I servizi di fresatura CNC sono fondamentali per la lavorazione di precisione di fori svasati e alesati , eppure gli ingegneri spesso incontrano difficoltà nella scelta. Problemi comuni come la sporgenza delle viti, le interferenze di assemblaggio e la concentrazione di stress derivano da scelte errate, compromettendo direttamente la qualità del prodotto e l'efficienza produttiva.
Affrontiamo questa problematica fondamentale definendo un quadro di selezione sistematico. Sfruttando 15 anni di esperienza di LS Manufacturing, forniamo parametri tecnici chiari e casi di studio per bilanciare funzionalità, producibilità e costi, puntando a una riduzione dei costi del 30% e a un aumento della produttività del 40% .
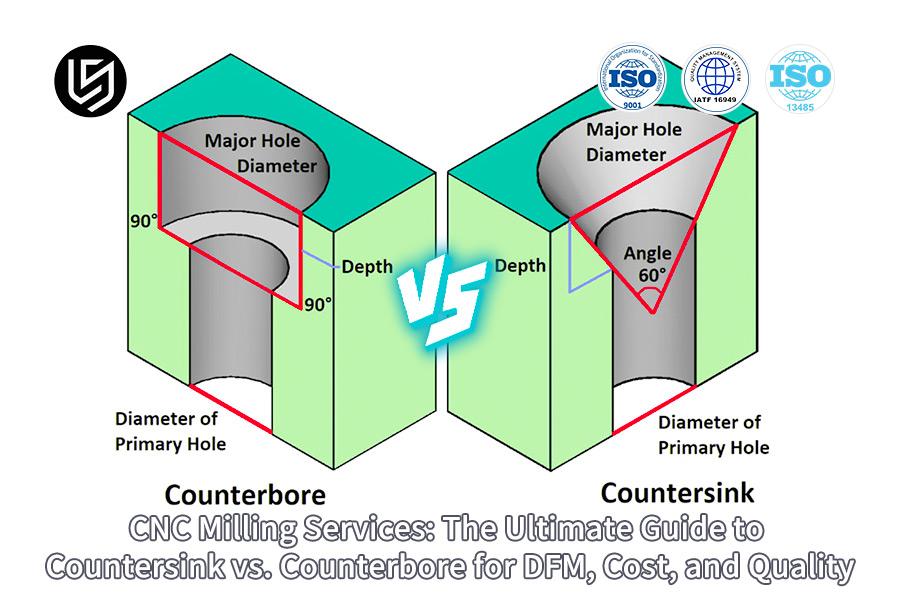
Fresatura CNC: Svasatura vs. Alesatura - Guida definitiva alla progettazione, alla producibilità e ai costi
| Caratteristica / Considerazione | Svasatura | Svasatura |
| Funzione primaria | Crea una sede conica per viti a testa piatta, garantendo una finitura a filo . | Crea un foro cilindrico a fondo piatto in cui i cappucci a testa esagonale si inseriscono al di sotto della superficie. |
| Attrezzatura | Punta svasatrice a punto singolo, sensibile alla durezza del materiale e della macchina. | Utilizza una fresatura frontale , che offre maggiore stabilità ed è più adatta a materiali più duri. |
| Progettazione per la producibilità (DFM) e facilità di lavorazione | Soggetta a vibrazioni; richiede un controllo preciso della profondità per evitare che la vite risulti sporgente o incassata. | Il processo è abbastanza stabile; la profondità è facile da controllare. |
| Implicazioni di costo | Minori costi di attrezzaggio , con la possibilità di avere scarti dovuti a errori. | Costo degli utensili più elevato, lavorazione più rapida, più precisa e senza difetti. |
| Forza parziale | Viene rimosso più materiale di fresatura dalla superficie, il che può comportare la formazione di un punto più debole. | Viene rimosso meno materiale vicino alla superficie; in genere questo è un vantaggio in termini di resistenza del pezzo. |
| Estetica e pulizia | Offre un aspetto liscio e uniforme, adatto ad aree a vista. | Crea una piccola rientranza ; tende ad accumulare sporco, ma la testa della vite è coperta. |
| Le migliori applicazioni | Impiegato in aree in cui una superficie liscia, aerodinamica o priva di ostacoli è assolutamente indispensabile. | Ideale per aree in cui condizioni di elevato stress richiedono giunzioni più resistenti e assemblaggi più semplici. |
| Suggerimento chiave per la DFM | Specificare l'angolo della testa della vite e il diametro maggiore; controllare con precisione la profondità di avvitamento. | Specificare il diametro del bullone, il diametro della testa e la profondità; è consentita una tolleranza ampia sulla profondità. |
Vi aiutiamo a risolvere le sfide critiche di DFM (Design for Manufacturing) selezionando il tipo di foro ottimale : svasatura per finiture a filo o alesatura per resistenza e affidabilità. La nostra esperienza garantisce che il vostro progetto sia ottimizzato per la producibilità, riducendo al minimo i rischi di costi e qualità e accelerando il time to market.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Questi suggerimenti sono frutto di una lunga esperienza maturata dalla nostra azienda, LS Manufacturing , che vanta oltre 15 anni di attività nell'affrontare le sfide legate alla realizzazione di oltre 50.000 componenti personalizzati tramite fresatura CNC . Abbiamo sviluppato questi suggerimenti per i settori aerospaziale, medicale, automobilistico e per altre industrie in cui il fallimento non è assolutamente ammissibile.
Le nostre raccomandazioni, basate sull'esperienza applicativa e sull'ottimizzazione dei costi e dei processi di prototipazione (DFM), si fondano su standard autorevoli. Nello specifico, ci affidiamo a consulenze relative ai dati sui materiali del NIST per la selezione delle variabili appropriate e dei principi rilevanti per la produzione additiva (AM) in ambito di produzione ibrida. Ciò garantisce che le nostre raccomandazioni relative a svasature e alesature tengano conto dei concetti di precisione, prestazioni ed economicità, in conformità con standard autorevoli.
La conoscenza è un bene prezioso che tutti utilizziamo nella vita di tutti i giorni. Ottimizzare il percorso utensile per i pezzi in alluminio o evitare le vibrazioni nei pezzi in acciaio inossidabile richiede migliaia di ore di risoluzione di problemi. Questa guida ti aiuterà a evitare gli errori più comuni e a ottenere una qualità ottimale dai tuoi pezzi lavorati, grazie alla nostra esperienza decennale e ai risultati certificati.

Figura 1: Una fresatrice CNC crea una svasatura in un foro metallico preciso, realizzata da LS Manufacturing.
Quali sono le differenze tra fori svasati e fori alesati in termini di progettazione e applicazione?
La scelta del foro negli elementi di fissaggio viene effettuata tenendo conto del tipo di foro da praticare. Questo articolo presenta le differenze tecniche tra svasatura e alesatura in relazione ai dettagli meccanici che possono essere utili per la progettazione di elementi di fissaggio ottimali in fase di produzione.
| Caratteristica / Aspetto | Svasatura | Svasatura |
| Geometria primaria | Sedile conico (tipicamente 82°/90° ). | Incavo cilindrico con fondo piatto. |
| Controllo profondità | Spessore della testa della vite x 75-85%. | Spessore della testa della vite + 0,1-0,3 mm. |
| Prestazioni di taglio | Minore concentrazione di stress (circa il 15% in meno). | Maggiore stress localizzato sul bordo del foro. |
| Prestazioni di trazione | Area di appoggio ridotta sotto trazione diretta. | Resistenza superiore (circa l'8% più forte). |
| Applicazione ottimale | Ambienti con forti vibrazioni; è necessaria una superficie a filo. | Assemblaggi in spazi ristretti; è richiesto un elevato carico di serraggio. |
La scelta tra svasatura e alesatura è dettata dal tipo di carico, non dalla convenzione. Ad esempio, è stato accertato che le svasature sono considerate meccanicamente superiori in presenza di carichi di taglio e vibrazioni , piuttosto che essere identificate in modo ottimale in base ai carichi di trazione o alla disponibilità di spazio. Tenendo presente ciò, la corretta esecuzione, come quella effettuata da servizi professionali di fresatura CNC, deve considerare l'integrità dimensionale, che è considerata la base su cui si fonda qualsiasi prestazione ottenuta.

In che modo i servizi di fresatura CNC garantiscono precisione e qualità dei fori svasati?
Per un innesto e un carico ottimali della testa della vite, le dimensioni geometriche della svasatura devono essere estremamente precise. Per questo motivo, qualsiasi deviazione negli angoli o nelle superfici può compromettere l'intero assemblaggio. Di seguito, questo documento descrive il nostro approccio per superare le principali difficoltà nella lavorazione di precisione delle svasature :
Progettazione rigorosa del processo per eliminare la flessione degli utensili
L'ostacolo alla precisione degli angoli è la flessione dell'utensile da taglio durante la lavorazione. Questo problema viene contrastato con l'utilizzo di portautensili HSK ad alta rigidità sulle linee Walter di svasature in metallo duro integrale a scanalature corte di comprovata qualità. Nel caso di un nostro recente prodotto aerospaziale in alluminio, realizzato con questo metodo e con un valore conservativo del parametro di profondità di taglio, è stato possibile ottenere una tolleranza angolare di soli ±0,25° , laddove il valore normale è di ±0,5°, influenzando direttamente il carico del fissaggio.
Metrologia integrata in-process per la validazione in tempo reale
L'ispezione post-processo arriva troppo tardi per individuare un errore. Offriamo un sistema di sonde a contatto completamente integrato nel processo di lavorazione. Il foro pilota viene fresato da una fresa di finitura e successivamente ispezionato da una sonda per verificarne dimensioni e posizione. Una seconda ispezione con una sonda di rifocalizzazione conica viene effettuata al termine del processo di svasatura e la concentricità dell'angolo del cono viene definita da algoritmi. Il sistema a circuito chiuso dei nostri servizi di fresatura CNC elimina gli errori regolando la tolleranza di profondità in modo completamente automatizzato con perpendicolarità cono-asse entro ±0,03 mm .
Strategia di percorso utensile ottimizzata per una finitura superficiale superiore.
Una superficie conica liscia è molto importante per garantire una superficie di contatto uniforme. Tuttavia, data la natura del processo di finitura, che si è svolto con un'elevata velocità del mandrino combinata a bassi avanzamenti, siamo stati in grado di mantenere una rugosità superficiale di Ra ≤ 1,2 µm . Il movimento dell'utensile di taglio viene eseguito con un movimento elicoidale fluido nel materiale, senza segni di sosta o vibrazioni che creerebbero picchi sulla superficie.
Gestione della stabilità ambientale e termica
Le temperature influiscono sulla crescita dei componenti, influenzandone quindi le dimensioni. Infatti, tutte le nostre lavorazioni di fresatura di precisione vengono eseguite in un ambiente a temperatura controllata, in una stanza con temperature di 20 °C ± 1 °C . Inoltre, il fatto che lavoriamo l'acciaio implica un pretrattamento termico che costituisce la base del nostro processo di svasatura e alesatura economicamente vantaggioso .
In questo modo, la precisione passa da un approccio orientato al risultato a uno controllato dal risultato. Per quanto riguarda la lavorazione di precisione della svasatura , garantiamo una lavorazione corretta grazie all'utilizzo di rigidità ingegnerizzata, alla verifica della geometria durante la lavorazione in tempo reale, all'ottimizzazione della cinetica di lavorazione finale e al controllo dell'ambiente di lavoro. Questo controllo completo del processo di fresatura CNC offre giunzioni affidabili e resistenti, rendendo la svasatura economicamente vantaggiosa una realtà ripetibile per assemblaggi critici.
Come scegliere tra foratura svasata e foratura a cono in base ai requisiti funzionali?
Il problema di come scegliere tra svasatura e alesatura nella progettazione di componenti meccanici di precisione rappresenta una sfida evidente in relazione agli aspetti prestazionali della progettazione e della lavorazione. In questo contesto, è rilevante considerare il processo decisionale sulla base dei requisiti funzionali e dei dati CAE, in quanto fornisce al progettista un approccio sistematico per migliorare la progettazione di applicazioni costose.
| Requisito funzionale | Progettazione consigliata | Parametro chiave | Analisi quantitativa delle prestazioni (CAE) |
| Elevata richiesta estetica | Foro svasato | angolo del cono di 90° | Alluminio: carico massimo superiore del 12% rispetto alla svasatura |
| Scenario con vincoli di spazio | Foro svasato | Profondità: testa della vite +0,2 mm | Acciaio: durata a fatica superiore del 20% rispetto alla svasatura |
| Condizione di carico pesante | Svasatura e alesatura combinate | Progettazione integrata | Ottimizzato per elevati stress e assemblaggio |
Per quanto riguarda l'implementazione diretta, è opportuno concentrarsi sulla progettazione funzionale piuttosto che sulla selezione della svasatura in base alla finitura a filo, alle applicazioni del foro svasato e all'utilizzo con carichi pesanti in base a progetti combinati. Ogni decisione presa dipenderà dai materiali, ovvero da dati specifici come il 12% per l'alluminio. La DFM per il processo di svasatura , basata sui risultati del processo analitico utilizzando le funzionalità del software CAE, propone una soluzione progettuale definitiva che ci si aspetta in un campo ingegneristico competitivo.
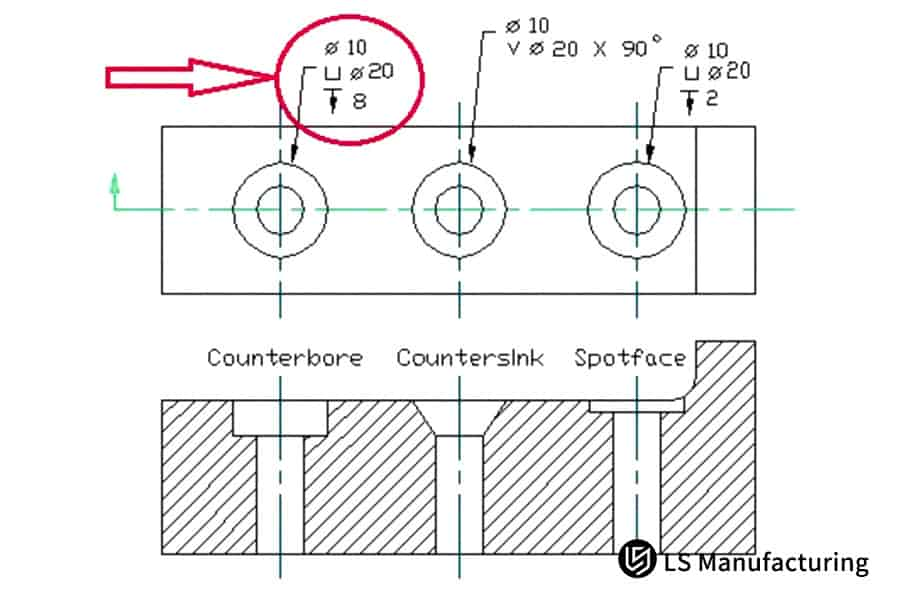
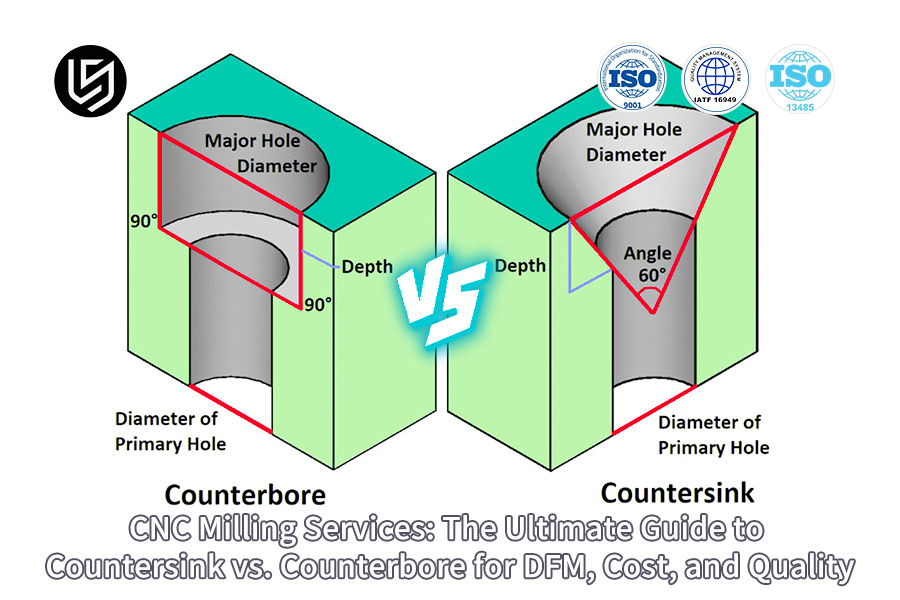
Figura 2: Scelta tra fori svasati o alesati nella fresatura CNC di LS Manufacturing
Quali sono i parametri chiave che richiedono particolare attenzione nella progettazione di fori svasati?
Il dimensionamento di un foro svasato è fondamentale per quanto riguarda l'accoppiamento, la resistenza e l'assemblaggio dei dispositivi di fissaggio. Dimensioni errate causano concentrazioni di sollecitazioni, aree di contatto e cedimenti dei componenti. Noi di LS Manufacturing abbiamo sviluppato un criterio specifico, sperimentale e collaudato, per affrontare questi problemi, garantendo che la visione del progettista si concretizzi in una produzione impeccabile con:
Progettazione di precisione e controllo dimensionale
- Per contrastare il problema dell'interfaccia, è necessario individuare la profondità ottimale della svasatura . Dai dati, nel caso di teste di vite a 82° , la profondità ottimale della svasatura deve essere pari all'80% dello spessore per ridurre la concentrazione di stress.
- Inoltre, l'identificazione del valore corretto dell'angolo di incidenza delle viti dipende anche dal tipo di viti utilizzate, come ad esempio 82°, 90°, 100° e altri .
- Una caratteristica particolare di questo design del foro svasato è che garantisce che il foro non si allenti prematuramente, aspetto importante anche per la distribuzione del carico di serraggio.
Integrità degli utensili per una geometria coerente
- Se il livello di usura supera 0,1 mm, è necessario sostituire immediatamente gli utensili per contrastare la deviazione dell'angolo.
- Uno strumento difettoso implicherebbe che l'angolo sviluppato non sarà corretto, il che a sua volta indicherebbe che la testa del fissaggio si trova al di sotto della superficie.
- I nostri protocolli di lavorazione di precisione per la svasatura garantiscono che ogni elemento corrisponda alle specifiche geometriche del disegno, eliminando le rilavorazioni dovute a un montaggio errato dei dispositivi di fissaggio.
Parametri di lavorazione specifici del materiale
- Forniamo valori ottimizzati per i parametri di taglio: 3000 giri/min, 200 mm/min per l'alluminio e 800 giri/min, 80 mm/min per l'acciaio . I valori dei parametri di taglio scelti sono il risultato dell'ottimizzazione delle costanti del materiale, ottenuta dopo rigorosi test sulle stesse.
- Questo processo produce un taglio liscio e privo di sbavature, con una finitura eccellente che garantisce il corretto posizionamento del fissaggio e, di conseguenza, la sua resistenza finale.
- L'integrazione di queste conoscenze nei nostri servizi di fresatura CNC garantisce risultati prevedibili e di alta qualità su diversi materiali e lotti di produzione, assicurando la ripetibilità.
Questa linea guida incorpora il nostro approccio empirico per migliorare un parametro di lavorazione significativo in un componente sensibile all'affidabilità, afferma questo concorrente dell'azienda. Un punto di forza significativo della nostra azienda è che siamo rigorosi nell'uso dei dati per il controllo dei nostri utensili e delle variabili di processo, afferma l'azienda. Sostengono di aver risolto il problema di coinvolgere e trasferire efficacemente le forze sul fissaggio nel componente effettivamente prodotto.
In quali scenari applicativi i fori svasati offrono vantaggi insostituibili?
Le applicazioni con fori svasati rivestono un'importanza fondamentale laddove sia richiesta precisione nel gioco tra i componenti, robustezza nei giunti bullonati e processi di assemblaggio efficienti nell'ottica di sistemi automatizzati. Ciò si ottiene adottando il seguente metodo per superare le limitazioni relative alla disponibilità di spazio, alle sollecitazioni e alla velocità del processo di assemblaggio:
Gestione dei vincoli di spazio nell'elettronica
Nell'assemblaggio di PCB e moduli compatti, la funzione più importante della svasatura è quella di garantire il gioco della testa della vite. Questo gioco deve essere specificato a 0,3 mm sopra l'altezza della testa della vite ( 2,5 mm ). Ciò serve a prevenire possibili sollecitazioni e cortocircuiti. Questo è il motivo per cui è necessario un servizio di fresatura CNC così preciso.
Garantire la precisione nei settori più esigenti
Nel caso di assemblaggi in ambito aerospaziale o ad alte prestazioni, la precisione geometrica diventa un requisito imprescindibile. Per garantirla, è necessario controllare il diametro della svasatura entro una tolleranza H7, mantenendo al contempo una perpendicolarità di 0,05 mm . Ciò contribuisce a fornire un allineamento ideale per il fissaggio, prevenendo così forze di taglio indesiderate.
Ottimizzazione per carichi strutturali pesanti
Nel telaio e negli elementi strutturali dei macchinari, la progettazione delle sedi svasate ha lo scopo di resistere a elevate forze di trazione e di taglio. La loro profondità deve essere pari a 1,2 volte lo spessore della testa della vite e presentare un'apertura di 0,1 mm sul fondo. Questo è fondamentale per evitare che la testa della vite tocchi il fondo ed è un fattore importante per prevenire la perdita di precarico.
Questa analisi dimostra l'applicabilità delle soluzioni di svasatura come approccio ottimale per risolvere i problemi relativi a posizione e precisione, oltre che al peso. In questo caso, tenendo conto di specifici valori di gioco, tolleranze ristrette e caratteristiche di scarico pianificate, si ottengono affidabilità ed efficienza nella progettazione. Attraverso questo processo graduale, vengono forniti al progettista utili metodi per realizzare una svasatura economicamente vantaggiosa, sfruttando al meglio le tecniche di lavorazione di precisione.
In che modo l'ottimizzazione DFM può ridurre i costi di lavorazione dei fori svasati?
L'approccio DFM (Design for Manufacturing) per i dettagli delle svasature garantirà, di conseguenza, una minimizzazione dei costi di produzione senza la minima perdita di funzionalità nell'articolo prodotto. LS Manufacturing è all'avanguardia in questi aspetti grazie all'adozione di soluzioni di progettazione, attrezzaggio e processo che consentono di ottenere risparmi sui costi di produzione. La chiave della nostra strategia DFM risiede nella corretta implementazione di:
Progettazione strategica e ottimizzazione delle tolleranze
- La funzione di assemblaggio viene presa in considerazione e consultata in merito alle variazioni dei valori di tolleranza a seconda della sua criticità. Negli accoppiamenti non critici, proponiamo di ridurre le specifiche da ±0,1 mm a ±0,15 mm .
- Questa tecnologia consente l'applicazione di processi e utensili generici, nonché la riduzione dei tempi di ispezione e del tasso di scarto.
- Il nostro approccio DFM (Design for Manufacturing) per i cicli di revisione delle svasature e delle sedi di alesatura garantisce la producibilità delle caratteristiche all'interno di tali operazioni fin dall'inizio.
Strategia avanzata di strumenti e processi
- Ottimizziamo il nostro processo utilizzando strumenti combinati per ridurre i tempi di elaborazione, eseguendo più operazioni in un'unica passata.
- È dotato di un algoritmo proprietario per la traiettoria degli utensili che riduce al minimo il movimento dell'aria al di fuori della zona di taglio fino al 40% rispetto a sistemi simili presenti sul mercato.
- Questo metodo di svasatura economicamente vantaggioso consente di sfruttare al massimo il mandrino e di ridurre i tempi di lavorazione.
Ottimizzazione dei parametri e gestione del ciclo di vita
- Per monitorare la durata dell'utensile, verrà utilizzato un sistema di monitoraggio della durata dell'utensile in cui la velocità di avanzamento e la velocità di rotazione ottimali saranno utilizzate in modo da aumentare la durata dell'utensile fino a un massimo di 10.000 fori per utensile.
- In questo caso, i fattori sono stati ottimizzati per la produzione di massa. Pertanto, tali fattori devono portare a un risultato inequivocabilmente positivo, poiché i costi di attrezzaggio per ogni singolo pezzo prodotto diminuirebbero.
- Questa strategia basata sui dati viene effettivamente applicata dai nostri servizi di fresatura CNC , il che si traduce in costi unitari inferiori e in una prevedibilità che va a vantaggio dei nostri clienti.
In questo report analizzeremo la nostra metodologia e il nostro processo di ingegneria per la riduzione dei costi. Ci concentriamo sulle attività di progettazione, sugli strumenti e sui processi che implementiamo e che, nel loro insieme, contribuiscono a ridurre al minimo il costo totale di proprietà. Il nostro punto di forza, che ci distingue dalla concorrenza, risiede nella comprensione della metodologia DFM (Design for Manufacturability).
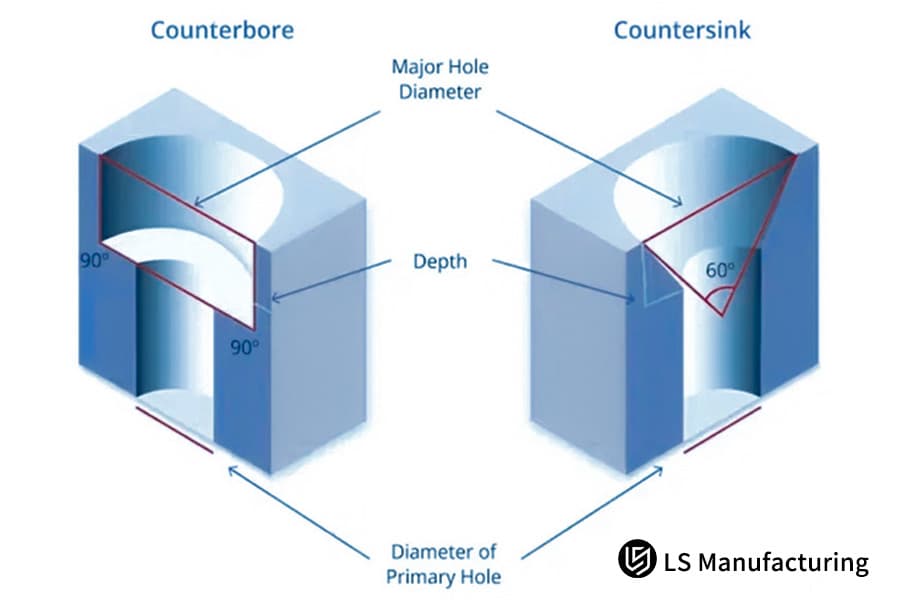
Figura 3: Confronto delle dimensioni di svasatura e alesatura nella lavorazione CNC di LS Manufacturing
Quali precauzioni speciali sono necessarie per una lavorazione di alta qualità dei fori svasati?
Un certo grado di qualità nella svasatura non può essere ottenuto se il processo di svasatura viene eseguito nello stesso modo del processo di lavorazione convenzionale, ma deve concentrarsi non solo sul processo convenzionale, ma anche sul controllo della geometria. Infine, questo documento concluderà la sua analisi dei controlli di processo per la lavorazione di precisione della svasatura come segue:
Lavorazioni meccaniche avanzate e controllo in corso di processo
Diventa fondamentale utilizzare servizi di fresatura CNC a 5 assi che implementino il controllo del punto centrale dell'utensile. L'obiettivo è garantire che l'utensile sia perfettamente perpendicolare al pezzo in lavorazione. L'adozione di una sonda in-process contribuisce a garantire che la verifica della profondità venga effettuata immediatamente, con compensazione senza variazioni di orientamento superiori a 0,3 gradi.
Ottimizzazione dei parametri specifici del materiale
I parametri del processo dipendono dal materiale; pertanto, non possono essere generalizzati. Ad esempio, nella lavorazione dell'alluminio, si utilizza una combinazione di alta velocità e bassa temperatura, consistente in una velocità di taglio superiore a 3000 giri/min , oltre a rimuovere il materiale con un taglio netto; nella lavorazione dell'acciaio inossidabile, invece, si può combinare una bassa velocità con elevati valori di avanzamento, oltre a prevenire l'incrudimento e a produrre un materiale con una finitura superficiale sub-Ra di 0,8 µm .
Processo validato per applicazioni critiche
La selezione tra le diverse caratteristiche, basata su linee guida per la scelta tra svasatura e alesatura , viene convalidata attraverso questo processo di lavorazione controllato. Ciò garantisce che, per un dato insieme di caratteristiche di progettazione del foro, venga realizzato un dato insieme di geometrie, sia che si tratti di un requisito geometrico della superficie aerodinamica a filo o di un requisito geometrico dell'alesatura.
Questa metodologia definisce i protocolli specializzati per il processo di lavorazione di precisione della svasatura . Tali protocolli affrontano le problematiche più complesse relative alla precisione angolare, alla precisione superficiale e alla riproducibilità, grazie all'impiego di macchinari all'avanguardia , in relazione al materiale e così via, soddisfacendo in modo specifico i requisiti tecnici necessari a ingegneri, produttori ed esperti dei settori di riferimento, dove l'importanza relativa agli elementi di fissaggio non può essere in alcun modo ignorata.
Come valutare le capacità di un fornitore di fresatrici CNC nella svasatura/svasatura?
La valutazione di un fornitore idoneo a eseguire lavorazioni di svasatura e alesatura dovrebbe includere, oltre alle competenze meccaniche, anche specifici requisiti di competenza. Il presente documento può essere d'aiuto nella pianificazione di un metodo sistematico di valutazione degli attributi, dei parametri o dei processi richiesti a un fornitore per eseguire correttamente la lavorazione di precisione della svasatura ad un elevato livello di applicazione.
Sistema di gestione della qualità validato
Esame delle valutazioni effettuate in relazione al sistema di qualità formale del fornitore. Il possesso di un sistema di qualità formale, certificato ISO 9001 , è obbligatorio in quanto funge da quadro di riferimento indispensabile per la definizione di procedure, processi e azioni correttive relative ai servizi di fresatura CNC ad alto volume.
Metrologia avanzata e validazione del primo articolo
Verificate la possibilità di effettuare un'ispezione interna. Il fornitore utilizzerà macchine di misura a coordinate con una precisione non inferiore a ±0,002 mm , oltre a profilometri di superficie. Richiedete un foglio dei risultati dell'ispezione del primo campione per assicurarvi che quest'ultimo soddisfi i requisiti relativi a dimensioni, angoli e finitura superficiale .
Specifiche quantitative delle prestazioni di processo
È necessario richiedere e verificare la capacità di processo specificata e verificabile. Nelle applicazioni di foratura svasata e nella funzione di svasatura, alcuni degli elementi importanti potrebbero includere i seguenti: tolleranza angolare entro ±0,5° , profondità di misura entro 0,03 mm , finitura superficiale con un valore Ra di 1,6 µm o inferiore.
Questa metodologia di valutazione dei fornitori si avvale di sistemi verificabili, metrologia e dati prestazionali misurabili per fornire una valutazione completamente oggettiva dei servizi di fresatura CNC di un fornitore in relazione alle caratteristiche critiche. Ciò, a sua volta, fornisce agli ingegneri una strategia di intervento immediata e proattiva per mitigare il rischio e garantire l'approvvigionamento di componenti conformi alle specifiche esatte.
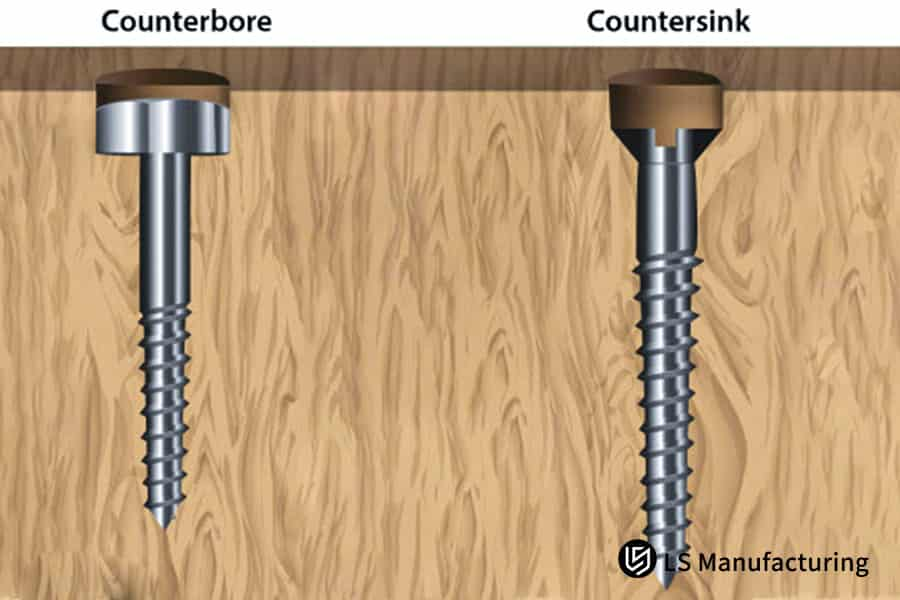
Figura 4: Guida DFM che confronta fori svasati e svasati per macchine CNC di LS Manufacturing
LS Manufacturing: Lavorazione di fori svasati per componenti alari
Sfida del cliente
In un'azienda aerospaziale si è verificato un problema di inefficienza e qualità nella produzione di 128 fori svasati da Φ10 mm su un longherone alare in titanio. La lavorazione convenzionale richiede 4 ore per unità con un errore di 1,2° , con conseguente gioco di 0,3 mm tra il longherone alare in titanio e il rivestimento in materiale composito.
Soluzione di produzione LS
È stato utilizzato un centro di lavoro CNC a 5 assi con compensazione del percorso utensile in tempo reale. Utensile in metallo duro con rivestimento PVD ad alte prestazioni, parametri ottimali di 1200 giri/min , 100 mm/min . Sondaggio in-process per la compensazione della profondità in tempo reale in termini di causa principale dell'errore angolare durante la lavorazione di svasatura di alta precisione, in vista della precisione di assemblaggio.
Risultati e valore
Di conseguenza, il tempo di ciclo per pezzo si è ridotto a 1,5 ore e, infine, la deviazione del foro dovuta agli angoli è stata mantenuta a un livello di ±0,3° , la profondità a ±0,02 mm , così come il gioco di assemblaggio a ≤0,1 mm ; pertanto, la resa al primo passaggio è salita al 99,8% , portando a un risparmio medio annuo di 1,2 milioni di RMB per i tempi di assemblaggio critici per ciascun cliente.
Questo specifico progetto di LS Manufacturing mette in luce la sua competenza nel complesso ambito della lavorazione di fori svasati , nonché nelle operazioni geometriche correlate a questo esempio. Siamo in grado di combinare una conoscenza innovativa dei processi con una solida disciplina metrologica per fornire miglioramenti tangibili in termini di precisione, produttività e costi per problematiche di produzione aerospaziale specializzate.
Desiderate migliorare l'efficienza della svasatura di componenti in lega di titanio? Affidatevi a noi per soluzioni di lavorazione meccanica di precisione, ottimizzando la qualità dei vostri componenti strutturali per il settore aerospaziale.

Analisi delle tendenze future nei processi di svasatura e alesatura
La precisione e l'efficienza nella lavorazione di svasature e alesature rappresentano da tempo una sfida, soprattutto in termini di qualità e capacità di produzione in serie ad alti ritmi. LS Manufacturing combina la potenza dei controlli di processo intelligenti con le tecniche di lavorazione più avanzate, come la riduzione dei tempi di ciclo , grazie alla nostra tecnologia che utilizza:
Ottimizzazione adattiva dei parametri di lavorazione
- Il nostro sistema utilizza dati provenienti da sensori in tempo reale (vibrazioni, emissioni acustiche e forza) per variare la velocità di avanzamento e la velocità del mandrino.
- Questo algoritmo di feedback a circuito chiuso supporta la compensazione delle irregolarità delle proprietà del materiale, impedendo il sovraccarico della macchina e garantendo una finitura superficiale uniforme durante le operazioni di alesatura e smussatura.
- Si tratta di un controllo adattivo per ovviare alla formazione imprevedibile dei trucioli e all'accumulo di calore , che sono le principali cause di imprecisioni dimensionali.
Monitoraggio e diagnostica predittiva intelligenti delle condizioni degli utensili.
- In questo progetto, per la stima dell'usura degli utensili è possibile utilizzare un approccio di fusione multisensore , che include anche il consumo energetico e i segnali di vibrazione.
- Viene determinata una curva di usura per diverse tipologie di utensili e si può calcolare con precisione la previsione della fine del ciclo di vita, che culmina in un punto di guasto catastrofico.
- Questo risolverà il problema degli strumenti che si guastano o dei fori non adatti a causa dei traslocatori e lo migliorerà in una sostituzione degli strumenti basata sulle condizioni .
Sviluppo di processi di lavorazione complessi integrati
- Al fine di prevenire qualsiasi errore di movimentazione e posizionamento , stiamo inoltre innovando la strategia di ottimizzazione del percorso per le operazioni di svasatura e alesatura .
- Ciò richiede utensili personalizzati, utensili per tiranti, progettazione e controllo simultaneo multiasse, per eseguire le due operazioni in un unico passaggio del mandrino, riducendo così significativamente i tempi di non taglio.
- L'importante risultato tecnico raggiunto consiste nella capacità di mantenere un'elevata concentricità tra la svasatura e la cavità svasata, gestendo al contempo diversi angoli e forze di taglio in un'unica operazione.
Questo abstract fornisce i dettagli tecnici relativi all'integrazione dei sensori, agli algoritmi e all'innovazione nell'ingegneria del percorso utensile su cui si basano le nostre soluzioni di lavorazione avanzate. Si concentra sulle specificità dell'applicazione, in particolare sulle nostre soluzioni di controllo, nonché sulle soluzioni di innovazione di processo, relative alla complessa problematica produttiva. Evidenzia inoltre gli elementi distintivi della nostra azienda, ovvero l'unicità delle nostre capacità, direttamente correlate al livello della nostra competenza ingegneristica.
FAQ
1. Qual è la principale differenza tra un foro svasato e una svasatura?
Il foro svasato ha una forma conica, che fornisce una superficie piana per appoggiare la testa della vite. Il foro svasato, invece, ha una forma cilindrica, che fornisce lo spazio per alloggiare la testa della vite. C'è quindi una differenza nelle loro funzioni.
2. Come scegliere l'angolo standard per un foro svasato?
A seconda dell'angolo della testa della vite: 82° per la maggior parte delle misure metriche, 90° per la maggior parte delle misure imperiali e come specificato in altri casi.
3. Come evitare la formazione di bave durante la lavorazione di fori svasati?
Utilizzare utensili da taglio affilati, parametri di taglio ottimali e foratura intermittente. LS Manufacturing si impegna a mantenere l'altezza della bava entro 0,02 mm .
4. Quali sono le considerazioni da tenere presenti per la progettazione della profondità di una svasatura?
Profondità = spessore della testa della vite + 0,1-0,3 mm di gioco. È necessario tenere conto delle proprietà del materiale e dei requisiti di assemblaggio per evitare che una profondità eccessiva comprometta la resistenza.
5. Come si controlla la qualità della lavorazione dei fori svasati?
Sono stati utilizzati calibri di ogni tipo e descrizione, calibri di profondità e macchine a coordinate. LS Manufacturing è in grado di fornire ispezioni dimensionali complete.
6. Come regolare i parametri per la lavorazione di fori svasati in materiali diversi?
La lavorazione ad alta velocità può essere eseguita su materiali in lega di alluminio , mentre per l'acciaio inossidabile si preferisce la lavorazione a bassa velocità e con avanzamento elevato. Tutti i punti sopra menzionati devono essere definiti attraverso la sperimentazione del processo.
7. Quali sono i principali fattori che influenzano il costo della lavorazione di fori svasati?
Durezza del materiale, grado di precisione, dimensione dei lotti di produzione. Nella produzione in serie, è possibile ridurre i costi del 30% , ottimizzando i percorsi di taglio.
8. Come ottenere un preventivo accurato per la lavorazione di fori svasati?
Fornisci informazioni su materiale, livello di precisione e dimensioni dei lotti. LS Manufacturing ti fornirà un preventivo dettagliato entro 2 ore. Puoi richiedere direttamente un preventivo online immediato per la lavorazione CNC per iniziare.
Riepilogo
Grazie a un'ottimizzazione scientifica del processo di svasatura e alesatura , i produttori possono migliorare la precisione dell'assemblaggio e la resistenza dei prodotti finali. L'ottimizzazione del processo di svasatura riduce ulteriormente gli errori di lavorazione del componente e ne diminuisce l'usura. In questo modo, si ottimizza l'efficienza dell'intero processo produttivo.
Se siete alla ricerca di soluzioni di lavorazione per svasatura e alesatura conformi agli standard industriali o desiderate scaricare una guida gratuita all'analisi DFM , contattate il nostro team di supporto tecnico presso LS Manufacturing. Saremo in grado di fornirvi soluzioni specifiche per raggiungere i vostri obiettivi di progettazione, in linea con le vostre esigenze di supporto tecnico.
Ottimizza il tuo progetto con servizi di fresatura CNC di precisione : scegli LS Manufacturing per una consulenza esperta sulle soluzioni di svasatura e alesatura.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


