Les services de fraisage CNC sont essentiels à l'usinage de précision des trous fraisés et laminés , pourtant les ingénieurs rencontrent souvent des difficultés pour les choisir. Des erreurs courantes comme le dépassement des vis, les interférences lors de l'assemblage et la concentration des contraintes résultent de mauvais choix, compromettant directement la qualité du produit et l'efficacité de la production.
Nous abordons ce problème fondamental en établissant un cadre de sélection systématique. Forts de 15 ans d'expertise en fabrication laser, nous fournissons des paramètres techniques clairs et des études de cas pour optimiser la fonctionnalité, la fabricabilité et le coût, avec pour objectif une réduction des coûts de 30 % et une augmentation de la productivité de 40 % .
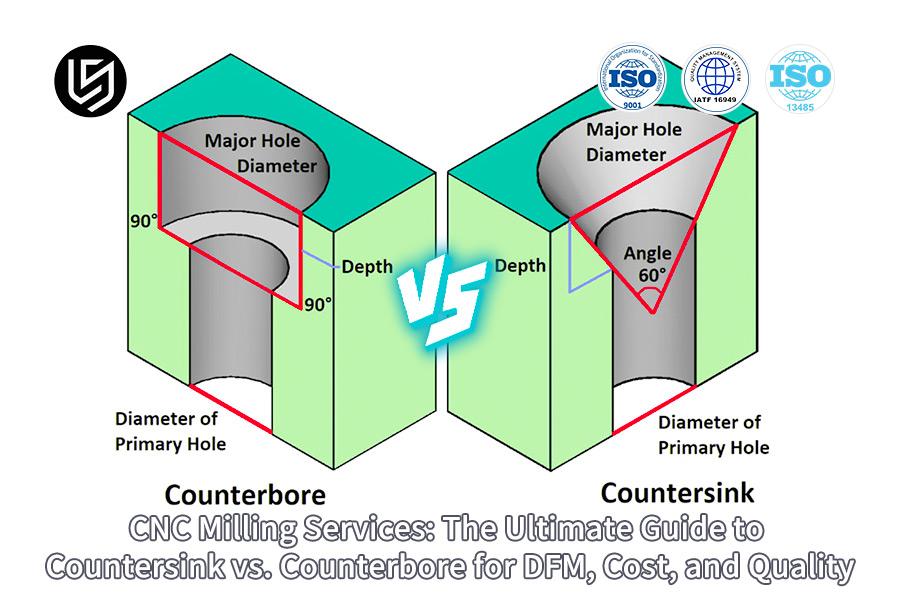
Fraisage CNC : Lamage vs Alésage - Guide ultime de conception pour la fabrication et les coûts
| Caractéristique / Considération | Fraiser | alésage |
| Fonction principale | Forme un siège conique pour les vis à tête plate pour une finition affleurante . | Crée un trou cylindrique à fond plat destiné à recevoir les capuchons à tête creuse sous la surface. |
| Outillage | Fraise à chanfreiner monopoint, sensible à la dureté du matériau et de la machine. | Utilise un fraisage en bout , offrant une meilleure stabilité et une meilleure aptitude aux matériaux plus durs. |
| Conception pour la fabrication (DFM) et facilité d'usinage | Sujet aux vibrations ; nécessite un contrôle précis de la profondeur pour éviter une vis trop saillante ou trop enfoncée. | Le procédé est relativement stable ; la profondeur est facile à contrôler. |
| Incidence en termes de coûts | Coût d'outillage inférieur , avec le risque de rebuts dus à des erreurs. | Coût plus élevé de l'outillage, usinage plus rapide, plus précis et sans défauts. |
| Force de la partie | Une plus grande quantité de matière est enlevée en surface, ce qui peut créer un point faible. | On enlève moins de matière près de la surface ; généralement, c'est meilleur pour la résistance de la pièce. |
| Esthétique et propreté | Offre un aspect lisse et affleurant, adapté aux zones visibles. | Crée une petite indentation ; a tendance à accumuler la saleté, mais la tête de vis est protégée. |
| Meilleures applications | Utilisé dans des domaines où une surface lisse, aérodynamique ou sans aspérités est absolument indispensable. | Idéal pour les zones où les conditions de fortes contraintes exigent des joints plus résistants et des assemblages moins complexes. |
| Conseil clé pour le DFM | Spécifiez l'angle de la tête de vis et le diamètre extérieur ; contrôlez précisément la profondeur. | Spécifiez le diamètre du boulon, le diamètre de la tête et la profondeur ; une tolérance plus large est tolérée sur la profondeur. |
Nous vous aidons à relever les défis critiques de la conception pour la fabrication (DFM) en sélectionnant le type de perçage optimal : fraisage pour des finitions affleurantes ou lamage pour une résistance et une fiabilité accrues. Notre expertise garantit une conception optimisée pour la fabrication, minimisant les risques liés aux coûts et à la qualité, tout en accélérant la mise sur le marché.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Ces conseils sont le fruit de plus de 15 ans d'expérience de notre entreprise, LS Manufacturing , qui a relevé avec succès les défis liés à la fabrication de plus de 50 000 pièces usinées CNC sur mesure . Ils s'adressent aux secteurs de l'aérospatiale, du médical, de l'automobile et à toutes les industries où la moindre erreur est inacceptable.
Nos recommandations en matière de conception pour la fabrication (DFM ) et d'optimisation des coûts, fondées sur des applications concrètes, s'appuient sur des normes reconnues. Plus précisément, nous nous appuyons sur des travaux de conseil relatifs aux données sur les matériaux du NIST pour sélectionner les variables et les principes pertinents en fabrication additive (FA) pour la fabrication hybride. Ainsi, nos recommandations concernant les fraisages et les alésages prennent en compte les notions de précision, de performance et de rentabilité, conformément aux normes en vigueur.
Le savoir est une ressource précieuse que nous utilisons tous au quotidien. Optimiser la trajectoire d'outil pour les pièces en aluminium ou éviter les vibrations dans les pièces en acier inoxydable a nécessité des milliers d'heures de résolution de problèmes. Ce guide vous permettra d'éviter les erreurs courantes et d'obtenir une qualité optimale pour vos pièces usinées, grâce à notre expertise éprouvée depuis dix ans et à nos résultats certifiés.

Figure 1 : Une fraiseuse CNC réalise un chanfrein dans un trou métallique précis (fabrication LS).
Quelles sont les différences de conception et d'application entre les trous fraisés et les trous lamés ?
Le choix du perçage pour les fixations dépend du type de trou à réaliser. Cet article présente les différences techniques entre les fraisages et les alésages, notamment en ce qui concerne les détails mécaniques, afin d'optimiser la conception des fixations lors de leur fabrication.
| Caractéristique / Aspect | Fraiser | Alésage |
| Géométrie primaire | Siège conique (généralement 82°/90° ). | Évidement cylindrique à fond plat. |
| Contrôle de profondeur | épaisseur de la tête de vis x 75-85%. | Épaisseur de la tête de vis + 0,1-0,3 mm. |
| Performances de cisaillement | Concentration de stress plus faible (environ 15 % d'amélioration). | Contraintes localisées plus élevées au bord du trou. |
| Performances en traction | Surface d'appui réduite sous traction directe. | Résistance supérieure (environ 8 % plus résistante). |
| Application optimale | Environnements à fortes vibrations ; surface plane requise. | Assemblages à espace restreint ; force de serrage élevée requise. |
Le choix entre fraisage et alésage est dicté par le type de charge, et non par convention. Par exemple, il a été établi que les fraisages sont mécaniquement supérieurs sous contraintes de cisaillement et de vibrations , contrairement aux fraisages sous contraintes de traction ou à l'espace disponible. De ce fait, une exécution correcte, telle que réalisée par des services professionnels d'usinage CNC, doit impérativement garantir l'intégrité dimensionnelle, fondement de toute performance.

Comment les services de fraisage CNC garantissent-ils la précision et la qualité des trous fraisés ?
Pour un engagement et une charge optimaux de la tête de vis, les dimensions géométriques du fraisage doivent être d'une grande précision. De ce fait, tout écart au niveau des angles ou des surfaces peut affecter l'ensemble de l'assemblage. Ce document décrit ci-dessous notre approche pour surmonter les principaux défis liés à l'usinage de précision des fraisages :
Conception de processus rigide pour éliminer la déformation de l'outil
L'inconvénient de la précision angulaire réside dans la flexion de l'outil de coupe. Ce problème est résolu par l'utilisation de porte-outils HSK haute rigidité sur les lignes Walter, qui utilisent des fraises à chanfreiner courtes en carbure monobloc de qualité éprouvée. Dans le cas d'un produit aérospatial en aluminium récemment fabriqué par nos soins, grâce à cette méthode et à une valeur prudente du paramètre de profondeur de passe, nous avons pu atteindre une tolérance angulaire de seulement ±0,25° , alors que la valeur normale est de ±0,5°, en agissant directement sur la charge de la fixation.
Métrologie intégrée en cours de processus pour la validation en temps réel
L'inspection post-usinage intervient trop tard pour détecter les erreurs. Nous proposons un système de palpeurs à déclenchement tactile entièrement intégré au processus d'usinage. Le trou pilote est fraisé par une fraise de finition, puis contrôlé par un palpeur pour vérifier ses dimensions et sa position. Un second contrôle, effectué par un palpeur de recentrage conique, est réalisé après le fraisage, et la concentricité des angles du cône est définie par des algorithmes. Le système en boucle fermée de nos services d'usinage CNC élimine les erreurs en ajustant automatiquement la tolérance de profondeur, avec une perpendicularité cône-axe de ±0,03 mm .
Stratégie de trajectoire d'outil optimisée pour une finition de surface supérieure
Une surface conique lisse est essentielle pour garantir un contact optimal. Cependant, compte tenu des caractéristiques du processus d'usinage (vitesse de broche élevée et faibles avances), nous avons pu maintenir une rugosité de surface Ra ≤ 1,2 µm . L'outil de coupe effectue un mouvement hélicoïdal régulier dans le matériau, sans marques d'arrêt ni vibrations susceptibles de créer des aspérités en surface.
Gestion de la stabilité environnementale et thermique
Les températures influent sur la croissance des composants, et donc sur leurs dimensions. C'est pourquoi toutes nos opérations d'usinage de précision sont réalisées dans une salle blanche à température contrôlée ( 20 °C ± 1 °C) . De plus, le travail de l'acier implique un traitement thermique préalable, élément fondamental de notre procédé de fraisage et d'alésage économique .
Ce faisant, la précision passe d'une approche axée sur la cible à une approche axée sur le résultat. Concernant l'usinage de fraisage de précision , nous garantissons un usinage correct grâce à une rigidité maîtrisée, une vérification géométrique en temps réel, une cinétique d'usinage finale optimisée et une maîtrise de l'environnement d'usinage. Cette maîtrise de bout en bout du processus de fraisage CNC assure des assemblages fiables et résistants, permettant ainsi un fraisage et un alésage répétables et économiques pour les assemblages critiques.
Comment choisir entre les profils fraisés et les profils alésés en fonction des exigences fonctionnelles ?
Le choix entre fraisage et alésage dans la conception de pièces mécaniques de précision représente un défi majeur, notamment en termes de performances. Dans le cadre de ce rapport, l'analyse du processus décisionnel à partir des exigences fonctionnelles et des données de simulation numérique (CAE) est pertinente car elle offre au concepteur une approche systématique pour optimiser la conception d'applications coûteuses.
| Exigence fonctionnelle | Conception recommandée | Paramètre clé | Analyse quantitative des performances (CAE) |
| Forte demande esthétique | Trou fraisé | angle du cône de 90° | Aluminium : charge maximale supérieure de 12 % par rapport à l’alésage à contre-alésage |
| Scénario à espace limité | trou de lamage | Profondeur : tête de vis + 0,2 mm | Acier : durée de vie en fatigue supérieure de 20 % à celle du fraisage. |
| Condition de charge lourde | Fraisage combiné à lamage et au lamage | conception intégrée | Optimisé pour les fortes contraintes et l'assemblage |
Concernant la mise en œuvre directe, privilégiez la conception fonctionnelle plutôt que le choix du fraisage en fonction de la finition affleurante, des applications de lamage ou de la résistance aux fortes charges, compte tenu des conceptions combinées. Chaque décision doit être prise en fonction des matériaux, c'est-à-dire en tenant compte de données spécifiques telles que 12 % pour l'aluminium. L'analyse de fabrication (DFM) du processus de fraisage , basée sur les résultats de l'analyse réalisée à l'aide des fonctionnalités d'un logiciel de CAO, propose une solution de conception définitive, attendue dans un secteur de l'ingénierie concurrentiel.
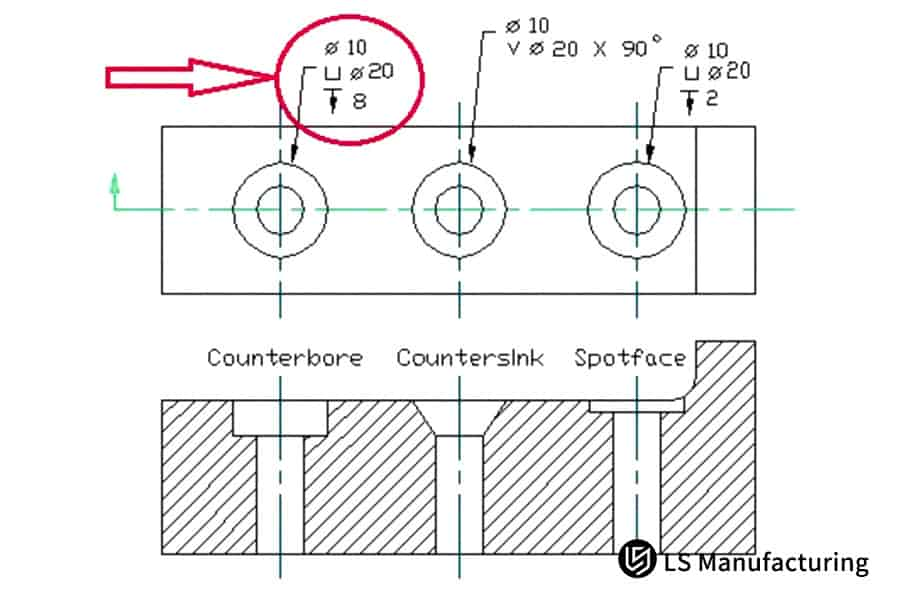
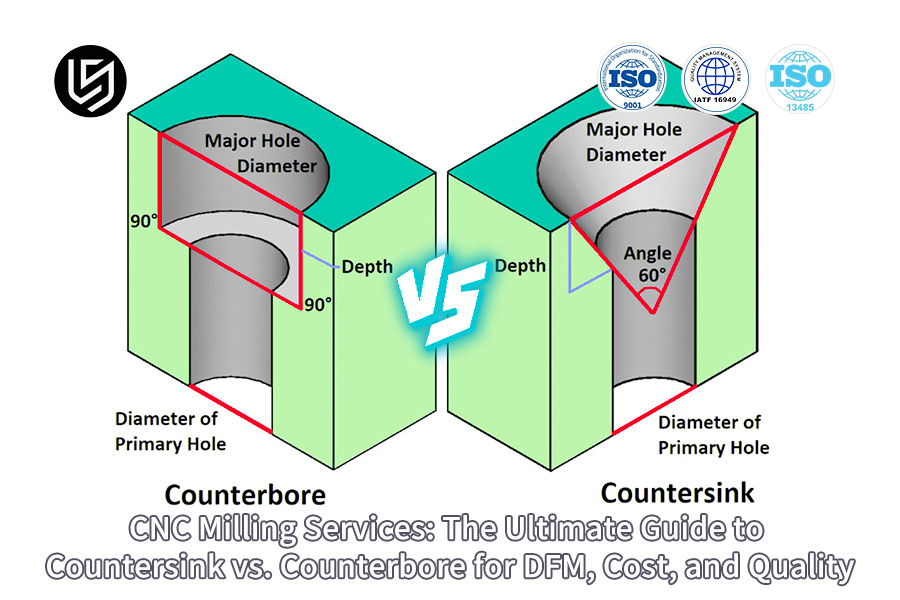
Figure 2 : Choix entre fraisage par chanfreinage ou alésage par lamage en fraisage CNC par LS Manufacturing
Quels sont les paramètres clés qui requièrent une attention particulière lors de la conception de trous fraisés ?
Le dimensionnement d'un trou fraisé est crucial pour l'ajustement, la résistance et l'assemblage des fixations. Des dimensions incorrectes entraînent des concentrations de contraintes, des zones de contact anormales et des défaillances des composants. Chez LS Manufacturing, nous avons développé des critères expérimentaux et éprouvés pour résoudre ces problèmes et garantir une fabrication irréprochable, fidèle à la vision du concepteur.
Conception de précision et contrôle dimensionnel
- Pour remédier au problème d'interface, il est nécessaire d'identifier la profondeur de fraisage optimale . D'après les données, dans le cas de têtes de vis à 82° , la profondeur de fraisage optimale doit être égale à 80 % de l'épaisseur afin de réduire la concentration des contraintes.
- De plus, l'identification de la valeur appropriée de l'angle inclus des vis dépend également du type de vis utilisées, comme 82°, 90°, 100° et autres .
- Une caractéristique particulière de la conception de ce trou fraisé garantit que le trou ne se desserre pas trop rapidement, ce qui est également important pour la répartition de la charge de serrage.
Intégrité des outils pour une géométrie cohérente
- Un remplacement immédiat de l'outillage est nécessaire si le niveau d'usure est supérieur à 0,1 mm afin de compenser la déviation de l'angle.
- Un outil défectueux signifierait que l'angle formé ne serait pas correct, ce qui indiquerait que la tête de la fixation se trouve sous la surface.
- Nos protocoles d'usinage de précision pour fraises à chanfreiner garantissent que chaque caractéristique correspond aux spécifications géométriques du dessin, éliminant ainsi les retouches dues à un mauvais ajustement des fixations.
Paramètres d'usinage spécifiques au matériau
- Nous proposons des valeurs optimisées pour les paramètres de coupe : 3 000 tr/min et 200 mm/min pour l’aluminium, et 800 tr/min et 80 mm/min pour l’acier . Ces valeurs sont le fruit d’une optimisation des constantes des matériaux, réalisée après des tests rigoureux.
- Cela permet d'obtenir une coupe nette et sans bavures, avec une excellente finition, assurant ainsi une fixation correcte et donc sa résistance finale.
- L'intégration de ce savoir-faire dans nos services de fraisage CNC permet d'obtenir des résultats prévisibles et de haute qualité sur une grande variété de matériaux et de lots de production, garantissant ainsi la répétabilité.
Cette directive intègre notre approche empirique visant à améliorer un paramètre d'usinage important d'un composant critique en termes de fiabilité, explique ce concurrent. L'un des principaux atouts de notre entreprise réside dans notre rigueur quant à l'utilisation des données pour le contrôle de nos outils et de nos variables de traitement, affirme l'entreprise. Elle prétend avoir résolu le problème de la transmission efficace des forces s'exerçant sur la fixation dans le composant produit.
Dans quels cas d'application les trous fraisés offrent-ils des avantages irremplaçables ?
L'utilisation des alésages à fraiser est primordiale lorsqu'une grande précision est requise pour le jeu des composants, la robustesse des assemblages boulonnés et l'efficacité des processus d'assemblage automatisés. Pour ce faire, on adopte la méthode suivante afin de surmonter les contraintes liées à l'espace disponible, aux contraintes et à la vitesse d'assemblage :
Gestion des contraintes d'espace en électronique
Lors de l'assemblage de circuits imprimés et de modules compacts, la fonction principale du lamage est de garantir le dégagement nécessaire à la tête de vis. Ce dégagement doit être de 0,3 mm supérieur à la hauteur de la tête de vis ( 2,5 mm ) afin de prévenir les contraintes excessives et les courts-circuits. C'est pourquoi des services d'usinage CNC de haute précision sont indispensables.
Garantir la précision dans les secteurs exigeants
Dans le cas d'assemblages destinés aux secteurs aérospatial ou des hautes performances, la précision géométrique est primordiale. Pour ce faire, il est nécessaire de contrôler le diamètre du lamage avec une tolérance H7 tout en maintenant la perpendicularité à 0,05 mm . Ceci garantit un alignement optimal de la fixation et prévient ainsi tout cisaillement indésirable.
Optimisation pour les charges structurelles élevées
Dans le bâti et les éléments de structure des machines, la conception des lamages vise à résister à des efforts de traction et de cisaillement élevés. Ces lamages doivent avoir une épaisseur égale à 1,2 fois celle de la tête de vis et présenter un dégagement de 0,1 mm au fond. Ceci est essentiel pour éviter que la tête de vis ne bute et constitue un facteur important pour prévenir les pertes de précontrainte.
Cette analyse démontre que le lamage est la solution optimale pour résoudre les problèmes de positionnement, de précision et de poids. En tenant compte des jeux spécifiques, des tolérances strictes et des caractéristiques de dégagement prévues, la conception garantit fiabilité et efficacité. Ce processus progressif propose des méthodes efficaces permettant à l'ingénieur de concevoir un lamage économique, tirant pleinement parti des techniques d'usinage de précision.
Comment l'optimisation DFM peut-elle réduire les coûts d'usinage des trous fraisés/alésages ?
La conception pour la fabrication (DFM) des pièces de fraisage et de lamage vise donc à minimiser les coûts de production sans la moindre perte de fonctionnalité. LS Manufacturing est à la pointe dans ce domaine grâce à l'adoption de solutions de conception, d'outillage et de processus permettant de réaliser des économies. La clé de notre stratégie DFM réside dans sa mise en œuvre réussie :
Optimisation de la conception stratégique et du tolérancement
- La fonction d'assemblage est prise en compte et consultée concernant les variations des valeurs de tolérance en fonction de son caractère critique. Pour les ajustements non critiques, nous proposons d'assouplir les spécifications de ±0,1 mm à ±0,15 mm .
- Cette technologie permet l'application de procédés et d'outillages génériques ainsi que la réduction du temps d'inspection et du taux de rebut.
- Nos cycles d'analyse DFM pour les fraisages et les alésages garantissent la fabricabilité des caractéristiques de ces opérations dès le départ.
Stratégie d'outillage et de processus avancée
- Nous optimisons notre processus en utilisant des outils combinés pour raccourcir le temps de traitement en effectuant plusieurs opérations en une seule passe.
- Il possède un algorithme propriétaire de trajectoire des outils qui minimise les déplacements d'air en dehors de la zone de coupe jusqu'à 40 % par rapport aux systèmes similaires sur le marché.
- Cette méthode de fraisage à faible coût permet d'optimiser l'utilisation de la broche et de réduire le temps d'usinage.
Optimisation des paramètres et gestion du cycle de vie
- Pour surveiller la durée de vie de l'outil, un système de surveillance de la durée de vie de l'outil sera utilisé, dans lequel la vitesse d'avance et la vitesse optimales seront utilisées de manière à augmenter la durée de vie de l'outil jusqu'à un maximum de 10 000 trous par outil.
- Dans ce cas précis, les facteurs ont été optimisés pour la production de masse. Par conséquent, ils doivent nécessairement aboutir à un résultat positif, car les coûts d'outillage pour chaque pièce produite diminueraient.
- Cette stratégie fondée sur les données est effectivement mise en pratique par nos propres services de fraisage CNC , ce qui se traduit par des coûts unitaires plus bas et une prévisibilité qui penche en faveur de nos clients.
Ce rapport présente notre méthodologie et notre processus d'ingénierie visant à réduire les coûts. Nous nous concentrons sur les travaux de conception, les outils et les processus que nous mettons en œuvre et qui, pris ensemble, permettent de minimiser le coût total de possession. Notre capacité à différencier nos clients de la concurrence repose avant tout sur notre compréhension des principes de la conception pour la fabrication (DFM).
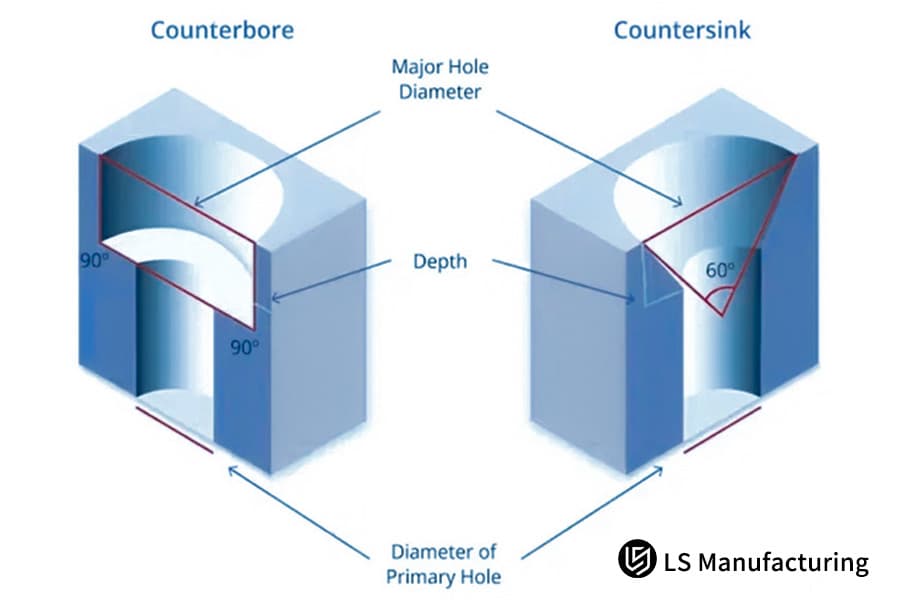
Figure 3 : Comparaison des dimensions de lamage et de fraisage en usinage CNC par LS Manufacturing
Quelles sont les mesures de sécurité particulières requises pour un usinage de trous fraisés de haute qualité ?
On ne peut obtenir un niveau de qualité satisfaisant en fraisage par chanfreinage si le procédé est réalisé de la même manière qu'un usinage conventionnel. Il est donc nécessaire de se concentrer non seulement sur le procédé conventionnel, mais aussi sur la maîtrise de la géométrie. En conclusion, ce document présente son analyse des contrôles de processus pour l'usinage de fraisage par chanfreinage de précision .
Usinage avancé et contrôle en cours de processus
Il est donc essentiel d'utiliser des services d'usinage CNC 5 axes avec contrôle du point central de l'outil. Ceci garantit un positionnement parfaitement vertical de l'outil par rapport à la pièce usinée. Le palpage en cours d'usinage permet une vérification immédiate de la profondeur, avec une compensation effectuée sans variation d'orientation supérieure à 0,3 degré.
Optimisation des paramètres spécifiques aux matériaux
Les paramètres du procédé dépendent du matériau ; ils ne peuvent donc être généralisés. Par exemple, pour l’usinage de l’aluminium, on utilise une combinaison de vitesse élevée et de faible dégagement de chaleur, soit une vitesse de coupe supérieure à 3 000 tr/min , afin d’obtenir une coupe nette. En revanche, pour l’usinage de l’acier inoxydable, on peut associer une faible vitesse à des avances importantes afin d’éviter l’écrouissage et d’obtenir un état de surface inférieur à Ra ( 0,8 µm) .
Processus validé pour les applications critiques
Le choix entre les différentes options, guidé par des recommandations sur le choix entre fraisage et lamage , est validé par ce processus d'usinage contrôlé. Ceci garantit que pour un ensemble donné de caractéristiques de perçage, un ensemble donné de géométries, qu'il s'agisse d'une exigence géométrique de la surface aérodynamique affleurante ou d'une exigence géométrique du lamage, sera obtenu.
Cette méthodologie définit les protocoles spécifiques au processus d'usinage de précision des fraisages . Ces protocoles couvrent les problématiques les plus complexes liées à la précision angulaire, à la précision de surface et à la reproductibilité, grâce à l'utilisation de machines de pointe , adaptées aux matériaux utilisés, etc. Ces protocoles répondent aux exigences techniques des ingénieurs, fabricants et experts des secteurs concernés, pour lesquels l'importance des fixations est cruciale.
Comment évaluer les capacités d'un fournisseur de fraisage CNC en matière de fraisage/alésage ?
L'évaluation d'un fournisseur apte à réaliser des travaux de fraisage et d'alésage doit prendre en compte certaines compétences, outre les compétences d'usinage. Ce document peut contribuer à la planification d'une méthode d'évaluation systématique des attributs, des dimensions ou des processus requis d'un fournisseur pour réaliser des fraisages de précision de haute qualité.
Système de gestion de la qualité validé
Examen des évaluations réalisées au regard du système qualité formel du fournisseur. La mise en place d'un système qualité formel, certifié ISO 9001 , est obligatoire car il constitue le cadre indispensable à l'établissement des procédures, des processus et des actions correctives relatifs aux services d'usinage CNC en grande série.
Métrologie avancée et validation du premier article
Vérifiez la possibilité d'un contrôle interne. Le fournisseur utilisera des machines à mesurer tridimensionnelles d'une précision minimale de ±0,002 mm , ainsi que des profilomètres de surface. Demandez un rapport d'inspection du premier article afin de vous assurer de sa conformité aux exigences relatives aux dimensions, aux angles et à l'état de surface .
Spécifications de performance des processus quantifiées
Il convient de demander et de vérifier la capacité du processus, spécifiée et vérifiable. Dans les applications de lamage et de fraisage, les éléments importants peuvent inclure : une tolérance angulaire de ±0,5° , une profondeur de mesure de 0,03 mm et un état de surface avec une rugosité Ra inférieure ou égale à 1,6 µm .
Cette méthodologie d'évaluation des fournisseurs utilise des systèmes auditables, la métrologie et des données de performance mesurables pour fournir une analyse totalement objective des services de fraisage CNC d'un fournisseur, notamment sur les aspects critiques. Elle permet ainsi aux ingénieurs de mettre en œuvre immédiatement une stratégie corrective proactive afin d'atténuer les risques et de garantir la conformité des pièces aux spécifications exactes.
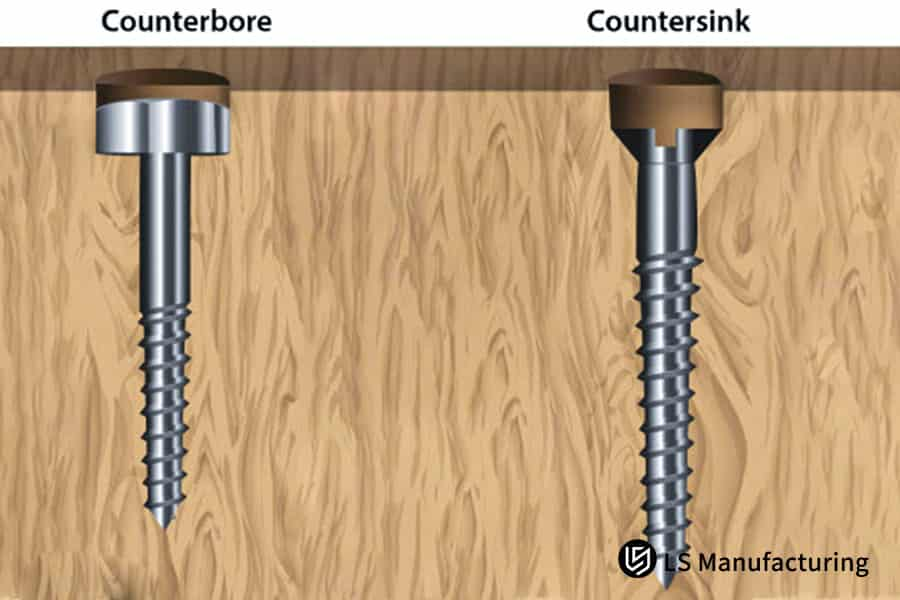
Figure 4 : Guide DFM comparant les trous fraisés et les trous chanfreinés pour l’usinage CNC par LS Manufacturing
LS Manufacturing : Usinage de trous fraisés pour composants d'aile
Défi du client
Un problème d'inefficacité et de qualité est apparu dans une entreprise aérospatiale concernant la production de 128 trous fraisés de Φ10 mm positionnés sur un longeron d'aile en titane. L'usinage conventionnel nécessite 4 heures par unité avec une erreur de 1,2° , ce qui entraîne un jeu de 0,3 mm entre le longeron en titane et le revêtement composite.
Solution de fabrication LS
Un centre d'usinage CNC 5 axes avec compensation de trajectoire d'outil en temps réel a été utilisé. Un outil en carbure à revêtement PVD haute performance a été employé, avec des paramètres optimaux de 1200 tr/min et 100 mm/min . Un palpage en cours d'usinage a permis de compenser la profondeur en direct, afin d'identifier la cause première de l'erreur angulaire lors de l'usinage de fraisages de haute précision, la précision d'assemblage étant un objectif primordial.
Résultats et valeur
En conséquence, le temps de cycle par pièce a diminué à 1,5 heure et, finalement, l'écart angulaire des trous a été maintenu à un niveau de ±0,3° , la profondeur à ±0,02 mm , ainsi que l'écart d'assemblage à ≤0,1 mm ; par conséquent, le rendement du premier passage est passé à 99,8 % , ce qui a permis de réaliser des économies moyennes annuelles de 1,2 million de RMB pour le respect des délais d'assemblage critiques par client.
Ce projet spécifique chez LS Manufacturing illustre son expertise dans le domaine complexe du lamage de trous , ainsi que dans les opérations géométriques liées à cet exemple. Nous associons un savoir-faire innovant en matière de procédés à une solide expertise en métrologie pour apporter des gains de valeur tangibles en termes de précision, de productivité et de coûts, et ce, pour des problématiques de fabrication aérospatiale spécialisées.
Vous souhaitez améliorer l'efficacité du fraisage des composants en alliage de titane ? Bénéficiez de solutions d'usinage expertes pour optimiser la précision de vos pièces structurelles aérospatiales.

Analyse des tendances futures des procédés de fraisage et de lamage
L'usinage précis et efficace des lamages et des fraisages représente un défi de taille depuis longtemps, notamment en termes de qualité et de capacité de production en série à haut rendement. LS Manufacturing associe la puissance des systèmes de contrôle de processus intelligents aux techniques d'usinage les plus avancées, telles que la réduction des temps de cycle , grâce à sa technologie utilisant :
Optimisation adaptative des paramètres d'usinage
- Notre système utilise des données de capteurs en temps réel (vibrations, émissions acoustiques et force) pour faire varier les vitesses d'avance et les vitesses de broche.
- Cet algorithme de rétroaction en boucle fermée permet de compenser les propriétés irrégulières des matériaux en empêchant la surcharge de la machine, assurant ainsi une finition de surface uniforme lors du lamage et du chanfreinage.
- Il s'agit d'une commande adaptative permettant de surmonter la formation imprévisible des copeaux et l'accumulation de chaleur , qui sont les principales causes des imprécisions dimensionnelles.
Surveillance et pronostic intelligents de l'état des outils
- Dans ce projet, une approche de fusion multi-capteurs , qui inclut également la consommation d'énergie et les signaux de vibration, peut être utilisée pour l'estimation de l'usure des outils.
- Une courbe d'usure est déterminée pour différents types d'outils, et la prévision de fin de vie, aboutissant à une défaillance catastrophique, peut être calculée avec précision.
- Cela permettra de résoudre le problème de la défaillance des outils ou de la mauvaise qualité des trous à cause des Movers et d'améliorer le système en proposant un remplacement des outils basé sur leur état .
Développement de procédés d'usinage composés intégrés
- Afin de prévenir toute erreur de manipulation et de positionnement , nous innovons également en matière de stratégie de trajectoire optimisée pour les opérations de lamage et de fraisage .
- Cela nécessite un outil sur mesure, un outil de barre d'accouplement, une conception, ainsi qu'un contrôle simultané multi-axes, pour réaliser les deux opérations en une seule frappe de broche, réduisant ainsi considérablement le temps d'arrêt.
- L'exploit technique essentiel accompli est la capacité à maintenir une concentricité de haute qualité entre le lamage et le fraisage tout en gérant différents angles et forces de coupe en une seule opération.
Ce résumé présente les détails techniques relatifs à l'intégration des capteurs, aux algorithmes et à l'innovation en matière de trajectoire d'outil sur lesquels reposent nos solutions d'usinage avancées. Il aborde les spécificités d'application, notamment nos solutions de contrôle et nos solutions d'innovation de processus, face à la complexité des problématiques de production. Il met en lumière ce qui distingue notre entreprise et l'unicité de ses capacités, directement liée à notre expertise en ingénierie.
FAQ
1. Quelle est la principale différence entre un trou fraisé et un lamage ?
Le trou fraisé a une forme conique, offrant une surface plane pour le support de la tête de vis. Le trou alésé, quant à lui, a une forme cylindrique, permettant l'insertion de la tête de vis. Leurs fonctions sont donc différentes.
2. Comment choisir l'angle standard pour un trou fraisé ?
Selon l'angle de la tête de vis : 82° pour la plupart des vis métriques, 90° pour la plupart des vis impériales, et comme spécifié dans d'autres cas.
3. Comment éviter les bavures lors de l'usinage de trous fraisés ?
Utilisez des outils de coupe précis, des paramètres de coupe optimaux et un perçage par à-coups. LS Manufacturing veille à ce que la hauteur de bavure soit inférieure à 0,02 mm .
4. Quels sont les éléments à prendre en compte pour concevoir la profondeur d'un lamage ?
Profondeur = épaisseur de la tête de vis + 0,1 à 0,3 mm de jeu. Les propriétés du matériau et les exigences d'assemblage doivent être prises en compte afin d'éviter une profondeur excessive susceptible d'affecter la résistance.
5. Comment contrôler la qualité de l'usinage des trous fraisés ?
Des jauges de tous types et de toutes spécifications, des jauges de profondeur, ainsi que des machines de mesure tridimensionnelle, ont été utilisées. LS Manufacturing peut effectuer des contrôles dimensionnels complets.
6. Comment ajuster les paramètres d'usinage des trous fraisés dans différents matériaux ?
L'usinage à grande vitesse est possible pour les alliages d'aluminium , tandis que l'usinage à faible vitesse et à avance rapide est préférable pour l'acier inoxydable. Tous ces points doivent être déterminés par des essais de procédé.
7. Quels sont les principaux facteurs qui affectent le coût de l'usinage des trous fraisés ?
Dureté du matériau, degré de précision, taille des lots de production : la production par lots permet de réduire les coûts de 30 % grâce à une optimisation des itinéraires de découpe.
8. Comment obtenir un devis précis pour l'usinage de trous fraisés ?
Veuillez préciser le matériau, le niveau de précision souhaité et la taille des lots. LS Manufacturing vous fournira un devis détaillé sous deux heures. Pour démarrer votre projet, vous pouvez demander directement un devis en ligne pour l'usinage CNC .
Résumé
Les fabricants peuvent améliorer la précision d'assemblage et la résistance des produits finis grâce à une optimisation scientifique des procédés de fraisage et d'alésage . L'optimisation du fraisage permet également de réduire les erreurs d'usinage et l'usure des composants. Ce procédé optimise ainsi l'efficacité de l'ensemble de la chaîne de production.
Si vous recherchez des solutions d'usinage de fraisage et de lamage conformes aux normes industrielles ou si vous souhaitez télécharger un guide d'analyse DFM gratuit , n'hésitez pas à contacter notre équipe d'assistance technique chez LS Manufacturing. Nous serons alors en mesure de vous proposer des solutions sur mesure répondant à vos exigences de conception et à vos besoins en matière d'assistance technique.
Optimisez votre conception grâce aux services de fraisage CNC de précision — choisissez LS Manufacturing pour bénéficier de conseils d'experts sur les solutions de fraisage par chanfreinage et par alésage.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


