تُعدّ خدمات الطحن باستخدام الحاسوب (CNC) أساسًا لعمليات التصنيع الدقيقة للثقوب الغاطسة والمخروطية ، ومع ذلك، غالبًا ما يواجه المهندسون صعوبة في اختيارها. وتنشأ مشاكل شائعة مثل بروز البراغي، وتداخل التجميع، وتركيز الإجهاد من خيارات غير مناسبة، مما يؤثر سلبًا على جودة المنتج وكفاءة التصنيع.
نتناول هذه المشكلة الأساسية من خلال وضع إطار عمل منهجي للاختيار. بالاستفادة من خبرة 15 عامًا في مجال تصنيع أشباه الموصلات، نقدم معايير فنية واضحة ودراسات حالة لتحقيق التوازن بين الأداء الوظيفي وسهولة التصنيع والتكلفة، بهدف خفض التكاليف بنسبة 30% وزيادة الإنتاجية بنسبة 40% .
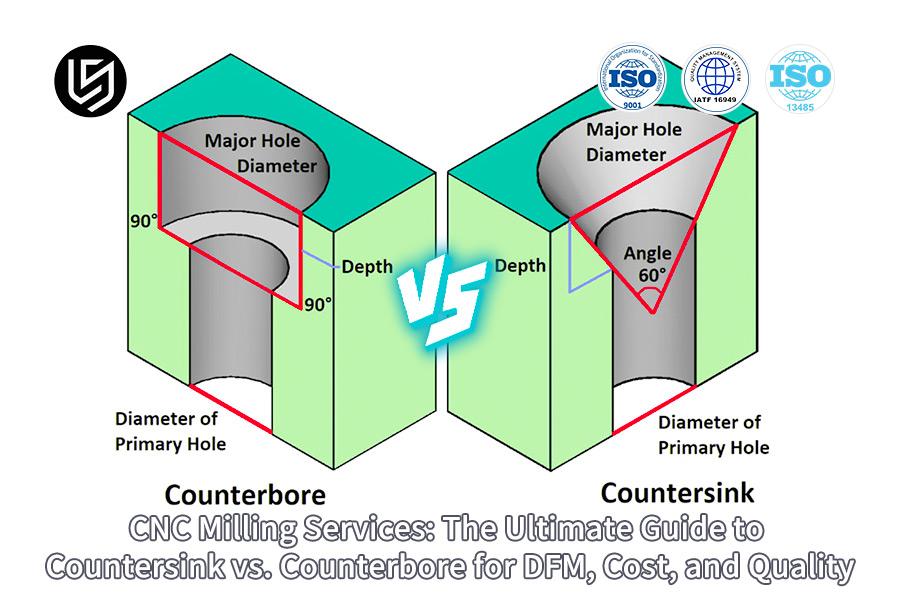
التفريز باستخدام الحاسوب: مقارنة بين التفريز المخروطي والتفريز المخروطي - دليل شامل للتصميم من أجل التصنيع والتكلفة
| ميزة / اعتبار | مثقاب غاطس | التجويف المضاد |
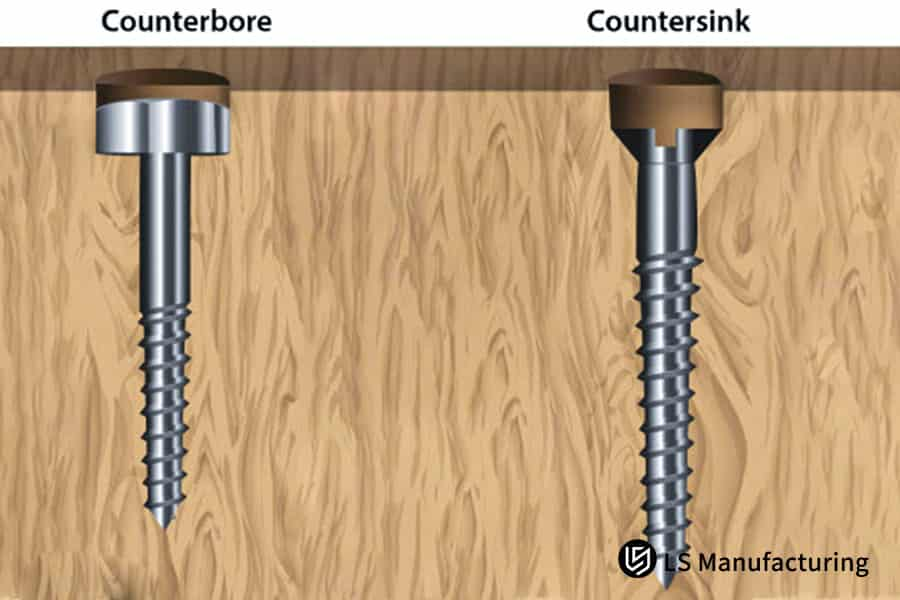
| الوظيفة الأساسية | يشكل قاعدة مخروطية الشكل لمسامير الرأس المسطح للحصول على سطح مستوٍ . | يُنشئ فتحة أسطوانية مسطحة القاع لتستقر فيها أغطية رأس المقبس أسفل السطح. |
| الأدوات | مثقاب غاطس أحادي النقطة، حساس لصلابة المادة والآلة. | يستخدم عملية طحن نهائية ، مما يوفر مزيدًا من الثبات ويكون أفضل للمواد الصلبة. |
| التصميم من أجل التصنيع وسهولة التشغيل | عرضة للاهتزاز؛ تتطلب تحكمًا دقيقًا في العمق لتجنب بروز أو انخفاض البرغي. | العملية مستقرة إلى حد كبير؛ ومن السهل التحكم في العمق. |
| الآثار المترتبة على التكلفة | انخفاض تكلفة الأدوات ، مع احتمال وجود خردة بسبب الأخطاء. | تكلفة أعلى للأدوات، وسرعة أكبر، ودقة أعلى، وبدون عيوب، في عمليات التشغيل الآلي. |
| قوة الجزء | تتم إزالة المزيد من مواد الطحن على السطح مما قد يؤدي إلى نقطة ضعف. | تتم إزالة كمية أقل من المواد بالقرب من السطح؛ وهذا عادةً ما يكون أفضل لقوة القطعة. |
| الجمال والنظافة | يوفر مظهرًا ناعمًا ومتناسقًا، وهو مناسب للمناطق الظاهرة. | يُحدث انبعاجاً صغيراً ؛ ويميل إلى تراكم الأوساخ، لكن رأس المسمار مغطى. |
| أفضل التطبيقات | تُستخدم في المناطق التي يكون فيها السطح الأملس والديناميكي الهوائي والخالي من العوائق ضرورة مطلقة. | الأفضل للمناطق التي تتطلب فيها ظروف الإجهاد العالي وصلات أقوى وتجميعات أقل صعوبة. |
| نصيحة أساسية من DFM | حدد زاوية رأس البرغي والقطر الرئيسي؛ وتحكم في العمق بإحكام. | حدد قطر البرغي وقطر رأسه وعمقه؛ يسمح ذلك بهامش خطأ كبير في العمق. |
نساعدك في حلّ تحديات التصميم للتصنيع (DFM) الحرجة من خلال اختيار نوع الثقب الأمثل - سواءً كان ثقبًا غاطسًا للحصول على تشطيبات مستوية أو ثقبًا مجوفًا لزيادة المتانة والموثوقية. تضمن خبرتنا تحسين تصميمك لسهولة التصنيع، مما يقلل من مخاطر التكلفة والجودة، ويسرّع من طرح منتجك في السوق.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
هذه نصائح طُوّرت على مدار سنوات خبرة شركتنا، LS Manufacturing ، التي تزيد عن 15 عامًا ، والتي ساهمت في مواجهة تحديات تصنيع أكثر من 50,000 قطعة من أجزاء الطحن المخصصة باستخدام آلات CNC . وقد طُوّرت هذه النصائح خصيصًا لقطاعات الطيران والفضاء، والطب، والسيارات، بالإضافة إلى الصناعات التي لا مجال فيها للخطأ.
تستند توصياتنا المُستندة إلى التطبيقات لتحسين التصميم للتصنيع (DFM) وخفض التكاليف إلى معايير معتمدة. وبالتحديد، نعتمد على أعمال استشارية متعلقة ببيانات المواد الصادرة عن المعهد الوطني للمعايير والتكنولوجيا (NIST) لاختيار المتغيرات المناسبة والمبادئ ذات الصلة بالتصنيع الإضافي (AM) المرتبط بالتصنيع الهجين. وهذا يضمن أن توصياتنا المتعلقة بتجاويف الثقوب الغاطسة والثقوب المخروطية تراعي مفاهيم الدقة والأداء والفعالية من حيث التكلفة، استنادًا إلى معايير معتمدة.
المعرفة كنزٌ ثمين نستخدمه جميعًا في حياتنا اليومية. إنّ كيفية تحسين مسار القطع لأجزاء الألومنيوم أو كيفية تجنّب الاهتزاز في أجزاء الفولاذ المقاوم للصدأ قد استغرقت آلاف الساعات من حلّ المشكلات، وهذا الدليل سيُسهّل عليك تجنّب الأخطاء الشائعة والحصول على جودة مثالية في قطعك المصنّعة، مدعومًا بنتائج مُثبتة وموثّقة على مدى عقد من الزمن.

الشكل 1: تقوم آلة طحن CNC بإنشاء تجويف مخروطي في ثقب معدني دقيق بواسطة شركة LS Manufacturing
ما هي الاختلافات بين الثقوب الغاطسة والثقوب المجوفة من حيث التصميم والتطبيق؟
يتم اختيار الثقوب في أدوات التثبيت مع مراعاة نوع الثقب المطلوب حفره. تستعرض هذه المقالة الفروقات التقنية بين الثقوب الغاطسة والثقوب المخروطية من حيث التفاصيل الميكانيكية التي تُسهم في تصميم أدوات التثبيت الأمثل في عملية التصنيع.
| الميزة / الجانب | مثقاب غاطس | التجويف المضاد |
| الهندسة الأساسية | مقعد مخروطي (عادة 82 درجة / 90 درجة ). | تجويف أسطواني ذو قاعدة مسطحة. |
| التحكم في العمق | سُمك رأس البرغي × 75-85%. | سُمك رأس البرغي + 0.1-0.3 مم. |
| أداءٌ استثنائي | انخفاض تركيز التوتر (أفضل بنسبة 15% تقريبًا). | إجهاد موضعي أعلى عند حافة الثقب. |
| الأداء الشدّي | مساحة التحميل المخفضة تحت تأثير السحب المباشر. | مقاومة فائقة (أقوى بنسبة 8% تقريبًا). |
| التطبيق الأمثل | بيئات ذات اهتزازات عالية؛ يلزم سطح مستوٍ. | تجميعات ذات مساحة محدودة؛ تتطلب قوة تثبيت عالية. |
يُحدد نوع الحمل، وليس العرف السائد، اختيارَ التوسيع الغاطس مقابل التوسيع الغاطس . فعلى سبيل المثال، ثبت أن التوسيع الغاطس يُعتبر أكثر تفوقًا من الناحية الميكانيكية في أحمال القص والاهتزاز ، بدلًا من أن يكون الأمثل في أحمال الشد أو المساحة المتاحة. وبناءً على ذلك، يجب أن يراعي التنفيذ الصحيح، كما هو الحال في خدمات الطحن الاحترافية باستخدام الحاسوب (CNC)، سلامة الأبعاد، التي تُعتبر الركيزة الأساسية لأي أداء مُحقق.

كيف تضمن خدمات الطحن باستخدام الحاسوب (CNC) دقة وجودة الثقوب الغاطسة؟
لضمان أفضل تثبيت لرأس البرغي وتحميله، يجب أن تكون الأبعاد الهندسية للتجويف المخروطي دقيقة للغاية. ولهذا السبب، فإن أي انحراف في الزوايا أو الأسطح قد يؤثر على التجميع بأكمله. فيما يلي، توضح هذه الوثيقة منهجنا في التغلب على التحديات الأساسية في تصنيع التجاويف المخروطية الدقيقة :
تصميم عملية صلب للقضاء على انحراف الأداة
تتمثل المشكلة الرئيسية في دقة الزوايا في انحناء أداة القطع أثناء عملية القطع. وللتغلب على هذه المشكلة، تم استخدام حوامل HSK عالية الصلابة من إنتاج شركة والتر، والتي تتميز بجودتها العالية ودقة تصنيعها، حيث تم تصنيع رؤوس غاطسة قصيرة الحواف من كربيد صلب. في حالة منتج ألومنيوم فضائي صنعناه مؤخرًا، وبفضل هذه الطريقة وقيمة متحفظة لعمق القطع، تمكنا من تحقيق دقة زاوية تبلغ ±0.25 درجة فقط، بينما تبلغ القيمة الطبيعية ±0.5 درجة، وذلك من خلال التأثير المباشر على تحميل المثبت.
القياس المتكامل أثناء العملية للتحقق في الوقت الفعلي
يأتي فحص ما بعد المعالجة متأخرًا جدًا بحيث لا يمكن اكتشاف أي خطأ. نقدم نظامًا من مجسات اللمس المدمجة كليًا في عملية التصنيع. يتم حفر الثقب التجريبي بواسطة آلة طحن نهائية، ثم يُفحص بواسطة مجس لتحديد أبعاده وموضعه. يُجرى الفحص الثاني بواسطة مجس إعادة تركيز مخروطي بعد اكتمال عملية التوسيع، وتُحدد خوارزميات مركزية زوايا المخروط. يقضي نظام الحلقة المغلقة في خدمات الطحن باستخدام الحاسوب (CNC) على الأخطاء من خلال ضبط تفاوت العمق بشكل آلي بالكامل، مع دقة تعامد المخروط مع المحور في حدود ±0.03 مم .
استراتيجية مسار أداة مُحسّنة للحصول على تشطيب سطحي فائق
يُعدّ سطح المخروط الأملس بالغ الأهمية لضمان الحصول على سطح أملس لأغراض التلامس. ومع ذلك، ونظرًا لطبيعة عملية الإكمال التي تمت بسرعة دوران عالية للمغزل مع معدلات تغذية منخفضة، فقد تمكّنا من الحفاظ على خشونة سطحية Ra ≤ 1.2 ميكرومتر . تتحرك أداة القطع بحركة حلزونية سلسة داخل المادة دون أي علامات توقف أو اهتزازات قد تُشكّل نتوءات على السطح.
إدارة الاستقرار البيئي والحراري
ستؤثر درجات الحرارة على نمو المكونات، مما سيؤثر بدوره على أحجامها. في الواقع، تتم جميع عملياتنا المتعلقة بالطحن الدقيق في بيئة مضبوطة الحرارة، في غرفة تتراوح درجة حرارتها بين 20 درجة مئوية ± 1 درجة مئوية . علاوة على ذلك، ولأننا نعمل بالفولاذ، فإننا نجري معالجة حرارية مسبقة، وهي أساس عملية التوسيع والتجويف المخروطي الفعالة من حيث التكلفة التي نعتمدها في شركتنا.
من خلال ذلك، يتحول التركيز من الدقة إلى الدقة في النتائج. وفيما يتعلق بتصنيع الثقوب الغاطسة الدقيقة ، نضمن دقة التصنيع باستخدام صلابة هندسية، والتحقق من الشكل الهندسي أثناء المعالجة في الوقت الفعلي، وتحسين ديناميكيات التصنيع النهائية، والتحكم في بيئة التشغيل. يوفر هذا التحكم الشامل في عملية خدمات الطحن باستخدام الحاسوب (CNC) وصلات موثوقة وعالية القوة، مما يجعل عملية الثقب الغاطس الفعالة من حيث التكلفة قابلة للتكرار في التجميعات بالغة الأهمية.
كيفية الاختيار بين تصميمات الثقوب الغاطسة والثقوب المجوفة بناءً على المتطلبات الوظيفية؟
تُعدّ مشكلة اختيار تقنية التوسيع أو التوسيع المخروطي في تصميم الميكانيكا الدقيقة تحديًا واضحًا فيما يتعلق بجوانب الأداء في التصميم والتصنيع. ويُعدّ تناول عملية اتخاذ القرار من خلال أساس المتطلبات الوظيفية وبيانات الهندسة بمساعدة الحاسوب (CAE) أمرًا بالغ الأهمية في سياق هذا التقرير، إذ يُقدّم للمصمم منهجًا مُنظّمًا لتحسين تصميم التطبيقات المُكلفة.
| المتطلبات الوظيفية | التصميم الموصى به | المعلمة الرئيسية | تحليل الأداء الكمي (CAE) |
| طلب جمالي مرتفع | ثقب الغاطس | زاوية المخروط 90 درجة | الألومنيوم: حمولة قصوى أعلى بنسبة 12% مقارنةً بالثقب المخروطي |
| سيناريو محدود المساحة | ثقب مضاد | العمق: رأس المسمار + 0.2 مم | الفولاذ: عمر أطول بنسبة 20% مقارنةً بالتثبيت المخروطي |
| حالة التحميل الثقيل | عملية غاطسة مزدوجة + عملية توسيع تجويف | تصميم متكامل | مُحسَّن لتحمل الإجهاد العالي والتجميع |
فيما يتعلق بالتنفيذ المباشر، ينبغي التركيز على التصميم الوظيفي بدلاً من اختيار التجويف المخروطي بناءً على التشطيب المستوي، وتطبيقات الثقوب المخروطية ، بالإضافة إلى استخدام الأحمال الثقيلة بناءً على التصاميم المركبة. يجب أن يعتمد كل قرار على المواد، أي على بيانات محددة مثل نسبة 12% للألمنيوم . يقدم تحليل التصميم للتصنيع (DFM) لعملية التجويف المخروطي، استنادًا إلى نتائج العملية التحليلية باستخدام وظائف برامج الهندسة بمساعدة الحاسوب (CAE)، حلاً تصميميًا نهائيًا يُتوقع تحقيقه في مجال هندسي تنافسي.
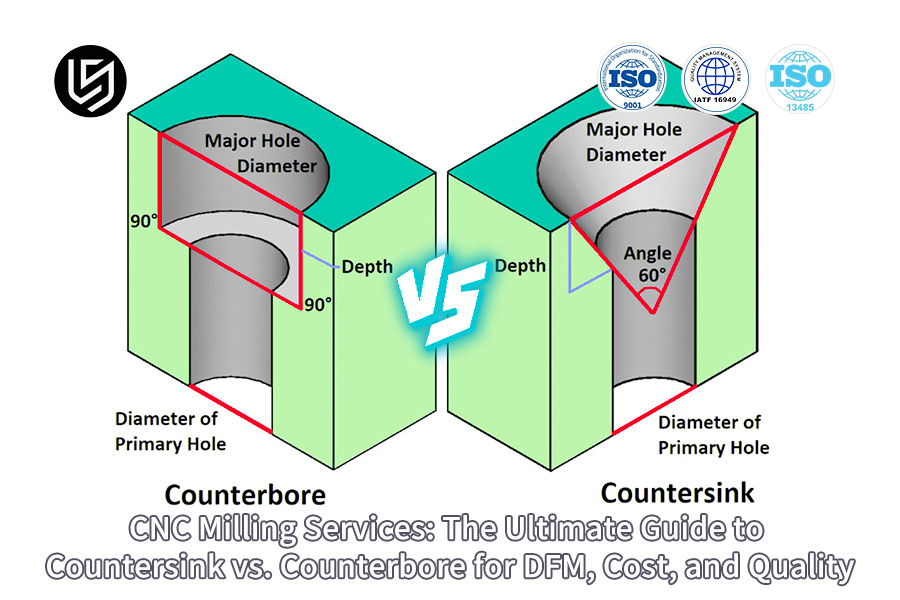
الشكل 2: اختيار بين ثقوب التفريز الغاطس أو ثقوب التجويف في عملية التفريز باستخدام الحاسوب (CNC) من شركة LS Manufacturing
ما هي المعايير الرئيسية التي تتطلب اهتماماً خاصاً في تصميم الثقوب الغاطسة؟
يُعدّ تحديد أبعاد فتحة التثبيت الغاطسة أمرًا بالغ الأهمية فيما يتعلق بالتوافق والمتانة وتركيب أدوات التثبيت. فالأبعاد غير الصحيحة تؤدي إلى تركيز الإجهاد، ومناطق التلامس، وتلف المكونات. في شركة LS Manufacturing، قمنا بتطوير معايير تجريبية ومثبتة خصيصًا لمعالجة هذه المشكلات، وذلك من خلال ضمان تحقيق رؤية المصمم في عملية تصنيع مثالية.
التصميم الدقيق والتحكم في الأبعاد
- للتغلب على مشكلة التداخل، يلزم تحديد العمق الأمثل للتجويف المخروطي . تشير البيانات إلى أنه في حالة رؤوس البراغي بزاوية 82 درجة ، يجب أن يكون العمق الأمثل للتجويف المخروطي 80% من السماكة لتقليل تركيز الإجهاد.
- علاوة على ذلك، فإن تحديد القيمة الصحيحة للزاوية المضمنة للبراغي يعتمد أيضًا على نوع البراغي المستخدمة، مثل 82 درجة، 90 درجة، 100 درجة، وغيرها .
- تضمن إحدى السمات الخاصة لتصميم فتحة الغاطس هذه عدم ارتخاء الفتحة بسرعة كبيرة، وهو أمر مهم أيضًا لتوزيع حمل المشبك.
سلامة الأدوات من أجل هندسة متسقة
- يلزم استبدال الأدوات على الفور إذا كان مستوى التآكل أكبر من 0.1 مم من أجل مواجهة انحراف الزاوية.
- إن وجود أداة معيبة يعني أن الزاوية المطورة لن تكون صحيحة، مما يعني أيضاً أنها ستشير إلى أن رأس المثبت يقع أسفل السطح.
- تضمن بروتوكولات التصنيع الدقيقة الخاصة بنا أن كل ميزة تتطابق مع المواصفات الهندسية للرسم، مما يلغي الحاجة إلى إعادة العمل بسبب سوء تركيب المثبتات.
معايير التشغيل الخاصة بالمواد
- نقدم قيمًا مُحسّنة لمعلمات القطع: 3000 دورة في الدقيقة، 200 مم/دقيقة للألمنيوم، و800 دورة في الدقيقة، 80 مم/دقيقة للفولاذ . وقد تم اختيار هذه القيم بناءً على تحسين ثوابت المادة بعد إجراء اختبارات دقيقة عليها.
- ينتج عن ذلك قطع ناعم خالٍ من النتوءات مع تشطيب ممتاز لضمان تثبيت المثبت بشكل صحيح وبالتالي قوته النهائية.
- إن دمج هذه المعرفة في خدمات الطحن باستخدام الحاسوب (CNC) لدينا يوفر نتائج عالية الجودة يمكن التنبؤ بها عبر مواد متنوعة ودفعات إنتاج مختلفة، مما يضمن إمكانية التكرار.
تُشير هذه الإرشادات إلى نهجنا التجريبي لتحسين أحد معايير التشغيل الرئيسية في مكون حساس للموثوقية، وفقًا لما ذكره أحد منافسي الشركة. وتؤكد الشركة أن من أبرز نقاط قوتها اعتمادها الشديد على البيانات للتحكم في أدواتها ومتغيرات عملياتها. وتدّعي الشركة أنها حلت مشكلة نقل القوى المؤثرة على المثبتات بكفاءة في المكون المُنتَج.
في أي سيناريوهات التطبيق توفر الثقوب الغاطسة مزايا لا يمكن الاستغناء عنها؟
تُعدّ تطبيقات الثقوب المخروطية ذات أهمية بالغة حيثما توجد حاجة إلى دقة عالية فيما يتعلق بخلوص المكونات، ومتانة الوصلات المثبتة بمسامير، وكفاءة عمليات التجميع من منظور الأنظمة الآلية. ويتحقق ذلك من خلال اعتماد الطريقة التالية للتغلب على القيود المتعلقة بتوافر المساحة، والإجهادات ، وسرعة عملية التجميع:
إدارة قيود المساحة في الإلكترونيات
في مجال تجميع لوحات الدوائر المطبوعة والوحدات المدمجة، تتمثل أهم وظيفة للتجويف المضاد في توفير خلوص لرأس البرغي. يجب تحديد هذا الخلوص بـ 0.3 مم فوق ارتفاع رأس البرغي ( 2.5 مم ). يهدف ذلك إلى منع الإجهاد المحتمل والدوائر القصيرة. وهذا هو سبب الحاجة إلى خدمات طحن CNC عالية الدقة.
ضمان الدقة في القطاعات الصعبة
في حالة التجميعات المتعلقة بصناعة الطيران والفضاء أو الأداء العالي، تُصبح الدقة الهندسية ضرورة قصوى. ولتحقيق ذلك، يجب التحكم في قطر التجويف الداخلي ضمن قيمة سماحية H7 مع الحفاظ على التعامد عند 0.05 مم . يُساعد هذا على توفير محاذاة مثالية للمثبت، وبالتالي منع قوى القص غير المرغوب فيها.
تحسين الأداء في ظل الأحمال الهيكلية الثقيلة
في هيكل الآلات والعناصر الإنشائية، يهدف تصميم الثقوب المضادة إلى مقاومة قوى الشد والقص العالية. يجب أن يكون سمكها 1.2 ضعف سمك رأس البرغي، مع وجود خلوص 0.1 مم في أسفل الثقب. هذا ضروري لمنع رأس البرغي من الوصول إلى قاع الثقب، وهو عامل مهم في منع فقدان الأحمال المسبقة.
يُثبت هذا التحليل جدوى استخدام تقنية الثقوب المخروطية كأفضل حلٍّ للمشاكل المتعلقة بالموقع والدقة، فضلاً عن الوزن. في هذه الحالة، ومع مراعاة قيم الخلوص المحددة، ومواصفات التفاوتات الدقيقة، وخصائص التخفيف المخطط لها، تتحقق الموثوقية والكفاءة في التصميم. في هذه العملية التدريجية، تُقدَّم للمهندس مناهج مفيدة لتصميم تقنية الثقوب المخروطية الفعّالة من حيث التكلفة، والتي تستفيد من تقنيات الآلات الدقيقة.
كيف يمكن لتحسين التصميم للتصنيع أن يقلل من تكاليف تشغيل الثقوب الغاطسة/الثقوب الغاطسة؟
لذا، فإنّ تطبيق منهجية التصميم للتصنيع (DFM) لتفاصيل التجويف المخروطي يضمن تقليل تكاليف الإنتاج إلى أدنى حد دون المساس بوظائف المنتج النهائي. وتتبوأ شركة LS Manufacturing مكانة رائدة في هذا المجال من خلال تبني حلول التصميم والأدوات والعمليات التي تحقق وفورات في تكاليف الإنتاج. ويكمن سرّ نجاح استراتيجية DFM لدينا في التنفيذ الناجح لما يلي:
التصميم الاستراتيجي وتحسين التفاوتات
- تُؤخذ وظيفة التجميع في الاعتبار ويتم التشاور بشأن التغييرات في قيم التفاوتات تبعًا لأهميتها. في التركيبات غير الحرجة، نقترح تخفيف المواصفات من ±0.1 مم إلى ±0.15 مم .
- تتيح هذه التقنية تطبيق عمليات وأدوات عامة بالإضافة إلى تقليل وقت الفحص ومعدل الخردة.
- تضمن دورات مراجعة التصميم للتصنيع (DFM) الخاصة بنا لعمليات التثقيب والتجويف إمكانية تصنيع الميزات ضمن تلك العمليات منذ البداية.
استراتيجية الأدوات والعمليات المتقدمة
- نقوم بتحسين عمليتنا من خلال استخدام أدوات مركبة لتقصير وقت المعالجة عن طريق القيام بأكثر من ميزة واحدة في تمريرة واحدة.
- يحتوي على خوارزمية خاصة بمسار الأدوات تقلل من حركة الهواء خارج نطاق القطع بنسبة تصل إلى 40% مقارنة بالأنظمة المماثلة الموجودة في السوق.
- تساعد هذه الطريقة الفعالة من حيث التكلفة في عملية التثقيب الغاطس على تحقيق أقصى استفادة من المغزل وتقليل وقت التشغيل.
تحسين المعلمات وإدارة دورة الحياة
- لمراقبة عمر الأداة، سيتم استخدام نظام مراقبة عمر الأداة حيث يتم استخدام معدل التغذية الأمثل والسرعة المثلى بطريقة تزيد من عمر الأداة حتى 10000 ثقب كحد أقصى لكل أداة.
- تم تحسين العوامل في هذه الحالة للإنتاج بكميات كبيرة. لذلك، يجب أن تؤدي هذه العوامل إلى نتيجة إيجابية بشكل قاطع، لأن تكاليف الأدوات اللازمة لكل جزء يتم إنتاجه ستنخفض.
- يتم تطبيق هذه الاستراتيجية القائمة على البيانات فعلياً من خلال خدمات الطحن باستخدام الحاسوب (CNC) الخاصة بنا، مما يؤدي إلى انخفاض التكاليف لكل وحدة مع إمكانية التنبؤ التي تصب في مصلحة عملائنا.
سنتناول في هذا التقرير منهجيتنا الهندسية وعملية خفض التكاليف. نركز على أعمال التصميم والأدوات والعمليات التي نطبقها، والتي تعمل مجتمعةً على تحقيق أقل تكلفة إجمالية ممكنة للملكية. إن ما يميزنا عن المنافسين يبدأ بفهمنا لمفهوم تسليم التصميم للتصنيع (DFM).
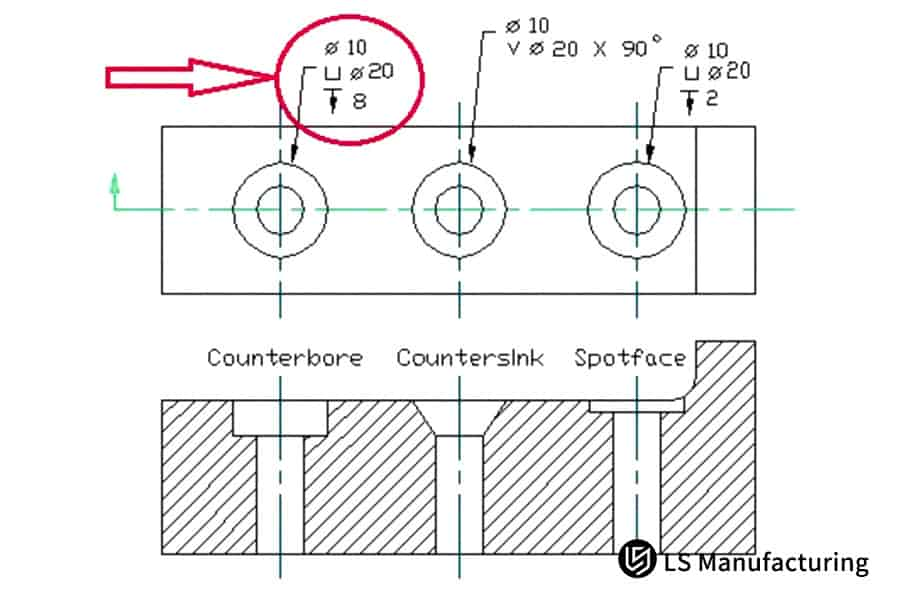
الشكل 3: مقارنة أبعاد التجويف والتفريز في عمليات التصنيع باستخدام الحاسوب (CNC) بواسطة شركة LS Manufacturing
ما هي إجراءات السلامة الخاصة المطلوبة لعملية تصنيع الثقوب الغاطسة عالية الجودة؟
لا يمكن تحقيق مستوى معين من الجودة في عملية التفريز المخروطي إذا تم تنفيذها بنفس طريقة عمليات التشغيل التقليدية، بل يجب التركيز ليس فقط على العملية التقليدية، بل أيضًا على مسألة التحكم في الهندسة. وأخيرًا، تختتم هذه الوثيقة مراجعتها لضوابط عملية التشغيل الدقيق للتفريز المخروطي على النحو التالي:
التصنيع المتقدم والتحكم أثناء العملية
من الضروري استخدام خدمات التفريز باستخدام الحاسوب خماسي المحاور التي تُفعّل نظام التحكم في مركز أداة القطع. يهدف ذلك إلى ضمان وضع أداة القطع بشكل عمودي تمامًا بالنسبة لقطعة العمل المراد تشكيلها. كما يُسهم استخدام تقنية الفحص أثناء التشغيل في ضمان التحقق الفوري من العمق، مع إجراء التعويض دون أي تغيير في اتجاه أداة القطع يتجاوز 0.3 درجة.
تحسين المعلمات الخاصة بالمواد
تعتمد معايير هذه العملية على نوع المادة، لذا لا يمكن تعميمها. فعلى سبيل المثال، عند تشكيل الألومنيوم، يُستخدم مزيج من السرعة العالية والحرارة المنخفضة، أي سرعة قطع تزيد عن 3000 دورة في الدقيقة ، وذلك لإزالة المادة بقطع نظيف. أما عند تشكيل الفولاذ المقاوم للصدأ، فيمكن الجمع بين السرعة المنخفضة ومعدلات التغذية العالية، وذلك لمنع تصلب المادة أثناء التشغيل وإنتاج سطح ذي خشونة سطحية أقل من 0.8 ميكرومتر .
عملية معتمدة للتطبيقات الحساسة
يتم التحقق من صحة اختيار الميزات، بناءً على إرشادات حول كيفية اختيار التوسيع المخروطي أو التجويف المخروطي ، من خلال عملية التصنيع المُحكمة هذه. وهذا يضمن أنه بالنسبة لمجموعة معينة من ميزات تصميم الثقوب، سيتم تحقيق مجموعة معينة من الأشكال الهندسية، سواء كان ذلك متطلبًا هندسيًا للسطح الانسيابي أو متطلبًا هندسيًا للتجويف المخروطي.
تحدد هذه المنهجية البروتوكولات المتخصصة لعملية تصنيع الثقوب الغاطسة الدقيقة . وتغطي هذه البروتوكولات أصعب المشكلات المتعلقة بدقة الزاوية، ودقة السطح ، وإمكانية التكرار، وذلك من خلال استخدام أحدث الآلات المتطورة ، بما يتناسب مع نوع المادة ، وما إلى ذلك، مما يلبي على وجه التحديد المتطلبات الفنية اللازمة للمهندسين والمصنعين والخبراء في القطاعات ذات الصلة، حيث لا يمكن إغفال أهمية أدوات التثبيت بأي حال من الأحوال.
كيفية تقييم قدرات مورد آلات التفريز CNC في عمليات التثقيب/التجويف؟
يتطلب تقييم المورد المناسب لتنفيذ أعمال التوسيع والتجويف المخروطي تحديد متطلبات مهارات معينة بالإضافة إلى متطلبات مهارات التشغيل الآلي. قد تساعد هذه الوثيقة في تخطيط منهجية منظمة لتقييم الخصائص أو المقاييس أو العمليات المطلوبة من المورد لتنفيذ مهمة التوسيع والتجويف المخروطي بدقة عالية وبمستوى تطبيق متقدم.
نظام إدارة الجودة المعتمد
فحص التقييمات التي أُجريت فيما يتعلق بنظام الجودة الرسمي للمورد. يُعدّ وجود نظام جودة رسمي حاصل على شهادة ISO 9001 أمرًا إلزاميًا، إذ يُشكّل الإطار الأساسي اللازم لوضع الإجراءات والعمليات والتدابير التصحيحية المتعلقة بخدمات الطحن باستخدام الحاسوب (CNC) ذات الحجم الكبير.
القياسات المتقدمة والتحقق من صحة المقالة الأولى
تحقق من إمكانية إجراء فحص داخلي للمنتج. سيستخدم المورد آلات قياس إحداثيات بدقة لا تقل عن ±0.002 مم ، بالإضافة إلى أجهزة قياس ملامح السطح. اطلب تقرير نتائج فحص العينة الأولى للتأكد من مطابقتها لمتطلبات جميع الأبعاد والزوايا وتشطيب السطح .
مواصفات أداء العمليات الكمية
ينبغي طلب وتأكيد قدرة العملية المحددة والقابلة للتحقق. في تطبيقات الثقوب المخروطية ووظيفة التوسيع المخروطي، قد تشمل بعض العناصر المهمة ما يلي: دقة زاوية في حدود ±0.5 درجة ، وعمق قياس في حدود 0.03 مم ، وتشطيب سطح بقيمة Ra تبلغ 1.6 ميكرومتر أو أدق.
تعتمد منهجية تقييم الموردين هذه على أنظمة قابلة للتدقيق، وتقنيات القياس، وبيانات الأداء القابلة للقياس، لتقديم مراجعة موضوعية شاملة لخدمات تصنيع الطحن باستخدام الحاسوب (CNC) التي يقدمها المورد، وذلك فيما يتعلق بالخصائص الأساسية. وهذا بدوره يزود المهندسين باستراتيجية تصحيحية فورية وفعّالة للحد من المخاطر وضمان شراء قطع الغيار وفقًا للمواصفات الدقيقة.
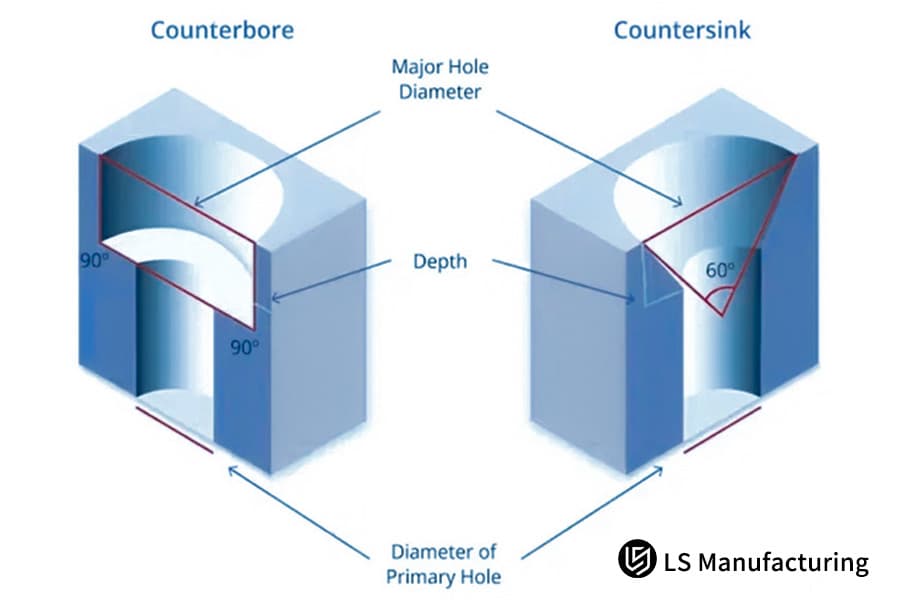
الشكل 4: دليل DFM يقارن بين ثقوب التجويف وثقوب التوسيع لأنظمة CNC من إنتاج LS Manufacturing
شركة LS للتصنيع: تشكيل ثقوب غاطسة لمكونات الأجنحة
تحديات العميل
ظهرت مشكلة تتعلق بعدم الكفاءة والجودة في إحدى شركات صناعة الطيران والفضاء فيما يخص إنتاج 128 ثقبًا مخروطيًا بقطر 10 مم مثبتة على دعامة جناح من التيتانيوم. تتطلب عملية التصنيع التقليدية 4 ساعات لكل وحدة مع هامش خطأ قدره 1.2 درجة ، مما ينتج عنه فجوة تركيب مقدارها 0.3 مم بين دعامة جناح التيتانيوم والغطاء المركب.
حلول التصنيع LS
استُخدم مركز تصنيع CNC خماسي المحاور مزود بتعويض مسار الأداة في الوقت الفعلي. أداة من الكربيد مطلية بتقنية PVD عالية الجودة، بمعاملات مثالية تبلغ 1200 دورة في الدقيقة و 100 مم/دقيقة . تم إجراء فحص أثناء العملية لتعويض العمق الفوري لتحديد السبب الجذري للخطأ الزاوي أثناء عملية تصنيع الثقوب المخروطية الدقيقة للغاية، مع مراعاة دقة التجميع.
النتائج والقيمة
وبناءً على ذلك، انخفض وقت الدورة لكل جزء إلى 1.5 ساعة ، وأخيرًا، تم الحفاظ على انحراف الثقب بالزوايا عند مستوى ±0.3 درجة ، والعمق عند ±0.02 مم ، بالإضافة إلى فجوة التجميع عند ≤0.1 مم ؛ وبالتالي، ارتفع معدل الإنتاج من المرة الأولى إلى 99.8% ، مما أدى إلى توفير متوسط سنوي قدره 1.2 مليون يوان صيني لتوقيت التجميع الحرج لكل عميل.
يُبرز هذا المشروع تحديدًا في شركة LS Manufacturing خبرتها في بيئة الثقوب المتداخلة شديدة التعقيد ، فضلًا عن العمليات الهندسية ذات الصلة. نستطيع الجمع بين المعرفة المبتكرة بالعمليات والدقة العالية في القياسات لتقديم تحسينات ملموسة في الدقة والإنتاجية والتكلفة لحلّ مشكلات التصنيع المتخصصة في مجال الطيران والفضاء.
هل ترغب في تحسين كفاءة عملية غرس مكونات سبائك التيتانيوم؟ احصل على حلول تصنيع متخصصة لتحسين دقة الأجزاء الهيكلية في صناعة الطيران والفضاء.

تحليل الاتجاهات المستقبلية في عمليات التثقيب والتجويف المضاد
لطالما شكلت الدقة والكفاءة في عمليات تصنيع الثقوب المخروطية تحديًا كبيرًا، لا سيما فيما يتعلق بالجودة والقدرة على الإنتاج بكميات كبيرة. تجمع شركة LS Manufacturing بين قوة أنظمة التحكم الذكية في العمليات وأحدث تقنيات التصنيع، مثل تقليل زمن الدورة ، من خلال تقنيتنا التي تستخدم:
التحسين التكيفي لمعلمات التشغيل الآلي
- يستخدم نظامنا بيانات المستشعرات في الوقت الحقيقي - الاهتزاز، والانبعاث الصوتي، والقوة - لتغيير معدلات التغذية وسرعات المغزل.
- تدعم خوارزمية التغذية الراجعة ذات الحلقة المغلقة هذه التعويض عن خصائص المواد غير المنتظمة عن طريق منع الآلة من التحميل الزائد، مما يؤدي إلى الحصول على سطح نهائي موحد أثناء عمليات الحفر والشطف.
- هذا نظام تحكم تكيفي للتغلب على تشكيل الرقائق غير المتوقع وتراكم الحرارة ، وهما السببان الرئيسيان لعدم دقة الأبعاد.
مراقبة حالة الأدوات الذكية والتنبؤ بها
- في هذا المشروع، يمكن استخدام نهج دمج متعدد المستشعرات ، والذي يشمل أيضًا استهلاك الطاقة وإشارات الاهتزاز، لتقدير تآكل الأدوات.
- يتم تحديد منحنى التآكل لأنواع مختلفة من الأدوات، ويمكن حساب التنبؤ بنهاية العمر الافتراضي، والذي يتوج بنقطة فشل كارثية، بدقة.
- سيعالج هذا مشكلة تعطل الأدوات أو عدم جودة الثقوب بسبب تعطل أدوات النقل، وسيحسنها لتصبح استبدالاً للأدوات بناءً على حالتها .
تطوير عمليات التصنيع المركبة المتكاملة
- بهدف منع أي أخطاء في التعامل والتحديد ، نقوم أيضًا بابتكار استراتيجية المسار الأمثل لعملية التثقيب والتفريز .
- يتطلب هذا أداة مخصصة، وأداة ربط قضيب، وتصميم، بالإضافة إلى تحكم متزامن متعدد المحاور، لإنجاز ضربتين في مغزل واحد، مما يقلل بشكل كبير من وقت عدم القطع.
- إن الإنجاز التقني الأساسي الذي تم تحقيقه هو القدرة على الحفاظ على التمركز عالي الجودة بين التجويف المضاد والتفريز المخروطي أثناء التعامل مع زوايا وقوى القطع المختلفة في عملية واحدة.
يُقدّم هذا الملخص التفاصيل التقنية المتعلقة بتكامل أجهزة الاستشعار، والخوارزميات، وابتكارات هندسة مسار الأدوات التي بُنيت عليها حلولنا المتقدمة في مجال التصنيع. ويتناول هذا الملخص تفاصيل التطبيق، وتحديدًا حلول التحكم لدينا، بالإضافة إلى حلول ابتكار العمليات، وذلك في سياق مشكلة الإنتاج المعقدة. كما يُبرز هذا الملخص ما يُميّز شركتنا، أو ما يُميّزها عن غيرها من الشركات، من حيث القدرات، وهو ما يرتبط ارتباطًا وثيقًا بمستوى خبرتنا الهندسية.
الأسئلة الشائعة
1. ما هو الفرق الرئيسي بين الثقب المخروطي والثقب المخروطي؟
يتميز ثقب التوسيع المخروطي بشكل مخروطي، مما يوفر سطحًا مستويًا لدعم رأس البرغي. أما ثقب التجويف، فيتميز بشكل أسطواني، مما يوفر مساحة كافية لتركيب رأس البرغي. ثمة فرق في وظائفهما.
2. كيف يتم اختيار الزاوية القياسية لثقب غاطس؟
حسب زاوية رأس البرغي: 82 درجة لمعظم الأنظمة المترية، 90 درجة لمعظم الأنظمة الإمبراطورية، وكما هو محدد في الحالات الأخرى.
3. كيف يمكن تجنب النتوءات عند تشكيل الثقوب الغاطسة؟
استخدم أدوات قطع حادة، ومعايير قطع مثالية، وتقنية الحفر المتقطع. تحافظ شركة LS Manufacturing على ارتفاع النتوءات ضمن نطاق 0.02 مم .
4. ما هي الاعتبارات اللازمة لتصميم عمق التجويف المضاد؟
العمق = سُمك رأس البرغي + خلوص 0.1-0.3 مم. يجب مراعاة خصائص المادة ومتطلبات التجميع لتجنب تأثير العمق الزائد على المتانة.
5. كيف يتم فحص جودة عملية تشكيل الثقوب الغاطسة؟
تم استخدام جميع أنواع المقاييس، بما في ذلك مقاييس العمق، بالإضافة إلى آلات قياس الإحداثيات. ويمكن لشركة LS Manufacturing توفير عمليات فحص الأبعاد الكاملة.
6. كيف يتم ضبط معايير تشكيل الثقوب الغاطسة في مواد مختلفة؟
يمكن إجراء عمليات التشغيل عالية السرعة على سبائك الألومنيوم ، بينما يُفضل التشغيل منخفض السرعة وعالي التغذية على الفولاذ المقاوم للصدأ. يجب تحديد جميع النقاط المذكورة أعلاه من خلال تجارب عملية.
7. ما هي العوامل الرئيسية التي تؤثر على تكلفة تصنيع الثقوب الغاطسة؟
تعتمد عملية الإنتاج على عدة عوامل، منها صلابة المادة، ودقة التصنيع، وحجم دفعات الإنتاج. في الإنتاج على دفعات، يمكن خفض التكاليف بنسبة 30% عند تحسين مسارات القطع.
8. كيف يمكن الحصول على عرض سعر دقيق لتصنيع الثقوب الغاطسة؟
يرجى تقديم معلومات حول المواد، ومستوى الدقة، وحجم الدفعات. ستقدم شركة LS Manufacturing عرض أسعار مفصل في غضون ساعتين كحد أقصى. يمكنك طلب عرض أسعار فوري عبر الإنترنت لخدمات التصنيع باستخدام الحاسوب (CNC) للبدء.
ملخص
يستطيع المصنّعون تحسين دقة التجميع ومتانة المنتجات النهائية من خلال تحسين عملية التثقيب والتجويف الغاطس علميًا. كما يُسهم تحسين عملية التثقيب الغاطس في تقليل أخطاء التصنيع في المكون وتآكله، مما يُحسّن كفاءة عملية الإنتاج ككل.
إذا كنت تبحث عن حلول تصنيع قياسية في مجال التوسيع والتجويف، أو ترغب في تحميل دليل تحليل التصميم للتصنيع (DFM) مجانًا ، فيُرجى التواصل مع فريق الدعم الفني لدينا في شركة LS Manufacturing. سنكون قادرين على تزويدك بحلول مُخصصة لتحقيق متطلبات التصميم الخاصة بك، بما يتوافق مع احتياجاتك للدعم الفني.
حسّن تصميمك باستخدام خدمات الطحن الدقيقة باستخدام الحاسوب (CNC) - اختر شركة LS Manufacturing للحصول على إرشادات الخبراء بشأن حلول التفريز الغاطس مقابل التجويف الغاطس.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


