Услуги фрезерования на станках с ЧПУ являются основой для высокоточной обработки потайных и зенкованных отверстий , однако инженеры часто сталкиваются с трудностями при выборе. Распространенные ошибки, такие как выступание винтов, помехи при сборке и концентрация напряжений, возникают из-за неправильного выбора, что напрямую снижает качество продукции и эффективность производства.
Мы решаем эту ключевую проблему, создавая систематическую систему отбора. Используя 15-летний опыт LS Manufacturing, мы предоставляем четкие технические параметры и примеры из практики, позволяющие сбалансировать функциональность, технологичность и стоимость, стремясь к снижению затрат на 30% и повышению производительности на 40% .
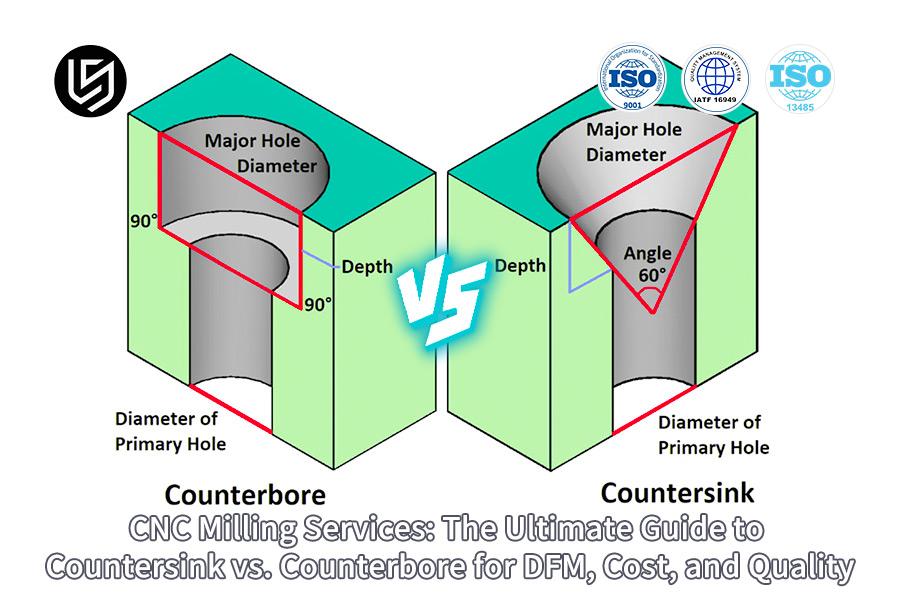
Фрезерование на станках с ЧПУ: зенковка против зенковки — подробное руководство по DFM и стоимости.
| Характеристика / Рекомендация | Зенковка | Зентоотвод |
| Основная функция | Образует коническое посадочное место для винтов с плоской головкой, обеспечивая ровную поверхность . | Создает цилиндрическое отверстие с плоским дном, в которое устанавливаются колпачки с шестигранной головкой под поверхностью. |
| Инструменты | Одноточечное зенковочное сверло чувствительно к материалу и твердости инструмента. | Используется концевая фреза , обеспечивающая большую стабильность и лучшую обработку твердых материалов. |
| DFM и простота обработки | Склонен к вибрации; требует точного контроля глубины, чтобы избежать выступающих или утопленных винтов. | Процесс достаточно стабилен; глубину легко контролировать. |
| Финансовые последствия | Снижение затрат на оснастку , но с вероятностью брака из-за ошибок. | Более высокая стоимость оснастки, но более быстрая, точная и бездефектная обработка. |
| Сила части | С поверхности удаляется больше фрезерованного материала , что может привести к образованию более слабого участка. | Меньшее количество материала удаляется вблизи поверхности; как правило, это лучше для прочности детали. |
| Эстетика и чистота | Обеспечивает гладкую, ровную поверхность, подходит для видимых участков. | Образует небольшую вмятину ; склонна к скоплению грязи, но головка винта при этом закрыта. |
| Лучшие приложения | Используется в местах, где абсолютно необходима гладкая, аэродинамичная или безупречная поверхность. | Наилучший вариант для зон с высокими нагрузками, требующих более прочных соединений и упрощенной сборки. |
| Ключевой совет по проектированию, изготовлению и проектированию (DFM). | Укажите угол наклона головки винта и его основной диаметр; тщательно контролируйте глубину завинчивания. | Укажите диаметр болта, диаметр головки и глубину затяжки; допускается незначительный допуск по глубине. |
Мы помогаем вам решить важнейшие задачи проектирования с учетом технологичности производства (DFM), выбирая оптимальный тип отверстия — зенковку для получения гладкой поверхности или зенковку для прочности и надежности. Наш опыт гарантирует оптимизацию вашей конструкции с точки зрения технологичности, минимизируя затраты и риски, связанные с качеством, и ускоряя вывод продукции на рынок.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Это рекомендации, разработанные на основе многолетнего опыта нашей компании LS Manufacturing , насчитывающего более 15 лет , и позволяющие решать задачи, связанные с изготовлением более 50 000 деталей на заказ с помощью фрезерования на станках с ЧПУ . Эти рекомендации предназначены для аэрокосмической, медицинской, автомобильной отраслей, а также для тех, где просто недопустимы ошибки.
Наши рекомендации по проектированию с учетом технологичности и оптимизации затрат подкреплены авторитетными стандартами. В частности, мы используем консультационные услуги, связанные с данными NIST о материалах, для выбора соответствующих переменных и принципов аддитивного производства (АМ) в контексте гибридного производства. Это гарантирует, что наши рекомендации в отношении зенковок и разверток учитывают концепции точности, производительности и экономической эффективности, основанные на авторитетных стандартах.
Знания — это то, что мы все используем в повседневной жизни. Как оптимизировать траекторию движения инструмента при обработке алюминиевых деталей или как избежать вибрации при обработке деталей из нержавеющей стали — на решение этих задач ушли тысячи часов, и это руководство поможет вам избежать распространенных ошибок и добиться оптимального качества обработанных деталей при поддержке нашего десятилетнего опыта и сертифицированных результатов.

Рисунок 1: Фрезерный станок с ЧПУ создает зенковку в точно выточенном металлическом отверстии (производство LS Manufacturing).
В чем заключаются различия между потайными и зенкованными отверстиями с точки зрения конструкции и применения?
Выбор отверстий в крепежных элементах осуществляется с учетом типа отверстия, которое необходимо просверлить. В данной статье представлены технические различия между зенковкой и зенковкой с точки зрения механических деталей, которые помогут в проектировании, направленном на оптимизацию конструкции крепежных элементов в производстве.
| Характеристика / Аспект | Зенковка | Зентоотвод |
| Основная геометрия | Коническое седло (обычно 82°/90° ). | Цилиндрическое углубление с плоским дном. |
| Контроль глубины | Толщина головки винта 75-85%. | Толщина головки винта + 0,1-0,3 мм. |
| Характеристики сдвига | Снижение концентрации стресса (примерно на 15% лучше). | Повышенное локализованное напряжение на краю отверстия. |
| Прочностные характеристики при растяжении | Уменьшенная площадь опоры при прямом натяжении. | Повышенная устойчивость (примерно на 8% сильнее). |
| Оптимальное применение | Для работы в условиях сильной вибрации требуется ровная поверхность. | Сборка в условиях ограниченного пространства; требуется высокая сила зажима. |
Выбор между зенковкой и зенковкой определяется типом нагрузки, а не общепринятыми правилами. Например, установлено, что зенковка считается более эффективной с механической точки зрения при сдвиговых и вибрационных нагрузках , а не при растягивающих нагрузках или наличии свободного пространства. Учитывая это, при правильном выполнении работ профессиональными фрезерными станками с ЧПУ необходимо учитывать точность размеров, которая считается основой для достижения любых результатов.

Как услуги фрезерования на станках с ЧПУ обеспечивают точность и качество зенкованных отверстий?
Для обеспечения наилучшего зацепления и нагрузки на головку винта геометрические размеры зенковки должны быть предельно точными. По этой причине любое отклонение углов или поверхностей может повлиять на всю сборку. Ниже в этом документе описывается наш подход к преодолению основных проблем, возникающих при прецизионной обработке зенковок :
Жесткая конструкция технологического процесса для исключения деформации инструмента.
Противодействием точности углов является деформация режущего инструмента во время резки. Этому способствует использование высокопрочных держателей типа HSK на линиях Walter, выпускающих проверенные по качеству короткие канавочные твердосплавные зенковки. В случае с одним алюминиевым аэрокосмическим изделием, изготовленным нами недавно, благодаря этому методу с консервативным значением параметра глубины резания удалось достичь допуска по углу всего ±0,25° , тогда как нормальное значение составляет ±0,5° за счет прямого воздействия на нагрузку крепежного элемента.
Интегрированная внутрипроизводственная метрология для проверки в режиме реального времени.
Контроль после обработки проводится слишком поздно, чтобы обнаружить ошибку. Мы предлагаем систему контактных датчиков, полностью интегрированную в процесс обработки. Пилотное отверстие фрезеруется чистовой фрезерной машиной, а затем проверяется датчиком на соответствие размерам и положению. Вторая проверка с помощью конусного датчика осуществляется после завершения процесса зенковки, а концентричность углов конуса определяется алгоритмами. Система с замкнутым контуром, используемая в наших услугах фрезерования с ЧПУ, исключает ошибки за счет полностью автоматизированной регулировки допуска по глубине с перпендикулярностью конуса к оси в пределах ±0,03 мм .
Оптимизированная стратегия траектории движения инструмента для превосходного качества поверхности.
Гладкая конусная поверхность очень важна для обеспечения гладкости поверхности при контакте. Однако, учитывая особенности процесса обработки, происходящего при высокой скорости вращения шпинделя в сочетании с низкой скоростью подачи, нам удалось сохранить шероховатость поверхности Ra ≤ 1,2 мкм . Движение режущего инструмента осуществляется плавной спиральной траекторией в материале без каких-либо следов задержки или вибрации, которые могли бы создавать пики на поверхности.
Управление экологической и термической стабильностью
Температура будет влиять на рост компонентов, что, в свою очередь, повлияет на их размеры. Действительно, все наши процессы, касающиеся прецизионного фрезерования, проводятся в помещении с контролируемой температурой 20°C±1°C . Кроме того, работа со сталью означает, что мы проводим предварительную термическую обработку, которая является основой нашего экономически эффективного процесса зенковки и расточительного сверления .
Благодаря этому точность перестает быть ориентированной на достижение конкретных целей и становится контролируемой по результатам. Что касается прецизионной зенковки , мы гарантируем правильность обработки за счет использования инженерной жесткости, проверки геометрии в режиме реального времени, оптимизированной кинетики окончательной обработки и контроля условий обработки. Этот комплексный контроль процесса фрезерования на станках с ЧПУ обеспечивает надежные и высокопрочные соединения, делая экономически эффективную зенковку повторяемой реальностью для критически важных узлов.
Как выбрать между конструкциями с потайной и зенкованной головкой в зависимости от функциональных требований?
Проблема выбора способа зенковки или расточки при проектировании прецизионных механических изделий представляет собой очевидную сложность в контексте эксплуатационных характеристик конструкции и обработки. Рассмотрение процесса принятия решений на основе функциональных требований и данных CAE актуально в контексте данного отчета как подход, предоставляющий проектировщику систематический метод улучшения конструкции дорогостоящих изделий.
| Функциональные требования | Рекомендуемый дизайн | Ключевой параметр | Количественный анализ производительности (CAE) |
| Высокие эстетические требования | Зенковка отверстия | угол конуса 90° | Алюминий: на 12% большая максимальная нагрузка по сравнению с зенкованным инструментом. |
| Сценарий с ограниченными пространственными ресурсами | Зенковочное отверстие | Глубина: головка винта +0,2 мм | Сталь: на 20% больший срок службы при усталостных нагрузках по сравнению с зенковкой. |
| Условия перевозки тяжелых грузов | Комбинированная зенковка + зенковка | Интегрированный дизайн | Оптимизирован для работы в условиях высоких нагрузок и сборки. |
Что касается непосредственной реализации, следует сосредоточиться на функциональном проектировании, а не на выборе зенковки на основе качества обработки поверхности, применения зенковочных отверстий , а также использования при больших нагрузках в рамках комбинированных конструкций. Каждое принятое решение должно зависеть от материалов, то есть от конкретных данных, таких как 12% для алюминия. Процесс проектирования с учетом технологичности (DFM) для зенковочных отверстий , основанный на результатах аналитического процесса с использованием функциональных возможностей программного обеспечения CAE, предлагает окончательное проектное решение, востребованное в конкурентной инженерной сфере.
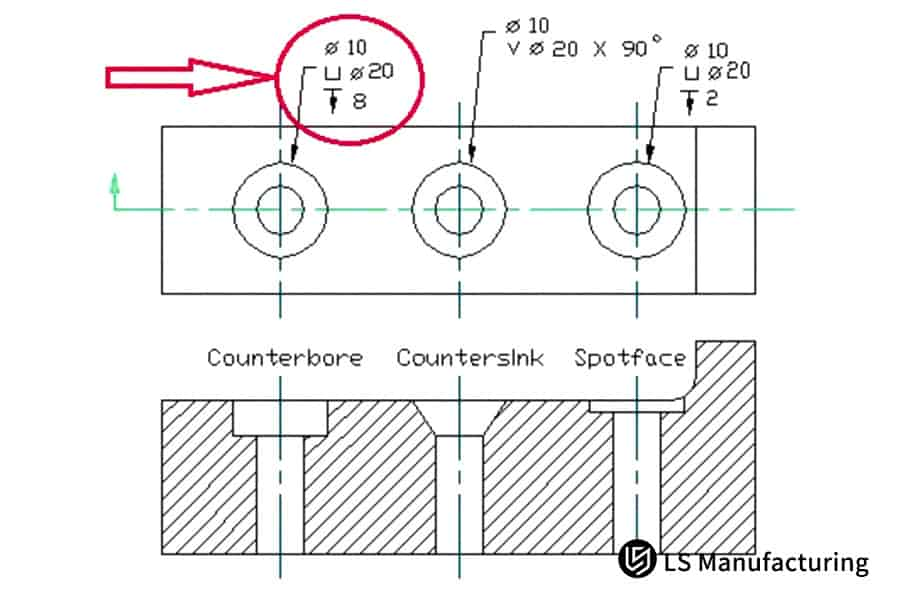
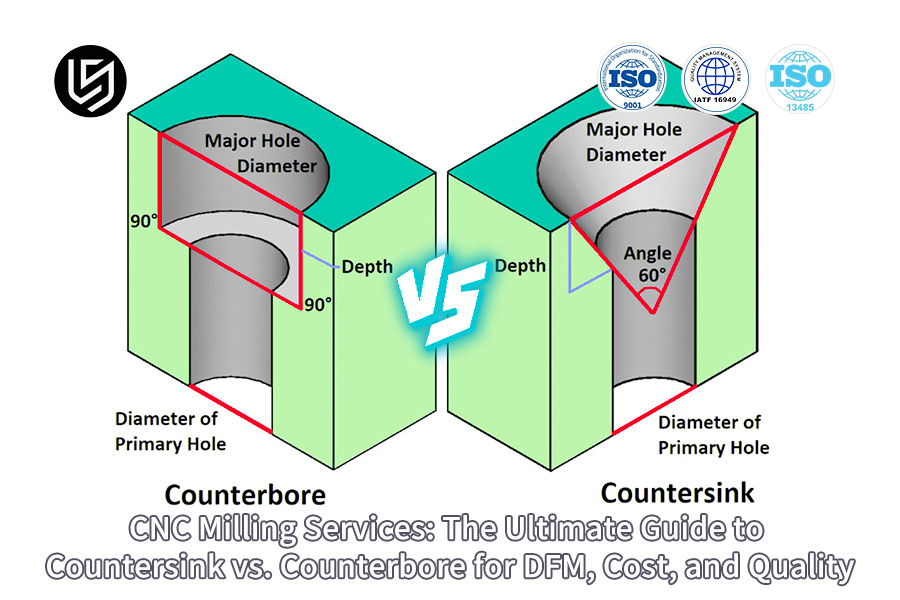
Рисунок 2: Выбор между зенковкой и расточенным отверстием при фрезеровании на станке с ЧПУ компанией LS Manufacturing.
Какие ключевые параметры требуют особого внимания при проектировании потайных отверстий?
Точное определение размеров отверстия под зенковку имеет решающее значение для обеспечения правильной подгонки, прочности и сборки крепежных элементов. Неправильные размеры приводят к концентрации напряжений, образованию зон контакта и выходу компонентов из строя. В компании LS Manufacturing мы разработали экспериментальные и проверенные критерии для решения этих проблем, обеспечивающие воплощение замысла проектировщика в безупречном производстве с помощью:
Точное проектирование и контроль размеров.
- Для решения проблемы сопряжения необходимо определить оптимальную глубину зенковки . Согласно имеющимся данным, в случае винтов с головкой под углом 82° оптимальная глубина зенковки должна составлять 80% от толщины, чтобы уменьшить концентрацию напряжений.
- Кроме того, определение правильного значения угла затяжки винтов также зависит от типа используемых винтов, например , 82°, 90°, 100° и других .
- Особенностью конструкции этого зенковочного отверстия является то, что оно не расшатывается слишком быстро, что также важно для распределения зажимной нагрузки.
Целостность инструмента для обеспечения единообразной геометрии
- Если степень износа превышает 0,1 мм, необходимо незамедлительно заменить инструмент, чтобы компенсировать отклонение угла.
- Неисправный инструмент приведет к тому, что полученный угол будет неправильным, а это, в свою очередь, покажет, что головка крепежного элемента находится ниже поверхности.
- Наши протоколы высокоточной зенковки гарантируют соответствие каждой детали геометрическим параметрам чертежа, исключая необходимость доработки из-за некачественной подгонки крепежных элементов.
Параметры обработки, специфичные для конкретного материала
- Мы предлагаем оптимизированные значения параметров резки: 3000 об/мин, 200 мм/мин для алюминия и 800 об/мин, 80 мм/мин для стали . Выбранные значения параметров резки являются результатом оптимизации констант материала после тщательного тестирования этих констант.
- Это обеспечивает гладкий срез без заусенцев и превосходную чистоту поверхности, гарантируя правильную посадку крепежного элемента и, следовательно, его окончательную прочность.
- Интеграция этих знаний в наши услуги по фрезерованию на станках с ЧПУ обеспечивает предсказуемые и высококачественные результаты при работе с различными материалами и в разных производственных партиях, гарантируя повторяемость результатов.
В этом руководстве используется наш эмпирический подход к улучшению важного параметра обработки в компоненте, чувствительном к надежности, — утверждает конкурент компании. Значительная сила нашей компании заключается в том, что мы жестко используем данные для контроля наших инструментов и параметров обработки, — заявляет компания. Они утверждают, что решили проблему эффективного учета и передачи усилий на крепежный элемент в реальном изготавливаемом компоненте.
В каких сценариях применения потайные отверстия обладают незаменимыми преимуществами?
Применение зенковки имеет первостепенное значение там, где требуется точность в отношении зазоров между компонентами, прочные болтовые соединения, а также эффективные процессы сборки с точки зрения автоматизированных систем. Это достигается за счет использования следующего метода преодоления ограничений, связанных с доступностью пространства, напряжениями , а также скоростью процесса сборки:
Управление пространственными ограничениями в электронике
Когда речь идет о сборке печатных плат и компактных модулей, важнейшей функцией зенковки является обеспечение зазора для головки винта. Он должен составлять 0,3 мм над высотой головки винта ( 2,5 мм ). Это необходимо для предотвращения возможных напряжений и коротких замыканий. Именно поэтому требуются такие точные услуги фрезерования на станках с ЧПУ .
Обеспечение точности в требовательных секторах
В случае узлов, используемых в аэрокосмической отрасли или высокопроизводительных системах, геометрическая точность становится первостепенной необходимостью. Для этого необходимо контролировать диаметр зенковки в пределах допуска H7, а также поддерживать перпендикулярность с точностью до 0,05 мм . Это помогает обеспечить идеальное выравнивание крепежного элемента, предотвращая тем самым нежелательное сдвиговое усилие.
Оптимизация для работы с высокими конструктивными нагрузками
В конструкции рамы и конструктивных элементов машин зенковочные отверстия предназначены для сопротивления высоким растягивающим и сдвиговым нагрузкам. Они должны быть выполнены толщиной в 1,2 раза больше толщины головки винта и иметь зазор в 0,1 мм на дне зенковочного отверстия. Это необходимо для предотвращения заклинивания головки винта и является важным фактором предотвращения потери предварительной нагрузки.
Данный анализ доказывает применимость зенковки отверстий как наилучшего подхода к решению проблем, связанных с точностью и расположением, не говоря уже о весе. В этом случае, с учетом заданных значений зазора, жестких допусков , а также запланированных характеристик разгрузки, в конструкции достигаются надежность и эффективность. В этом пошаговом процессе предлагаются полезные подходы для инженера по проектированию экономически эффективного метода зенковки с использованием высокоточных технологий.
Как оптимизация DFM может снизить затраты на обработку зенкованных отверстий/разверток?
Таким образом, DFM (проектирование для производства) деталей с зенковкой и углублением в деталях неизбежно приведет к минимизации производственных затрат без малейшей потери функциональности готового изделия. Компания LS Manufacturing занимает лидирующие позиции в этих аспектах, внедряя конструктивные, инструментальные и технологические решения, позволяющие снизить производственные затраты. Ключ к нашей стратегии DFM заключается в успешной реализации следующих задач:
Стратегическое проектирование и оптимизация допусков
- Функция сборки учитывается, и при необходимости консультируются по поводу изменений значений допусков в зависимости от ее критичности. В случае некритических посадок мы предлагаем снизить допуски с ±0,1 мм до ±0,15 мм .
- Данная технология позволяет применять стандартные методы обработки и оснастки, а также сокращать время контроля и процент брака.
- Наши циклы проверки DFM для зенковочных отверстий обеспечивают технологичность изготовления элементов в рамках этих операций с самого начала.
Передовая стратегия в области инструментов и процессов
- Мы оптимизируем наш процесс, используя комбинированные инструменты для сокращения времени обработки за счет выполнения нескольких операций за один проход.
- В ней используется запатентованный алгоритм траектории движения инструментов, который минимизирует перемещение воздуха вне зоны резки на целых 40% по сравнению с аналогичными системами, представленными на рынке.
- Такой экономичный способ зенковки позволяет максимально эффективно использовать шпиндель и сокращает время обработки.
Оптимизация параметров и управление жизненным циклом
- Для контроля срока службы инструмента будет использоваться система мониторинга срока службы инструмента, в которой оптимальная скорость подачи и скорость вращения будут применяться таким образом, чтобы увеличить срок службы инструмента до максимум 10 000 отверстий на инструмент.
- В данном случае факторы были оптимизированы для массового производства. Следовательно, эти факторы должны привести к однозначно положительному результату, поскольку затраты на оснастку для каждой изготовленной детали снизятся.
- Эта стратегия, основанная на анализе данных, фактически применяется в наших собственных цехах фрезерования с ЧПУ , что приводит к снижению себестоимости единицы продукции и обеспечивает предсказуемость, выгодную для наших клиентов.
В этом отчете мы обсудим нашу инженерную методологию и процесс снижения затрат. Мы сосредоточимся на проектных работах, инструментах и процессах, которые мы внедряем и которые в совокупности обеспечивают максимально низкую общую стоимость владения. Наше отличие от конкурентов начинается с понимания принципов проектирования, технологичности и производства (DFM).
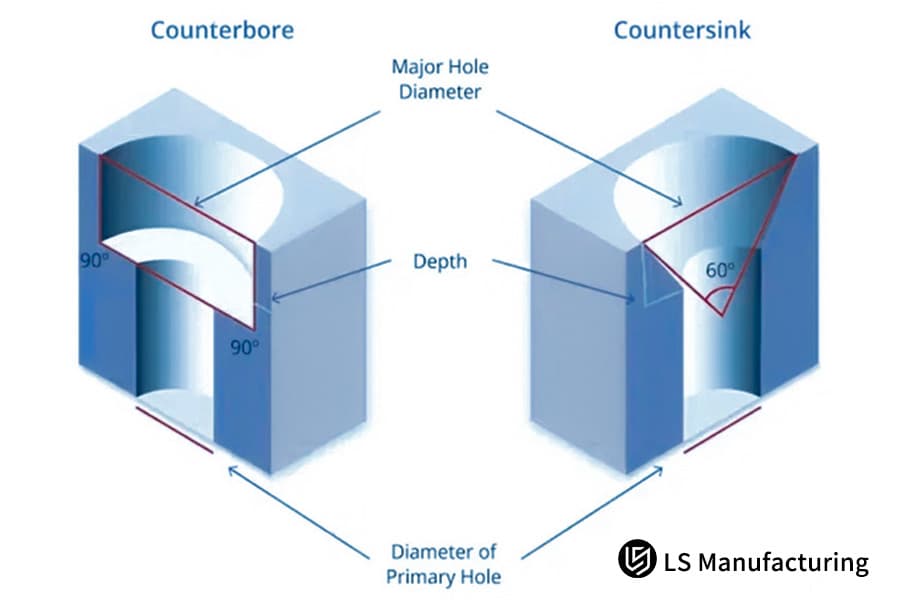
Рисунок 3: Сравнение размеров зенковки и углубления при обработке на станках с ЧПУ компанией LS Manufacturing.
Какие специальные меры безопасности необходимы для высококачественной обработки потайных отверстий?
Определенного уровня качества при зенковке невозможно достичь, если процесс зенковки выполняется аналогично традиционной механической обработке; необходимо сосредоточиться не только на традиционном процессе, но и на контроле геометрии. В заключение, данный документ завершит свой обзор методов контроля процесса прецизионной зенковки следующим образом:
Передовые технологии обработки и управления технологическим процессом.
Крайне важно использовать 5-осевые фрезерные станки с ЧПУ, обеспечивающие контроль положения центра инструмента. Цель этого — гарантировать идеально вертикальное положение инструмента относительно обрабатываемой заготовки. Использование внутрипроцессного зондирования помогает обеспечить немедленную проверку глубины с компенсацией, не допускающей отклонений в ориентации более чем на 0,3 градуса.
Оптимизация параметров, специфичных для материала.
Параметры процесса зависят от материала, поэтому их нельзя обобщить. Например, при обработке алюминия используется сочетание высокой скорости и низкого тепловыделения, то есть скорости резания более 3000 об/мин , помимо получения чистого среза, а при обработке нержавеющей стали низкая скорость может сочетаться с высокими значениями подачи, помимо предотвращения упрочнения материала и получения поверхности с шероховатостью менее Ra 0,8 мкм .
Проверенный процесс для критически важных применений
Выбор между элементами конструкции, основанный на рекомендациях по выбору зенковки или зенковки , подтверждается в ходе контролируемого процесса обработки. Это гарантирует, что для заданного набора конструктивных особенностей отверстия будет реализован заданный набор геометрических параметров, будь то геометрическое требование к гладкой аэродинамической поверхности или геометрическое требование к зенковке.
Данная методология устанавливает специализированные протоколы для процесса прецизионной зенковки . Такие протоколы охватывают наиболее сложные вопросы, касающиеся точности углов, точности поверхности и воспроизводимости, за счет внедрения новейшего передового оборудования , соответствующего обрабатываемому материалу и т. д., что специально отвечает техническим требованиям, необходимым инженерам, производителям и экспертам в соответствующих отраслях, где нельзя игнорировать значение крепежных изделий.
Как оценить возможности поставщика оборудования для фрезерования с ЧПУ в области зенкования/расточки?
Оценка пригодности поставщика для выполнения работ по зенковке и расточению должна включать в себя определенные требования к квалификации, помимо требований к навыкам обработки. Настоящий документ может помочь в планировании систематического метода оценки характеристик, калибра или процесса, необходимых поставщику для выполнения надлежащей задачи прецизионной зенковки на высоком уровне применения:
Валидированная система управления качеством
Анализ оценок, проведенных в отношении официальной системы качества поставщика. Наличие официальной системы качества, сертифицированной по стандарту ISO 9001 , является обязательным, поскольку она служит основой для определения процедур, процессов и корректирующих действий в отношении услуг по фрезерованию на станках с ЧПУ в больших объемах.
Передовые методы метрологии и валидация на уровне первой научной статьи.
Необходимо проверить возможность проведения внутреннего контроля. Поставщик будет использовать координатно-измерительные машины с точностью не менее ±0,002 мм , а также профилометры поверхности. Запросить лист результатов контроля первого образца, чтобы убедиться, что первые образцы соответствуют требованиям по всем размерам, углам и качеству поверхности .
Количественно измеряемые технические характеристики процесса
Необходимо запросить и проверить заявленные и поддающиеся проверке технологические возможности. В задачах, связанных с зенковкой отверстий и потайными отверстиями, важными могут быть следующие параметры: угловой допуск в пределах ±0,5° , глубина измерения в пределах 0,03 мм , качество поверхности с шероховатостью Ra 1,6 мкм или меньше.
Данная методология оценки поставщиков использует системы, подлежащие аудиту, метрологию и измеримые данные о производительности для обеспечения полностью объективной оценки услуг поставщика по фрезерованию на станках с ЧПУ по критически важным параметрам. Это, в свою очередь, предоставляет инженерам незамедлительную и активную стратегию устранения проблем для снижения рисков и обеспечения закупки деталей в точном соответствии со спецификациями.
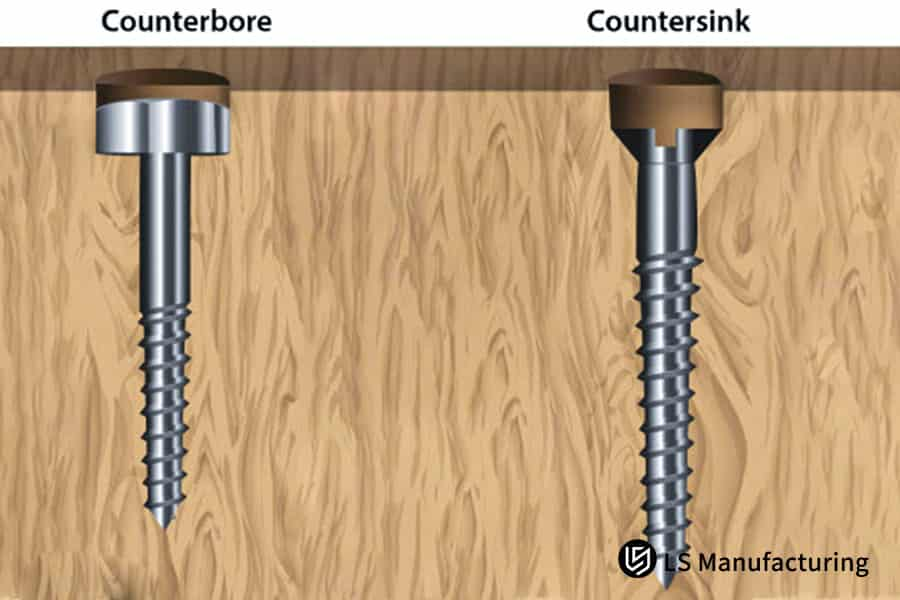
Рисунок 4: Руководство по проектированию с учетом технологичности производства (DFM), сравнивающее зенкованные и потайные отверстия для станков с ЧПУ, разработанное компанией LS Manufacturing.
LS Manufacturing: Обработка отверстий под потайные головки для компонентов крыла.
Задача клиента
В одной аэрокосмической компании возникла проблема с неэффективностью и качеством при изготовлении 128 зенкованных отверстий диаметром 10 мм на титановом лонжероне крыла. Стандартная механическая обработка занимает 4 часа на единицу изделия с погрешностью 1,2° , в результате чего зазор между титановым лонжероном крыла и композитной обшивкой составляет 0,3 мм .
LS Manufacturing Solution
Использовался 5-осевой обрабатывающий центр с ЧПУ и компенсацией траектории инструмента в реальном времени. Инструмент из высокопрочного твердосплава с PVD-покрытием, оптимальные параметры: 1200 об/мин , 100 мм/мин . В процессе обработки осуществлялось измерение глубины заточки для определения первопричины угловой ошибки при высокоточной зенковке, с учетом точности сборки.
Результаты и ценность
В результате время цикла на одну деталь сократилось до 1,5 часов , а отклонение отверстий по углам поддерживалось на уровне ±0,3° , глубина — ±0,02 мм , а зазор при сборке — ≤0,1 мм ; следовательно, выход годной продукции с первого раза вырос до 99,8% , что привело к средней экономии в 1,2 миллиона юаней в год на критически важных этапах сборки для каждого клиента.
Этот конкретный проект компании LS Manufacturing демонстрирует ее опыт в очень сложной области зенковки отверстий , а также геометрических операций, связанных с данным примером. Мы можем сочетать инновационные технологические знания с глубокими знаниями в области метрологии, чтобы обеспечить измеримое повышение точности, производительности или снижение затрат для решения специализированных задач аэрокосмического производства.
Хотите повысить эффективность зенковки деталей из титановых сплавов? Воспользуйтесь экспертными решениями по механической обработке для оптимизации точности изготовления конструкционных деталей для аэрокосмической отрасли.

Анализ будущих тенденций в процессах зенкования и расточивания.
Точность и эффективность обработки зенковок и потайных отверстий долгое время оставались сложной задачей, особенно в отношении качества и возможности массового производства с высокой скоростью. Компания LS Manufacturing сочетает в себе возможности интеллектуального управления технологическими процессами с самыми передовыми технологиями обработки, такими как сокращение времени цикла , благодаря использованию следующих технологий:
Адаптивная оптимизация параметров обработки
- Наша система использует данные датчиков в реальном времени — вибрацию, акустическую эмиссию и силу — для изменения скорости подачи и скорости вращения шпинделя.
- Этот алгоритм обратной связи с замкнутым контуром обеспечивает компенсацию неравномерности свойств материала, предотвращая перегрузку станка и обеспечивая равномерную чистоту поверхности при зенковке и снятии фаски.
- Это адаптивное управление, позволяющее преодолеть непредсказуемое образование стружки и накопление тепла , которые являются основными причинами неточностей в размерах.
Интеллектуальный мониторинг состояния инструмента и прогнозирование его работы
- В этом проекте для оценки износа инструмента может быть использован подход, основанный на объединении данных с нескольких датчиков , включая сигналы энергопотребления и вибрации.
- Для различных типов инструментов определяется кривая износа, и можно точно рассчитать прогноз окончания срока службы, кульминацией которого является катастрофический отказ.
- Это позволит решить проблему выхода инструментов из строя или некачественного сверления отверстий из-за действий грузчиков и усовершенствовать систему замены инструментов в зависимости от их состояния .
Разработка интегрированных комбинированных процессов обработки
- С целью предотвращения любых ошибок при обращении и позиционировании мы также разрабатываем инновационную стратегию оптимизированной траектории для операций зенкования и разметки .
- Для этого требуется специальный инструмент, инструмент для стяжных стержней, разработка конструкции, а также одновременное управление по нескольким осям, чтобы выполнить два действия за один проход по шпинделю, что значительно сократит время простоя.
- Ключевым техническим достижением является способность поддерживать высокое качество соосности между зенковкой и углублением при работе с различными углами резания и силами в рамках одной операции.
В данном реферате изложены технические детали интеграции датчиков, алгоритмов и инноваций в проектировании траектории движения инструмента, на которых основаны наши передовые решения для обработки материалов. Здесь рассматриваются особенности применения, в частности, наши решения для управления, а также инновационные решения для технологических процессов, касающиеся сложных производственных задач. Здесь же описывается, чем наша компания отличается от других, или уникальность наших возможностей, которая напрямую связана с уровнем нашей инженерной экспертизы.
Часто задаваемые вопросы
1. В чём основное различие между потайным отверстием и зенковкой?
Отверстие с зенковкой имеет коническую форму, обеспечивающую плоскую поверхность для опоры головки винта. Отверстие с зенковкой, напротив, имеет цилиндрическую форму, обеспечивающую пространство для установки головки винта. Их функции различаются.
2. Как выбрать стандартный угол для зенкованного отверстия?
В зависимости от угла наклона головки винта: 82° для большинства метрических систем, 90° для большинства дюймовых систем, а в остальных случаях — как указано.
3. Как избежать образования заусенцев при обработке зенкованных отверстий?
Используйте острые режущие инструменты, оптимальные параметры резки и прерывистое сверление. Компания LS Manufacturing гарантирует, что высота заусенцев не превысит 0,02 мм .
4. Какие факторы следует учитывать при проектировании глубины зенковки?
Глубина = толщина головки винта + зазор 0,1-0,3 мм. Необходимо учитывать свойства материала и требования к сборке, чтобы избежать чрезмерной глубины, влияющей на прочность.
5. Как проверить качество обработки потайных отверстий?
Использовались измерительные приборы всех типов и модификаций, глубиномеры, а также координатно-измерительные машины. Компания LS Manufacturing может обеспечить полный контроль размеров.
6. Как настроить параметры обработки зенкованных отверстий в различных материалах?
Высокоскоростная обработка может применяться к алюминиевым сплавам , тогда как для нержавеющей стали предпочтительнее низкоскоростная обработка с высокой подачей. Все вышеперечисленные моменты должны быть определены путем экспериментов по отработке технологических процессов.
7. Какие основные факторы влияют на стоимость обработки потайных отверстий?
Твердость материала, степень точности, размер производственных партий. При серийном производстве существует возможность снижения затрат на резку на 30% , если оптимизировать маршруты резки.
8. Как получить точную смету на обработку потайных отверстий?
Предоставьте информацию о материале, уровне точности и размере партий. Подробные цены будут предоставлены компанией LS Manufacturing не позднее чем через 2 часа. Вы можете напрямую запросить мгновенную онлайн- оценку стоимости обработки на станке с ЧПУ , чтобы начать работу.
Краткое содержание
Производители могут повысить точность сборки и прочность получаемых изделий за счет оптимизации процесса зенковки и расточки . Оптимизация процесса зенковки также снижает погрешности обработки детали и уменьшает ее износ. Таким образом, процесс оптимизирует эффективность всего производственного процесса.
Если вам нужны стандартные для отрасли решения для зенковки и развальцовки, или вы хотите скачать бесплатное руководство по анализу DFM (проектирование с учетом технологичности), пожалуйста, свяжитесь с нашей технической поддержкой в LS Manufacturing. После этого мы сможем предложить вам конкретные решения для достижения ваших проектных целей, учитывая ваши потребности в технической поддержке.
Оптимизируйте свой проект с помощью высокоточных услуг фрезерования на станках с ЧПУ — выбирайте LS Manufacturing для получения экспертной консультации по вопросам зенковки и расточенного отверстия.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


