Os serviços de fresagem CNC são a base para a usinagem de precisão de furos escareados e rebaixados , mas os engenheiros frequentemente têm dificuldades na seleção. Problemas comuns, como protrusão da rosca, interferência na montagem e concentração de tensão, surgem de escolhas inadequadas, comprometendo diretamente a qualidade do produto e a eficiência da fabricação.
Abordamos essa questão central estabelecendo uma estrutura de seleção sistemática. Com base em 15 anos de experiência da LS Manufacturing, fornecemos parâmetros técnicos claros e estudos de caso para equilibrar funcionalidade, viabilidade de fabricação e custo, visando uma redução de custos de 30% e um aumento de produtividade de 40% .
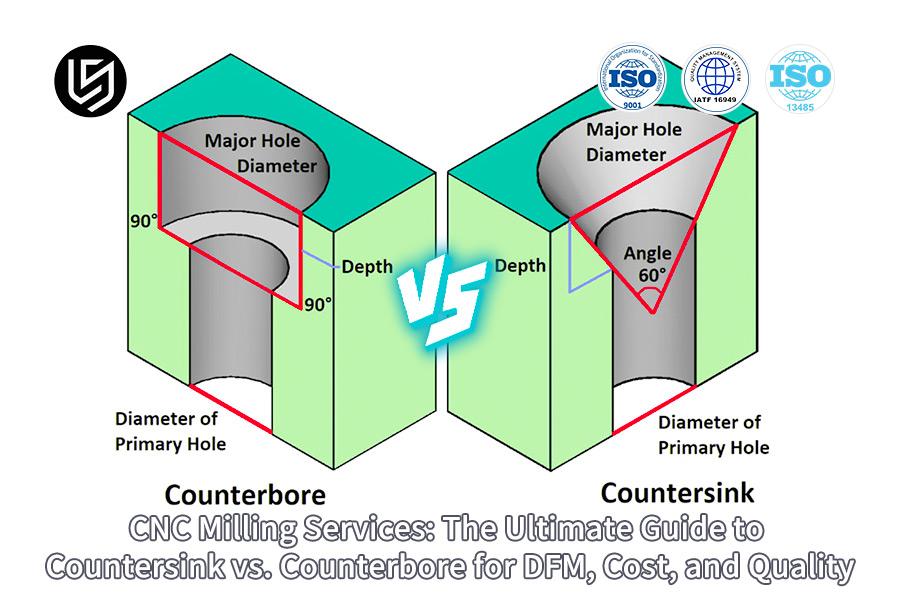
Fresagem CNC: Escareamento vs. Rebaixamento - Guia Definitivo de DFM e Custo
| Recurso/Consideração | Escareador | Rebaixo |
| Função principal | Forma um encaixe cônico para parafusos de cabeça chata, proporcionando um acabamento nivelado . | Cria um orifício cilíndrico de fundo plano para que as tampas de cabeça sextavada se encaixem abaixo da superfície. |
| Ferramentas | Broca escareadora de ponto único, sensível à dureza do material e da máquina. | Utiliza uma fresa de topo , oferecendo maior estabilidade e melhor desempenho em materiais mais duros. |
| DFM e Facilidade de Usinagem | Propenso a vibrações; requer controle preciso da profundidade para evitar que o parafuso fique saliente ou rebaixado. | O processo é bastante estável; a profundidade é fácil de controlar. |
| Implicações de custo | Menor custo de ferramental , com a possibilidade de desperdício devido a erros. | Maior custo de ferramentas, usinagem mais rápida, mais precisa e sem defeitos. |
| Resistência da peça | Mais material é removido da superfície durante a fresagem, o que pode resultar em um ponto mais frágil. | Menos material é removido próximo à superfície; geralmente, isso é melhor para a resistência da peça. |
| Estética e limpeza | Proporciona uma aparência lisa e uniforme, adequada para áreas visíveis. | Cria uma pequena reentrância ; tende a acumular sujeira, mas a cabeça do parafuso fica coberta. |
| Melhores aplicativos | Utilizado em áreas onde uma superfície lisa, aerodinâmica ou sem rebarbas é absolutamente essencial. | Ideal para áreas onde condições de alta tensão exigem juntas mais resistentes e montagens menos complexas. |
| Dica essencial de DFM | Especifique o ângulo da cabeça do parafuso e o diâmetro maior; controle a profundidade com precisão. | Especifique o diâmetro do parafuso, o diâmetro da cabeça e a profundidade; permite uma tolerância ampla na profundidade. |
Ajudamos você a resolver desafios críticos de DFM (Design for Manufacturing) selecionando o tipo de furo ideal — escareado para acabamentos nivelados ou rebaixo para maior resistência e confiabilidade. Nossa expertise garante que seu projeto seja otimizado para a fabricação, minimizando custos e riscos de qualidade, além de acelerar o lançamento do seu produto no mercado.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Estas são dicas desenvolvidas ao longo de muitos anos de experiência da nossa empresa, a LS Manufacturing , com mais de 15 anos de atuação no enfrentamento dos desafios da fabricação de mais de 50.000 peças personalizadas usinadas por CNC . Essas dicas foram desenvolvidas para os setores aeroespacial, médico, automotivo e outras indústrias que simplesmente não podem se dar ao luxo de falhar.
Nossas recomendações para a fabricação aditiva (DFM) e otimização de custos são baseadas em normas reconhecidas e fundamentadas na aplicação prática. Especificamente, contamos com consultoria especializada em dados de materiais do NIST para selecionar as variáveis apropriadas e os princípios relevantes para a manufatura aditiva (MA) em contextos de manufatura híbrida. Isso garante que nossas recomendações referentes a escareadores e rebaixos considerem os conceitos de precisão, desempenho e custo-benefício, com base em normas reconhecidas.
O conhecimento é um recurso valioso que todos utilizamos no nosso dia a dia. Aprender a otimizar o percurso da ferramenta em peças de alumínio ou a evitar vibrações em peças de aço inoxidável exigiu milhares de horas de pesquisa e desenvolvimento. Este guia será seu guia para que você evite erros comuns e obtenha a melhor qualidade em suas peças usinadas, com o suporte de uma década de experiência e resultados certificados.

Figura 1: Uma fresadora CNC cria um rebaixo em um furo metálico preciso, fabricado pela LS Manufacturing.
Quais são as diferenças entre furos escareados e furos alargados em termos de projeto e aplicação?
A seleção do furo em fixadores leva em consideração o tipo de furo a ser feito. Este artigo apresenta as diferenças técnicas entre escareadores e rebaixos em relação aos detalhes mecânicos que auxiliam no projeto de fixadores para a fabricação.
| Característica/Aspecto | Escareador | Escareador |
| Geometria Primária | Assento cônico (normalmente 82°/90° ). | Recesso cilíndrico com fundo plano. |
| Controle de profundidade | Espessura da cabeça do parafuso x 75-85%. | Espessura da cabeça do parafuso + 0,1-0,3 mm. |
| Desempenho de cisalhamento | Menor concentração de estresse (aproximadamente 15% melhor). | Maior tensão localizada na borda do furo. |
| Desempenho de tração | Área de apoio reduzida sob tração direta. | Resistência superior (aproximadamente 8% mais forte). |
| Aplicação ideal | Ambientes com alta vibração; superfície nivelada necessária. | Montagens com espaço limitado; requer alta força de aperto. |
A escolha entre escarear e rebaixar é ditada pelo tipo de carga, não por convenção. Por exemplo, constatou-se que os escareadores são considerados mecanicamente superiores em cargas de cisalhamento e vibração , em vez de serem otimizados por cargas de tração ou disponibilidade de espaço. Com isso em mente, a execução correta, realizada por serviços profissionais de fresagem CNC, deve levar em consideração a integridade dimensional, que é considerada a base sobre a qual qualquer desempenho alcançado será fundamentado.

Como os serviços de fresagem CNC garantem a precisão e a qualidade dos furos escareados?
Para um encaixe e carregamento ideais da cabeça do parafuso, as dimensões geométricas do escareador devem ser extremamente precisas. Por esse motivo, qualquer desvio nos ângulos ou superfícies pode afetar toda a montagem. A seguir, este documento descreve nossa abordagem para superar os principais desafios na usinagem de escareadores de precisão :
Projeto de processo rígido para eliminar a deflexão da ferramenta
A principal limitação para a precisão dos ângulos é a flexão da ferramenta de corte durante o processo. Para contornar esse problema, utilizamos porta-ferramentas HSK de alta rigidez nas linhas de escareadores de metal duro com canais curtos da Walter, que possuem qualidade comprovada. Em um produto aeroespacial de alumínio fabricado recentemente por nós, graças a esse método e a um valor conservador para a profundidade de corte, foi possível atingir uma tolerância angular de apenas ±0,25° , enquanto o valor normal é de ±0,5° , devido à influência direta na carga aplicada ao fixador.
Metrologia integrada em processo para validação em tempo real
A inspeção pós-processamento chega tarde demais para detectar um erro. Oferecemos um sistema de sondas de contato totalmente integradas ao processo de usinagem. O furo piloto é fresado por uma fresa de acabamento e, em seguida, inspecionado por uma sonda para verificar dimensões e posição. A segunda inspeção, realizada por uma sonda de refocalização cônica, ocorre após a conclusão do processo de escareamento, e as concentricidades do ângulo do cone são definidas por algoritmos. O sistema de circuito fechado dos nossos serviços de fresamento CNC elimina erros ajustando a tolerância de profundidade de forma totalmente automatizada, com perpendicularidade do cone ao eixo dentro de ±0,03 mm .
Estratégia de trajetória de ferramenta otimizada para acabamento de superfície superior
Uma superfície cônica lisa é crucial para garantir uma superfície lisa para fins de contato. No entanto, dada a natureza do processo de usinagem, que ocorreu com alta velocidade do fuso combinada com baixas taxas de avanço, conseguimos manter a rugosidade superficial em Ra ≤ 1,2 µm . O movimento da ferramenta de corte é executado em um movimento helicoidal suave no material, sem marcas de parada ou vibrações que criariam picos na superfície.
Gestão da estabilidade ambiental e térmica
A temperatura teria um impacto no crescimento dos componentes, afetando, consequentemente, suas dimensões. De fato, todo o nosso processo de fresagem de precisão é realizado em um ambiente com temperatura controlada, em uma sala com temperatura de 20°C ± 1°C . Além disso, o fato de trabalharmos com aço implica em um tratamento térmico prévio à usinagem, que é a base do nosso processo de escareamento e rebaixo econômico .
Ao fazer isso, a precisão passa de ser orientada ao alvo para ser controlada pela saída. No que diz respeito à usinagem de escareamento de precisão , garantimos a usinagem correta do escareamento por meio de rigidez projetada, verificação geométrica durante o processamento em tempo real, cinética de usinagem final otimizada e controle do ambiente de usinagem. Esse controle de ponta a ponta sobre o processo de serviços de fresamento CNC proporciona juntas confiáveis e de alta resistência, tornando o escareamento e o rebaixo com custo-benefício uma realidade repetível para montagens de missão crítica.
Como escolher entre designs de furos escareados e furos rebaixados com base em requisitos funcionais?
A escolha entre escareador e rebaixo no projeto de uma máquina de precisão representa um desafio evidente em relação aos aspectos de desempenho do projeto e do processamento. Neste relatório, a abordagem do processo de tomada de decisão, fundamentada em requisitos funcionais e dados CAE, é relevante para fornecer ao projetista um método sistemático para aprimorar o projeto de aplicações de alto custo.
| Requisito Funcional | Design recomendado | Parâmetro chave | Análise quantitativa de desempenho (CAE) |
| Alta demanda estética | Furo escareado | ângulo do cone de 90° | Alumínio: carga máxima 12% maior em comparação com rebaixo. |
| Cenário com espaço limitado | Furo de rebaixo | Profundidade: cabeça do parafuso +0,2 mm | Aço: vida útil à fadiga 20% maior em comparação com escareado. |
| Condição de carga pesada | Escareador combinado + rebaixo | Design integrado | Otimizado para alta tensão e montagem. |
Em relação à implementação direta, o foco deve estar no projeto funcional, em vez da seleção de escareadores com base no acabamento nivelado, em aplicações de furos escareados e no uso de cargas pesadas com base em projetos combinados. Cada decisão tomada deve depender dos materiais, ou seja, de dados específicos, como 12% para o alumínio. O DFM (Design for Manufacturing) para o processo de escareamento e rebaixo , baseado nos resultados do processo analítico utilizando as funcionalidades do software CAE (Clinical Engineering), propõe uma solução de projeto definitiva, esperada em um campo de engenharia competitivo.
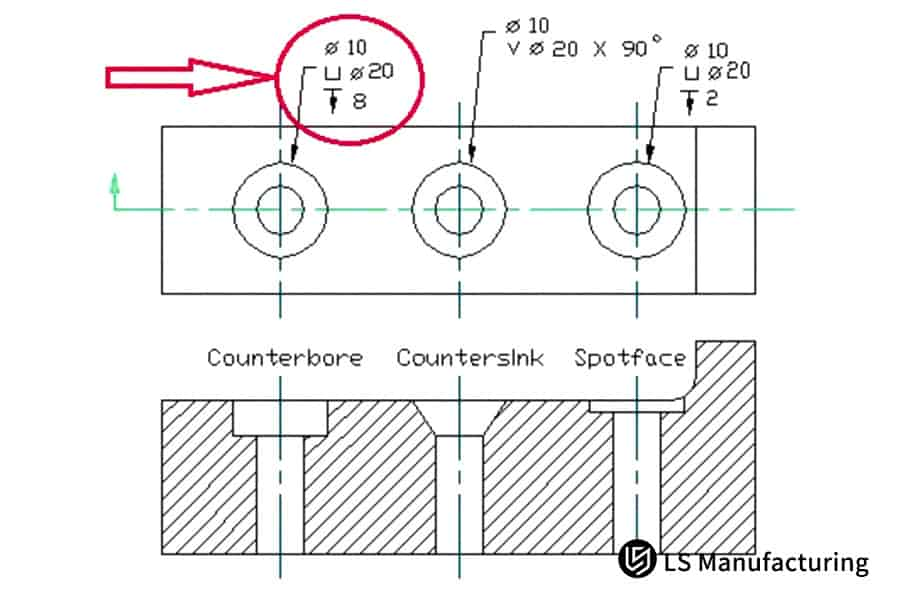
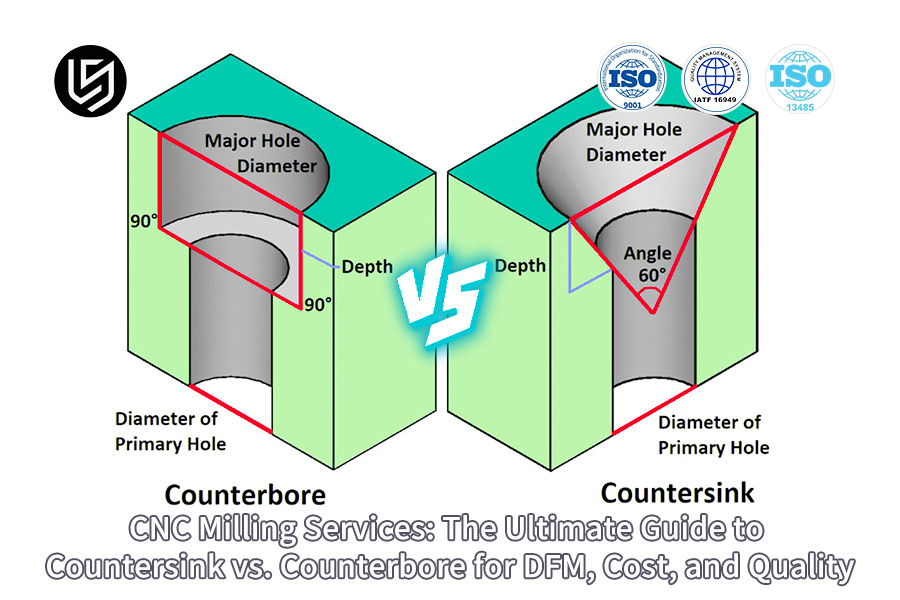
Figura 2: Selecionando entre furos escareados ou rebaixados em fresamento CNC pela LS Manufacturing
Quais são os principais parâmetros que exigem atenção especial no projeto de furos escareados?
O dimensionamento de um furo escareado é crucial para o encaixe, a resistência e a montagem dos fixadores. Dimensões incorretas levam à concentração de tensões, áreas de contato e falhas dos componentes. Na LS Manufacturing, desenvolvemos critérios experimentais e comprovados para solucionar esses problemas, garantindo que a visão do projetista seja concretizada em uma fabricação impecável com:
Projeto de Precisão e Controle Dimensional
- Para solucionar o problema da interface, é necessário identificar a profundidade ideal do rebaixo . De acordo com os dados, no caso de cabeças de parafuso de 82° , a profundidade ideal do rebaixo deve ser de 80% da espessura para reduzir a concentração de tensão.
- Além disso, a identificação do valor correto do ângulo de inclinação dos parafusos também depende do tipo de parafuso utilizado, como 82°, 90°, 100°, entre outros .
- Uma característica específica deste projeto de furo escareado garante que o furo não se solte excessivamente em breve, o que também é importante para a distribuição da carga de aperto.
Integridade das ferramentas para uma geometria consistente
- A substituição imediata da ferramenta é necessária se o nível de desgaste for superior a 0,1 mm, a fim de compensar o desvio do ângulo.
- Uma ferramenta defeituosa significa que o ângulo formado não estará correto, o que, por sua vez, indica que a cabeça do fixador está abaixo da superfície.
- Nossos protocolos de usinagem de escareamento de precisão garantem que cada detalhe corresponda à especificação geométrica do desenho, eliminando retrabalho devido ao encaixe inadequado dos fixadores.
Parâmetros de usinagem específicos do material
- Fornecemos valores otimizados para os parâmetros de corte: 3000 rpm e 200 mm/min para alumínio e 800 rpm e 80 mm/min para aço . Os valores escolhidos para os parâmetros de corte são resultado da otimização das constantes do material após rigorosos testes dessas constantes.
- Isso resulta em um corte suave e sem rebarbas, com um excelente acabamento para garantir o encaixe adequado do fixador e, portanto, sua resistência final.
- A integração desse conhecimento em nossos serviços de fresagem CNC proporciona resultados previsíveis e de alta qualidade em diversos materiais e lotes de produção, garantindo a repetibilidade.
Esta diretriz incorpora nossa abordagem empírica para aprimorar um parâmetro de usinagem significativo em um componente crítico para a confiabilidade, afirma um concorrente da empresa. Um ponto forte significativo da nossa empresa é a nossa rigidez no uso de dados para controlar nossas ferramentas e variáveis de processo, diz a empresa. Eles alegam ter resolvido o problema de envolver e transferir efetivamente as forças no fixador para o componente produzido.
Em quais cenários de aplicação os furos escareados oferecem vantagens insubstituíveis?
A aplicação de furos de rebaixo é de suma importância quando se exige precisão no que diz respeito à folga entre componentes, juntas aparafusadas robustas e processos de montagem eficientes em sistemas automatizados. Isso é alcançado adotando-se o seguinte método para superar as limitações de espaço, tensões e velocidade no processo de montagem:
Gerenciando Restrições de Espaço em Eletrônica
Na montagem de placas de circuito impresso (PCBs) e módulos compactos, a função mais importante do rebaixo é garantir a folga para a cabeça do parafuso. Essa folga deve ser especificada em 0,3 mm acima da altura da cabeça do parafuso ( 2,5 mm ). Isso visa evitar possíveis tensões e curtos-circuitos. Essa é a razão para a necessidade de serviços de fresagem CNC de alta precisão.
Garantindo a precisão em setores exigentes
Em montagens que envolvem aplicações aeroespaciais ou de alto desempenho, a precisão geométrica torna-se imprescindível. Para isso, é necessário controlar o diâmetro do rebaixo dentro de uma tolerância H7 , mantendo a perpendicularidade em 0,05 mm . Isso proporciona o alinhamento ideal do fixador, evitando forças de cisalhamento indesejadas.
Otimização para cargas estruturais pesadas
Na estrutura da máquina e nos elementos estruturais, o projeto dos rebaixos visa resistir a elevadas forças de tração e cisalhamento. Devem ser dimensionados com 1,2 vezes a espessura da cabeça do parafuso e apresentar um rebaixo de 0,1 mm no fundo. Isso é essencial para evitar que a cabeça do parafuso atinja o fundo do rebaixo e é um fator importante para prevenir perdas de pré-carga.
Esta análise comprova a aplicabilidade de furos escareados como a melhor abordagem para solucionar problemas relacionados à localização e precisão, além do peso. Nesse caso, considerando folgas específicas, tolerâncias rigorosas e características de alívio planejadas, a confiabilidade e a eficiência são alcançadas no projeto. Neste processo passo a passo, são apresentadas abordagens úteis para que o engenheiro projete uma solução de furo escareado com boa relação custo-benefício, aproveitando as técnicas de usinagem de precisão.
Como a otimização DFM pode reduzir os custos de usinagem de furos escareados/rebaixos?
O DFM (Design for Manufacturing) para detalhes de rebaixos e furos escareados visa, portanto, garantir a minimização dos custos de produção sem a menor perda de funcionalidade no item produzido. A LS Manufacturing lidera esses aspectos por meio da adoção de soluções de projeto, ferramentas e processos que geram economia nos custos de produção. A chave para nossa estratégia de DFM reside na implementação bem-sucedida de:
Otimização estratégica de projeto e tolerância
- A função de montagem é levada em consideração e consultada em relação às variações nos valores de tolerância, dependendo de sua criticidade. Em ajustes não críticos, nossa proposta é flexibilizar as especificações de ±0,1 mm para ±0,15 mm .
- A tecnologia permite a aplicação de processos e ferramentas genéricos, bem como a redução do tempo de inspeção e da taxa de refugo.
- Nossos ciclos de revisão de DFM (Design for Manufacturing) para escareamento e rebaixo garantem a viabilidade de fabricação das características nessas operações desde o início.
Ferramentas Avançadas e Estratégia de Processos
- Otimizamos nosso processo utilizando ferramentas combinadas para reduzir o tempo de processamento, realizando mais de uma característica em uma única passagem.
- Possui um algoritmo proprietário de trajetória de ferramentas que minimiza o deslocamento aéreo fora da área de corte em até 40% em comparação com sistemas similares no mercado.
- Essa técnica de escareamento com rebaixo, que apresenta uma boa relação custo-benefício, ajuda a aproveitar ao máximo o fuso e reduz o tempo de usinagem.
Otimização de parâmetros e gestão do ciclo de vida
- Para monitorar a vida útil da ferramenta, será utilizado um sistema de monitoramento que otimiza a taxa de avanço e a velocidade de usinagem, de forma a aumentar a vida útil da ferramenta para um máximo de 10.000 furos por ferramenta.
- Neste caso, os fatores foram otimizados para a produção em massa. Portanto, eles devem levar a um resultado inequivocamente positivo, pois os custos de ferramental para cada peça produzida diminuiriam.
- Essa estratégia baseada em dados é efetivamente praticada em nossos próprios serviços de fresagem CNC , o que resulta em custos unitários mais baixos com uma previsibilidade que beneficia nossos clientes.
Neste relatório, discutiremos nossa metodologia e processo de engenharia para redução de custos. Nos concentraremos nos projetos, ferramentas e processos que implementamos e que, em conjunto, visam o menor custo total de propriedade possível. O diferencial que nos destaca da concorrência começa com a compreensão da entrega de soluções DFM (Design for Manufacturing and Manufacturing).
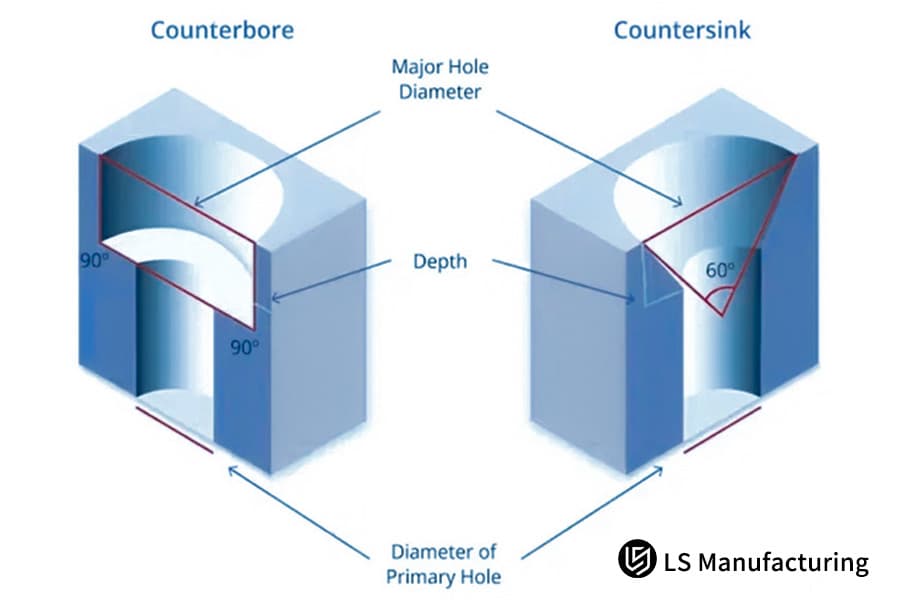
Figura 3: Comparação das dimensões de rebaixo e escareamento na usinagem CNC pela LS Manufacturing
Quais são as medidas de segurança especiais necessárias no processo de usinagem de furos escareados de alta qualidade?
Não se consegue um certo grau de qualidade no escareamento se o processo for realizado da mesma forma que a usinagem convencional, sendo necessário focar não apenas no processo convencional, mas também no controle geométrico. Por fim, este documento conclui sua revisão sobre o controle de processos para usinagem de escareamento de precisão da seguinte forma:
Usinagem avançada e controle em processo
Torna-se crucial utilizar serviços de fresagem CNC de 5 eixos que implementem o controle do ponto central da ferramenta. O objetivo é garantir que a ferramenta esteja perfeitamente posicionada verticalmente em relação à peça usinada. A adoção da medição em processo auxilia na verificação imediata da profundidade, com compensação realizada sem qualquer variação de orientação superior a 0,3 graus.
Otimização de parâmetros específicos do material
Os parâmetros do processo dependem do material; portanto, não podem ser generalizados. Por exemplo, na usinagem de materiais de alumínio, utiliza-se uma combinação de alta velocidade com baixo calor, consistindo em uma velocidade de corte de 3000+ RPM , além de remover material com um corte limpo, e na usinagem de materiais de aço inoxidável, pode-se combinar baixa velocidade com altos valores de taxas de avanço, além de evitar o endurecimento por trabalho e fabricar um material com acabamento superficial sub-Ra de 0,8 µm .
Processo validado para aplicações críticas
A seleção entre as características, baseada em diretrizes sobre como escolher entre escareamento e rebaixo , é validada por meio desse processo de usinagem controlado. Isso garante que, para um determinado conjunto de características de projeto do furo, um determinado conjunto de geometrias, seja um requisito geométrico da superfície aerodinâmica nivelada ou um requisito geométrico do rebaixo, será atendido.
Esta metodologia estabelece protocolos especializados para o processo de usinagem de escareamento de precisão . Tais protocolos abrangem as questões mais complexas relacionadas à precisão angular, precisão superficial e reprodutibilidade, através da introdução de máquinas de última geração , em relação ao material , entre outros aspectos, atendendo especificamente aos requisitos técnicos necessários para engenheiros, fabricantes e especialistas nos setores relevantes, onde a importância dos fixadores é inegável.
Como avaliar as capacidades de um fornecedor de fresadoras CNC em escareamento/alargamento de furos?
A avaliação de um fornecedor adequado para executar o trabalho de escareamento e alargamento de furos deve levar em consideração certos requisitos de habilidade, além dos requisitos de habilidade em usinagem. Este documento pode auxiliar no planejamento de um método sistemático de avaliação dos atributos, critérios ou processos necessários para que um fornecedor execute adequadamente a usinagem de escareamento de precisão com alto nível de aplicação.
Sistema de Gestão da Qualidade Validado
Análise das avaliações realizadas em relação ao sistema formal de qualidade do fornecedor. Possuir um sistema formal de qualidade, com certificação ISO 9001 , é obrigatório, pois serve como estrutura essencial para o estabelecimento de procedimentos, processos e ações corretivas em serviços de fresagem CNC de alto volume.
Metrologia Avançada e Validação do Primeiro Artigo
Investigue a possibilidade de inspeção interna. O fornecedor utilizará máquinas de medição por coordenadas com precisão mínima de ±0,002 mm , além de perfilômetros de superfície. Solicite uma ficha de resultados da inspeção da primeira peça para garantir que as peças atendam aos requisitos de dimensões, ângulos e acabamento superficial .
Especificações Quantificadas de Desempenho do Processo
A capacidade do processo, especificada e verificável, deve ser solicitada e verificada. Em aplicações de furos escareados e na função de rebaixo, alguns dos itens importantes podem incluir: tolerância angular de ±0,5° , profundidade de medição de 0,03 mm e acabamento superficial com valor Ra de 1,6 µm ou inferior.
Esta metodologia de avaliação de fornecedores utiliza sistemas auditáveis, metrologia e dados de desempenho mensuráveis para fornecer uma análise completamente objetiva dos serviços de fresagem CNC de um fornecedor em relação a características críticas. Isso, por sua vez, oferece aos engenheiros uma estratégia de remediação imediata e ativa para mitigar o risco e garantir a aquisição de peças de acordo com as especificações exatas.
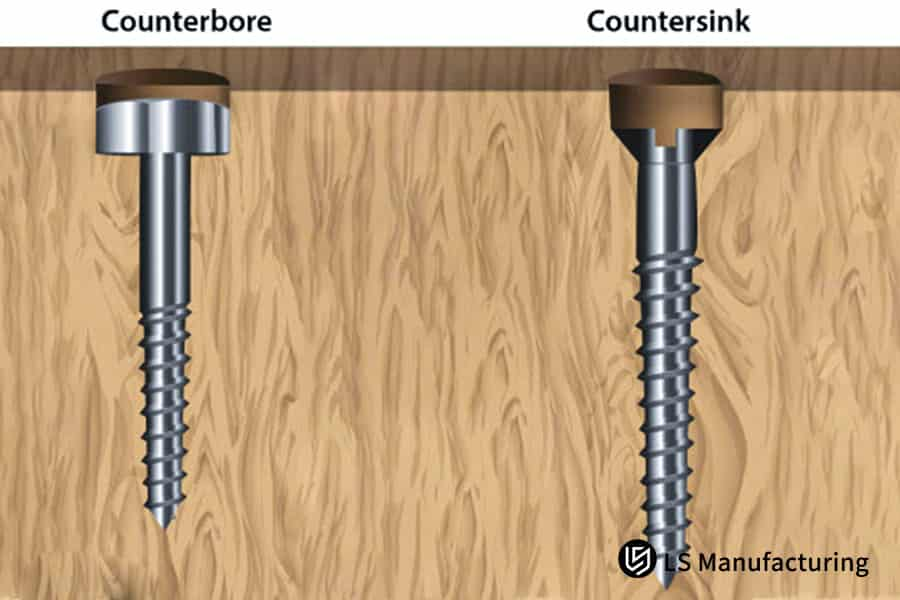
Figura 4: Guia DFM comparando furos escareados e rebaixados para CNC da LS Manufacturing
LS Manufacturing: Usinagem de furos escareados para componentes de asas
Desafio do Cliente
Em uma empresa aeroespacial, surgiu um problema de ineficiência e qualidade relacionado à produção de 128 furos escareados de Φ10mm em uma longarina de asa de titânio. A etapa de usinagem convencional requer 4 horas por unidade, com um erro de 1,2° , resultando em uma folga de 0,3mm entre a longarina de titânio e o revestimento de compósito.
Solução de fabricação LS
Foi utilizado um centro de usinagem CNC de 5 eixos com compensação de trajetória da ferramenta em tempo real. Ferramenta de metal duro com revestimento PVD de alta precisão, parâmetros otimizados de 1200 rpm e 100 mm/min . A medição em tempo real da profundidade de usinagem permitiu identificar a causa raiz do erro angular durante a usinagem de escareamento de alta precisão, visando a precisão da montagem.
Resultados e Valor
Consequentemente, o tempo de ciclo por peça diminuiu para 1,5 horas e, finalmente, o desvio do furo pelos ângulos foi mantido em um nível de ±0,3° , a profundidade em ±0,02 mm , bem como a folga de montagem em ≤0,1 mm ; portanto, o rendimento na primeira passagem aumentou para 99,8% , resultando em uma economia média anual de 1,2 milhão de RMB para o tempo crítico de montagem por cliente.
Este projeto específico da LS Manufacturing demonstra sua expertise no ambiente altamente complexo de furos escareados , bem como nas operações geométricas relacionadas a este exemplo. Podemos combinar conhecimento inovador de processos com uma sólida disciplina de metrologia para proporcionar melhorias mensuráveis em precisão, produtividade ou custo para problemas especializados de fabricação aeroespacial.
Deseja melhorar a eficiência do rebaixamento de componentes de liga de titânio? Obtenha soluções de usinagem especializadas para otimizar a precisão de suas peças estruturais aeroespaciais.

Análise das tendências futuras nos processos de escareamento e alargamento de furos
A precisão e a eficiência na usinagem de furos escareados e rebaixados têm sido um desafio por muito tempo, especialmente em relação à qualidade e à capacidade de produção em massa em altas taxas. A LS Manufacturing combina o poder dos controles de processo inteligentes com as técnicas de usinagem mais avançadas, como a redução do tempo de ciclo , por meio de nossa tecnologia que utiliza:
Otimização adaptativa de parâmetros de usinagem
- Nosso sistema utiliza dados de sensores em tempo real — vibração, emissão acústica e força — para variar as taxas de avanço e as velocidades do fuso.
- Este algoritmo de feedback em circuito fechado auxilia na compensação de propriedades irregulares do material, evitando a sobrecarga da máquina e proporcionando um acabamento superficial uniforme durante o alargamento e o chanframento.
- Trata-se de um controle adaptativo para superar a formação imprevisível de cavacos e o acúmulo de calor , que são as principais causas de imprecisões dimensionais.
Monitoramento e prognóstico inteligentes da condição da ferramenta
- Neste projeto, uma abordagem de fusão multissensorial , que também inclui sinais de consumo de energia e vibração, pode ser usada para a estimativa do desgaste da ferramenta.
- Uma curva de desgaste é determinada para diferentes tipos de ferramentas, e a previsão do fim da vida útil, culminando em um ponto de falha catastrófica, pode ser calculada com exatidão.
- Isso resolverá o problema das ferramentas que falham ou dos furos que não são bons devido aos problemas com os movimentadores e melhorará o sistema para uma substituição das ferramentas baseada em condições .
Desenvolvimento de processos integrados de usinagem composta
- Visando evitar erros no manuseio e posicionamento , também estamos inovando na estratégia de trajetória otimizada para operações de escareamento e alargamento de rebaixos .
- Isso requer ferramentas personalizadas, ferramentas de barra de ligação, projeto, bem como controle simultâneo de múltiplos eixos, para realizar os dois golpes no fuso em uma única operação, reduzindo significativamente o tempo sem corte.
- A principal façanha técnica alcançada é a capacidade de manter uma concentricidade de alta qualidade entre o rebaixo e o escareador, mesmo lidando com diferentes ângulos e forças de corte em uma única operação.
Este resumo apresenta os detalhes técnicos referentes à integração de sensores, algoritmos e inovação em engenharia de trajetórias de ferramentas que fundamentam nossas soluções avançadas de usinagem. Aborda as especificidades da aplicação, em particular nossas soluções de controle, bem como as soluções de inovação de processo, considerando a complexidade do problema de produção. Destaca também o diferencial e a singularidade das capacidades da nossa empresa, diretamente relacionadas ao nível de nossa expertise em engenharia.
Perguntas frequentes
1. Qual é a principal diferença entre um furo escareado e um rebaixo?
O furo escareado tem formato cônico, o que proporciona uma superfície plana para apoiar a cabeça do parafuso. Já o furo de rebaixo tem formato cilíndrico, o que proporciona espaço para encaixar a cabeça do parafuso. Há, portanto, uma distinção em suas funções.
2. Como escolher o ângulo padrão para um furo escareado?
Dependendo do ângulo da cabeça do parafuso: 82° para a maioria dos parafusos métricos, 90° para a maioria dos parafusos imperiais e conforme especificado em outros casos.
3. Como evitar rebarbas ao usinar furos escareados?
Utilize ferramentas de corte de alta precisão, parâmetros de corte ideais e furação intermitente. A LS Manufacturing garante que a altura da rebarba permaneça dentro de 0,02 mm .
4. Quais são as considerações para o projeto da profundidade de um rebaixo?
Profundidade = espessura da cabeça do parafuso + folga de 0,1 a 0,3 mm. As propriedades do material e os requisitos de montagem devem ser considerados para evitar que uma profundidade excessiva afete a resistência.
5. Como inspecionar a qualidade da usinagem de furos escareados?
Foram utilizados medidores de todos os tipos e modelos, medidores de profundidade, bem como máquinas de coordenadas. A LS Manufacturing pode fornecer inspeções dimensionais completas.
6. Como ajustar os parâmetros para usinagem de furos escareados em diferentes materiais?
A usinagem de alta velocidade pode ser realizada em ligas de alumínio , enquanto a usinagem de baixa velocidade e alto avanço é preferível em aço inoxidável. Todos os pontos acima devem ser definidos por meio de experimentação do processo.
7. Quais são os principais fatores que afetam o custo da usinagem de furos escareados?
Dureza do material, grau de precisão, tamanho dos lotes de produção. Na produção em lotes, existe a possibilidade de reduzir os custos em até 30% , se as rotas de corte forem otimizadas.
8. Como obter um orçamento preciso para usinagem de furos escareados?
Forneça informações sobre o material, o nível de precisão e o tamanho dos lotes. A LS Manufacturing fornecerá um orçamento detalhado em no máximo 2 horas. Você pode solicitar um orçamento online instantâneo para usinagem CNC para começar.
Resumo
Os fabricantes podem melhorar a precisão da montagem e a resistência dos produtos resultantes por meio da otimização científica dos processos de escareamento e alargamento de furos . A otimização do processo de escareamento também reduz os erros de usinagem do componente e seu desgaste. Dessa forma, o processo otimiza a eficiência de toda a cadeia produtiva.
Se você busca soluções de usinagem de escareamento e rebaixo padrão da indústria ou deseja baixar um guia gratuito de análise DFM , entre em contato com nossa equipe de suporte técnico aqui na LS Manufacturing. Assim, poderemos fornecer soluções específicas para atender aos seus requisitos de projeto, em conjunto com suas necessidades de suporte técnico.
Otimize seu projeto com serviços de fresagem CNC de precisão — escolha a LS Manufacturing para obter orientação especializada sobre soluções de escareamento versus rebaixo.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


