
Processos de usinagemsão o coração da produção. No entanto, selecionar a operação certa para sua peça pode ser um desafio. As empresas que não combinam adequadamente os materiais com os requisitos de precisão e custo podem enfrentar atrasos na produção, qualidade inconsistente e custos inesperados.Todos esses fatores impactam o sucesso geral e a lucratividade de um projeto.
Actualmente, o método de selecção depende principalmente do julgamento empírico.Como resultado da falta de um procedimento de seleção sistemático, é fácil fazer com que o equilíbrio entre desempenho e economia seja incerto., o que pode levar a um design excessivo ou a um desempenho inferior. Com um sistema de conhecimento sistemático e 20 anos de experiência prática, este artigo pretende fornecer uma estrutura de seleção geral para realizar uma seleção mais sistemática.

Tabela de referência rápida de processos de usinagem
| Categoria | Processo | Compatibilidade de materiais | Tolerância Típica (mm) | Acabamento de Superfície (μm) | Principais aplicações | Nível de custo |
|
Virando |
Metais, Plásticos |
±0,01 |
0,8-3,2 |
Eixos, Buchas, Flanges |
Médio |
|
|
Fresagem |
Metais, Plásticos, Compósitos |
±0,01 |
0,8-3,2 |
Carcaças, suportes, moldes |
Médio-alto |
|
|
Perfuração |
Perfuração CNC |
Metais, Plásticos |
±0,05 |
1,6-6,3 |
Furos, rosqueamento, alargamento |
Baixo |
|
Moagem |
Moagem de superfície |
Metais Endurecidos, Cerâmica |
±0,002 |
0,1-0,8 |
Superfícies planas de precisão |
Alto |
|
Música eletrônica |
Fio EDM |
Materiais Condutivos |
±0,005 |
0,4-1,6 |
Formas Complexas, Materiais Duros |
Muito alto |
|
Corte a Laser |
Laser de fibra |
Metais, Plásticos |
±0,1 |
1,6-12,5 |
Chapas metálicas, placas finas |
Médio |
|
Jato de água |
Jato de água abrasivo |
Todos os materiais |
±0,1 |
3,2-12,5 |
Materiais grossos, sem calor |
Médio |
|
Aditivo |
Impressão 3D |
Polímeros, Metais |
±0,1-0,3 |
6.3-25 |
Protótipos, peças complexas |
Varia |
A tabela acima permite ao leitor comparar facilmente vários processos de usinagem e escolher o correto dependendo de suasrequisitos de material, tolerância, rugosidade superficial e custo. Ajuda os engenheiros a decidir a melhor opção disponível, ao mesmo tempo que equilibra os compromissos entre a tecnologia disponível e a economia.
Por que confiar neste guia? Experiência prática dos especialistas em fabricação da LS
Em Processos de Usinagem a teoria não basta. Nossa experiência vemmais de 10 anosnas trincheiras de uma loja, não em uma sala de aula.Produzimos mais de 50.000 peças usinadas CNC personalizadas,confrontando diariamente a realidade de materiais difíceis, tolerâncias rígidas e projetos complexos. Cada parte foi uma experiência de aprendizado, com aplicação prática de princípios aprendidos em fontes comoASTM Internacional.
Usinamos rotineiramente peças para as indústrias aeroespacial, de implantes médicos e automotiva de alto desempenho, onde a tolerância e as características dos materiais são uma questão de vida ou morte. Nosso conhecimento e experiência são testados em campo todos os dias e estão em conformidade com os requisitos deMaterial de curso aberto do MIT e outros textos relevantes.
É por isso que as sugestões deste guia são baseadas na experiência adquirida com muito esforço, aprendendo com os erros que cometemos no início.Transmitimos conselhos práticos que foram comprovados com refrigerantes, aparas e relatórios de inspeção, e não apenas com lições teóricas de um livro didático. Tenha certeza de que as informações que você encontra neste artigo também são as que usamos para alcançar qualidade todos os dias e resolver com eficácia os problemas diários de usinagem.

Figura 1: Refinamento dos processos de fabricação usando tecnologia CNC avançada pela LS Manufacturing
Quais sistemas básicos de conhecimento um guia completo do processo de usinagem deve incluir?
- Fundação: Materiais e Mecânica:A fundação de umsistema de conhecimentoé uma compreensão sólida do material. As propriedades dos metais, plásticos e compósitos, como eles reagem à usinagem, temperatura e pressão e os modos de falha mais prováveis e a mitigação de riscos devem ser a base de qualquersistema de conhecimento. Então, a próxima aplicação será capaz de prever como o material reagirá e gerar parâmetros operacionais ideais para minimizar o risco de falha.
- Domínio de equipamentos e ferramentas:Uma lista adequada de tornos, fresas e até mesmoUsinagem CNC de 5 eixoscapacidade deve ser definida no guia. Além disso, qualquer geometria de ferramenta disponível, substrato, revestimento e para que a ferramenta é usada também devem ser abordados. Isto permite a correspondência precisa dos recursos com a tarefa, um objetivo central da eficáciaseleção de processos.
- Parâmetros e operações otimizados:Especificação de avanços, velocidades, profundidade de corte e refrigeração para cada operação individual (fresamento, torneamento, etc.); oguia de processos de usinageminclui parâmetros recomendados com base nas taxas de remoção de material, vida útil da ferramenta e acabamento superficial. Um completoguia de processos de usinageminclui uma base de conhecimento e estratégias de aplicação.
Um perfeitoguia de processos de usinagemseria uma combinação de um recurso de informação e uma experiência prática. Daria aos engenheiros uma estrutura paraseleção de processosque lhes permitiria otimizar a produção e obter melhorias substanciais na produtividade,qualidade e rentabilidade.

Quais são as características e cenários aplicáveis aos diferentes tipos de processos de usinagem?
O cenário fabril oferece diversos tipos de processos de usinagem, cada um com únicocaracterísticasque os tornam adequados para aplicações específicascenários de aplicação. Ao decidir que tipo de serviço de usinagem utilizar, você precisa considerar o material, a geometria, a tolerância e o volume que procura. Aqui apresentaremos como diferenciar os processos de usinagem.
| Tipo de processo | Características principais | Cenários típicos de aplicação |
|
Virando |
Preciso em relação ao eixo de rotação, cilíndrico, bom acabamento |
Eixos, buchas, flanges e peças rotativas |
|
Fresagem |
VersátilUsinagem 3D, geometrias complexas, capacidades multieixos |
Carcaças, suportes, moldes e peças prismáticas |
|
Perfuração |
Rápida formação de furos, facilmente montados, relativamente baratos se perfurados em furos |
Furos de fixação, pontos de montagem, furos de folga |
|
Moagem |
Precisão ultra-alta, acabamento superficial fino. Tem capacidade para retificar metais endurecidos |
Fabricação de rolamentos precisos, ferramentas de corte de metal e superfícies de desgaste |
|
Música eletrônica |
Sem corte por contato, formas complexas,materiais duros |
Matrizes, moldes e componentes tratados termicamente complexos |
|
Corte a Laser |
Processamento sem contatocom processamento relativamente rápido e pequena zona afetada pelo calor |
Produção rápida depeças de chapa metálicae seções finas |
|
Jato de água |
Sem estresse térmico, corta qualquer material, seções grossas |
Materiais compósitos, materiais de chapa grossa e materiais sensíveis à temperatura |
|
Aditivo |
Geometrias complexas, o desperdício é baixo,liberdade de design |
Protótipos, moldes personalizados, alta |
Benefícios paratipos de processos de usinagemsão numerosos e o uso do processo de usinagem deve ser levado em consideração para a tarefa específica.Seleção de processopara o seu projeto dependeria do conhecimento dos benefícios associados ao processo de usinagem selecionado e adequado ao seu projeto. O conhecimento de usos reconhecidos permitiria que você atuasse com a máxima eficácia em qualquer projeto.
Como selecionar o processo de usinagem mais adequado com base nos requisitos do produto?
Como fazerescolha o processo de usinagempede a avaliação de vários fatores, e o melhor resultado possível só será alcançado após a avaliação desses fatores. A determinação do processo necessita de fundamentos técnicos e econômicos.
- Propriedades dos materiais:Os materiais utilizados também diferem no que diz respeito à facilidade com que podem ser cortados usando técnicas de usinagem. Embora alguns materiais possam ser duros, por exemplo, o titânio, que requer ferramentas de corte especiais, conhecidas como máquinas EDM, pode haver outros que sejam macios, por exemplo, alumínio que pode ser cortado por uma fresadora/torneador.
- Precisão dimensional e acabamento superficial:O grau de precisão decidirá o tipo de usinagem. As peças que necessitam de maior precisão incluiriam retificação ou brunimento como operações de acabamento, enquanto as operações de desbaste implicariam procedimentos mais severos. TO acabamento superficial necessário determinaria as necessidades dos procedimentos de acabamento secundário.
- Volume de produção e considerações de custo:O tipo de lote produzido acarreta custos associados em todo o processo produtivo. Considerando a produção de grandes volumes, a tecnologia mais adequada a adotar para todo o processo produtivo seria a utilização de usinagem automatizada, mas para pequenos volumes,a tecnologia mais adequada para todo o processo produtivo seria a utilização de técnicas de usinagem flexíveis, que incluemUsinagem CNC.Orecomendação inteligenteO sistema concebido pela LS Manufacturing tem em conta todos estes factores de forma eficaz.
- Complexidade geométrica e acessibilidade de recursos:A complexidade geométrica pode envolver buracos profundos, paredes finas e assim por diante. Tais complexidades geométricas podem exigir usinagem em dois ou mais eixos ou mesmo usinagem não convencional.A acessibilidade dos recursos também pode afetar as ferramentas de usinagem a serem usadas.
Hoje em dia,seleção de processo de usinagemnão se trata apenas da propriedade do material e da capacidade do processo, mas também do custo. Apenas a consideração do processo 7 acimacritérios de seleçãoe utilizando o avançadorecomendação inteligentesistema poderia garantir o melhor resultado em termos de tecnologia e economia. De acordo com os resultados da aplicação industrial, a adequação do processo aumentou em25%e o custo foi reduzido em15-30%depois de usar o sistema de otimização do processo de usinagem fornecido pela LS Manufacturing.
Quais são os principais fatores de tomada de decisão para selecionar processos de usinagem?
O seleção de processo de usinagemnão pode ser uma decisão fácil. Tem que haver alguma consideração em relação aos aspectos técnicos e econômicos. A escolha da usinagem é uma decisão fundamental e influencia tanto o tempo quanto a qualidade.
- Fatores de viabilidade técnica:Propriedades do material, complexidade da geometria da peça e tolerâncias exigidas são os principaisfatores de decisão. Dureza, usinabilidade, condutividade térmica e acabamento superficial do material da peça determinam o processo utilizado. A geometria da peça pode exigir uma máquina multieixos ou exigir a construção personalizada de uma máquina.
- Considerações Econômicas: Análise de custosconstitui um componente crítico deseleção de processo de usinagem. Isso inclui investimento em equipamentos, custos de ferramentas, tempo de ciclo, requisitos de mão de obra e despesas de configuração.Produção em alto volumepodem justificar sistemas automatizados, enquanto peças de baixo volume geralmente favorecem centros de usinagem flexíveis.
- Requisitos de qualidade e desempenho:Acabamento de superfície, precisão dimensional e propriedades mecânicas são fatores-chave de decisão.O processo deve ser capaz de fornecer a qualidade exigida e também deve ser eficiente. A capacidade, a repetibilidade e o fornecimento das propriedades mecânicas exigidas também devem ser considerados.
Umseleção de processo de usinagemA estratégia deve combinar as considerações técnicas, económicas e de qualidade através de uma abordagem integrada. Usando issoavaliação abrangente, os fabricantes podem determinar quaisprocesso de usinagemmelhor atende às suas necessidades e equilibra suas restrições de desempenho, tempo e custo e aumenta sua competitividade geral no mercado.
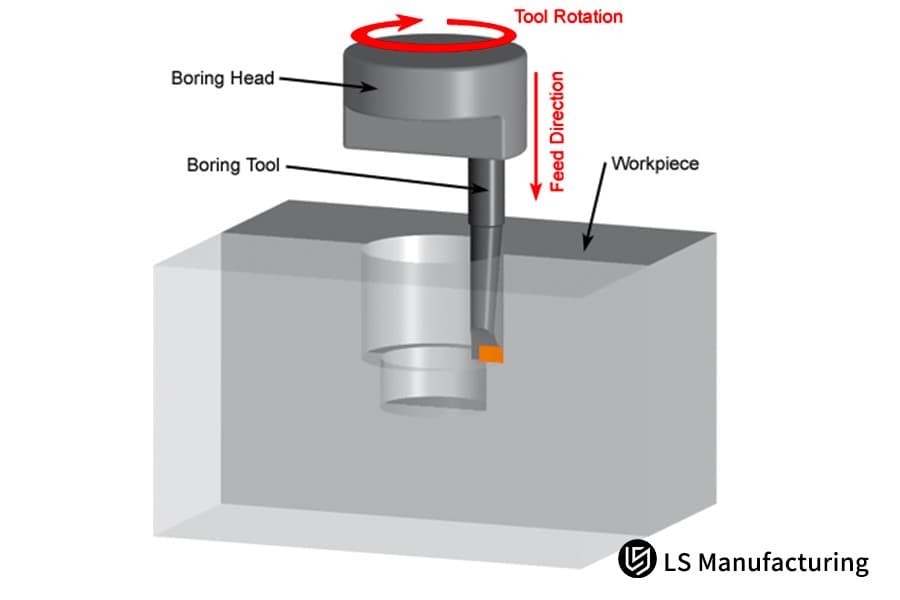
Figura 2: Análise de técnicas de mandrilamento CNC para obter o melhor desempenho da LS Manufacturing
Como comparar e escolher entre diferentes processos de usinagem em termos de custo e precisão?
Na fabricação mecânica, ocomparação de processos de usinagemdesempenham um papel importante na otimização da eficiência e das qualidades usinadas. Cada processo tem seu comportamento peculiar em relação aoprecisão de custos, então umanálise econômicatorna-se muito importante na escolha da melhor opção.
| Processo | Nível de custo | Faixa de precisão (μm) |
Aplicações Típicas |
| Virando | Baixo | 10-50 | Eixos, cilindros |
| Fresagem | Médio | 5-20 | Superfícies complexas |
| Moagem | Alto | 1-5 | Peças de alta precisão |
| Música eletrônica |
Muito alto |
1-3 | Materiais duros |
Para uma seleção eficaz nos processos de usinagem, é necessário que haja cálculos relativos aos aspectos técnicos e econômicos.Foi concluído e observado porcomparação de processos de usinagemque é correto que superiorprecisão de custos. A utilização óptima dos processos de fabrico pode assim ser feita pelos fabricantes com base numaanálise econômica, e o processo de usinagem mais econômico e adequado pode ser selecionado.
Como maximizar os resultados da usinagem por meio da otimização de processos?
Otimize os resultados de usinagemrequer uma abordagem holística paramelhoria de processoscomotimização de parâmetros. Ao otimizar variáveis críticas, as indústrias podem alcançar resultados máximos de otimização em eficiência e qualidade.
Otimização de parâmetros através do DOE
Projeto de Experimentos (DOE)A técnica permite a avaliação de diferentes parâmetros ao mesmo tempo para identificar resultados ideais em relação à velocidade de corte, taxa de avanço e profundidade de corte. Na verdade, esta técnica é um processo científico de eliminação de incertezas enquanto se baseia em fatos para obter desempenho de usinagem ideal com baixos custos de teste.
Aprimoramento de Processos com Monitoramento Constante
Disparidades noprocessos de fabricaçãopodem ser facilmente identificados com a ajuda de um sistema de monitoramento constante, e isso resulta em uma atualização automática para permitir a continuidade do processamento sem problemas. Com base no conhecimento da taxa de desgaste, do acabamento superficial e da precisão do sistema de monitoramento, um fabricante pode produzir itens sem defeitos.
Disponibilidade de melhores ferramentas e materiais
Dependendo da necessidade, torna-se necessário escolher ferramentas de corte e materiais de peça apropriados para ter um efeito significativo na operação de usinagem.Quando a ferramenta de corte e o material da peça são devidamente identificados com base na sua compatibilidade, torna-se possível melhorar a vida útil e a velocidade das ferramentas de corte e, assim, reduzir o custo.
Para um eficazmelhoria de processospara ser realizado, será necessário adotar uma abordagem holística que incorpore processos científicos paraotimização de parâmetros. Isto garantirá que o fabricante tome as medidas necessáriasotimizar resultados de usinagem.
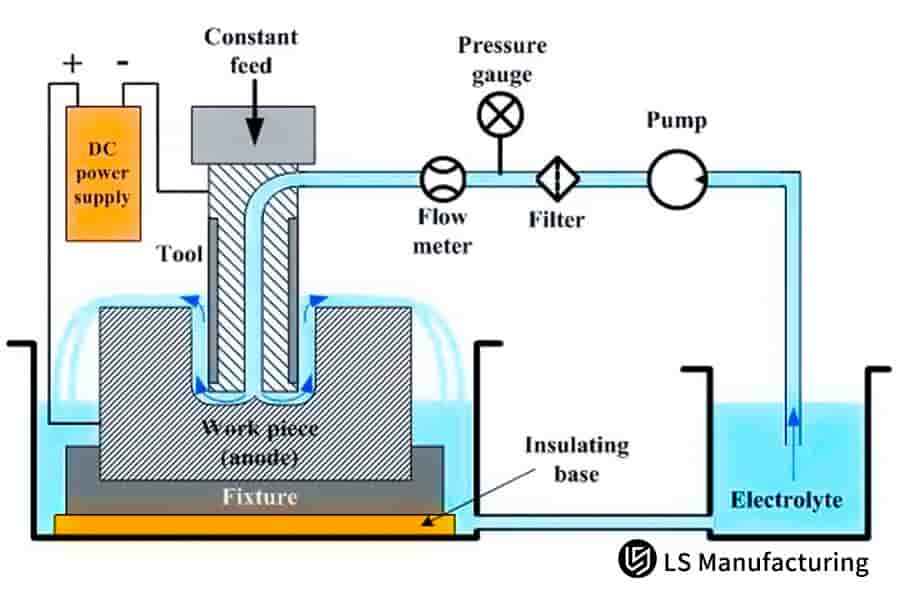
Figura 3: Configuração de sistemas eletroquímicos para operações de precisão CNC pela LS Manufacturing
Quais são algumas aplicações inovadoras da tecnologia de usinagem CNC na fabricação moderna?
OProcessos de usinagem CNCtrouxeram uma revolução no setor de manufatura, resultando em precisão no processo por meio de sistemas de controle digital. Os atuais avanços tecnológicos são capazes de entregar formas complexas com alta precisão, inimagináveis no contexto do processo de usinagem convencional. A integração deaplicações inovadorasemfabricação digital transformou a forma como as indústrias abordam a produção, desde componentes aeroespaciais até dispositivos médicos.
Centros de Usinagem Torno-Fresamento
Este equipamento pode realizar oprocesso de torneamento e fresamentoem uma máquina. É umaplicação inovadoraporque esta técnica proporciona menos manuseio de peças e tempo de configuração. Este equipamento pode realizar usinagem em uma peça de alta complexidade sem alterar a máquina de bruta para acabada. Pode-se dizer que esta técnica é precisa porque, ao longo deste processo, a peça é mantida em posição fixa.
Usinagem de alta velocidade
Ao aplicar o uso da tecnologia de fusos, bem como de ferramentas de corte, issoProcesso de usinagem CNCtem a capacidade de remover material de forma eficaz. O processo de usinagem é ideal para usinagem de moldes e matrizes, bem como usinagem de alumínio aeroespacial devido à velocidade e precisão que o processo oferece. O processo de usinagem é um processo extremamente benéfico devido às suas vantagens.
Tecnologia Gêmea Digital
A noção ou conceito aqui apresentado é que ofabricação digitalgarantiria que as simulações do processo de usinagem fossem possíveis antes do início do próprio processo de fabricação. Tudo o que foi dito acima garantiria que os custos associados ao processo de configuração fossem reduzidos ao mínimoembora não houvesse nenhuma perda material, com os erros sendo reduzidos ao mínimoque teria ocorrido enquanto o produto estava sendo fabricado.
Fabricação Híbrida Aditiva e Subtrativa
É possível criar um objeto executandoProcessos de impressão 3D e usinagem CNC, criando um objeto por manufatura aditiva com um recurso adicional de propriedades de forma quase final e, finalmente, modificando-o executandoOperações de usinagem CNC. Oaplicação inovadoramostra-se muito útil e adequado para a criação de peças com detalhes internos, de difícil produção por usinagem. Torna-se viável aproveitar o que de melhor os dois mundos têm a oferecer, ou seja, complexidade e precisão.
Na verdade, também deve ser mencionado aqui que os pontos acima mencionados são apenas alguns entre uma infinidade de maneiras pelas quais as melhorias técnicas relativas aoProcessos de usinagem CNCtêm ocorrido de forma constante, em relaçãofabricação digitale, assim, os fabricantes conseguiram atingir níveis inéditos de precisão, velocidade e complexidade. A este respeito, além do ponto acima mencionado, não seria errado dizer que o desenvolvimento deUsinagem CNCdesempenharia um papel fundamental no desenvolvimento da produção digital, entre outros.
Como os processos de usinagem de alta precisão podem atender aos rigorosos requisitos de qualidade?
Processos de usinagem de precisãosão uma área extremamente importante a considerar do ponto de vista dorequisitos de qualidadeque a indústria manufatureira possui. A usinagem de precisão é o processo aplicado na criação de peças de alta qualidade, que possuem atributos marcantes como a precisão.
- Equipamentos e tecnologia avançados: A usinagem de precisão moderna depende de máquinas CNC de última geração, centros de usinagem multieixos e sistemas EDM (usinagem por descarga elétrica).Essas tecnologias funcionam em ambientes controlados com regulação de temperatura e umidade para manter a precisão em nível de mícron durante todo o processo de produção, garantindo qualidade consistente em todos os lotes.
- Sistema abrangente de controle de qualidade:Excelente usinagem de precisão precisa de umsistema de controle de alta qualidadecomo sua espinha dorsal. Isso significaria a inspeção do trabalho em vários estágios de processamento por máquinas de medição por coordenadas, comparadores ópticos e testadores de rugosidade superficial. O sistema SPC permite manter os parâmetros de produção sob controle em todos os momentos com ajuste instantâneo para manter orequisitos de qualidade.
- Seleção de Materiais e Otimização de Processos:A seleção do material correto e o método de usinagem desempenham frequentemente um papel vital no resultado final do produto.Ferramentas de usinagem, velocidades, avanços e uso de refrigeraçãodurante a usinagem são frequentemente otimizados para evitar deformação térmica.
- Aplicações em Indústrias Críticas:Algumas das aplicações que se enquadramprocessos de usinagem CNC de precisãoincluem aplicações de engenharia aeroespacial, aplicações na área de instrumentos médicos, aplicações automotivas e aplicações na indústria eletrônica. Para as aplicações mencionadas acima, que incluem pás usadas em turbinas, instrumentos médicos e semicondutores, as aplicações tornam-se de natureza altamente rigorosa.
- Melhoria Contínua e Certificação:Grandes empresas seguem procedimentos relacionados à melhoria contínua, além de serem certificadas emISO 9001 e AS9100.Processos de usinagem de precisãoatende aos requisitos ou os excede no que diz respeito às especificações relativas a procedimentos relativos à calibração de equipamentos, treinamento de operadores e validação de processos.
Processos de usinagem de precisãorefere-se à tecnologia de fabricação de alta precisão que implementa vários processos de fabricação com controle, posicionamento e controle de movimento de alta precisão. Ao controlar rigorosamente orequisitos de qualidadeno processo de fabricação,precisão em nível de mícronpode ser garantido e é usado na fabricação de peças para indústrias de alta tecnologia, como aeroespacial, semicondutores e automobilística.

Figura 4: Escolhendo o método CNC de alta precisão mais eficaz pela LS Manufacturing
LS Manufacturing Aerospace: solução de usinagem multiprocessos para pás de turbinas de motores
No campo aeroespacial, onde todos os três aspectos: precisão, resistência e peso leve são necessários ao mesmo tempo,LS Fabricaçãoforneceu umusinagem multiprocessosoluçãoa um cliente que fabricava pás para motores aeronáuticos que resolveu um grande problema de fabricação.
Desafio do cliente
Um importante fabricante aeroespacial estava lutando para produzir pás de turbina em liga de alta temperatura de acordo com as necessidades do cliente. TA solução existente era uma solução de processo único que não conseguia fornecer precisão de perfil complexo e excelenteacabamento superficial. Como resultado, a taxa de qualificação do produto foi de apenas 85% devido aos problemas acima, que causaram altos custos de produção e longos prazos de entrega.
Solução de Fabricação LS
Propusemos ao cliente uma solução completa para torneamento das lâminas para desbaste,Fresamento de 5 eixospara perfilamento preciso e polimento para acabamento.Com nossa proposta, o cliente consegue controlar os parâmetros ideais para cada processo e, assim, consegue obter a melhor precisão de perfil, rugosidade superficial e tempo de processamento.
Resultados e Valor
Seguindo nosso uso de usinagem integrada, a taxa de qualificação de peças aumentou para99,2%e o tempo total de processamento foi reduzido em30%. Nosso excelente desempenho não apenas ajudou nosso cliente a reduzir os custos anuais de processamento em mais de2 milhões de RMBmas também levou à formação de uma parceria estratégica entre nós.
Que um fornecedor como a LS Manufacturing pudesse encontrar uma aplicação para um sistema multiprocesso de última geração Máquina-ferramenta CNCpara produzir um componente aeroespacial difícil de fabricar quando um existentemáquina legada nada idealque teria funcionado já estava no chão diz muito sobre a sua capacidade de apoiar inovações que levam à melhoria da qualidade, produtividade e redução de custos.
Leve seus componentes aeroespaciais para o próximo nível com nossas soluções de processos de usinagem.

Como estabelecer um sistema de gerenciamento de tecnologia de processamento mecânico científico?
Deve ser estabelecido um sistema de gestão científica para uma tecnologia de processamento mecânico no qual ogestão de processosestá integrado às características de usinagem precisa para garantir a qualidade dos produtos e a eficiência do processamento.
Estrutura de sistema padronizado
Um bomsistema padronizadoestrutura é essencial para um gerenciamento de processos tranquilo. Inclui documentação do processo, instruções de trabalho e procedimentos operacionais padronizados. O sistema deve ser abrangente, abrangendo todas as etapas da peça, desde a matéria-prima até a inspeção final, e deve ter parâmetros de qualidade bem definidos.
Processos de usinagem de precisão
É importante que um sofisticadoprocessos de usinagem de precisãoé adotado se a precisão em uma escala de mícron for alcançada. Consiste na seleção apropriada da máquina, nos parâmetros de corte apropriados e nas condições ambientais apropriadas. Esses processos devem ser projetados para entregar orequisitos de qualidademas com variações e defeitos mínimos.
Mecanismo de Melhoria Contínua
Um sistema paramelhoria contínuadeve estar presente na gestão eficaz dos processos. Isso envolve análise e resolução de problemas dentro do processo. Deve permitir que uma organização atinjaprecisão em nível de mícrone reduzir custos incorridos na produção.
Integração de controle de qualidade
Existem procedimentos de controle de qualidade que garantirão arequisitos de qualidadeestão sendo atendidos. Isso pode ser feito por meio de controle estatístico de processo, calibração e critérios de aceitação. Tem que haver um sistema de monitoramento noprocessos de usinagem de precisãoque será capaz de identificar qualquer variação do processo padrão.
Medição e Otimização de Desempenho
Ao desenvolver indicadores-chave de desempenho paragestão de processosindicadores-chave de desempenho para a gestão, pode haver uma avaliação objetiva em relação à eficiência do sistema. Os fatores a serem estabelecidos nos indicadores-chave de desempenho para a gestão são o tempo de ciclo, o rendimento na primeira passagem, o uso do equipamento e o custo por peça.
Uma mecânica científicasistema de gerenciamento de processo de usinagemcombinasistema padronizadoestruturas com recursos avançadosprocessos de usinagem de precisãopara alcançar consistenteprecisão em nível de mícron. Ao incorporarmelhoria contínuaprincípios e rigorososrequisitos de qualidadeem toda a organização, os fabricantes podem aumentar a eficiência operacional, reduzir a variabilidade e manter a vantagem competitiva no mercado.
Perguntas frequentes
1. De que forma o material adequado difere dos outros?
Em nosso sistema proposto, recomendaremos o processo mais adequado com base no material. Se o material for alumínio, recomendaremos a alta velocidadeprocesso de fresagem. Se o material for aço inoxidável, recomendamos o processo de fresamento e torneamento.
2. Qual é o processo econômico e eficiente quando a quantidade é pequena?
Ofereceremos um processo flexível. Através do compartilhamento de recursos, podemos reduzir as despesas com quantidades menores,20-30%.
3. De que forma é possível verificar a viabilidade técnica e a economia do novo processo?
Dessa forma, realizaremos um teste de processo e uma análise de custos para esse efeito. Validaremos através de amostras que nossa solução de processo é realmente eficaz e econômica. Se precisar de uma avaliação detalhada dos custos do seu projeto, você pode obter umcotação on-line instantâneaagora mesmo para verificar a economia do seu projeto.
4. Você possui combinações específicas de processos para peças difíceis de fabricar?
Haverá trabalho de design em vários programas de combinação de processos com base nos atributos estruturais das peças, bem como simulação de processos para garantir que as peças projetadas sejam de alta qualidade.
5. Como prevenir riscos de qualidade relacionados a mudanças nos processos?
Seguimos um processo de controle de alterações muito rigoroso. Após o teste de verificação, podemos garantir que o processo alterado está sob controle no que diz respeito à qualidade.
6. Você pode fornecer treinamento em processos de usinagem e assistência na otimização?
Ressalta-se que possuímos um sistema completo de treinamento para processos e otimização de processos e podemos auxiliar a empresa na melhoria da tecnologia de processos.
7. Como o equilíbrio deve ser afetado na precisão e nos gastos da usinagem?
O ponto ideal entre os dois, em termos de custo-benefício tanto para o excesso de processamento quanto para a subprecisão, é alcançado pela aplicação do processo de análise de engenharia de valor.
8. Quais são as principais considerações para mudanças no processo?
Fornecerserviços de ponta a pontapara mudanças de processos, incluindo seleção de equipamentos e treinamento de pessoal, entre outros. Isso garantiria a implementação perfeita das mudanças no processo.
Resumo
Alta produção e produção de qualidade podem ser alcançadas por meio da seleção científica e gerenciamento de processos.Tendo a experiência e o conhecimento técnico da indústria e do conhecimento dos fornecedores, a LS Manufacturing fornece aos seus clientes soluções de processos que podem ser utilizadas para melhorar os seus próprios processos de fabrico e expandir os seus negócios.
Entre em contato com os especialistas em processos da LS Manufacturing hoje mesmo para experimentar como nossa avaliação gratuita de soluções de processos pode funcionar para você. Na LS Manufacturing, o que prometemos é que podemos fornecer-lhesolução de usinagem CNC profissionalassistência que garantirá que você tenha um processo bem-sucedido.
Obtenha agora uma avaliação gratuita da solução de processo para otimizar seu processo de produção e desfrutar de até 30% de economia de custos e 25% de melhoria na compatibilidade do processo!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Serviços de fabricação LSNão há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador.Exigir peçascotação Identifique os requisitos específicos para essas seções.Entre em contato conosco para mais informações.
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão,Fabricação de chapas metálicas,Impressão 3D,Moldagem por injeção.Estamparia metálicae outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site:www.lsrpf.com.


