mecanizadojuegan un papel importante en la optimización de la eficiencia y las cualidades mecanizadas. Cada proceso tiene su comportamiento peculiar con respecto aprecisión de costos, entonces unanálisis económicose vuelve muy importante a la hora de elegir la mejor opción.
| Proceso | Nivel de costo | Rango de precisión (μm) |
Aplicaciones típicas |
| girando | Bajo | 10-50 | Ejes, cilindros |
| fresado | Medio | 5-20 | Superficies complejas |
| Molienda | Alto | 1-5 | Piezas de alta precisión |
| electroerosión |
muy alto |
1-3 | Materiales duros |
Para una selección efectiva en los procesos de mecanizado, se requiere que existan cálculos relacionados tanto con los aspectos técnicos como económicos.Ha sido concluido y observado porcomparación de procesos de mecanizadoque es correcto que mayorprecisión de costos. De este modo, los fabricantes pueden hacer un uso óptimo de los procesos de fabricación basándose en unaanálisis económico, y se puede seleccionar el proceso de mecanizado más económico y adecuado.
¿Cómo maximizar los resultados del mecanizado mediante la optimización de procesos?
Optimice los resultados del mecanizadorequiere un enfoque holístico haciamejora de procesosconoptimización de parámetros. Al optimizar las variables críticas, las industrias pueden lograr el máximo resultado de optimización tanto en eficiencia como en calidad.
Optimización de parámetros a través de DOE
Diseño de Experimentos (DOE)La técnica permite la evaluación de diferentes parámetros a la vez para identificar resultados óptimos en cuanto a velocidad de corte, velocidad de avance y profundidad de corte. De hecho, esta técnica es un proceso científico que elimina incertidumbres y se basa en hechos para obtener un rendimiento de mecanizado óptimo con bajos costos de prueba.
Mejora de procesos con monitoreo constante
Las disparidades en elprocesos de fabricaciónse puede identificar fácilmente con la ayuda de un sistema de monitoreo constante, y esto da como resultado una actualización automática para permitir que el procesamiento continúe sin problemas. Con base en el conocimiento de la tasa de desgaste, el acabado de la superficie y la precisión del sistema de monitoreo, un fabricante puede producir artículos sin defectos.
Disponibilidad de mejores herramientas y materiales.
Dependiendo de los requisitos, resulta necesario elegir herramientas de corte y materiales de pieza de trabajo adecuados para tener un efecto significativo en la operación de mecanizado.Cuando la herramienta de corte y el material de la pieza de trabajo se identifican adecuadamente en función de su compatibilidad, es posible mejorar la vida útil y la velocidad de las herramientas de corte y, por tanto, reducir el coste.
Para una eficazmejora de procesosPara lograrlo, será necesario adoptar un enfoque holístico que incorpore procesos científicos paraoptimización de parámetros. Esto asegurará que el fabricante tome las medidas necesarias.optimizar los resultados del mecanizado.
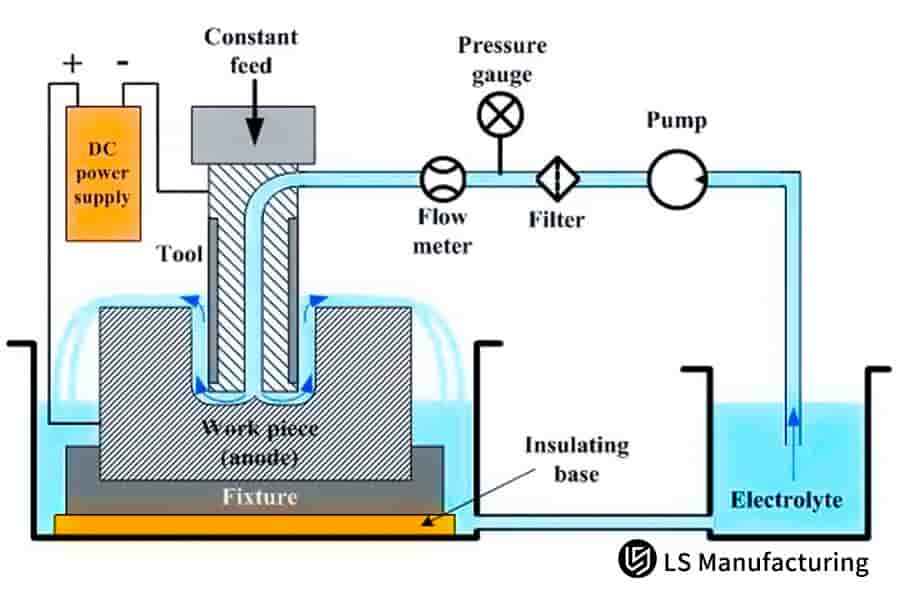
Figura 3: Configuración de sistemas electroquímicos para operaciones de precisión CNC por parte de LS Manufacturing
¿Cuáles son algunas aplicaciones innovadoras de la tecnología de mecanizado CNC en la fabricación moderna?
elProcesos de mecanizado CNChan supuesto una revolución en el sector de la fabricación, dando como resultado la precisión en el proceso mediante sistemas de control digital. Los avances tecnológicos actuales son capaces de ofrecer formas complejas con una alta precisión, inimaginable en el contexto del proceso de mecanizado convencional. la integracion deaplicaciones innovadoras enfabricación digitalha transformado la forma en que las industrias abordan la producción, desde componentes aeroespaciales hasta dispositivos médicos.
Centros de mecanizado torneado-fresado
Este equipo puede realizar laproceso de torneado y fresadoen una sola máquina. es unaplicación innovadoraporque esta técnica proporciona menos tiempo de manipulación y preparación de piezas. Este equipo puede realizar mecanizado sobre una pieza de alta complejidad sin necesidad de cambiar la máquina de bruto a terminado. Se puede decir que esta técnica es precisa porque, durante todo este proceso, la pieza se mantiene en una posición fija.
Mecanizado de alta velocidad
Al aplicar el uso de tecnología de husillo y herramientas de corte, estoProceso de mecanizado CNCtiene la capacidad de eliminar material eficazmente. El proceso de mecanizado es ideal para el mecanizado de moldes y matrices, así como para el mecanizado de aluminio aeroespacial, debido a la velocidad y precisión que ofrece el proceso. El proceso de mecanizado es un proceso extremadamente beneficioso debido a sus ventajas.
Tecnología de gemelos digitales
La noción o concepto aquí presentado es que elfabricación digitalgarantizaría que las simulaciones del proceso de mecanizado fueran posibles antes del comienzo del proceso de fabricación en sí. Todo lo anterior garantizaría que los costos asociados con el proceso de configuración se mantuvieran al mínimo.aunque no habría ninguna pérdida material si los errores se mantuvieran al mínimoque habría ocurrido mientras se fabricaba el producto.
Fabricación híbrida aditiva y sustractiva
Es posible crear un objeto realizandoProcesos de impresión 3D y mecanizado CNC., creando un objeto mediante fabricación aditiva con una característica adicional de propiedades de forma casi netas y, finalmente, modificándolo realizandoOperaciones de mecanizado CNC. elaplicación innovadoraresulta muy útil y apropiado para crear piezas con detalles internos, que son difíciles de producir mediante mecanizado. Resulta factible aprovechar lo mejor que ambos mundos tienen para ofrecer, es decir, complejidad y precisión.
De hecho, también hay que mencionar aquí que los puntos mencionados anteriormente son sólo algunos de los muchos modos en los que se pueden realizar mejoras técnicas en relación con laProcesos de mecanizado CNChan estado ocurriendo constantemente, en relación confabricación digital, y así, los fabricantes han podido alcanzar niveles inauditos de precisión, velocidad y complejidad. En este sentido, más allá del punto antes mencionado, no estaría mal decir que el desarrollo deMecanizado CNCjugaría un papel fundamental en el desarrollo de la fabricación digital, entre otros.
¿Cómo pueden los procesos de mecanizado de alta precisión cumplir con los estrictos requisitos de calidad?
Procesos de mecanizado de precisiónson un área extremadamente importante a considerar desde el punto de vista de larequisitos de calidadque tiene la industria manufacturera. El mecanizado de precisión es el proceso que se aplica para crear piezas de alta calidad, que poseen atributos sobresalientes como la precisión.
- Equipos y tecnología avanzados: El mecanizado de precisión moderno se basa en máquinas CNC de última generación, centros de mecanizado multieje y sistemas EDM (mecanizado por descarga eléctrica).Estas tecnologías funcionan en entornos controlados con regulación de temperatura y humedad para mantener una precisión a nivel de micras durante todo el proceso de producción, garantizando una calidad constante en todos los lotes.
- Sistema Integral de Control de Calidad:Un mecanizado de precisión excelente necesitasistema de control de alta calidadcomo su columna vertebral. Esto significaría inspeccionar el trabajo en varias etapas del procesamiento mediante máquinas de medición de coordenadas, comparadores ópticos y medidores de rugosidad de superficies. El sistema SPC permite mantener bajo control los parámetros de producción en todo momento con ajuste instantáneo para mantener elrequisitos de calidad.
- Selección de materiales y optimización de procesos:La selección del material adecuado y el método de mecanizado a menudo desempeñan un papel vital en el resultado final del producto.Herramientas de mecanizado, velocidades, avances y uso de refrigerante.durante el mecanizado a menudo se optimizan para evitar la deformación térmica.
- Aplicaciones en Industrias Críticas:Algunas de las aplicaciones que se incluyenprocesos de mecanizado CNC de precisiónincluyen aplicaciones de ingeniería aeroespacial, aplicaciones dentro del campo de instrumentos médicos, aplicaciones de automóviles y aplicaciones dentro de la industria electrónica. Para las aplicaciones antes mencionadas, que incluyen palas utilizadas en turbinas, instrumentos médicos y semiconductores, las aplicaciones se vuelven de naturaleza muy estricta.
- Mejora Continua y Certificación:Las grandes empresas siguen procedimientos relacionados con la mejora continua, además de estar certificadas enISO 9001 y AS9100.Procesos de mecanizado de precisióncumple con los requisitos o los excede en lo que respecta a las especificaciones con procedimientos relacionados con la calibración de equipos, capacitación de operadores y validación de procesos.
Procesos de mecanizado de precisiónse refiere a la tecnología de fabricación de alta precisión que implementa diversos procesos de fabricación con control, posicionamiento y control de movimiento de alta precisión. Al controlar estrictamente larequisitos de calidaden el proceso de fabricación,precisión a nivel de micraspuede garantizarse y se utiliza en la fabricación de piezas para industrias de alta tecnología como la aeroespacial, la de semiconductores y la automotriz.

Figura 4: Elección del método CNC de alta precisión más eficaz por parte de LS Manufacturing
LS Manufacturing Aerospace: Solución de mecanizado multiproceso para álabes de turbinas de motor
En el campo aeroespacial donde se requieren los tres factores al mismo tiempo: precisión, resistencia y peso ligero,Fabricación LSproporcionó unmecanizado multiprocesosolucióna un cliente que fabricaba palas para motores aeronáuticos y que resolvió un gran problema de fabricación.
Desafío del cliente
Un fabricante aeroespacial líder estaba luchando por producir álabes de turbina de aleación de alta temperatura según los requisitos de los clientes. tLa solución existente era una solución de proceso único que no podía ofrecer precisión de perfil complejo y excelenteacabado superficial. Como resultado, la tasa de calificación del producto fue solo del 85 % debido a los problemas anteriores, que provocaron altos costos de producción y largos plazos de entrega.
Solución de fabricación LS
Propusimos al cliente una solución completa para tornear los discos para desbaste,fresado de 5 ejespara perfilado preciso y pulido para acabado.Con nuestra propuesta, el cliente es capaz de controlar los parámetros óptimos para cada proceso y por tanto puede conseguir la mejor precisión del perfil, rugosidad superficial y tiempo de procesamiento.
Resultados y valor
Tras nuestro uso del mecanizado integrado, la tasa de calificación de piezas se incrementó a99,2%y el tiempo total de procesamiento se redujo en30%. Nuestro excelente desempeño no sólo ayudó a nuestro cliente a reducir los costos anuales de procesamiento en más de2 millones de yuanespero también condujo a la formación de una asociación estratégica entre nosotros.
Que un proveedor como LS Manufacturing pueda encontrar una aplicación para un multiproceso de última generación máquina herramienta cncproducir un componente aeroespacial difícil de fabricar cuando un existentemáquina heredada menos que idealque hubiera funcionado ya estaba disponible dice mucho sobre su capacidad para respaldar innovaciones que conduzcan a una mejor calidad, productividad y ahorro de costos.
Lleve sus componentes aeroespaciales al siguiente nivel con nuestras soluciones de procesos de mecanizado.

¿Cómo establecer un sistema de gestión de tecnología de procesamiento mecánico científico?
Se debe establecer un sistema de gestión científica para una tecnología de procesamiento mecánico en el quegestión de procesosse integra con las características del mecanizado preciso para garantizar la calidad de los productos y la eficiencia del procesamiento.
Marco del sistema estandarizado
un buensistema estandarizadoEl marco es imprescindible para una gestión de procesos fluida. Incluye documentación de procesos, instrucciones de trabajo y procedimientos operativos estandarizados. El sistema debe ser integral y abarcar todos los pasos de la pieza, desde la materia prima hasta la inspección final, y debe tener parámetros de calidad bien definidos.
Procesos de mecanizado de precisión
Es importante que un sofisticadoprocesos de mecanizado de precisiónse adopta si se desea lograr una precisión a escala micrométrica. Consiste en la selección adecuada de la máquina, los parámetros de corte apropiados y las condiciones ambientales apropiadas. Estos procesos deben diseñarse para ofrecer larequisitos de calidadpero con mínimas variaciones y defectos.
Mecanismo de mejora continua
Un sistema paramejora continuadebe estar presente en una gestión eficaz de los procesos. Esto implica analizar y resolver problemas dentro del proceso. Debe permitir a una organización alcanzarprecisión a nivel de micrasy reducir los costos incurridos en la producción.
Integración del control de calidad
Existen procedimientos de control de calidad que asegurarán larequisitos de calidadse están cumpliendo. Esto se puede hacer a través del control estadístico del proceso, la calibración y los criterios de aceptación. Tiene que haber un sistema de seguimiento en elprocesos de mecanizado de precisiónque podrá identificar cualquier variación del proceso estándar.
Medición y optimización del rendimiento
Desarrollando indicadores clave de desempeño paragestión de procesosindicadores clave de desempeño para la gestión, se puede realizar una evaluación objetiva respecto de la eficiencia del sistema. Los factores a establecer en los indicadores clave de desempeño para la gestión son el tiempo de ciclo, el rendimiento de la primera pasada, el uso del equipo y el costo por pieza.
Una mecánica científicasistema de gestión de procesos de mecanizadocombinasistema estandarizadomarcos con avanzadoprocesos de mecanizado de precisiónpara lograr consistenciaprecisión a nivel de micras. Al incrustarmejora continuaprincipios y rigorrequisitos de calidadEn toda la organización, los fabricantes pueden mejorar la eficiencia operativa, reducir la variabilidad y mantener una ventaja competitiva en el mercado.
Preguntas frecuentes
1. ¿En qué se diferencia el material adecuado de los demás?
En nuestro sistema propuesto recomendaremos el proceso más adecuado en función del material. Si el material es aluminio, recomendaremos la alta velocidad.proceso de molienda. Si el material es acero inoxidable, recomendaremos el proceso de torneado por fresado.
2. ¿Cuál es el proceso económico y eficiente cuando la cantidad es pequeña?
Ofreceremos un proceso flexible. Al compartir recursos, podemos reducir el gasto por cantidades más pequeñas al20-30%.
3. ¿De qué manera es posible verificar la viabilidad técnica y la economía del novedoso proceso?
En consecuencia, realizaremos una prueba de proceso y un análisis de costos a tal efecto. Validaremos mediante muestras que nuestra solución de proceso es efectivamente efectiva y rentable. Si necesita una evaluación de costos detallada para su proyecto, puede obtener unacotización en línea instantáneaahora mismo para verificar la economía de su diseño.
4. ¿Tiene combinaciones de procesos particulares para piezas difíciles de fabricar?
Se trabajará en el diseño de diversos programas de combinación de procesos basados en los atributos estructurales de las piezas, así como la simulación de procesos para asegurar que las piezas diseñadas sean de alta calidad.
5. ¿Cómo prevenir riesgos de calidad relacionados con cambios en los procesos?
Seguimos un proceso de control de cambios muy estricto. Después de la prueba de verificación, podemos asegurarnos de que el proceso modificado esté bajo control en lo que respecta a la calidad.
6. ¿Pueden proporcionar capacitación y asistencia para la optimización del proceso de mecanizado?
Cabe destacar que contamos con un completo sistema de capacitación en procesos y optimización de procesos y podemos ayudar a la empresa a mejorar la tecnología de procesos.
7. ¿Cómo debe verse afectado el equilibrio en la precisión y los gastos del mecanizado?
El punto óptimo entre los dos, en términos de rentabilidad tanto para el sobreprocesamiento como para la falta de precisión, se alcanza aplicando el proceso de análisis de ingeniería de valor.
8. ¿Cuáles son las consideraciones clave para los cambios de proceso?
proporcionarservicios de extremo a extremopara cambios de procesos, incluyendo selección de equipos y capacitación de personal, entre otros. Esto garantizaría una implementación perfecta de los cambios en el proceso.
Resumen
Se puede lograr una producción alta y de calidad mediante la selección científica y la gestión de procesos.Con la experiencia y el conocimiento técnico de la industria y el conocimiento de los proveedores, LS Manufacturing ofrece a sus clientes soluciones de procesos que pueden utilizarse para mejorar sus propios procesos de fabricación y hacer crecer su negocio.
Póngase en contacto con los expertos en procesos de LS Manufacturing hoy para experimentar cómo nuestra evaluación gratuita de soluciones de procesos puede funcionar para usted. En LS Manufacturing, lo que prometemos es que podemos brindarlesolución de mecanizado CNC profesionalasistencia que le asegurará un proceso exitoso.
Obtenga una evaluación gratuita de la solución de proceso ahora para optimizar su proceso de producción y disfrutar de hasta un 30 % de ahorro de costos y un 25 % de mejora en la compatibilidad del proceso.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web:https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos.Servicios de fabricación LSNo existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador.Requerir piezascotización Identifique los requisitos específicos para estas secciones.Por favor contáctenos para más información.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión.Fabricación de chapa,impresión 3D,moldeo por inyección.Estampado de metalesy otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com.


