
عمليات التصنيعهي قلب التصنيع. ومع ذلك، فإن اختيار العملية المناسبة للجزء الخاص بك قد يكون أمرًا صعبًا. يمكن للشركات التي لا تقوم بمطابقة المواد بشكل مناسب مع متطلبات الدقة والتكلفة أن تواجه تأخيرات في الإنتاج، وجودة غير متسقة، وتكاليف غير متوقعة.كل هذه العوامل تؤثر على النجاح الشامل وربحية المشروع.
في الوقت الحاضر، تعتمد طريقة الاختيار بشكل أساسي على الحكم التجريبي.نتيجة للافتقار إلى إجراء اختيار منهجي، من السهل التسبب في عدم التأكد من توازن الأداء والاقتصاد، مما قد يؤدي إلى الإفراط في التصميم أو ضعف الأداء. مع نظام المعرفة المنهجي و20 عامًا من الخبرة العملية، تهدف هذه الورقة إلى توفير إطار اختيار عام لتحقيق اختيار أكثر منهجية.

عمليات التصنيع الجدول المرجعي السريع
| الفئة | عملية | توافق المواد | التسامح النموذجي (مم) | الانتهاء من السطح (ميكرومتر) | التطبيقات الرئيسية | مستوى التكلفة |
|
تحول |
المعادن والبلاستيك |
±0.01 |
0.8-3.2 |
مهاوي، البطانات، الشفاه |
متوسط |
|
|
طحن |
المعادن والبلاستيك والمواد المركبة |
±0.01 |
0.8-3.2 |
العلب، بين قوسين، قوالب |
متوسطة عالية |
|
|
الحفر |
الحفر باستخدام الحاسب الآلي |
المعادن والبلاستيك |
±0.05 |
1.6-6.3 |
الثقوب، التنصت، التوسيع |
منخفض |
|
طحن |
طحن السطح |
المعادن المتصلبة والسيراميك |
±0.002 |
0.1-0.8 |
الأسطح المسطحة الدقيقة |
عالية |
|
موسيقى الرقص الإلكترونية |
سلك التنظيم الإداري |
المواد الموصلة |
±0.005 |
0.4-1.6 |
الأشكال المعقدة والمواد الصلبة |
عالية جدًا |
|
القطع بالليزر |
فايبر ليزر |
المعادن والبلاستيك |
±0.1 |
1.6-12.5 |
الصفائح المعدنية، لوحات رقيقة |
متوسط |
|
اتيرجيت |
نفث الماء الكاشطة |
جميع المواد |
±0.1 |
3.2-12.5 |
مواد سميكة، بدون حرارة |
متوسط |
|
المضافة |
الطباعة ثلاثية الأبعاد |
البوليمرات والمعادن |
±0.1-0.3 |
6.3-25 |
النماذج الأولية والأجزاء المعقدة |
يختلف |
يسمح الجدول أعلاه للقارئ بمقارنة عمليات المعالجة المختلفة بسهولة واختيار العملية المناسبة وفقًا لهامتطلبات المواد والتسامح وخشونة السطح والتكلفة. فهو يساعد المهندسين على تحديد الخيار الأفضل المتاح مع موازنة المفاضلات بين التكنولوجيا المتاحة والاقتصاد.
لماذا تثق بهذا الدليل؟ الخبرة العملية من خبراء التصنيع LS
في عمليات التصنيع، النظرية ليست كافية. تجربتنا تأتي منأكثر من 10 سنواتفي خنادق متجر، وليس في الفصول الدراسية.لقد أنتجنا ما يزيد عن 50,000 قطعة من قطع التصنيع باستخدام الحاسب الآلي المخصصة،مواجهة واقع المواد الصعبة والتفاوتات الصارمة والتصميم المعقد على أساس يومي. لقد كان كل جزء بمثابة تجربة تعليمية، مع التطبيق العملي للمبادئ المستفادة من مصادر مثلASTM الدولية.
نقوم بشكل روتيني بتصنيع قطع الغيار اللازمة لصناعات الطيران، والمزروعات الطبية، وصناعات السيارات ذات الأداء العالي، حيث يكون التسامح وخصائص المواد مسألة حياة أو موت. يتم اختبار معرفتنا وخبرتنا في الميدان كل يوم وتتوافق مع متطلباتمعهد ماساتشوستس للتكنولوجيا دورة مفتوحة وير وغيرها من النصوص ذات الصلة.
ولهذا السبب تستند الاقتراحات الواردة في هذا الدليل على الخبرة المكتسبة بشق الأنفس، بعد أن تعلمنا من الأخطاء التي ارتكبناها في البداية.نحن نقدم النصائح العملية التي تم إثباتها من خلال تقارير التبريد والحلاقة والفحص، وليس فقط الدروس النظرية من الكتاب المدرسي. كن مطمئنًا إلى أن المعلومات التي تجدها في هذه المقالة هي أيضًا ما نستخدمه لتحقيق الجودة كل يوم وحل مشكلات المعالجة اليومية بشكل فعال.

الشكل 1: تحسين عمليات التصنيع باستخدام تقنية CNC المتقدمة بواسطة شركة LS Manufacturing
ما هي أنظمة المعرفة الأساسية التي يجب أن يتضمنها الدليل الكامل لعملية التصنيع؟
- الأساس: المواد والميكانيكا:تأسيس أنظام المعرفةهو فهم قوي للمادة. يجب أن تكون خصائص المعادن والبلاستيك والمواد المركبة، وكيفية تفاعلها مع الآلات ودرجة الحرارة والضغط وأوضاع الفشل الأكثر احتمالية وتخفيف المخاطر هي الأساس لأي مشروع.نظام المعرفة. بعد ذلك، سيكون التطبيق التالي قادرًا على التنبؤ بكيفية تفاعل المادة وإنشاء معلمات التشغيل المثالية لتقليل مخاطر الفشل.
- إتقان المعدات والأدوات:قائمة مناسبة من المخارط والمطاحن المتاحة وحتىالتصنيع باستخدام الحاسب الآلي ذو 5 محاورينبغي تعريف القدرة في الدليل. بالإضافة إلى ذلك، يجب أيضًا تغطية أي شكل هندسي متاح للأداة، والركيزة، والطلاء، والغرض من استخدام الأداة. وهذا يتيح مطابقة دقيقة للموارد للمهمة، وهو هدف أساسي للفعاليةاختيار العملية.
- المعلمات والعمليات الأمثل:تحديد التغذية والسرعات وعمق القطع وسائل التبريد لكل عملية على حدة (الطحن، والخراطة، وما إلى ذلك)؛ الدليل عمليات التصنيعيتضمن المعلمات الموصى بها بناءً على معدلات إزالة المواد وعمر الأداة وتشطيب السطح. كاملدليل عمليات التصنيعيتضمن قاعدة المعرفة واستراتيجيات التطبيق.
مثاليدليل عمليات التصنيعسيكون مزيجًا من مصدر المعلومات والخبرة العملية. من شأنه أن يمنح المهندسين إطارًا للذكاءاختيار العمليةوالتي من شأنها تمكينهم من تحسين الإنتاج والحصول على تحسينات كبيرة في الإنتاجية،الجودة والربحية.

ما هي الخصائص والسيناريوهات القابلة للتطبيق لأنواع مختلفة من عمليات التصنيع؟
يقدم المشهد التصنيعي تنوعًا أنواع عمليات التصنيع، ولكل منها فريدة من نوعهاالخصائصالتي تجعلها مناسبة ل محددةسيناريوهات التطبيق. عند تحديد نوع خدمة التصنيع التي ستستخدمها، عليك أن تأخذ في الاعتبار المادة والهندسة والتسامح والحجم الذي تبحث عنه. هنا سوف نقدم كيفية التمييز بين عمليات التصنيع.
| نوع العملية | الخصائص الرئيسية | سيناريوهات التطبيق النموذجية |
|
تحول |
دقيق حول محور الدوران، أسطواني، تشطيب جيد |
مهاوي، البطانات، الشفاه والأجزاء الدوارة |
|
طحن |
متعدد الاستخداماتتصنيع ثلاثي الأبعاد، هندسة معقدة، قدرات متعددة المحاور |
العلب والأقواس والقوالب والأجزاء المنشورية |
|
الحفر |
تشكيل سريع للثقوب، سهل التركيب، ورخيص نسبياً إذا تم حفره في الثقوب |
فتحات التثبيت، ونقاط التثبيت، وفتحات التخليص |
|
طحن |
دقة فائقة، تشطيب سطحي ناعم. لديه القدرة على طحن المعادن المتصلبة |
صنع المحامل الدقيقة وأدوات قطع المعادن وأسطح التآكل |
|
موسيقى الرقص الإلكترونية |
لا قطع الاتصال، والأشكال المعقدة،المواد الصلبة |
قوالب معقدة وقوالب ومكونات معالجة بالحرارة |
|
القطع بالليزر |
معالجة عدم الاتصالمع معالجة سريعة نسبيًا ومنطقة صغيرة متأثرة بالحرارة |
الإنتاج السريع للأجزاء الصفائح المعدنيةوأقسام رقيقة |
|
اتيرجيت |
لا يوجد إجهاد حراري، يقطع أي مواد، أقسام سميكة |
المواد المركبةومواد الألواح السميكة والمواد الحساسة لدرجة الحرارة |
|
المضافة |
هندسة معقدة، النفايات منخفضة،حرية التصميم |
نماذج أولية، قوالب مخصصة، عالية |
فوائد لأنواع عمليات التصنيععديدة، ويجب أن يؤخذ استخدام عملية التصنيع في الاعتبار بالنسبة للمهمة المحددة.اختيار العمليةسيعتمد مشروعك على معرفة الفوائد المرتبطة بعملية التصنيع المحددة والمناسبة لمشروعك. إن معرفة الاستخدامات المعترف بها ستمكنك من الأداء بأقصى قدر من الفعالية لأي مشروع.
كيفية اختيار عملية التصنيع الأكثر ملاءمة بناءً على متطلبات المنتج؟
كيفاختيار عملية التصنيعيطلب تقييم عدة عوامل، ولن يتم تحقيق أفضل نتيجة ممكنة إلا بعد تقييم هذه العوامل. إن تحديد العملية يحتاج إلى أسس فنية واقتصادية.
- خصائص المواد:تختلف المواد المستخدمة أيضًا عندما يتعلق الأمر بمدى سهولة قطعها باستخدام تقنيات التصنيع. في حين أن بعض المواد قد تكون صلبة، على سبيل المثال، فإن التيتانيوم يتطلب أدوات قطع خاصة يشار إليها بآلات EDM، قد يكون هناك أنواع أخرى ناعمة، على سبيل المثال، الألومنيوم الذي يمكن قطعه بواسطة آلة طحن/آلة خراطة.
- دقة الأبعاد والانتهاء من السطح:ستحدد درجة الدقة نوع المعالجة. وتشمل الأجزاء التي تحتاج إلى دقة أعلى الطحن أو الشحذ كعمليات تشطيب، في حين أن عمليات التخشين تستلزم إجراءات أكثر قسوة. تكان يتطلب إنهاء السطح لتحديد احتياجات إجراءات التشطيب الثانوية.
- حجم الإنتاج واعتبارات التكلفة:يتحمل نوع الدفعة التي يتم إنتاجها تكاليف مرتبطة بعملية الإنتاج بأكملها. وبالنظر إلى إنتاج كميات كبيرة، فإن التكنولوجيا الأكثر ملاءمة التي يمكن اعتمادها في عملية الإنتاج بأكملها هي استخدام الآلات الآلية، ولكن بالنسبة للكميات الصغيرة،التكنولوجيا الأكثر ملاءمة لعملية الإنتاج بأكملها هي استخدام تقنيات التصنيع المرنة، والتي تشملالتصنيع باستخدام الحاسب الآلي.التوصية ذكيةالنظام الذي صممته شركة LS Manufacturing يأخذ كل هذه العوامل بعين الاعتبار بشكل فعال.
- التعقيد الهندسي وإمكانية الوصول إلى الميزات:قد يتضمن التعقيد الهندسي ثقوبًا عميقة، وجدرانًا رفيعة، وما إلى ذلك. قد تتطلب مثل هذه التعقيدات الهندسية تصنيعًا بواسطة محورين أو أكثر أو حتى تصنيعًا غير تقليدي.قد تؤثر إمكانية الوصول إلى الميزات أيضًا على أدوات التشغيل المستخدمة.
هذه الأيام،اختيار عملية التصنيعلا يتعلق الأمر فقط بالخصائص المادية والقدرة العملية، بل يتعلق أيضًا بالتكلفة. فقط النظر في عملية 7 المذكورة أعلاهمعايير الاختياروالاستفادة من المتقدمةتوصية ذكيةيمكن للنظام ضمان أفضل النتائج من حيث التكنولوجيا والاقتصاد. ووفقا لنتائج التطبيق الصناعي زادت ملاءمة العملية بنسبة25%وتم تخفيض التكلفة بنسبة15-30%بعد استخدام نظام تحسين عملية المعالجة الذي توفره شركة LS Manufacturing.
ما هي عوامل اتخاذ القرار الرئيسية لاختيار عمليات التصنيع؟
ال اختيار عملية التصنيعلا يمكن أن يكون قرارا سهلا. يجب أن يكون هناك بعض الاعتبار فيما يتعلق بالجوانب الفنية والاقتصادية. يعد الاختيار المتعلق بالتصنيع قرارًا رئيسيًا، وله تأثير على الوقت والجودة.
- عوامل الجدوى الفنية:تعتبر خصائص المواد وتعقيد هندسة الأجزاء والتفاوتات المطلوبة هي العناصر الأساسيةعوامل القرار. الصلابة، وقابلية التشغيل الآلي، والتوصيل الحراري، والانتهاء من سطح مادة الشغل تملي العملية المستخدمة. يمكن أن تتطلب هندسة الأجزاء آلة متعددة المحاور أو تتطلب إنشاء آلة مخصصة.
- الاعتبارات الاقتصادية: تحليل التكاليفيشكل عنصرا حاسما فياختيار عملية التصنيع. يتضمن ذلك الاستثمار في المعدات، وتكاليف الأدوات، ووقت الدورة، ومتطلبات العمالة، ونفقات الإعداد.إنتاج بكميات كبيرةقد يبرر الأنظمة الآلية، في حين أن الأجزاء ذات الحجم المنخفض غالبا ما تفضل مراكز التصنيع المرنة.
- متطلبات الجودة والأداء:الانتهاء من السطحتعد دقة الأبعاد والخواص الميكانيكية من عوامل القرار الرئيسية.يجب أن تكون العملية قادرة على تقديم الجودة المطلوبة وكذلك يجب أن تكون فعالة. وينبغي أيضا النظر في القدرة والتكرار وتقديم الخواص الميكانيكية المطلوبة.
أاختيار عملية التصنيعوينبغي أن تجمع الاستراتيجية بين الاعتبارات التقنية والاقتصادية والجودة من خلال نهج متكامل. باستخدام هذاتقييم شامل، يمكن للمصنعين تحديد أي منهاعملية التصنيعيناسب احتياجاتهم بشكل أفضل ويوازن بين القيود المفروضة على الأداء والوقت والتكلفة ويزيد من قدرتهم التنافسية بشكل عام في السوق.
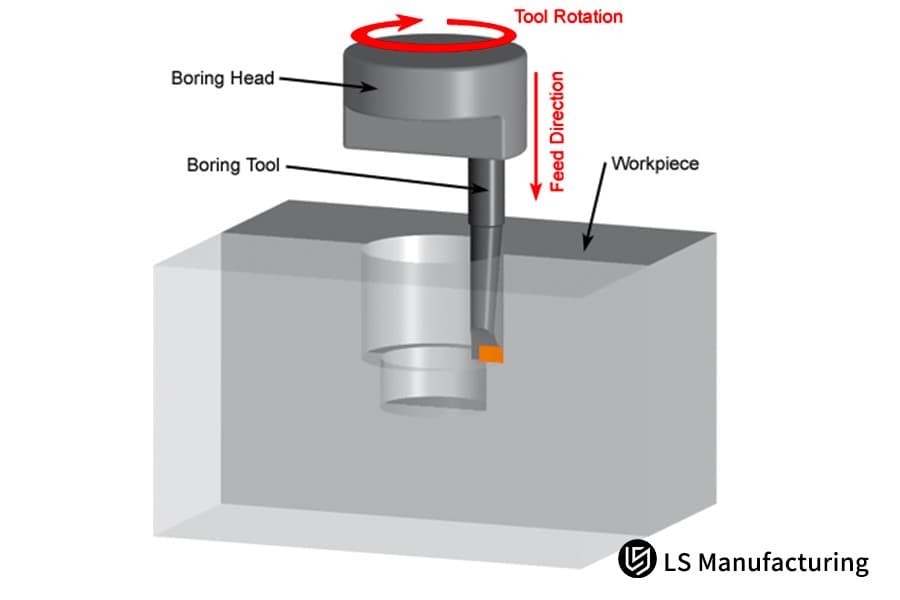
الشكل 2: تحليل تقنيات الحفر باستخدام الحاسب الآلي للحصول على أفضل أداء من قبل شركة LS Manufacturing
كيفية المقارنة والاختيار بين عمليات التصنيع المختلفة من حيث التكلفة والدقة؟
في التصنيع الميكانيكي،مقارنة عملية التصنيعتلعب دورًا مهمًا في تحسين الكفاءة والصفات الآلية. كل عملية لها سلوكها الغريب فيما يتعلقدقة التكلفة، لذلكالتحليل الاقتصادييصبح مهمًا جدًا في اختيار الخيار الأفضل.
| عملية | مستوى التكلفة | نطاق الدقة (ميكرومتر) |
التطبيقات النموذجية |
| تحول | منخفض | 10-50 | مهاوي، اسطوانات |
| طحن | متوسط | 5-20 | الأسطح المعقدة |
| طحن | عالية | 1-5 | أجزاء عالية الدقة |
| موسيقى الرقص الإلكترونية |
عالية جدًا |
1-3 | المواد الصلبة |
من أجل الاختيار الفعال في عمليات التصنيع، من الضروري أن تكون هناك حسابات تتعلق بالجوانب التقنية والاقتصادية.وقد تم التوصل إليه ومراقبته من قبلمقارنة عملية التصنيعأنه من الصحيح أن أعلىدقة التكلفة. وبالتالي يمكن للمصنعين أن يقوموا بالاستخدام الأمثل لعمليات التصنيع على أساسالتحليل الاقتصاديويمكن اختيار عملية التصنيع الأكثر اقتصادا وملاءمة.
كيفية تعظيم نتائج التصنيع من خلال تحسين العملية؟
تحسين نتائج المعالجةيتطلب اتباع نهج شمولي تجاهتحسين العمليةمعتحسين المعلمة. من خلال تحسين المتغيرات الهامة، يمكن للصناعات تحقيق أقصى قدر من نتائج التحسين في الكفاءة وكذلك الجودة.
تحسين المعلمة من خلال DOE
تصميم التجارب (DOE)تتيح هذه التقنية تقييم المعلمات المختلفة في وقت واحد لتحديد النتائج المثالية فيما يتعلق بسرعة القطع ومعدل التغذية وعمق القطع. في الواقع، هذه التقنية هي عملية علمية لإزالة الشكوك مع الاعتماد على الحقائق للحصول على أداء المعالجة الأمثل بتكاليف اختبار منخفضة.
تحسين العملية من خلال المراقبة المستمرة
التفاوتات فيعمليات التصنيعيمكن التعرف عليها بسهولة بمساعدة نظام المراقبة المستمر، وينتج عن ذلك تحديث تلقائي لتمكين استمرار المعالجة بسلاسة. بناءً على معرفة معدل التآكل، تشطيب السطح، ودقة نظام المراقبة، يمكن للشركة المصنعة إنتاج العناصر بدون أي عيوب.
توافر أدوات ومواد أفضل
اعتمادًا على المتطلبات، يصبح من الضروري اختيار أدوات القطع ومواد قطع العمل المناسبة من أجل الحصول على تأثير كبير على عملية التشغيل الآلي.عندما يتم تحديد أداة القطع ومواد قطعة العمل بشكل صحيح بناءً على توافقهما، يصبح من الممكن تحسين عمر أدوات القطع وسرعتها وبالتالي تقليل التكلفة.
ل فعالةتحسين العمليةولتحقيق ذلك، سيكون من الضروري اتباع نهج شامل يتضمن العمليات العلمية لتحقيق ذلكتحسين المعلمة. وهذا يضمن أن الشركة المصنعة تتخذ ما يلزمتحسين نتائج المعالجة.
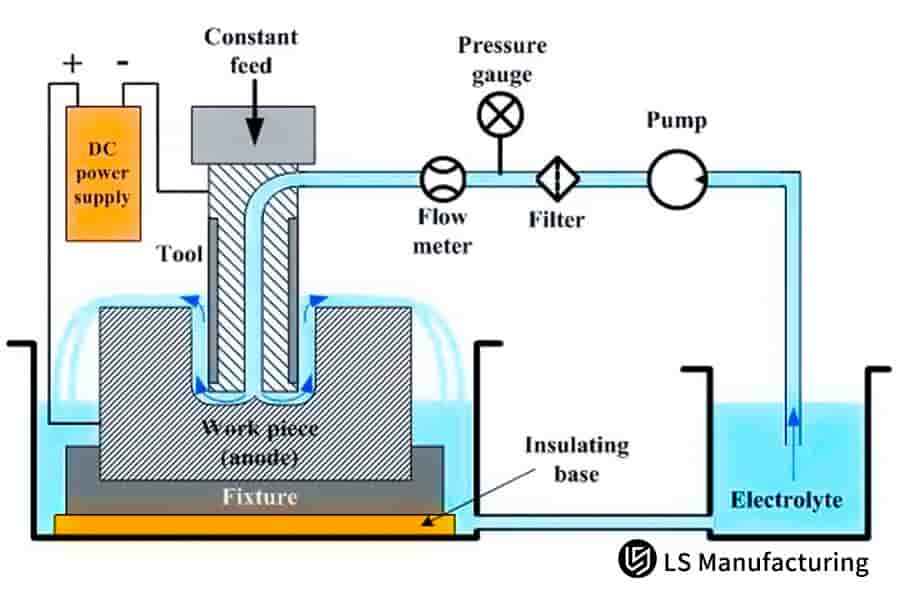
الشكل 3: تكوين الأنظمة الكهروكيميائية لعمليات الدقة باستخدام الحاسب الآلي بواسطة شركة LS Manufacturing
ما هي بعض التطبيقات المبتكرة لتكنولوجيا التصنيع باستخدام الحاسب الآلي في التصنيع الحديث؟
العمليات التصنيع باستخدام الحاسب الآليأحدثت ثورة في قطاع التصنيع، مما أدى إلى الدقة في العملية باستخدام أنظمة التحكم الرقمية. إن التقدم التكنولوجي الحالي قادر على تقديم أشكال معقدة بدقة عالية، لا يمكن تصورها في سياق عملية التصنيع التقليدية. التكاملتطبيقات مبتكرةفيالتصنيع الرقميلقد غيرت الطريقة التي تتعامل بها الصناعات مع الإنتاج، من مكونات الطيران إلى الأجهزة الطبية.
مراكز تصنيع مطحنة الدوران
يمكن لهذه المعدات تنفيذعملية تحول وطحنفي آلة واحدة. إنهتطبيق مبتكرلأن هذه التقنية تعطي وقتاً أقل للتعامل مع الأجزاء وإعدادها. يمكن لهذه المعدات أن تقوم بالتصنيع على جزء من التعقيد العالي دون تغيير الآلة من الخام إلى النهائي. يمكن القول أن هذه التقنية دقيقة لأنه خلال هذه العملية، يتم الحفاظ على الجزء في موضع ثابت.
تصنيع عالي السرعة
ومن خلال تطبيق استخدام تكنولوجيا المغزل وكذلك أدوات القطع، يتم ذلكعملية التصنيع باستخدام الحاسب الآليلديه القدرة على إزالة المواد بشكل فعال. تعتبر عملية التصنيع مثالية لتصنيع القوالب والقالب بالإضافة إلى تصنيع الألومنيوم الفضائي نظرًا للسرعة والدقة التي توفرها العملية. تعتبر عملية التصنيع عملية مفيدة للغاية نظرًا لمزاياها.
تقنية التوأم الرقمي
الفكرة أو المفهوم المعروض هنا هو أنالتصنيع الرقميسيضمن أن محاكاة عملية التصنيع ستكون ممكنة قبل بدء عملية التصنيع نفسها. كل ما سبق سيضمن إبقاء التكاليف المرتبطة بعملية الإعداد عند الحد الأدنىبينما لن يكون هناك أي خسارة مادية على الإطلاق مع إبقاء الأخطاء عند الحد الأدنىكان من الممكن أن يحدث ذلك أثناء تصنيع المنتج.
التصنيع الهجين الإضافي والطرحي
من الممكن إنشاء كائن عن طريق الأداءعمليات الطباعة ثلاثية الأبعاد والتصنيع باستخدام الحاسب الآلي، وإنشاء كائن عن طريق التصنيع الإضافي مع ميزة إضافية لخصائص الشكل القريب من الشبكة، وأخيرًا تعديله عن طريق الأداءعمليات التصنيع باستخدام الحاسب الآلي. التطبيق مبتكرثبت أنه مفيد جدًا ومناسب لإنشاء أجزاء ذات تفاصيل داخلية، والتي يصعب إنتاجها من خلال التشغيل الآلي. ويصبح من الممكن الاستفادة من أفضل ما يقدمه كلا العالمين، أي التعقيد والدقة.
في الواقع، تجدر الإشارة هنا أيضًا إلى أن النقاط المذكورة أعلاه ليست سوى عدد قليل من بين عدد لا يحصى من الطرق التي يتم فيها إجراء تحسينات تقنية فيما يتعلقعمليات التصنيع باستخدام الحاسب الآليلقد حدثت بشكل مطرد، نسبة إلىالتصنيع الرقميوبالتالي، تمكنت الشركات المصنعة من تحقيق مستويات غير مسبوقة من الدقة والسرعة والتعقيد. وفي هذا الصدد، وبصرف النظر عن النقطة المذكورة أعلاه، لن يكون من الخطأ القول بأن تطورالتصنيع باستخدام الحاسب الآليستلعب دورًا محوريًا في تطوير التصنيع الرقمي، من بين أمور أخرى.
كيف يمكن لعمليات التصنيع عالية الدقة تلبية متطلبات الجودة الصارمة؟
عمليات التصنيع الدقيقةهي منطقة مهمة للغاية يجب مراعاتها من وجهة نظرمتطلبات الجودةأن الصناعة التحويلية لديها. المعالجة الدقيقة هي العملية المطبقة لإنشاء أجزاء عالية الجودة، والتي تمتلك سمات متميزة مثل الدقة.
- المعدات والتكنولوجيا المتقدمة: تعتمد الآلات الدقيقة الحديثة على أحدث آلات CNC ومراكز التصنيع متعددة المحاور وأنظمة EDM (تصنيع التفريغ الكهربائي).تعمل هذه التقنيات في بيئات خاضعة للرقابة مع تنظيم درجة الحرارة والرطوبة للحفاظ على دقة مستوى الميكرون طوال عملية الإنتاج، مما يضمن جودة متسقة عبر الدفعات.
- نظام مراقبة الجودة الشامل:الآلات الدقيقة الممتازة تحتاج إلىنظام مراقبة عالي الجودةباعتباره العمود الفقري لها. وهذا يعني فحص العمل في مراحل مختلفة من المعالجة بواسطة آلات قياس الإحداثيات، والمقارنات البصرية، وأجهزة اختبار خشونة السطح. يسمح نظام SPC بإبقاء معايير الإنتاج تحت السيطرة في جميع الأوقات مع التعديل الفوري للحفاظ علىمتطلبات الجودة.
- اختيار المواد وتحسين العملية:غالبًا ما يلعب اختيار المادة المناسبة وطريقة تصنيعها دورًا حيويًا في النتيجة النهائية للمنتج.أدوات التشغيل والسرعات والأعلاف واستخدام المبردأثناء التشغيل غالبًا ما يتم تحسينها لمنع التشوه الحراري.
- تطبيقات في الصناعات الحرجة:بعض التطبيقات التي تندرج تحتعمليات التصنيع باستخدام الحاسب الآلي الدقيقةتشمل تطبيقات هندسة الطيران والتطبيقات في مجال الأدوات الطبية وتطبيقات السيارات والتطبيقات في الصناعة الإلكترونية. بالنسبة للتطبيقات المذكورة أعلاه، والتي تشمل الشفرات المستخدمة في التوربينات، والأدوات الطبية، وأشباه الموصلات، تصبح التطبيقات صارمة للغاية بطبيعتها.
- التحسين المستمر وإصدار الشهادات:تتبع الشركات الكبرى الإجراءات المتعلقة بالتحسين المستمر، بالإضافة إلى حصولها على شهادة فيISO 9001 وAS9100.عمليات التصنيع الدقيقةيفي بالمتطلبات أو يتجاوزها فيما يتعلق بالمواصفات المتعلقة بالإجراءات المتعلقة بمعايرة المعدات وتدريب المشغلين والتحقق من صحة العملية.
عمليات التصنيع الدقيقةيشير إلى تكنولوجيا التصنيع عالية الدقة التي تنفذ عمليات التصنيع المختلفة مع التحكم عالي الدقة وتحديد المواقع والتحكم في الحركة. من خلال السيطرة الصارمة علىمتطلبات الجودةفي عملية التصنيع،دقة مستوى ميكرونيمكن ضمانها واستخدامها في تصنيع قطع الغيار للصناعات عالية التقنية مثل الطيران وأشباه الموصلات والسيارات.

الشكل 4: اختيار طريقة CNC عالية الدقة الأكثر فعالية من خلال تصنيع LS
LS لصناعة الطيران والفضاء: حل تصنيع متعدد العمليات لشفرات توربينات المحرك
في مجال الطيران حيث تكون الدقة والقوة وخفة الوزن مطلوبة في نفس الوقت،تصنيع إل إسقدمت أالمعالجة المتعددة العملياتالحلإلى أحد العملاء الذين يقومون بتصنيع شفرات المحرك الهوائي والتي حلت مشكلة تصنيع كبيرة.
تحدي العميل
كانت إحدى الشركات الرائدة في مجال صناعة الطيران تكافح من أجل إنتاج شفرات توربينية من السبائك ذات درجة حرارة عالية وفقًا لمتطلبات العملاء. تكان الحل الحالي عبارة عن حل عملية واحدة لا يمكنه تقديم دقة ملف تعريف معقدة وممتازةالانتهاء من السطح. ونتيجة لذلك، كان معدل تأهيل المنتج 85% فقط بسبب المشاكل المذكورة أعلاه، مما تسبب في ارتفاع تكاليف الإنتاج ومدة الإنتاج الطويلة.
حل التصنيع LS
لقد اقترحنا حلاً كاملاً على العميل لتحويل الشفرات للتخشين،طحن 5 محاورمن أجل تحديد ملامح دقيقة وتلميع للتشطيب.من خلال اقتراحنا، يستطيع العميل التحكم في المعلمات المثالية لكل عملية وبالتالي يمكنه تحقيق أفضل دقة للملف الشخصي وخشونة السطح ووقت المعالجة.
النتائج والقيمة
بعد استخدامنا للتصنيع المتكامل، تمت زيادة معدل تأهيل الأجزاء إلى99.2%وتم تقصير وقت المعالجة الإجمالي بواسطة30%. أدائنا المتميز لم يساعد عملائنا فقط على تقليل تكاليف المعالجة السنوية بأكثر من اللازم2 مليون يوانبل أدى أيضاً إلى تكوين شراكة استراتيجية بيننا.
أن يتمكن مورد مثل LS Manufacturing من العثور على تطبيق لعملية متعددة ومتطورة أداة آلة CNCلإنتاج مكون فضائي يصعب تصنيعه عندما يكون موجودًاآلة قديمة أقل من مثاليةإن الحلول التي كان من الممكن أن تنجح والتي كانت موجودة بالفعل توضح الكثير عن قدرتهم على دعم الابتكارات التي تؤدي إلى تحسين الجودة والإنتاجية وتوفير التكاليف.
ارفع مكونات الطيران لديك إلى المستوى التالي من خلال حلول عمليات التصنيع لدينا.

كيفية إنشاء نظام علمي لإدارة تكنولوجيا المعالجة الميكانيكية؟
ينبغي إنشاء نظام إدارة علمي لتكنولوجيا المعالجة الميكانيكية يتم فيهإدارة العمليةتم دمجها مع خصائص الآلات الدقيقة من أجل ضمان جودة المنتجات وكفاءة المعالجة.
إطار النظام الموحد
جيدنظام موحدالإطار أمر لا بد منه لإدارة عملية سلسة. ويتضمن وثائق العملية وتعليمات العمل وإجراءات التشغيل الموحدة. يجب أن يكون النظام شاملاً ويغطي جميع خطوات الجزء بدءًا من المواد الخام وحتى الفحص النهائي ويجب أن يشتمل على معايير جودة محددة جيدًا.
عمليات التصنيع الدقيقة
ومن المهم أن تكون متطورةعمليات التصنيع الدقيقةيتم اعتماده إذا أردنا تحقيق الدقة على مقياس ميكرون. وهو يتألف من اختيار الماكينة المناسبة، ومعلمات القطع المناسبة، والظروف البيئية المناسبة. وينبغي تصميم هذه العمليات لتسليممتطلبات الجودةولكن مع الحد الأدنى من الاختلافات والعيوب.
آلية التحسين المستمر
نظام لالتحسين المستمريجب أن يكون حاضرا في إدارة العملية الفعالة. وهذا يستلزم تحليل وحل المشكلات داخل العملية. ينبغي أن تمكن المنظمة من تحقيقدقة مستوى ميكرونوخفض التكاليف المتكبدة في الإنتاج.
تكامل مراقبة الجودة
هناك إجراءات مراقبة الجودة التي من شأنها ضمانمتطلبات الجودةيتم الوفاء بها. ويمكن القيام بذلك من خلال التحكم في العمليات الإحصائية، والمعايرة، ومعايير القبول. يجب أن يكون هناك نظام مراقبة فيعمليات التصنيع الدقيقةوالتي ستكون قادرة على تحديد أي اختلاف عن العملية القياسية.
قياس الأداء وتحسينه
من خلال تطوير مؤشرات الأداء الرئيسية لإدارة العمليةمؤشرات الأداء الرئيسية للإدارة، يمكن أن يكون هناك تقييم موضوعي فيما يتعلق بكفاءة النظام. العوامل التي يجب تحديدها في مؤشرات الأداء الرئيسية للإدارة هي وقت الدورة، وإنتاجية التمريرة الأولى، واستخدام المعدات، والتكلفة لكل جزء.
ميكانيكية علميةنظام إدارة عملية التصنيعيجمعنظام موحدالأطر مع المتقدمةعمليات التصنيع الدقيقةلتحقيق متسقةدقة مستوى ميكرون. عن طريق التضمينالتحسين المستمرمبادئ وصارمةمتطلبات الجودةفي جميع أنحاء المنظمة، يمكن للمصنعين تعزيز الكفاءة التشغيلية، وتقليل التباين، والحفاظ على الميزة التنافسية في السوق.
الأسئلة الشائعة
١ بأي طريقة تختلف المواد المناسبة عن غيرها؟
في نظامنا المقترح، سنوصي بالعملية الأكثر ملاءمة بناءً على المادة. إذا كانت المادة عبارة عن مادة ألومنيوم، فإننا نوصي بالسرعة العاليةعملية الطحن. إذا كانت المادة هي مادة الفولاذ المقاوم للصدأ، فإننا نوصي بعملية تشغيل المطحنة.
2. ما هي العملية الاقتصادية والفعالة عندما تكون الكمية صغيرة؟
يجب أن نقدم عملية مرنة. من خلال تقاسم الموارد، يمكننا تقليل النفقات لكمية أصغر من خلال20-30%.
3. ما هي الطرق التي يمكن بها التحقق من الجدوى الفنية والاقتصاد في العملية الجديدة؟
وبناء على ذلك، سوف نقوم بإجراء اختبار العملية وتحليل التكلفة لهذا الغرض. يجب علينا التحقق من خلال العينات من أن حل العملية الخاص بنا فعال بالفعل وفعال من حيث التكلفة. إذا كنت بحاجة إلى تقييم تفصيلي لتكلفة مشروعك، فيمكنك الحصول علىاقتباس فوري عبر الإنترنتالآن للتحقق من اقتصاد التصميم الخاص بك.
4. هل لديك مجموعات عمليات خاصة للأجزاء التي يصعب تصنيعها؟
سيكون هناك أعمال تصميم على برامج تجميع العمليات المختلفة بناءً على السمات الهيكلية للأجزاء، بالإضافة إلى محاكاة العملية للتأكد من أن الأجزاء المصممة ذات جودة عالية.
5. كيفية منع مخاطر الجودة المتعلقة بالتغيرات في العمليات؟
نحن نتبع عملية صارمة للغاية للتحكم في التغيير. بعد اختبار التحقق، يمكننا التأكد من أن العملية المتغيرة هي تحت السيطرة فيما يتعلق بالجودة.
6. هل يمكنك توفير التدريب على عملية التصنيع والمساعدة في التحسين؟
تجدر الإشارة إلى أن لدينا نظام تدريب كامل للعمليات وتحسين العمليات ويمكننا مساعدة الشركة في تحسين تكنولوجيا العمليات.
7. كيف ينبغي أن يتأثر التوازن في دقة التصنيع والنفقات؟
يتم الوصول إلى النقطة المثالية بين الاثنين، من حيث فعالية التكلفة لكل من المعالجة الزائدة ونقص الدقة، من خلال تطبيق عملية تحليل هندسة القيمة.
8. ما هي الاعتبارات الأساسية لتغييرات العملية؟
تقديمخدمات نهاية إلى نهايةلتغييرات العملية، بما في ذلك اختيار المعدات وتدريب الموظفين، من بين أمور أخرى. وهذا من شأنه ضمان التنفيذ السلس لتغييرات العملية.
ملخص
يمكن تحقيق إنتاج عالي الجودة من خلال الاختيار العلمي وإدارة العمليات.بفضل الخبرة والمعرفة التقنية بالصناعة ومعرفة الموردين، توفر LS Manufacturing لعملائها حلول العمليات التي يمكن استخدامها لتعزيز عمليات التصنيع الخاصة بهم وتنمية أعمالهم.
تواصل مع خبراء العمليات في LS Manufacturing اليوم لتجربة كيف يمكن أن يعمل تقييم حلول العمليات المجانية لدينا لصالحك. في LS Manufacturing، ما نعد به هو أنه يمكننا توفيره لكحل التصنيع باستخدام الحاسب الآلي المهنيةالمساعدة التي ستضمن حصولك على عملية ناجحة.
احصل الآن على تقييم مجاني لحلول العمليات لتحسين عملية الإنتاج لديك والاستمتاع بتوفير يصل إلى 30% في التكاليف وتحسين توافق العمليات بنسبة 25%!
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني:https://lsrpf.com/
إخلاء المسؤولية
محتويات هذه الصفحة هي لأغراض إعلامية فقط.خدمات التصنيع LSلا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري.تتطلب أجزاءالاقتباس تحديد المتطلبات المحددة لهذه الأقسام.يرجى الاتصال بنا للحصول على مزيد من المعلومات.
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على التصنيع باستخدام الحاسب الآلي عالي الدقة،تصنيع الصفائح المعدنية,الطباعة ثلاثية الأبعاد,صب الحقن.ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا:www.lsrpf.com.


