
Processi di lavorazionesono il cuore della produzione. Tuttavia, selezionare l'operazione giusta per la tua parte può essere difficile. Le aziende che non abbinano adeguatamente i materiali ai requisiti di precisione e di costo possono riscontrare ritardi nella produzione, qualità incoerente e costi imprevisti.Tutti questi fattori influiscono sul successo complessivo e sulla redditività di un progetto.
Attualmente il metodo di selezione dipende principalmente dal giudizio empirico.A causa della mancanza di una procedura di selezione sistematica, è facile rendere incerto l'equilibrio tra prestazioni ed economia, il che potrebbe portare a una progettazione eccessiva o a prestazioni inferiori. Con un sistema di conoscenza sistematico e 20 anni di esperienza pratica, questo documento intende fornire un quadro generale di selezione per realizzare una selezione più sistematica.

Tabella di riferimento rapido dei processi di lavorazione
| Categoria | Processo | Compatibilità dei materiali | Tolleranza tipica (mm) | Finitura superficiale (μm) | Applicazioni chiave | Livello di costo |
|
Girando |
Metalli, plastica |
±0,01 |
0,8-3,2 |
Alberi, boccole, flange |
Medio |
|
|
Fresatura |
Metalli, materie plastiche, compositi |
±0,01 |
0,8-3,2 |
Alloggiamenti, staffe, stampi |
Medio-Alto |
|
|
Perforazione |
Foratura CNC |
Metalli, plastica |
±0,05 |
1.6-6.3 |
Fori, maschiatura, alesatura |
Basso |
|
Rettifica |
Rettifica superficiale |
Metalli temprati, ceramica |
±0,002 |
0,1-0,8 |
Superfici piane di precisione |
Alto |
|
Elettroerosione |
Elettroerosione a filo |
Materiali conduttivi |
±0,005 |
0,4-1,6 |
Forme complesse, materiali duri |
Molto alto |
|
Taglio laser |
Laser a fibra |
Metalli, plastica |
±0,1 |
1.6-12.5 |
Lamiera, Lastre Sottili |
Medio |
|
Getto d'acqua |
Getto d'acqua abrasivo |
Tutti i materiali |
±0,1 |
3.2-12.5 |
Materiali spessi, senza calore |
Medio |
|
additivo |
Stampa 3D |
Polimeri, Metalli |
±0,1-0,3 |
6,3-25 |
Prototipi, Parti Complesse |
Varia |
La tabella sopra consente al lettore di confrontare facilmente vari processi di lavorazione e scegliere quello giusto in base ad essimateriale, tolleranza, rugosità superficiale e requisiti di costo. Aiuta gli ingegneri a decidere la migliore opzione disponibile bilanciando i compromessi tra la tecnologia disponibile e l'economia.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
In Machining Processes la teoria non è sufficiente. La nostra esperienza viene daoltre 10 anninelle trincee di un negozio, non in un'aula.Abbiamo prodotto oltre 50.000 pezzi lavorati CNC personalizzati,confrontarsi quotidianamente con la realtà dei materiali difficili, delle tolleranze strette e del design complesso. Ogni parte è stata un'esperienza di apprendimento, con l'applicazione pratica dei principi appresi da fonti comeASTM Internazionale.
Lavoriamo abitualmente componenti per i settori aerospaziale, degli impianti medici e automobilistico, dove la tolleranza e le caratteristiche dei materiali sono una questione di vita o di morte. La nostra conoscenza ed esperienza vengono testate ogni giorno sul campo e sono conformi ai requisiti diCorso aperto del MIT e altri testi rilevanti.
Questo è il motivo per cui i suggerimenti contenuti in questa guida si basano su un'esperienza faticosamente guadagnata, avendo imparato dagli errori commessi all'inizio.Forniamo consigli pratici comprovati con liquidi refrigeranti, trucioli e rapporti di ispezione, non solo lezioni teoriche da un libro di testo. Ti assicuriamo che le informazioni che trovi in questo articolo sono anche quelle che utilizziamo per ottenere qualità ogni giorno e risolvere efficacemente i problemi quotidiani di lavorazione.

Figura 1: Perfezionamento dei processi produttivi utilizzando la tecnologia CNC avanzata di LS Manufacturing
Quali sistemi di conoscenza di base dovrebbe includere una guida completa al processo di lavorazione?
- Fondazione: Materiali e Meccanica:La fondazione dell'asistema di conoscenzaè una solida comprensione del materiale. Le proprietà di metalli, plastica e compositi, il modo in cui reagiscono alla lavorazione, alla temperatura e alla pressione, le modalità di guasto più probabili e la mitigazione del rischio dovrebbero essere il fondamento di qualsiasisistema di conoscenza. Quindi l'applicazione successiva sarà in grado di prevedere come reagirà il materiale e generare parametri operativi ottimali per ridurre al minimo il rischio di guasto.
- Padronanza delle attrezzature e degli strumenti:Un elenco corretto di torni, frese e persinoLavorazione CNC a 5 assila capacità dovrebbe essere definita nella guida. Inoltre, è necessario considerare anche la geometria dell'utensile disponibile, il substrato, il rivestimento e il motivo per cui viene utilizzato l'utensile. Ciò consente l'abbinamento preciso delle risorse al compito, un obiettivo fondamentale di un'efficaciaselezione del processo.
- Parametri e operazioni ottimizzati:Specificare avanzamenti, velocità, profondità di taglio e refrigerante per ogni singola operazione (fresatura, tornitura, ecc.); ilguida ai processi di lavorazioneinclude i parametri consigliati in base ai tassi di rimozione del materiale, alla durata dell'utensile e alla finitura superficiale. Un completoguida ai processi di lavorazioneinclude una base di conoscenze e strategie applicative.
Un perfettoguida ai processi di lavorazionesarebbe una combinazione di una risorsa informativa e di un'esperienza pratica. Darebbe agli ingegneri un quadro di riferimento intelligenteselezione del processoche consentirebbe loro di ottimizzare la produzione e ottenere miglioramenti sostanziali nella produttività,qualità e redditività.

Quali sono le caratteristiche e gli scenari applicabili dei diversi tipi di processi di lavorazione?
Il panorama produttivo offre diverse soluzioni tipi di processi di lavorazione, ognuno con unicocaratteristiche che li rendono adatti a scopi specificiscenari applicativi. Quando decidi quale tipo di servizio di lavorazione utilizzare, devi considerare il materiale, la geometria, la tolleranza e il volume che stai cercando. Qui introdurremo come differenziare i processi di lavorazione.
| Tipo di processo | Caratteristiche chiave | Scenari applicativi tipici |
|
Girando |
Preciso sull'asse di rotazione, cilindrico, buona finitura |
Alberi, boccole, flange e parti rotanti |
|
Fresatura |
VersatileLavorazione 3D, geometrie complesse, capacità multiasse |
Alloggiamenti, staffe, stampi e parti prismatiche |
|
Perforazione |
Rapida formazione di fori, facilmente montabili, relativamente economici se praticati nei fori |
Fori di fissaggio, punti di montaggio, fori passanti |
|
Rettifica |
Altissima precisione, finitura superficiale fine. Ha la capacità di macinare metalli temprati |
Realizzazione di cuscinetti di precisione, utensili per il taglio dei metalli e superfici soggette a usura |
|
Elettroerosione |
Nessun taglio a contatto, forme complesse,materiali duri |
Stampi complessi, stampi e componenti trattati termicamente |
|
Taglio laser |
Elaborazione senza contattocon elaborazione relativamente veloce e piccola zona interessata dal calore |
Produzione rapida diparti in lamierae sezioni sottili |
|
Getto d'acqua |
Nessuno stress termico, taglia qualsiasi materiale, sezioni spesse |
Materiali compositi, materiali a piastre spesse e materiali sensibili alla temperatura |
|
additivo |
Geometrie complesse, gli scarti sono bassi,libertà di progettazione |
Prototipi, stampi personalizzati, alta |
Vantaggi pertipi di processi di lavorazionesono numerosi e l'utilizzo del processo di lavorazione deve essere preso in considerazione per il compito particolare.Selezione del processoper il tuo progetto dipenderebbe dalla conoscenza dei vantaggi associati al processo di lavorazione selezionato e adatto al tuo progetto. La conoscenza degli usi riconosciuti ti consentirà di eseguire con la massima efficacia qualsiasi progetto.
Come selezionare il processo di lavorazione più adatto in base ai requisiti del prodotto?
Comescegliere il processo di lavorazionerichiede la valutazione di diversi fattori e il miglior risultato possibile sarà raggiunto solo dopo la valutazione di questi fattori. La determinazione del processo necessita di basi tecniche ed economiche.
- Proprietà del materiale:I materiali utilizzati differiscono anche per quanto riguarda la facilità con cui possono essere tagliati utilizzando le tecniche di lavorazione. Mentre alcuni materiali possono essere duri, ad esempio il titanio, richiedono utensili da taglio speciali denominati macchine per elettroerosione, ce ne possono essere altri che sono morbidi, ad esempio l'alluminio che può essere tagliato da una fresatrice/tornio.
- Precisione dimensionale e finitura superficiale:Il grado di precisione deciderà il tipo di lavorazione. Le parti che necessitano di maggiore precisione includerebbero la rettifica o la levigatura come operazioni di finitura, mentre le operazioni di sgrossatura comporterebbero procedure più dure. tLa finitura superficiale richiesta determinerebbe le esigenze delle procedure di finitura secondarie.
- Considerazioni sul volume di produzione e sui costi:Il tipo di lotto prodotto comporta costi associati all'intero processo produttivo. Considerando la produzione di grandi volumi, la tecnologia più opportuna da adottare per l’intero processo produttivo sarebbe l’utilizzo di lavorazioni automatizzate, ma per piccoli volumi,la tecnologia più appropriata per l'intero processo produttivo sarebbe l'uso di tecniche di lavorazione flessibili, che includonoLavorazione CNC.Ilraccomandazione intelligenteIl sistema progettato da LS Manufacturing tiene conto efficacemente di tutti questi fattori.
- Complessità geometrica e accessibilità delle funzionalità:La complessità geometrica può comportare buchi profondi, pareti sottili e così via. Tali complessità geometriche possono richiedere la lavorazione su due o più assi o anche una lavorazione non convenzionale.L'accessibilità delle funzionalità può anche influenzare gli strumenti di lavorazione da utilizzare.
In questi giorni,selezione del processo di lavorazionenon riguarda solo le proprietà dei materiali e la capacità del processo, ma anche i costi. Solo la considerazione del processo 7 di cui sopracriteri di selezionee utilizzando l'avanzatoraccomandazione intelligentesistema potrebbe garantire il miglior risultato in termini tecnologici ed economici. Secondo i risultati dell'applicazione industriale, l'idoneità del processo è aumentata del25%e il costo è stato ridotto di15-30%dopo aver utilizzato il sistema di ottimizzazione del processo di lavorazione fornito da LS Manufacturing.
Quali sono i fattori decisionali chiave per la selezione dei processi di lavorazione?
Il selezione del processo di lavorazionenon può essere una decisione facile. Bisogna fare alcune considerazioni sugli aspetti tecnici ed economici. La scelta della lavorazione è una decisione chiave e incide sia sui tempi che sulla qualità.
- Fattori di fattibilità tecnica:Le proprietà dei materiali, la complessità della geometria della parte e le tolleranze richieste sono le principalifattori decisionali. Durezza, lavorabilità, conduttività termica e finitura superficiale del materiale del pezzo determinano il processo utilizzato. La geometria della parte può richiedere una macchina multiasse o richiedere la costruzione personalizzata di una macchina.
- Considerazioni economiche: analisi dei costicostituisce una componente critica diselezione del processo di lavorazione. Ciò include l'investimento in attrezzature, i costi degli utensili, il tempo di ciclo, i requisiti di manodopera e le spese di installazione.Produzione in grandi volumipossono giustificare sistemi automatizzati, mentre i pezzi a basso volume spesso preferiscono centri di lavoro flessibili.
- Requisiti di qualità e prestazioni:Finitura superficiale, precisione dimensionale e proprietà meccaniche sono fattori decisionali chiave.Il processo dovrebbe essere in grado di fornire la qualità richiesta e dovrebbe essere efficiente. Dovrebbero essere prese in considerazione anche la capacità, la ripetibilità e la fornitura delle proprietà meccaniche richieste.
Aselezione del processo di lavorazioneLa strategia dovrebbe combinare considerazioni tecniche, economiche e di qualità attraverso un approccio integrato. Usando questovalutazione complessiva, i produttori possono determinare qualeprocesso di lavorazionesi adatta meglio alle loro esigenze e bilancia i vincoli in termini di prestazioni, tempi e costi e aumenta la loro competitività complessiva sul mercato.
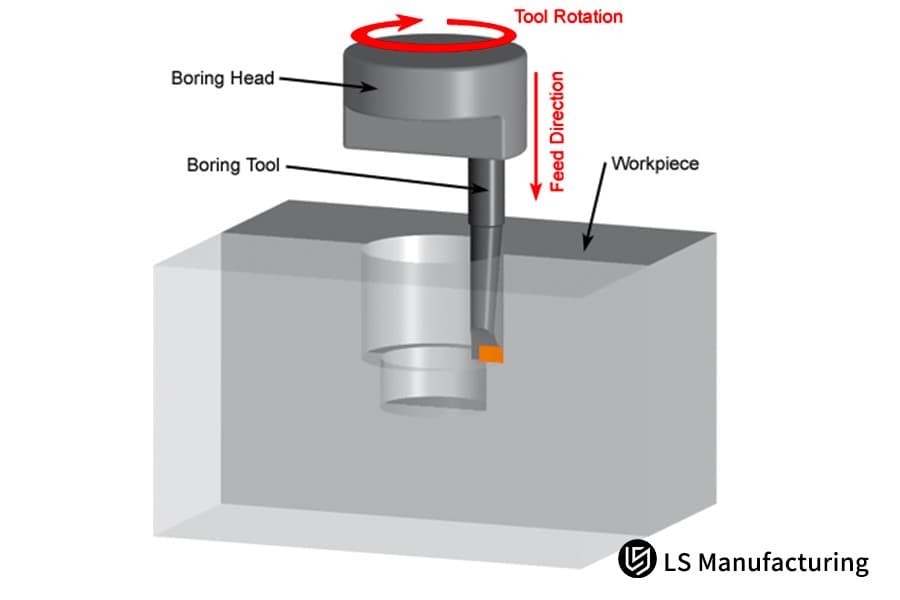
Figura 2: Analisi delle tecniche di alesatura CNC per ottenere le migliori prestazioni da LS Manufacturing
Come confrontare e scegliere tra diversi processi di lavorazione in termini di costi e precisione?
Nella produzione meccanica, ilconfronto del processo di lavorazionesvolgono un ruolo importante nell'ottimizzazione dell'efficienza e delle qualità della lavorazione. Ogni processo ha il suo comportamento peculiare rispetto aprecisione dei costi, quindi unanalisi economicadiventa molto importante nella scelta dell'opzione migliore.
| Processo | Livello di costo | Intervallo di precisione (μm) |
Applicazioni tipiche |
| Girando | Basso | 10-50 | Alberi, cilindri |
| Fresatura | Medio | 5-20 | Superfici complesse |
| Rettifica | Alto | 1-5 | Parti di alta precisione |
| Elettroerosione |
Molto alto |
1-3 | Materiali duri |
Per una selezione efficace nei processi di lavorazione, è necessario che vengano effettuati calcoli relativi sia agli aspetti tecnici che economici.È stato concluso e osservato daconfronto del processo di lavorazioneche è corretto quello più altoprecisione dei costi. I produttori possono quindi sfruttare in modo ottimale i processi di produzione sulla base di unanalisi economica, ed è possibile selezionare il processo di lavorazione più economico e adatto.
Come massimizzare i risultati della lavorazione attraverso l'ottimizzazione del processo?
Ottimizzare i risultati della lavorazionerichiede un approccio olistico nei confrontimiglioramento del processoconottimizzazione dei parametri. Ottimizzando le variabili critiche, le industrie possono ottenere il massimo risultato di ottimizzazione in termini di efficienza e qualità.
Ottimizzazione dei parametri tramite DOE
Progettazione di esperimenti (DOE)La tecnica consente la valutazione di diversi parametri contemporaneamente per identificare risultati ottimali riguardanti velocità di taglio, velocità di avanzamento e profondità di taglio. In effetti, questa tecnica è un processo scientifico volto a eliminare le incertezze facendo affidamento sui fatti per ottenere prestazioni di lavorazione ottimali a bassi costi di prova.
Miglioramento dei processi con monitoraggio costante
Disparità nelprocessi di produzionepossono essere facilmente identificati con l'ausilio di un sistema di monitoraggio costante e ciò si traduce in un aggiornamento automatico per consentire il proseguimento senza intoppi dell'elaborazione. Sulla base della conoscenza del tasso di usura, della finitura superficiale e dell'accuratezza del sistema di monitoraggio, un produttore può produrre articoli senza difetti.
Disponibilità di strumenti e materiali migliori
A seconda delle esigenze, diventa necessario scegliere utensili da taglio e materiali del pezzo adeguati per avere un effetto significativo sull'operazione di lavorazione.Quando l'utensile da taglio e il materiale del pezzo da lavorare vengono identificati correttamente in base alla loro compatibilità, diventa possibile migliorare la durata e la velocità degli utensili da taglio e quindi ridurre i costi.
Per un efficacemiglioramento del processoPer essere realizzato, sarà necessario adottare un approccio olistico che incorpori processi scientifici perottimizzazione dei parametri. Ciò garantirà che il produttore prenda il necessarioottimizzare i risultati della lavorazione.
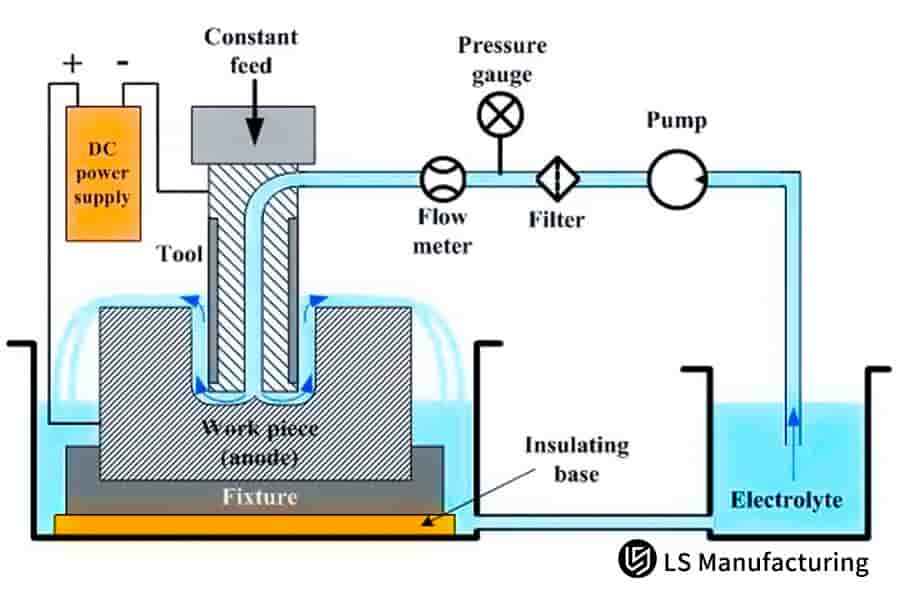
Figura 3: Configurazione di sistemi elettrochimici per operazioni di precisione CNC da parte di LS Manufacturing
Quali sono alcune applicazioni innovative della tecnologia di lavorazione CNC nella produzione moderna?
IlProcessi di lavorazione CNChanno portato una rivoluzione nel settore della produzione, con conseguente accuratezza del processo utilizzando sistemi di controllo digitale. Gli attuali progressi tecnologici sono in grado di fornire forme complesse con elevata precisione, inimmaginabili nel contesto del processo di lavorazione convenzionale. L'integrazione diapplicazioni innovative dentroproduzione digitale ha trasformato il modo in cui le industrie affrontano la produzione, dai componenti aerospaziali ai dispositivi medici.
Centri di lavoro di tornitura-fresatura
Questa apparecchiatura può eseguire ilprocesso di tornitura e fresaturain una macchina. È unapplicazione innovativaperché questa tecnica riduce i tempi di gestione e configurazione delle parti. Questa attrezzatura può eseguire lavorazioni su particolari di elevata complessità senza cambiare macchina da grezzo a finito. Questa tecnica può essere definita accurata perché, durante tutto il processo, la parte viene mantenuta in una posizione fissa.
Lavorazione ad alta velocità
Applicando l'uso della tecnologia del mandrino e degli utensili da taglio, questoProcesso di lavorazione CNCha la capacità di rimuovere efficacemente il materiale. Il processo di lavorazione è ideale per la lavorazione di stampi e matrici nonché per la lavorazione dell'alluminio nel settore aerospaziale grazie alla velocità e alla precisione offerte dal processo. Il processo di lavorazione è un processo estremamente vantaggioso grazie ai suoi vantaggi.
Tecnologia del gemello digitale
La nozione o concetto qui presentato è che ilproduzione digitalegarantirebbe che le simulazioni del processo di lavorazione fossero possibili prima dell'inizio del processo di fabbricazione stesso. Tutto quanto sopra garantirebbe che i costi associati al processo di installazione fossero ridotti al minimomentre non ci sarebbe alcuna perdita materiale poiché gli errori sarebbero ridotti al minimociò sarebbe avvenuto durante la fabbricazione del prodotto.
Produzione ibrida additiva e sottrattiva
È possibile creare un oggetto eseguendoProcessi di stampa 3D e lavorazione CNC, creando un oggetto mediante produzione additiva con una caratteristica aggiuntiva di proprietà di forma quasi nette e infine modificandolo eseguendoOperazioni di lavorazione CNC. Ilapplicazione innovativasi rivela molto utile ed indicato per realizzare particolari con particolari interni, difficilmente realizzabili tramite lavorazione meccanica. Diventa possibile sfruttare il meglio che entrambi i mondi hanno da offrire, ovvero complessità e precisione.
In realtà, va anche menzionato qui che i punti sopra menzionati sono solo alcuni tra una miriade di modi in cui i miglioramenti tecnici riguardanti laProcessi di lavorazione CNCsi sono verificati costantemente, rispetto aproduzione digitalee quindi i produttori sono stati in grado di raggiungere livelli di precisione, velocità e complessità senza precedenti. A questo proposito, a parte il punto sopra menzionato, non sarebbe sbagliato affermare che lo sviluppo diLavorazione CNCgiocherebbero, tra gli altri, un ruolo fondamentale nello sviluppo della produzione digitale.
In che modo i processi di lavorazione ad alta precisione possono soddisfare severi requisiti di qualità?
Processi di lavorazione di precisionesono un'area estremamente importante da considerare dal punto di vista dellarequisiti di qualitàdi cui dispone l’industria manifatturiera. La lavorazione di precisione è il processo applicato nella creazione di parti di alta qualità, che possiedono attributi eccezionali come la precisione.
- Attrezzature e tecnologia avanzate: la moderna lavorazione di precisione si basa su macchine CNC all'avanguardia, centri di lavoro multiasse e sistemi EDM (lavorazione a scarica elettrica).Queste tecnologie funzionano in ambienti controllati con regolazione della temperatura e dell'umidità per mantenere una precisione a livello di micron durante tutto il processo di produzione, garantendo una qualità costante tra i lotti.
- Sistema completo di controllo qualità:La lavorazione di precisione eccellente richiede asistema di controllo di alta qualitàcome la sua spina dorsale. Ciò significherebbe l'ispezione dell'opera nelle varie fasi di lavorazione mediante macchine di misura a coordinate, comparatori ottici e rugosimetri superficiali. Il sistema SPC permette di tenere sempre sotto controllo i parametri di produzione con regolazione istantanea nel rispetto dellarequisiti di qualità.
- Selezione dei materiali e ottimizzazione del processo:La selezione del materiale giusto e il metodo di lavorazione spesso svolgono un ruolo fondamentale nel risultato finale del prodotto.Utensili di lavorazione, velocità, avanzamenti e utilizzo del refrigerantedurante la lavorazione sono spesso ottimizzati per prevenire la deformazione termica.
- Applicazioni nelle industrie critiche:Alcune delle applicazioni che rientrano inprocessi di lavorazione CNC di precisioneincludono applicazioni di ingegneria aerospaziale, applicazioni nel campo degli strumenti medici, applicazioni automobilistiche e applicazioni nell'industria elettronica. Per le applicazioni sopra menzionate, che includono pale utilizzate in turbine, strumenti medici e semiconduttori, le applicazioni diventano di natura molto rigorosa.
- Miglioramento continuo e certificazione:Le principali aziende seguono procedure relative al miglioramento continuo, oltre ad essere certificateISO9001 e AS9100.Processi di lavorazione di precisionesoddisfa i requisiti o li supera per quanto riguarda le specifiche relative alle procedure riguardanti la calibrazione delle apparecchiature, la formazione degli operatori e la convalida del processo.
Processi di lavorazione di precisionesi riferisce alla tecnologia di produzione ad alta precisione che implementa vari processi di produzione con controllo, posizionamento e controllo del movimento ad alta precisione. Controllando rigorosamente ilrequisiti di qualitànel processo di produzione,precisione a livello di micronpuò essere garantito e viene utilizzato nella produzione di componenti per settori ad alta tecnologia come quello aerospaziale, dei semiconduttori e automobilistico.

Figura 4: Scelta del metodo CNC ad alta precisione più efficace da parte di LS Manufacturing
LS Manufacturing Aerospace: soluzione di lavorazione multiprocesso per pale di turbine di motori
Nel campo aerospaziale, dove sono richiesti contemporaneamente precisione, resistenza e leggerezza,Produzione LSfornito alavorazione multiprocessosoluzionead un cliente che produce pale per motori aeronautici che hanno risolto un grosso problema di produzione.
Sfida del cliente
Un produttore leader nel settore aerospaziale stava lottando per produrre pale per turbine in lega per alte temperature secondo le esigenze del cliente. tLa soluzione esistente era un'unica soluzione di processo che non era in grado di garantire sia la precisione dei profili complessi che l'eccellenzafinitura superficiale. Di conseguenza, il tasso di qualificazione del prodotto era solo dell'85% a causa dei problemi sopra menzionati, che causavano elevati costi di produzione e lunghi tempi di consegna.
Soluzione di produzione LS
Abbiamo proposto al cliente una soluzione completa per tornire le lame per la sgrossatura,Fresatura a 5 assiper profilatura precisa e lucidatura per la finitura.Con la nostra proposta, il cliente è in grado di controllare i parametri ottimali per ogni processo e quindi di ottenere la migliore precisione del profilo, rugosità superficiale e tempo di lavorazione.
Risultati e valore
In seguito all'utilizzo della lavorazione integrata, il tasso di qualificazione dei pezzi è stato aumentato a99,2%e il tempo di elaborazione complessivo è stato ridotto di30%. Le nostre eccezionali prestazioni non solo hanno aiutato i nostri clienti a ridurre di oltre i costi di elaborazione annuali2 milioni di RMBma ha anche portato alla formazione di una partnership strategica tra noi.
Che un fornitore come LS Manufacturing potesse trovare applicazione per un multiprocesso all’avanguardia Macchina utensile CNCper produrre un componente aerospaziale difficile da realizzare quando esistentemacchina legacy tutt'altro che idealeche avrebbe funzionato fosse già sul tavolo la dice lunga sulla loro capacità di supportare innovazioni che portino a miglioramento della qualità, produttività e risparmio sui costi.
Porta i tuoi componenti aerospaziali al livello successivo con le nostre soluzioni per i processi di lavorazione.

Come creare un sistema scientifico di gestione della tecnologia di lavorazione meccanica?
Dovrebbe essere istituito un sistema di gestione scientifica per una tecnologia di lavorazione meccanica in cuigestione dei processiè integrato con le caratteristiche di una lavorazione precisa al fine di garantire la qualità dei prodotti e l'efficienza della lavorazione.
Quadro di sistema standardizzato
Un benesistema standardizzatoquadro normativo è un must per una gestione fluida del processo. Include la documentazione del processo, le istruzioni di lavoro e le procedure operative standardizzate. Il sistema deve essere completo e coprire tutte le fasi del pezzo, dalla materia prima all'ispezione finale, e deve avere parametri di qualità ben definiti.
Processi di lavorazione di precisione
È importante che un sofisticatoprocessi di lavorazione meccanica di precisioneviene adottato se si vuole ottenere una precisione su scala micrometrica. Consiste nella selezione appropriata della macchina, parametri di taglio appropriati e condizioni ambientali adeguate. Questi processi dovrebbero essere progettati per fornire ilrequisiti di qualitàma con variazioni e difetti minimi.
Meccanismo di miglioramento continuo
Un sistema permiglioramento continuodevono essere presenti nella gestione efficace dei processi. Ciò comporta l’analisi e la risoluzione dei problemi all’interno del processo. Dovrebbe consentire a un'organizzazione di raggiungereprecisione a livello di microne ridurre i costi sostenuti nella produzione.
Integrazione del controllo qualità
Esistono procedure di controllo qualità che garantiranno ilrequisiti di qualitàvengono soddisfatti. Questi possono essere ottenuti attraverso il controllo statistico del processo, la calibrazione e i criteri di accettazione. Ci deve essere un sistema di monitoraggio nelprocessi di lavorazione meccanica di precisioneche sarà in grado di identificare qualsiasi variazione rispetto al processo standard.
Misurazione e ottimizzazione delle prestazioni
Sviluppando indicatori chiave di prestazione pergestione dei processiindicatori chiave di prestazione per la gestione, può esserci una valutazione obiettiva riguardo all’efficienza del sistema. I fattori da stabilire negli indicatori chiave di prestazione per la gestione sono il tempo di ciclo, la resa al primo passaggio, l'uso delle attrezzature e il costo per parte.
Una meccanica scientificasistema di gestione del processo di lavorazionecombinasistema standardizzatoquadri con avanzatoprocessi di lavorazione meccanica di precisioneper ottenere coerenzaprecisione a livello di micron. Incorporandomiglioramento continuoprincipi e rigorosirequisiti di qualitàIn tutta l’organizzazione, i produttori possono migliorare l’efficienza operativa, ridurre la variabilità e mantenere un vantaggio competitivo sul mercato.
Domande frequenti
1. In che modo il materiale adatto differisce dagli altri?
Nel nostro sistema proposto, consiglieremo il processo più adatto in base al materiale. Se il materiale è alluminio, consigliamo l'alta velocitàprocesso di fresatura. Se il materiale è acciaio inossidabile, consigliamo il processo di tornitura del mulino.
2. Qual è il processo economico ed efficiente quando la quantità è piccola?
Offriremo un processo flessibile. Attraverso la condivisione delle risorse, possiamo ridurre le spese per quantità minori20-30%.
3. In che modo è possibile verificare la fattibilità tecnica ed economica del nuovo processo?
Di conseguenza, effettueremo a tal fine un test di processo e un'analisi dei costi. Convalideremo attraverso campioni che la nostra soluzione di processo è effettivamente efficace ed economica. Se hai bisogno di una valutazione dettagliata dei costi per il tuo progetto, puoi ottenere unpreventivo online istantaneoadesso per verificare l'economicità del tuo progetto.
4. Avete particolari combinazioni di processi per parti difficili da produrre?
Verrà svolto un lavoro di progettazione su vari programmi di combinazione di processi basati sugli attributi strutturali delle parti, nonché sulla simulazione del processo per garantire che le parti progettate siano di alta qualità.
5. Come prevenire i rischi di qualità legati ai cambiamenti nei processi?
Seguiamo un processo di controllo delle modifiche molto rigoroso. Dopo il test di verifica, possiamo garantire che il processo modificato sia sotto controllo per quanto riguarda la qualità.
6. Potete fornire formazione sul processo di lavorazione e assistenza per l'ottimizzazione?
Va notato che disponiamo di un sistema di formazione completo per i processi e l'ottimizzazione dei processi e possiamo aiutare l'azienda a migliorare la tecnologia dei processi.
7. Come dovrebbe essere influenzato l'equilibrio tra precisione di lavorazione e costi?
Il punto ottimale tra i due, in termini di rapporto costo-efficacia sia per l'elaborazione eccessiva che per la scarsa precisione, viene raggiunto applicando il processo di analisi dell'ingegneria del valore.
8. Quali sono le considerazioni chiave per i cambiamenti di processo?
Fornireservizi end-to-endper modifiche ai processi, compresa la selezione delle attrezzature e la formazione del personale, tra gli altri. Ciò garantirebbe un’implementazione senza soluzione di continuità delle modifiche del processo.
Sommario
Una produzione elevata e di qualità può essere raggiunta attraverso la selezione scientifica e la gestione dei processi.Avendo l'esperienza e la conoscenza tecnica del settore e la conoscenza dei fornitori, LS Manufacturing fornisce ai propri clienti soluzioni di processo che possono essere utilizzate per migliorare i propri processi di produzione e far crescere la propria attività.
Mettiti in contatto oggi stesso con gli esperti di processo di LS Manufacturing per scoprire come la nostra valutazione gratuita delle soluzioni di processo può funzionare per te. In LS Manufacturing, ciò che promettiamo è che possiamo fornirtisoluzione di lavorazione CNC professionaleassistenza che ti garantirà il successo del processo.
Ottieni subito una valutazione gratuita della soluzione di processo per ottimizzare il tuo processo di produzione e usufruire di un risparmio sui costi fino al 30% e di un miglioramento della compatibilità del processo del 25%!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web:https://lsrpf.com/
Dichiarazione di non responsabilità
I contenuti di questa pagina sono solo a scopo informativo.Servizi di produzione LSNon ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente.Richiedere partipreventivo Identificare i requisiti specifici per queste sezioni.Vi preghiamo di contattarci per ulteriori informazioni.
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sulla lavorazione CNC ad alta precisione,Produzione di lamiere,Stampa 3D,Stampaggio ad iniezione.Stampaggio metallie altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web:www.lsrpf.com.


