CNC milling services are the foundation for precision machining of countersunk and counterbored holes, yet engineers frequently struggle with selection. Common pitfalls like screw protrusion, assembly interference, and stress concentration arise from improper choices, directly compromising product quality and manufacturing efficiency.
We address this core issue by establishing a systematic selection framework. Leveraging 15 years of LS Manufacturing expertise, we provide clear technical parameters and case studies to balance functionality, manufacturability, and cost, targeting a 30% cost reduction and 40% productivity increase.
CNC Milling: Countersink VS Counterbore - Ultimate DFM & Cost Guide
| Feature / Consideration | Countersink | Counterbore |
| Primary Function | Forms a conical seat for flat head screws for a flush finish. | Creates a cylindrical flat-bottom hole for socket-head caps to sit below the surface. |
| Tooling | Single-point countersink bit, material and machine hardness sensitive. | Uses an end milling, offering more stability and better for harder materials. |
| DFM & Ease of Machining | Prone to chatter; requires precise depth control to avoid a raised or recessed screw. | Process is fairly stable; depth is easy to control. |
| Cost Implication | Lower cost of tooling, with the chance of having scrap due to mistakes. | Higher cost of tooling, quicker, more accurate, and without defects, machining. |
| Part Strength | More milling material is removed on the surface which can result in a weaker spot. | Less material is removed near the surface; typically better for part strength. |
| Aesthetics & Cleanliness | Provides smooth, flush appearance, suitable for visible areas. | Creates small indentation; tends to accumulate dirt, but screw head is covered. |
| Best Applications | Employed in areas where a smooth, aerodynamic or snag-free surface is an absolute must. | Best for areas where high-stress conditions demand stronger joints and less difficult assemblies. |
| Key DFM Tip | Specify screw head angle and major diameter; control depth tightly. | Specify bolt diameter, head diameter, and depth; allows for a loose tolerance on depth. |
We help you solve critical DFM challenges by selecting the optimal hole type—countersink for flush finishes or counterbore for strength and reliability. Our expertise ensures your design is optimized for manufacturability, minimizing cost and quality risks while accelerating your time to market.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
These are tips that have been developed over the many years of experience that our company, LS Manufacturing, has, over 15+ years, of experience that have addressed the challenges of building over 50,000 pieces of custom CNC milling parts. These tips that we have developed have been for Aerospace, Medical, Automotive, as well as industries that simply cannot have the option of failure.
Application-informed recommendations for our DFM and cost optimization are supported by authoritative standards. Precisely, we rely on consultancy work related to the NIST Materials Data for selecting the appropriate variables and relevant principles for Additive Manufacturing (AM) related to hybrid manufacturing. This ensures that our recommendations with regard to countersinks and counterbores take into consideration the concepts of precision, performance, and cost-effectiveness informed by authoritative standards.
Knowledge is an end-of-the-day share we all use in our day-to-day life. How to optimize toolpath for aluminum parts or how to avoid chatter in stainless steel parts have taken thousands of hours of solving problems, which this guide will be yours so you avoid common mistakes and have optimal quality on your machined parts with our support of a decade proof and certified results.

Figure 1: A CNC mill creates a countersink in a precise metal hole by LS Manufacturing
What Are The Differences Between Countersunk And Counterbored Holes In Design And Application?
Hole selection in fasteners is done while taking into account the type of hole that needs to be drilled. This article presents the technical differences of countersinks vs counterbore with respect to mechanical details that would help in design related to optimal fastener design in manufacturing.
| Feature / Aspect | Countersink | Counterbore |
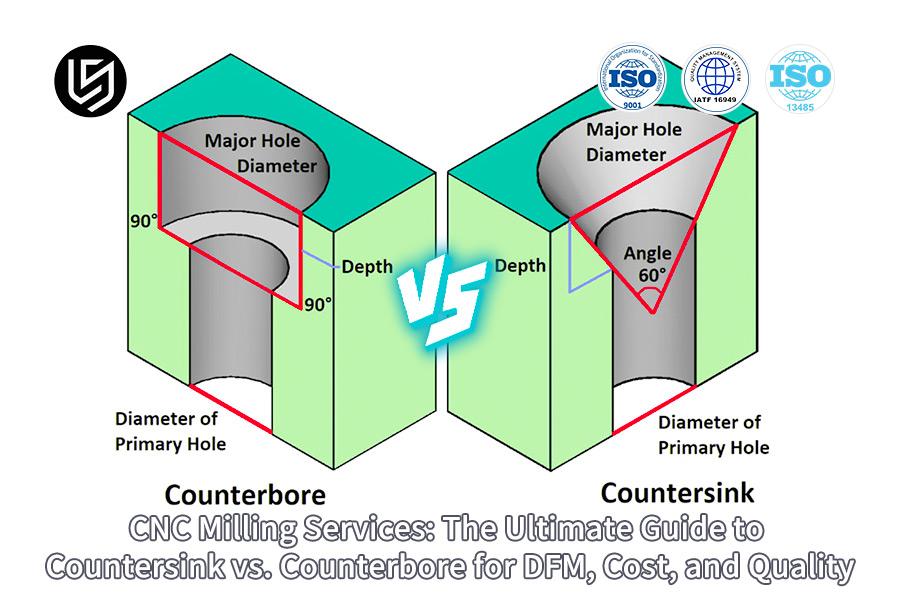
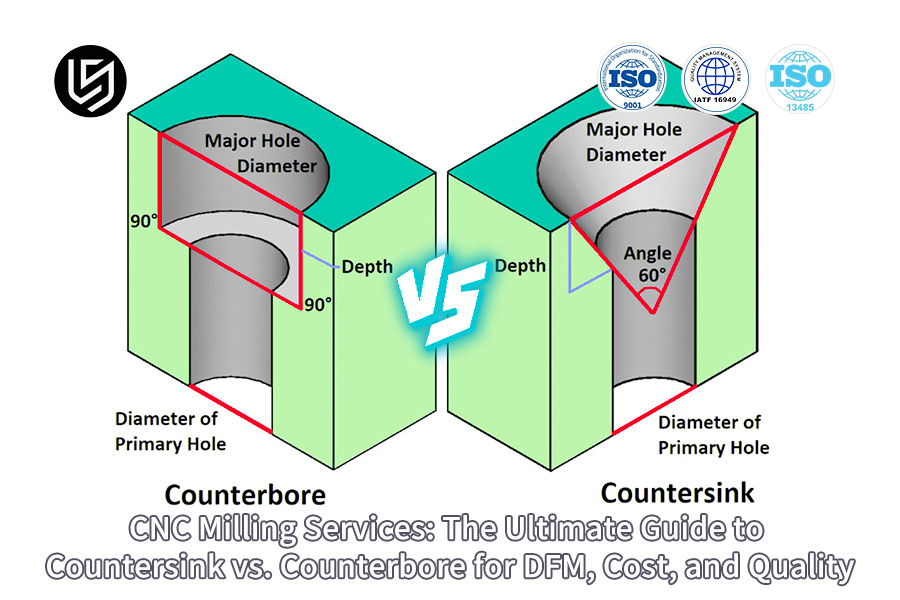
| Primary Geometry | Conical seat (typically 82°/90°). | Cylindrical recess with a flat bottom. |
| Depth Control | Screw head thickness x 75-85%. | Screw head thickness + 0.1-0.3mm. |
| Shear Performance | Lower stress concentration (approx. 15% better). | Higher localized stress at hole edge. |
| Tensile Performance | Reduced bearing area under direct pull. | Superior resistance (approx. 8% stronger). |
| Optimal Application | High-vibration environments; flush surface required. | Space-constrained assemblies; high clamp load required. |
The choice in the countersink vs counterbore debate is dictated by load type, not convention. For instance, it has been ascertained that countersinks are considered more mechanically superior within shear loads and vibratory loads, rather than being optimally identified by tensile loads or space availability. With this in mind, the correct execution as performed by professional CNC milling services should take into account dimensional integrity, which is considered the backbone upon which any performance achieved would be based upon.

How Do CNC Milling Services Ensure Accuracy And Quality Of Countersunk Holes?
For the best screw head engagement and loading, the countersink geometric dimensions must be highly accurate. For this reason, any deviation in the angles or surfaces may affect the entire assembly. Below, this document describes our approach in overcoming the basic challenges in precision countersink machining:
Rigid Process Design to Eliminate Tool Deflection
The opposition to the accuracy of angles is - flex of the cutting tool during cutting. This is countered with the use of high rigidness HSK type holders on the Walter lines of proven quality short fluted solid carbide countersinks. In the case of a certain aluminum aerospace product made recently by us due to this method with a conservative value of the depth of cut parameter, it was possible to achieve an angle tolerance value of just ±0.25°, where the normal value is ±0.5° through direct influence on the loading of the fastener.
Integrated In-Process Metrology for Real-Time Validation
The post-process inspection comes too late to find a mistake. We offer a system of touch-trigger probes totally integrated in the machining process. The pilot hole is milled by a finish mill, and then it is inspected by a probe for dimension and position. The second inspection by a cone refocusing probe is accomplished after the completion of the countersink process, and cone angle concentricities are defined by algorithms. The closed-loop system from our CNC milling services eliminates mistakes by adjusting the depth tolerance totally automated with cone-to-axis perpendicularity within ±0.03mm.
Optimized Toolpath Strategy for Superior Surface Finish
A smooth cone surface is very important in ensuring that a smooth surface is achieved for contact purposes. However, given the nature of the completion process that occurred with high speed of the spindle combined with low feed rates, we were able to maintain the surface roughness of Ra ≤ 1.2µm. The cutting tool motion is executed in a smooth helical motion into the material without any dwell marks or chattering that would create peaks on the surface.
Environmental and Thermal Stability Management
There would be an impact of the temperatures on the growth of the components. This would thereby impact the sizes of the components. Indeed, all our processing in regard to precision milling is conducted in a temperature-controlled environment in a room with temperatures of 20°C±1°C. Moreover, the fact that we work with steel means that we carry out a pre-mach thermal soak which is the basis of our cost-effective countersink counterbore process as the company.
By doing this, there is conversion of precision from being target-oriented to output-controlled. Regarding precision countersink machining, we guarantee there is correct counter sink machining by using engineered rigidity, geometry verification during real-time processing, optimized final machining kinetics, and control of the machining environment. This end-to-end control over the CNC milling services process delivers reliable, high-strength joints, making cost-effective countersink counterbore a repeatable reality for mission-critical assemblies.
How To Select Between Countersunk And Counterbore Designs Based On Functional Requirements?
The problem of how to choose countersink or counterbore in the design of a precision mechanics is an apparent challenge in relation to performance aspects of the design and processing. Relating to the treatment of the decision-making process through the foundation of functional demands and CAE data is relevant in the context of this report as an approach to provide the designer with a systematic approach of improving the design of costly applications.
| Functional Requirement | Recommended Design | Key Parameter | Quantitative Performance Insight (CAE) |
| High Aesthetic Demand | Countersink Hole | 90° cone angle | Aluminum: 12% higher max. load vs. counterbore |
| Space-Constrained Scenario | Counterbore Hole | Depth: screw head +0.2 mm | Steel: 20% longer fatigue life vs. countersink |
| Heavy-Duty Load Condition | Combined Countersink + Counterbore | Integrated design | Optimized for high stress and assembly |
Concerning direct implementation, focus on functional design rather than countersink selection based on flush finish, counterbore hole applications, as well as heavy load usage based on combined designs. Each decision made shall depend on materials, that is, related to specific data such as 12% for aluminum. The DFM for countersink counterbore process, based on the results of the analytical process using the functionalities of CAE software, proposes a definitive design solution that is expected in a competitive engineering field.
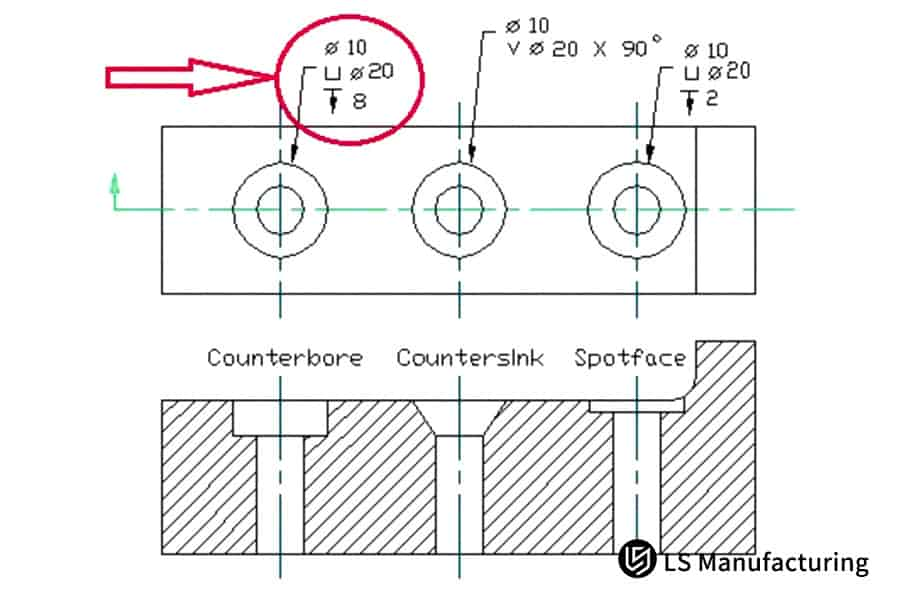
Figure 2: Selecting between countersink or counterbore holes in CNC milling by LS Manufacturing
What Are The Key Parameters That Require Special Attention In Countersunk Hole Design?
The dimensioning of a counter sink hole is very critical with regards to fitting, strength, and assembling fasteners. Incorrect dimensions lead to stress risers, contact areas, and failures of components. At LS Manufacturing, we have specifically developed a criteria that is experimental and proven for addressing these problems by ensuring the vision of the designer is facilitated in flawless manufacturing with:
Precision Design and Dimensional Control
- In order to counter the problem of the interface, there is a need to identify the optimal countersink depth. From the data, in the case of 82° screw heads, the optimal depth of the countersink must be 80% of the thickness in order to reduce the stress concentration.
- Further, identification of the right value of the included angle of screws also depends on the type of screws being used, such as 82°, 90°, 100°, and others.
- A particular feature of this countersink hole design hole ensures that the hole does not work loose unduly soon, which is also important for the distribution of the clamp load.
Tooling Integrity for Consistent Geometry
- A replacement of the tooling is required in an immediate fashion if the level of wear is greater than 0.1mm in order to counter the deviation of the angle.
- A defective tool would mean that the angle developed will not be correct, which further means that it will indicate that the head of the fastener is below the surface.
- Our precision countersink machining protocols guarantee that every feature matches the drawing's geometric specification, eliminating rework due to poor fastener fit.
Material-Specific Machining Parameters
- We provide optimized cutting parameter values: 3000 rpm, 200mm/min for aluminum and 800rpm, 80mm/min for steel. The chosen cutting parameter values are the result of optimization of the material constants after rigorous testing of the material constants.
- This yields a smooth cut that is burr-free with an excellent finish to ensure proper seating of the fastener and therefore its final strength.
- Integrating this knowledge into our CNC milling services delivers predictable, high-quality results across diverse materials and production batches, ensuring repeatability.
This guideline incorporates our empirical approach of improving a significant machining parameter in a reliability-sensitive component, says this competitor of the firm. A significant strength of our firm is that we are tough on the use of data for controlling our tools and processing variables, says the firm. They claim that they solved the problem of effectively involving and transferring the forces on the fastener in the actual component produced.
In Which Application Scenarios Do Countersunk Holes Offer Irreplaceable Advantages?
Counterbore hole applications is of paramount significance where there is a requirement for precision concerning the clearance of components, robust bolted joints, as well as efficient assembling processes from the view of automated systems. This is achieved by adopting the following method of overcoming the limitations concerning the availability of space, stresses, as well as speed concerning the process of assembly:
Managing Space Constraints in Electronics
When it comes to PCB and compact module assembly, the most important function of the counterbore is the provision of the screw head clearance. This should be specified 0.3mm above the height of the screw head (2.5mm). This is in a bid to prevent possible stress as well as short circuits. This is the reason for the need for such accurate CNC milling services.
Ensuring Precision in Demanding Sectors
In the case of assemblies involving aerospace or high performance, geometric accuracy becomes an ultimate necessity. To make this happen, one needs to control the diameter of the counterbore within an H7 tolerance value along with maintaining perpendicularity at 0.05 mm. This helps to provide ideal alignment for the fastener, thus prohibiting unwanted sheer force.
Optimizing for Heavy-Duty Structural Loads
In the machinery frame and structural members, the design of the counterbores aims at resisting high tensile and shearing forces. This should be designed at 1.2 times the thickness of the screw head and have a relief of 0.1mm on the bottom of the counterbore. This is essential in the process of preventing the screw head from bottoming out and is an important factor in preventing losses of preloads.
This analysis proves the applicability of counterbore hole applications as the best approach in solving the problems that relate to location and precision, not to mention weight. In this case, taking into account specific clearance values, tight tolerance specifications, as well as planned relief characteristics, reliability and efficiency are realized in the design. In this step-by-step process, useful approaches are provided for the engineer to design a cost-effective countersink counterbore approach in a way that capitalizes on precision machine techniques.
How Can DFM Optimization Reduce The Machining Costs Of Countersunk Holes/Counterbores?
DFM for countersink counterbore details is, therefore, successively going to ensure a minimization of production costs without the slightest loss of functionality in the produced item. LS Manufacturing takes the lead in these aspects through the adoption of design, tooling, and process solutions that realize production cost savings. The key to our DFM strategy lies in successful implementation to:
Strategic Design and Tolerancing Optimization
- The assembly function is taken into account and consulted regarding variations in tolerance values depending on its criticality. In non-critical fits, our proposal is to soften specifications from ±0.1mm to ±0.15mm.
- The technology enables the application of generic processing and tooling as well as the reduction in the inspection time and scrap rate.
- Our DFM for countersink counterbore review cycles ensure manufacturability of features within those operations from the onset.
Advanced Tooling and Process Strategy
- We optimize our process by utilizing combination tools to shorten the processing time by doing more than one feature in a single pass.
- It has a proprietary algorithm of path of tools that minimizes air travel outside of cutting by as much as 40% compared with similar systems on the market.
- Such a way of cost-effective countersink counterbore helps to make maximum use of the spindle and reduces machining time.
Parameter Optimization and Lifecycle Management
- For monitoring the tool life, a tool life monitoring system where the optimal feed rate and optimal speed will be used in such a manner as it will increase the lifespan of the tool up to a maximum of 10,000 holes per tool.
- The factors in this instance have been optimized for mass production. Therefore, the factors must lead to an unequivocally positive result because the costs for the tooling for each part generated would decrease.
- This data-informed strategy is actually practiced by our own CNC milling services, which results in lower costs per unit with a predictability that leans in favor of our customers.
We will discuss our engineering methodology and process for reducing costs within this report. We concentrate on the design works, tools, and processes we implement that, taken collectively, act to drive the lowest possible total cost of ownership. The way in which we differentiate the client from the competition begins with an understanding of deliveb DFM delivery.
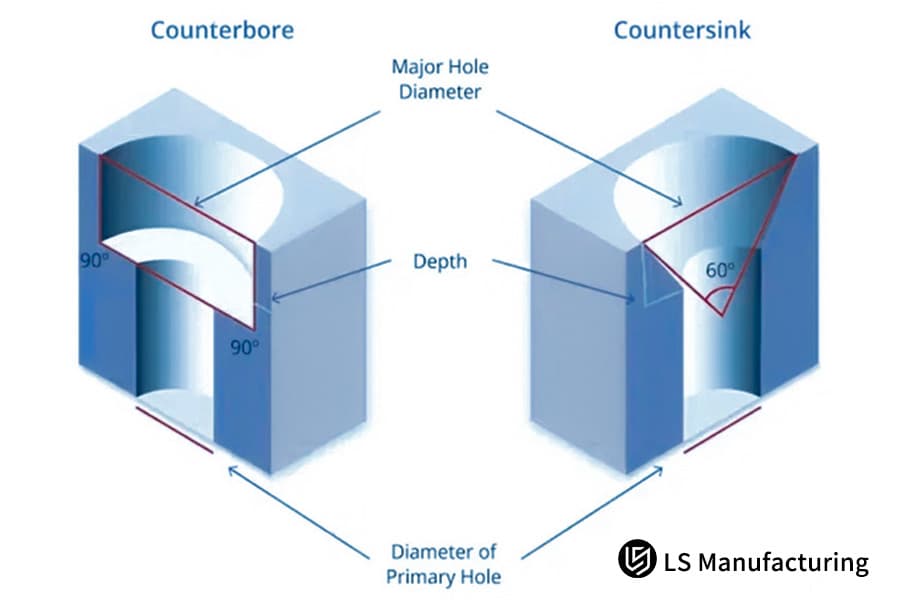
Figure 3: Comparing counterbore and countersink dimensions in CNC machining by LS Manufacturing
What Special Process Safeguards Are Required For High-Quality Countersunk Hole Machining?
A certain degree of quality in countersinking cannot be obtained if the process of countersinking is performed in the same manner as the conventional machining process but will have to focus not just on the conventional process but also on the matter of geometry control. Finally, this document will conclude its review of process controls for precision countersink machining as follows:
Advanced Machining and In-Process Control
It becomes crucial that 5-axis CNC milling services be used that implement tool center point control. The aim of this is that it makes sure that there is a perfectly upright tool location relative to the workpiece being machined. The adoption of in-process probing helps in making sure that depth verification is accomplished immediately, with compensation made without any variation in orientation of more than 0.3 degrees.
Material-Specific Parameter Optimization
The parameters of the process are material-dependent; therefore, they cannot be generalized. For example, when machining aluminum materials, a combination of high speed with low heat, consisting of a cutting speed of 3000+ RPM, is used apart from removing material with a clean cut, and when machining stainless steel materials, low speed may be combined with high values of feed rates apart from preventing work hardening and manufacturing a material that has a sub-Ra surface finish of 0.8µm.
Validated Process for Critical Applications
The selection between features, informed by guidelines on how to choose countersink or counterbore, is validated through this controlled machining process. This ensures that for a given set of hole design features, a given set of geometries, whether it is a geometrical requirement of the flush aerodynamic surface or a geometrical requirement of the counterbore, will be realized.
This methodology sets the specialized protocols for the precision countersink machining process. Such protocols cover the most difficult-to-resolve issues relating to angle precision, surface precision, and the issues of reproducibility, through the introduction of the most recent cutting-edge machine, in relation to the material, and so on, which would specifically fulfill the technical requirements necessary for engineers, manufacturers, and experts in the relevant sectors, where the relevance relating to fasteners cannot be ignored at any cost.
How To Evaluate A CNC Milling Supplier's Capabilities In Countersinking/Counterboring?
An assessment of a fit supplier to execute the job of countersink and counterbore should involve certain skill requirements besides the machining skill requirements. This present document may help with the planning of a systematic method of assessment of the attributes, gauge, or process required by a supplier to execute the proper task of precision countersink machining at a high level of application:
Validated Quality Management System
Examination of the assessments made with respect to the supplier’s formal quality system. Having a formal quality system, which is ISO 9001 certified, is mandatory since it serves as the framework which is imperative to establishing the procedure, process, and corrective actions in respect to high volume CNC milling services.
Advanced Metrology and First-Article Validation
Investigate its ability to be internally inspected. The vendor will employ coordinate measuring machines having an accuracy no less than ±0.002mm, while surface profilometers will also be employed. Request a result sheet from first article inspection to ensure first articles meet requirements of all dimensions, angles, and surface finish.
Quantified Process Performance Specifications
Specified and verifiable process capability should be asked for and checked. In the counterbore hole applications and the countersink function, some of the important items might include the following: Angular tolerance to within ±0.5°, Depth of measurement to within 0.03mm, Surface finish with an Ra value of 1.6µm or finer.
This supplier evaluation methodology utilizes auditable systems, metrology, and measurable performance data to give a completely objective review of a supplier’s CNC milling services on critical features. This, in turn, provides engineers with an immediate and active remediation strategy to mitigate the risk and ensure parts procurement to exact specifications.
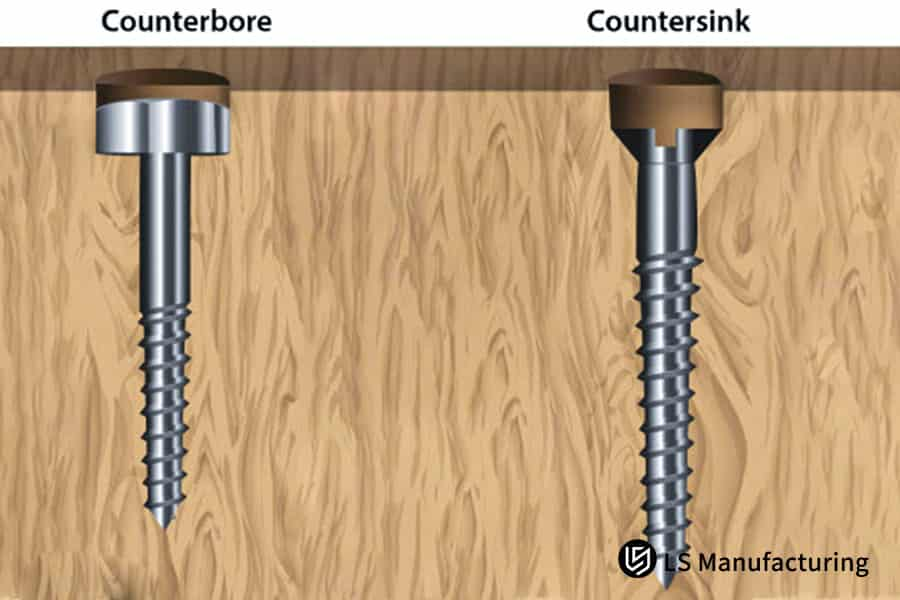
Figure 4: DFM guide comparing counterbore and countersink holes for CNC by LS Manufacturing
LS Manufacturing: Countersunk Hole Machining For Wing Components
Client Challenge
An issue with inefficiency and quality arose in an aerospace company regarding the production of 128 Φ10mm countersink holes positioned on a titanium wing spar. The conventional machining step requires 4 hours per unit with an error of 1.2°, thereby resulting in a 0.3mm fit gap between a titanium wing spar and a composite skin.
LS Manufacturing Solution
A 5-axis CNC machining center with real-time tool path compensation was used. High PVD coated carbide tool, optimal parameters of 1200 rpm, 100mm/min. In-process probing for live depth compensation in terms of the root cause of angular error during very precise countersink machining, assembly precision in view.
Results and Value
Accordingly, the cycle time per part decreased to 1.5 hours, and finally, the hole deviation by the angles was maintained at a level of ±0.3°, depth at ±0.02 mm, as well as the assembly gap at ≤0.1 mm; hence, the first pass yield rose to 99.8%, hence leading to an average savings per year of 1.2 million RMB for their critical assembly timing per client.
This specific project at LS Manufacturing showcases its expertise in the very complex environment of counterbore hole, as well as geometric operations related to this example. We can combine innovative process knowledge with strong metrology discipline to provide measurable value improvements in precision, productivity, or cost for specialized aerospace manufacturing problems.
Looking to improve the efficiency of countersinking titanium alloy components? Get expert machining solutions to optimize the precision of your aerospace structural parts.

Analysis Of Future Trends In Countersinking And Counterboring Processes
Accuracy and efficiency in counterbore and countersink machining have been challenging for quite a long period, especially over quality and the capability to mass-produce at high rates. LS Manufacturing combines the power of intelligent process controls with the most advanced machining techniques, like cycle time reduction, through our technology utilizing:
Adaptive Optimization of Machining Parameters
- Our system uses real-time sensor data-vibration, acoustic emission, and force-to vary feed rates and spindle speeds.
- This closed-loop feedback algorithm supports the compensation for irregular material properties by preventing the machine from overloading, making a uniform surface finish during counterboring and chamfering.
- This is an adaptive control to overcome the unpredictable chip formation and heat accumulation, which are the major reasons for inaccuracies of dimensions.
Intelligent Tool Condition Monitoring and Prognostics
- In this project, a multi-sensor fusion approach, which also includes power consumption and vibration signals, can be used for the estimation of tool wear.
- A curve of wear-out is determined for different types of tools, and the end-of-life forecast,culminating in a catastrophic failure point, can be exactly calculated.
- This will address the problem of the tools failing or the holes not being good because the Movers and improve it to a condition-based replacement for the tools.
Development of Integrated Compound Machining Processes
- With a view to preventing any mistakes in handling & positioning, we are also innovating the optimized path strategy for counterbore & countersink operation.
- This requires custom tool, tie bar tool, design, as well as multi-axis simultaneous control, to accomplish the two in one spindle hit, thereby significantly reducing the non-cut time.
- The essential technical feat accomplished is the capacity for maintaining high-quality concentricity between the counterbore and the countersink while dealing with different cutting angles and forces in a single operation.
This abstract gives the technical details with respect to the sensor integration, algorithms, and the tool path engineering innovation that our advanced machining solutions have been based on. It is with respect to the specifics with regards to the application, specifically to our control solutions, as well as the process innovation solutions, which is with respect to the complex production problem. It is with respect to how our company differs, or the uniqueness with respect to the capabilities with respect to our company, that is directly related to the level of our engineering expertise.
FAQs
1. What is the main difference between a countersunk hole and a counterbore?
The countersink hole has a conical shape, which provides a flat surface for supporting the screw head. The counterbore hole, however, has a cylindrical shape, which provides room for fitting the screw head. There is a distinction in their functions.
2. How to choose the standard angle for a countersunk hole?
Depending on screw head angle: 82° for most metric, 90° for most Imperial, and as specified in other cases.
3. How to avoid burrs when machining countersunk holes?
Use acute cutting tools, optimal cutting parameters, and peck drilling. Keeping the burr height within 0.02 mm is maintained by LS Manufacturing.
4. What are the considerations for designing the depth of a counterbore?
Depth = screw head thickness + 0.1-0.3mm clearance. Material properties and assembly requirements must be considered to avoid excessive depth affecting strength.
5. How to inspect the quality of countersunk hole machining?
Gauges of every type and description, depth gauges, as well as coordinate machines, have been employed. Full dimension inspections may be provided by LS Manufacturing.
6. How to adjust parameters for machining countersunk holes in different materials?
High speed machining can be performed in aluminum alloy material, whereas low-speed and high feed machining is preferred in stainless steel material. All the above points have to be decided through process experimentation.
7. What are the main factors affecting the cost of countersunk hole machining?
Material hardness, precision degree, size of production lots. In batch production, there is the possibility of cutting costs by 30%, if optimized with respect to routes of cutting.
8. How to obtain an accurate quote for countersunk hole machining?
Give information about material, level of accuracy, and size of batches. Detailed pricing will be provided by LS Manufacturing in no more than 2 hours. You can directly request an instant online CNC machining quote to get started.
Summary
Manufacturers can improve the accuracy of assembly and the strength of the resultant products through a scientific countersink and counterbore process optimization. The optimization of the countersunk hole process further improves the machining errors of the component and its wear as well. The process thus optimizes the efficiency of the whole production process.
If you are looking for industry standard countersink and counterbore machining solutions or for downloading a free DFM analysis guide, then please get in contact with our technical support staff here at LS Manufacturing. From there, we would be in a position to provide you with specific solutions to achieve your design goal requirements in concert with your needs for our technical support.
Optimize your design with precision CNC milling services—choose LS Manufacturing for expert guidance on countersink vs counterbore solutions.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


