Los servicios de fresado CNC son fundamentales para el mecanizado de precisión de agujeros avellanados y escariados , pero los ingenieros suelen tener dificultades para elegir la herramienta adecuada. Problemas comunes como la protrusión de tornillos, la interferencia en el montaje y la concentración de tensiones surgen de una selección incorrecta, lo que compromete directamente la calidad del producto y la eficiencia de la fabricación.
Abordamos este problema fundamental mediante el establecimiento de un marco de selección sistemático. Aprovechando los 15 años de experiencia de LS Manufacturing, proporcionamos parámetros técnicos claros y estudios de caso para equilibrar la funcionalidad, la facilidad de fabricación y el coste, con el objetivo de lograr una reducción de costes del 30 % y un aumento de la productividad del 40 % .
Fresado CNC: Avellanado vs. Escariado - Guía definitiva de DFM y costes
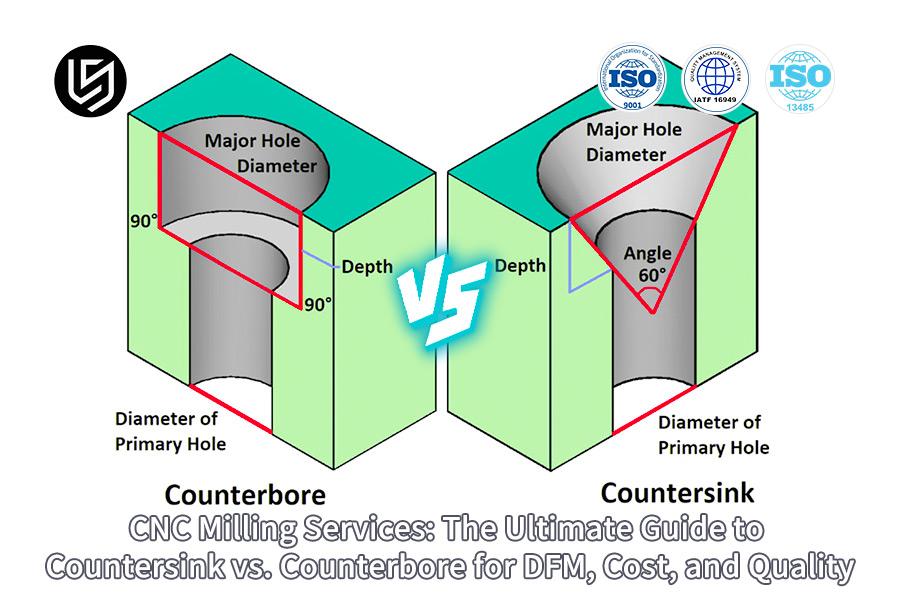
| Característica / Consideración | Avellanar | Avellanado |
| Función principal | Forma un asiento cónico para tornillos de cabeza plana para un acabado al ras . | Crea un orificio cilíndrico de fondo plano para que las tapas de cabeza hueca se asienten por debajo de la superficie. |
| Herramientas | Broca avellanadora de un solo punto, sensible a la dureza del material y de la máquina. | Utiliza un fresado frontal , lo que ofrece mayor estabilidad y es mejor para materiales más duros. |
| Diseño para la fabricación y facilidad de mecanizado | Propenso a vibrar; requiere un control preciso de la profundidad para evitar que el tornillo quede sobresaliendo o hundido. | El proceso es bastante estable; la profundidad es fácil de controlar. |
| Implicaciones en los costos | Menor coste de utillaje , con la posibilidad de generar desperdicios debido a errores. | Mayor coste de utillaje, pero mecanizado más rápido, más preciso y sin defectos. |
| Fuerza parcial | Se elimina más material de fresado en la superficie, lo que puede dar lugar a un punto más débil. | Se elimina menos material cerca de la superficie; por lo general, esto mejora la resistencia de la pieza. |
| Estética y limpieza | Proporciona un aspecto liso y uniforme, adecuado para zonas visibles. | Crea una pequeña hendidura ; tiende a acumular suciedad, pero la cabeza del tornillo queda cubierta. |
| Mejores aplicaciones | Se utiliza en zonas donde es imprescindible contar con una superficie lisa, aerodinámica y libre de obstáculos. | Ideal para zonas donde las condiciones de alta tensión exigen uniones más resistentes y ensamblajes menos complejos. |
| Consejo clave de DFM | Especifique el ángulo de la cabeza del tornillo y el diámetro mayor; controle la profundidad con precisión. | Especifique el diámetro del perno, el diámetro de la cabeza y la profundidad; se permite una tolerancia amplia en la profundidad. |
Le ayudamos a resolver los desafíos críticos de DFM (Diseño para la Fabricación) seleccionando el tipo de orificio óptimo : avellanado para acabados al ras o escariado para mayor resistencia y fiabilidad. Nuestra experiencia garantiza que su diseño esté optimizado para la fabricación, minimizando los riesgos de coste y calidad y acelerando su lanzamiento al mercado.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Estos consejos se han desarrollado a lo largo de los muchos años de experiencia de nuestra empresa, LS Manufacturing , más de 15 años , en la que hemos abordado los desafíos de fabricar más de 50 000 piezas personalizadas mediante fresado CNC . Estos consejos se han desarrollado para los sectores aeroespacial, médico, automotriz y para todas aquellas industrias que simplemente no pueden permitirse el lujo de fallar.
Nuestras recomendaciones para la optimización de costos y el diseño para la fabricación (DFM) se basan en estándares reconocidos, fundamentadas en la aplicación práctica. Concretamente, nos apoyamos en consultorías relacionadas con los datos de materiales del NIST para seleccionar las variables y los principios pertinentes para la fabricación aditiva (AM) en el contexto de la fabricación híbrida. Esto garantiza que nuestras recomendaciones sobre avellanados y escariados consideren los conceptos de precisión, rendimiento y rentabilidad, respaldados por estándares reconocidos.
El conocimiento es un recurso indispensable que todos utilizamos a diario. Optimizar la trayectoria de la herramienta para piezas de aluminio o evitar vibraciones en piezas de acero inoxidable ha requerido miles de horas de trabajo para resolver problemas. Esta guía le ayudará a evitar errores comunes y a obtener una calidad óptima en sus piezas mecanizadas, gracias a nuestra amplia experiencia y resultados certificados.

Figura 1: Una fresadora CNC crea un avellanado en un orificio metálico preciso por LS Manufacturing.
¿Cuáles son las diferencias entre los agujeros avellanados y los agujeros escariados en cuanto a diseño y aplicación?
La selección de orificios en los sujetadores se realiza teniendo en cuenta el tipo de orificio que se necesita perforar. Este artículo presenta las diferencias técnicas entre avellanados y escariados con respecto a detalles mecánicos que ayudarán en el diseño para lograr un diseño óptimo de sujetadores en la fabricación.
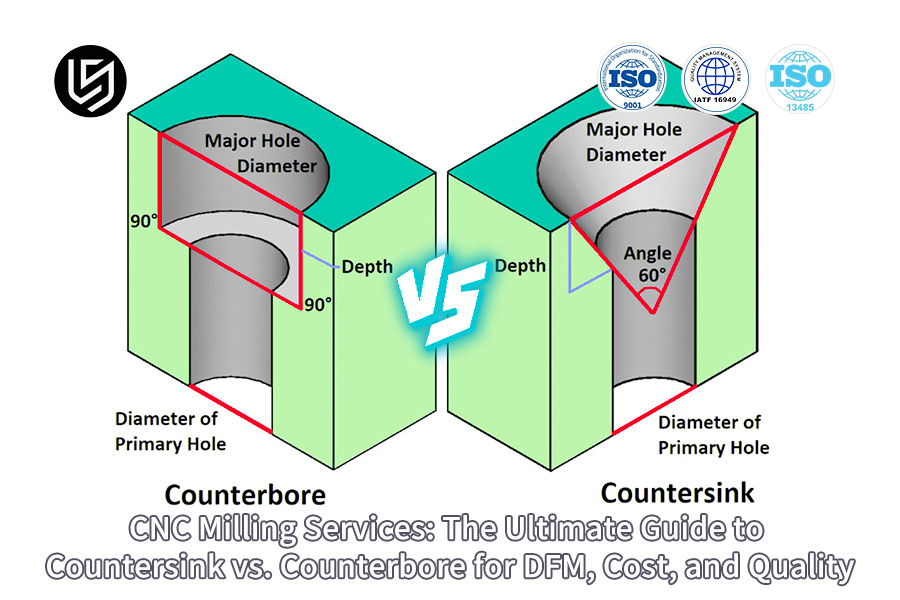
| Característica / Aspecto | Avellanar | Avellanado |
| Geometría primaria | Asiento cónico (normalmente de 82°/90° ). | Hueco cilíndrico con fondo plano. |
| Control de profundidad | Grosor de la cabeza del tornillo x 75-85%. | Grosor de la cabeza del tornillo + 0,1-0,3 mm. |
| Rendimiento de corte | Menor concentración de estrés (aproximadamente un 15% mejor). | Mayor tensión localizada en el borde del orificio. |
| Rendimiento de tracción | Reducción de la superficie de apoyo bajo tracción directa. | Resistencia superior (aproximadamente un 8% más fuerte). |
| Aplicación óptima | Entornos con alta vibración; se requiere superficie lisa. | Ensamblajes con espacio limitado; se requiere una alta fuerza de sujeción. |
La elección entre avellanado y escariado se basa en el tipo de carga, no en convenciones. Por ejemplo, se ha comprobado que los avellanados ofrecen un rendimiento mecánico superior ante cargas de cizallamiento y vibraciones , en lugar de estar mejor identificados por cargas de tracción o espacio disponible. Por ello, la correcta ejecución, realizada por servicios profesionales de fresado CNC, debe tener en cuenta la integridad dimensional, considerada la base fundamental del rendimiento.

¿Cómo garantizan los servicios de fresado CNC la precisión y la calidad de los agujeros avellanados?
Para lograr un acoplamiento y una carga óptimos de la cabeza del tornillo, las dimensiones geométricas del avellanado deben ser extremadamente precisas. Por este motivo, cualquier desviación en los ángulos o las superficies puede afectar a todo el conjunto. A continuación, este documento describe nuestro enfoque para superar los desafíos básicos del mecanizado de avellanados de precisión :
Diseño de procesos rígidos para eliminar la deflexión de la herramienta.
La principal limitación para la precisión angular es la flexión de la herramienta de corte durante el proceso. Esto se contrarresta con el uso de portaherramientas HSK de alta rigidez, en las líneas Walter de avellanadores de carburo sólido de ranura corta de probada calidad. En el caso de un producto aeroespacial de aluminio fabricado recientemente por nosotros, gracias a este método y a un valor conservador del parámetro de profundidad de corte, se logró una tolerancia angular de tan solo ±0,25° , mientras que el valor normal es de ±0,5° debido a la influencia directa en la carga del sujetador.
Metrología integrada en proceso para validación en tiempo real
La inspección posterior al proceso llega demasiado tarde para detectar un error. Ofrecemos un sistema de sondas táctiles totalmente integradas en el proceso de mecanizado. El orificio piloto se fresa con una fresa de acabado y, a continuación, se inspecciona con una sonda para verificar sus dimensiones y posición. La segunda inspección, mediante una sonda de reenfoque cónico, se realiza tras la finalización del proceso de avellanado, y la concentricidad del ángulo del cono se define mediante algoritmos. El sistema de circuito cerrado de nuestros servicios de fresado CNC elimina los errores ajustando la tolerancia de profundidad de forma totalmente automatizada, con una perpendicularidad del cono al eje de ±0,03 mm .
Estrategia de trayectoria de herramienta optimizada para un acabado superficial superior
Una superficie cónica lisa es fundamental para garantizar un contacto uniforme. Sin embargo, dada la naturaleza del proceso de mecanizado, que se llevó a cabo con alta velocidad del husillo y baja velocidad de avance, pudimos mantener una rugosidad superficial de Ra ≤ 1,2 µm . El movimiento de la herramienta de corte se realiza mediante un movimiento helicoidal suave dentro del material, sin marcas de retención ni vibraciones que pudieran generar irregularidades en la superficie.
Gestión de la estabilidad ambiental y térmica
Las temperaturas influyen en el crecimiento de los componentes, afectando así sus dimensiones. De hecho, todo nuestro proceso de fresado de precisión se lleva a cabo en un entorno con temperatura controlada, en una sala con temperaturas de 20 °C ± 1 °C . Además, al trabajar con acero, realizamos un tratamiento térmico previo al mecanizado, que constituye la base de nuestro rentable proceso de avellanado .
De esta forma, se transforma la precisión, pasando de estar orientada al objetivo a estar controlada por el resultado. En cuanto al mecanizado de avellanado de precisión , garantizamos un mecanizado correcto mediante rigidez diseñada, verificación geométrica durante el procesamiento en tiempo real, cinética de mecanizado final optimizada y control del entorno de mecanizado. Este control integral del proceso de fresado CNC proporciona uniones fiables y de alta resistencia, lo que convierte el avellanado rentable en una realidad repetible para ensamblajes críticos.
¿Cómo elegir entre diseños avellanados y escariados en función de los requisitos funcionales?
La elección entre avellanado o escariado en el diseño de mecanismos de precisión representa un desafío evidente en lo que respecta al rendimiento del diseño y el proceso de mecanizado. En este informe, resulta relevante abordar el proceso de toma de decisiones basándose en los requisitos funcionales y los datos CAE, ya que proporciona al diseñador un enfoque sistemático para optimizar el diseño de aplicaciones costosas.
| Requisito funcional | Diseño recomendado | Parámetro clave | Análisis Cuantitativo del Desempeño (CAE) |
| Alta exigencia estética | Agujero avellanado | ángulo de cono de 90° | Aluminio: 12 % más de carga máxima en comparación con el avellanado. |
| Escenario con espacio limitado | Agujero avellanado | Profundidad: cabeza del tornillo +0,2 mm | Acero: 20 % más de vida útil a la fatiga en comparación con el avellanado. |
| Condición de carga pesada | Avellanado + escariado combinados | Diseño integrado | Optimizado para alta tensión y montaje. |
En cuanto a la implementación directa, concéntrese en el diseño funcional en lugar de la selección del avellanado según el acabado al ras, las aplicaciones de orificios avellanados y el uso de cargas pesadas según diseños combinados. Cada decisión dependerá de los materiales, es decir, de datos específicos como el 12 % para el aluminio. El DFM para el proceso de avellanado , basado en los resultados del proceso analítico mediante las funcionalidades del software CAE, propone una solución de diseño definitiva que se espera en un campo de ingeniería competitivo.
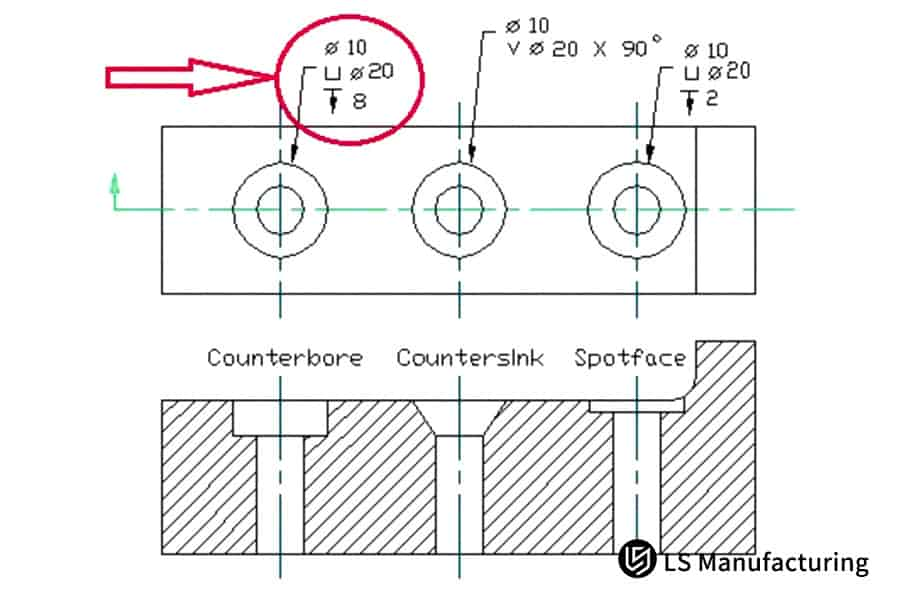
Figura 2: Selección entre orificios avellanados o escariados en el fresado CNC por LS Manufacturing
¿Cuáles son los parámetros clave que requieren especial atención en el diseño de agujeros avellanados?
El dimensionamiento de un orificio avellanado es fundamental para el ajuste, la resistencia y el montaje de los elementos de fijación. Unas dimensiones incorrectas provocan concentraciones de tensión, zonas de contacto y fallos en los componentes. En LS Manufacturing, hemos desarrollado un criterio experimental y probado para abordar estos problemas, garantizando que la visión del diseñador se plasme en una fabricación impecable mediante:
Diseño de precisión y control dimensional
- Para contrarrestar el problema de la interfaz, es necesario identificar la profundidad óptima del avellanado . Según los datos, en el caso de cabezas de tornillo de 82° , la profundidad óptima del avellanado debe ser el 80 % del espesor para reducir la concentración de tensiones.
- Además, la identificación del valor correcto del ángulo incluido de los tornillos también depende del tipo de tornillos que se utilicen, como 82°, 90°, 100°, y otros .
- Una característica particular de este diseño de orificio avellanado garantiza que el orificio no se afloje prematuramente, lo cual también es importante para la distribución de la carga de sujeción.
Integridad de las herramientas para una geometría consistente
- Si el nivel de desgaste supera los 0,1 mm, es necesario sustituir las herramientas de inmediato para corregir la desviación del ángulo.
- Una herramienta defectuosa implicaría que el ángulo desarrollado no será correcto, lo que a su vez significa que indicará que la cabeza del sujetador está por debajo de la superficie.
- Nuestros protocolos de mecanizado de avellanado de precisión garantizan que cada elemento se ajuste a las especificaciones geométricas del dibujo, eliminando la necesidad de retrabajo debido a un ajuste deficiente de los sujetadores.
Parámetros de mecanizado específicos del material
- Ofrecemos parámetros de corte optimizados: 3000 rpm y 200 mm/min para aluminio, y 800 rpm y 80 mm/min para acero . Estos parámetros se obtienen tras optimizar las constantes del material mediante rigurosas pruebas.
- Esto da como resultado un corte limpio y sin rebabas, con un excelente acabado que garantiza el correcto asentamiento del sujetador y, por lo tanto, su resistencia final.
- La integración de este conocimiento en nuestros servicios de fresado CNC ofrece resultados predecibles y de alta calidad en diversos materiales y lotes de producción, lo que garantiza la repetibilidad.
Esta directriz incorpora nuestro enfoque empírico para mejorar un parámetro de mecanizado clave en un componente crítico para la fiabilidad, afirma un competidor de la empresa. Una de las principales fortalezas de nuestra empresa es nuestro rigor en el uso de datos para controlar nuestras herramientas y variables de procesamiento, añade. Afirman haber resuelto el problema de la aplicación y transferencia efectiva de las fuerzas sobre el sujetador en el componente final.
¿En qué escenarios de aplicación los agujeros avellanados ofrecen ventajas insustituibles?
La aplicación de orificios avellanados es de suma importancia cuando se requiere precisión en el ajuste de componentes, uniones atornilladas robustas y procesos de ensamblaje eficientes en sistemas automatizados. Esto se logra mediante el siguiente método para superar las limitaciones de espacio, tensiones y velocidad en el proceso de ensamblaje:
Gestión de las limitaciones de espacio en la electrónica
En el ensamblaje de PCB y módulos compactos, la función más importante del avellanado es proporcionar el espacio libre necesario para la cabeza del tornillo. Este debe especificarse 0,3 mm por encima de la altura de la cabeza del tornillo ( 2,5 mm ). Esto se hace para prevenir posibles tensiones y cortocircuitos. Por ello, es necesario contar con servicios de fresado CNC de alta precisión.
Garantizar la precisión en sectores exigentes
En el caso de ensamblajes aeroespaciales o de alto rendimiento, la precisión geométrica se convierte en una necesidad imperiosa. Para lograrlo, es necesario controlar el diámetro del avellanado dentro de una tolerancia H7, manteniendo una perpendicularidad de 0,05 mm . Esto contribuye a una alineación ideal del elemento de fijación, evitando así fuerzas de cizallamiento indeseadas.
Optimización para cargas estructurales pesadas
En la estructura de la maquinaria y los elementos estructurales, el diseño de los avellanados busca resistir altas fuerzas de tracción y cizallamiento. Estos deben diseñarse con un espesor equivalente a 1,2 veces el de la cabeza del tornillo y con un rebaje de 0,1 mm en el fondo. Esto es fundamental para evitar que la cabeza del tornillo toque fondo y es un factor importante para prevenir la pérdida de precarga.
Este análisis demuestra la aplicabilidad de las aplicaciones de avellanado como el mejor enfoque para resolver los problemas relacionados con la ubicación y la precisión, además del peso. En este caso, al considerar valores de holgura específicos, tolerancias estrictas y características de alivio planificadas, se logra confiabilidad y eficiencia en el diseño. En este proceso paso a paso, se proporcionan métodos útiles para que el ingeniero diseñe un avellanado rentable que aproveche las técnicas de mecanizado de precisión.
¿Cómo puede la optimización DFM reducir los costes de mecanizado de agujeros avellanados/avellanados?
Por lo tanto, el DFM para detalles de avellanado garantizará una minimización progresiva de los costos de producción sin la menor pérdida de funcionalidad en el producto final. LS Manufacturing lidera estos aspectos mediante la adopción de soluciones de diseño, herramientas y procesos que generan ahorros en los costos de producción. La clave de nuestra estrategia DFM radica en su implementación exitosa para:
Diseño estratégico y optimización de tolerancias
- Se tiene en cuenta la función de ensamblaje y se consulta sobre las variaciones en los valores de tolerancia según su criticidad. En los ajustes no críticos, nuestra propuesta es suavizar las especificaciones de ±0,1 mm a ±0,15 mm .
- Esta tecnología permite la aplicación de procesos y herramientas genéricas, así como la reducción del tiempo de inspección y del índice de desperdicio.
- Nuestros ciclos de revisión DFM para avellanados garantizan la fabricabilidad de las características dentro de esas operaciones desde el principio.
Estrategia avanzada de herramientas y procesos
- Optimizamos nuestro proceso utilizando herramientas combinadas para acortar el tiempo de procesamiento, realizando más de una función en una sola pasada.
- Cuenta con un algoritmo propio para el seguimiento de las herramientas que minimiza el desplazamiento aéreo fuera de la zona de corte hasta en un 40 % en comparación con sistemas similares del mercado.
- Este método de avellanado rentable ayuda a aprovechar al máximo el husillo y reduce el tiempo de mecanizado.
Optimización de parámetros y gestión del ciclo de vida
- Para controlar la vida útil de la herramienta, se utilizará un sistema de control de la vida útil de la herramienta en el que se emplearán la velocidad de avance y la velocidad óptimas de forma que se aumente la vida útil de la herramienta hasta un máximo de 10.000 agujeros por herramienta.
- En este caso, los factores se han optimizado para la producción en masa. Por lo tanto, estos factores deben conducir a un resultado inequívocamente positivo, ya que los costos de las herramientas para cada pieza producida disminuirían.
- Esta estrategia basada en datos se aplica en nuestros propios servicios de fresado CNC , lo que se traduce en menores costes por unidad y una previsibilidad que beneficia a nuestros clientes.
En este informe, analizaremos nuestra metodología y proceso de ingeniería para la reducción de costos. Nos centramos en el diseño, las herramientas y los procesos que implementamos, los cuales, en conjunto, contribuyen a lograr el menor costo total de propiedad posible. La diferencia que nos distingue de la competencia radica en comprender la metodología de entrega DFM de Deliveb.
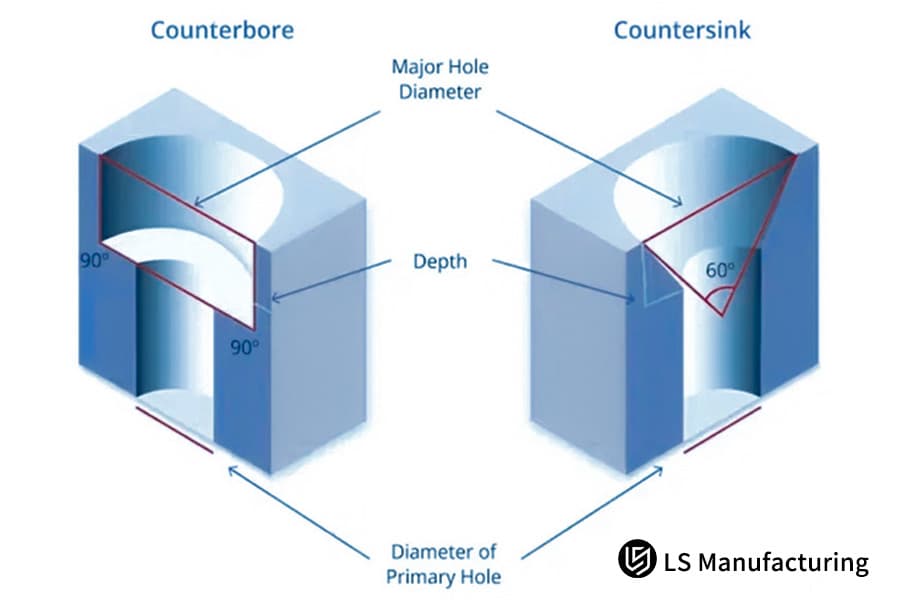
Figura 3: Comparación de las dimensiones de avellanado y escariado en el mecanizado CNC por LS Manufacturing
¿Qué medidas de seguridad especiales se requieren durante el proceso de mecanizado de agujeros avellanados de alta calidad?
No se puede obtener un cierto grado de calidad en el avellanado si el proceso se realiza de la misma manera que el mecanizado convencional, sino que se debe prestar atención no solo al proceso convencional, sino también al control geométrico. Finalmente, este documento concluirá su revisión de los controles de proceso para el mecanizado de avellanado de precisión de la siguiente manera:
Mecanizado avanzado y control en proceso
Resulta fundamental utilizar servicios de fresado CNC de 5 ejes con control del punto central de la herramienta. Esto garantiza una posición perfectamente vertical de la herramienta con respecto a la pieza mecanizada. La incorporación del sondeo en proceso permite verificar la profundidad de forma inmediata, compensando cualquier desviación de orientación superior a 0,3 grados.
Optimización de parámetros específicos del material
Los parámetros del proceso dependen del material; por lo tanto, no se pueden generalizar. Por ejemplo, al mecanizar materiales de aluminio, se utiliza una combinación de alta velocidad con baja temperatura, consistente en una velocidad de corte de más de 3000 RPM , además de eliminar material con un corte limpio, y al mecanizar materiales de acero inoxidable, se puede combinar baja velocidad con valores altos de velocidad de avance, además de prevenir el endurecimiento por deformación y fabricar un material con un acabado superficial sub-Ra de 0,8 µm .
Proceso validado para aplicaciones críticas
La selección entre las distintas características, guiada por las directrices sobre cómo elegir un avellanado o un escariado , se valida mediante este proceso de mecanizado controlado. Esto garantiza que, para un conjunto determinado de características de diseño del orificio, se obtendrá un conjunto determinado de geometrías, ya sea un requisito geométrico de la superficie aerodinámica al ras o un requisito geométrico del escariado.
Esta metodología establece los protocolos especializados para el proceso de mecanizado de avellanado de precisión . Dichos protocolos abarcan los problemas más difíciles de resolver relacionados con la precisión angular, la precisión superficial y la reproducibilidad, mediante la introducción de la maquinaria más avanzada, en relación con el material , etc., lo que cumpliría específicamente con los requisitos técnicos necesarios para ingenieros, fabricantes y expertos en los sectores pertinentes, donde la relevancia en relación con los elementos de fijación es innegable.
¿Cómo evaluar las capacidades de un proveedor de fresado CNC en avellanado/escariado?
La evaluación de un proveedor idóneo para realizar trabajos de avellanado y escariado debe considerar ciertos requisitos de habilidad, además de los de mecanizado. Este documento puede ser útil para planificar un método sistemático de evaluación de los atributos, calibres o procesos que un proveedor debe cumplir para realizar correctamente el mecanizado de avellanado de precisión con un alto nivel de aplicación.
Sistema de gestión de calidad validado
Examen de las evaluaciones realizadas con respecto al sistema de calidad formal del proveedor. Contar con un sistema de calidad formal, certificado según la norma ISO 9001 , es obligatorio, ya que constituye el marco imprescindible para establecer el procedimiento, el proceso y las acciones correctivas en relación con los servicios de fresado CNC de alto volumen.
Metrología avanzada y validación del primer artículo
Investigue su capacidad de inspección interna. El proveedor empleará máquinas de medición por coordenadas con una precisión no inferior a ±0,002 mm , y también se utilizarán perfilómetros de superficie. Solicite una hoja de resultados de la inspección del primer artículo para garantizar que los primeros artículos cumplan con los requisitos de todas las dimensiones, ángulos y acabado superficial .
Especificaciones de rendimiento de procesos cuantificados
Se debe solicitar y comprobar la capacidad del proceso, que debe ser específica y verificable. En las aplicaciones de avellanado y la función de escariado, algunos de los aspectos importantes podrían incluir: tolerancia angular de ±0,5° , profundidad de medición de 0,03 mm y acabado superficial con un valor Ra de 1,6 µm o inferior.
Esta metodología de evaluación de proveedores utiliza sistemas auditables, metrología y datos de rendimiento medibles para ofrecer una revisión completamente objetiva de los servicios de fresado CNC de un proveedor en aspectos críticos. Esto, a su vez, proporciona a los ingenieros una estrategia de remediación inmediata y eficaz para mitigar el riesgo y garantizar la adquisición de piezas que cumplan con las especificaciones exactas.
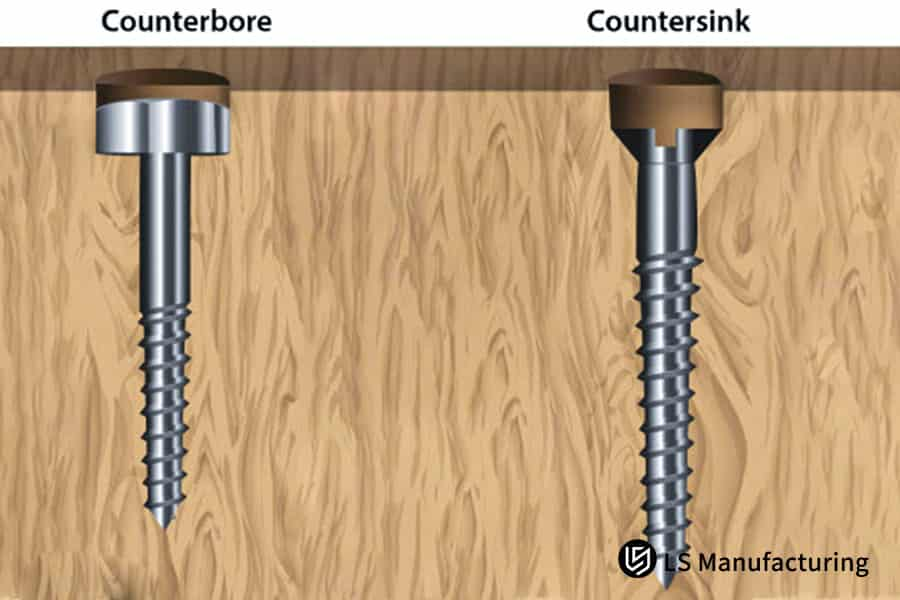
Figura 4: Guía DFM que compara agujeros avellanados y de avellanado para CNC de LS Manufacturing
LS Manufacturing: Mecanizado de agujeros avellanados para componentes de alas
Desafío del cliente
En una empresa aeroespacial surgió un problema de ineficiencia y calidad en la producción de 128 orificios avellanados de Φ10 mm ubicados en un larguero de ala de titanio. El proceso de mecanizado convencional requiere 4 horas por unidad con un error de 1,2° , lo que resulta en una holgura de ajuste de 0,3 mm entre el larguero de titanio y el revestimiento de material compuesto.
Solución de fabricación LS
Se utilizó un centro de mecanizado CNC de 5 ejes con compensación de trayectoria de herramienta en tiempo real. Herramienta de carburo con recubrimiento PVD de alta resistencia, parámetros óptimos de 1200 rpm y 100 mm/min . Sondeo en proceso para compensación de profundidad en tiempo real, considerando la causa raíz del error angular durante el mecanizado de avellanado de alta precisión, con miras a la precisión del ensamblaje.
Resultados y valor
En consecuencia, el tiempo de ciclo por pieza se redujo a 1,5 horas y, finalmente, la desviación del orificio por los ángulos se mantuvo en un nivel de ±0,3° , la profundidad en ±0,02 mm , así como la separación de ensamblaje en ≤0,1 mm ; por lo tanto, el rendimiento de la primera pasada aumentó al 99,8% , lo que generó un ahorro promedio anual de 1,2 millones de RMB en sus tiempos de ensamblaje críticos por cliente.
Este proyecto específico de LS Manufacturing demuestra su experiencia en el complejo entorno del avellanado , así como en las operaciones geométricas relacionadas con este ejemplo. Combinamos un conocimiento innovador de procesos con una sólida disciplina metrológica para ofrecer mejoras cuantificables en precisión, productividad y costes para problemas especializados de fabricación aeroespacial.
¿Busca mejorar la eficiencia del avellanado de componentes de aleación de titanio? Obtenga soluciones de mecanizado expertas para optimizar la precisión de sus piezas estructurales aeroespaciales.

Análisis de las tendencias futuras en los procesos de avellanado y escariado.
La precisión y la eficiencia en el mecanizado de avellanados y escariados han sido un desafío durante mucho tiempo, especialmente en lo que respecta a la calidad y la capacidad de producción en masa a altas tasas. LS Manufacturing combina la potencia de los controles de proceso inteligentes con las técnicas de mecanizado más avanzadas, como la reducción del tiempo de ciclo , a través de nuestra tecnología que utiliza:
Optimización adaptativa de los parámetros de mecanizado
- Nuestro sistema utiliza datos de sensores en tiempo real (vibración, emisión acústica y fuerza) para variar las velocidades de avance y de giro del husillo.
- Este algoritmo de retroalimentación de circuito cerrado compensa las irregularidades en las propiedades del material, evitando la sobrecarga de la máquina y logrando un acabado superficial uniforme durante el avellanado y el chaflán.
- Se trata de un control adaptativo para superar la formación impredecible de virutas y la acumulación de calor , que son las principales causas de las imprecisiones dimensionales.
Monitorización y pronóstico inteligentes del estado de las herramientas
- En este proyecto, se puede utilizar un enfoque de fusión multisensorial , que también incluye señales de consumo de energía y vibración, para la estimación del desgaste de la herramienta.
- Se determina una curva de desgaste para diferentes tipos de herramientas, y se puede calcular con exactitud la previsión del final de su vida útil, que culmina en un punto de fallo catastrófico.
- Esto abordará el problema de que las herramientas fallen o los agujeros no sean buenos debido a los Movers y lo mejorará a un reemplazo basado en condiciones para las herramientas .
Desarrollo de procesos de mecanizado compuesto integrados
- Con el fin de prevenir cualquier error en la manipulación y el posicionamiento , también estamos innovando la estrategia de trayectoria optimizada para las operaciones de avellanado y escariado .
- Esto requiere herramientas personalizadas, herramientas de barra de unión, diseño, así como control simultáneo de múltiples ejes, para lograr los dos golpes en un solo husillo, reduciendo así significativamente el tiempo sin corte.
- La proeza técnica fundamental conseguida es la capacidad de mantener una concentricidad de alta calidad entre el avellanado y el escariador, al tiempo que se trabaja con diferentes ángulos de corte y fuerzas en una sola operación.
Este resumen detalla la integración de sensores, los algoritmos y la innovación en la ingeniería de trayectorias de herramientas en las que se basan nuestras soluciones avanzadas de mecanizado. Se centra en las especificidades de la aplicación, en particular en nuestras soluciones de control, así como en las soluciones de innovación de procesos, que abordan problemas de producción complejos. La singularidad de nuestras capacidades, que nos distinguen, está directamente relacionada con nuestro alto nivel de experiencia en ingeniería.
Preguntas frecuentes
1. ¿Cuál es la principal diferencia entre un agujero avellanado y un agujero escariado?
El orificio avellanado tiene forma cónica, lo que proporciona una superficie plana para alojar la cabeza del tornillo. El orificio escariado, en cambio, tiene forma cilíndrica, lo que ofrece espacio suficiente para que la cabeza del tornillo encaje. Existe una diferencia en sus funciones.
2. ¿Cómo elegir el ángulo estándar para un agujero avellanado?
Dependiendo del ángulo de la cabeza del tornillo: 82° para la mayoría de los tornillos métricos, 90° para la mayoría de los tornillos imperiales y según se especifique en otros casos.
3. ¿Cómo evitar rebabas al mecanizar agujeros avellanados?
Utilice herramientas de corte precisas, parámetros de corte óptimos y perforación intermitente. LS Manufacturing se encarga de mantener la altura de la rebaba dentro de 0,02 mm .
4. ¿Qué consideraciones hay que tener en cuenta al diseñar la profundidad de un avellanado?
Profundidad = espesor de la cabeza del tornillo + holgura de 0,1-0,3 mm. Deben tenerse en cuenta las propiedades del material y los requisitos de montaje para evitar que una profundidad excesiva afecte a la resistencia.
5. ¿Cómo inspeccionar la calidad del mecanizado de agujeros avellanados?
Se han utilizado calibres de todo tipo y descripción, medidores de profundidad y máquinas de coordenadas. LS Manufacturing ofrece inspecciones dimensionales completas.
6. ¿Cómo ajustar los parámetros para el mecanizado de agujeros avellanados en diferentes materiales?
El mecanizado a alta velocidad es posible en aleaciones de aluminio , mientras que en acero inoxidable se prefiere el mecanizado a baja velocidad y con avance elevado. Todos estos aspectos deben determinarse mediante experimentación con el proceso.
7. ¿Cuáles son los principales factores que afectan al coste del mecanizado de agujeros avellanados?
Dureza del material, grado de precisión, tamaño de los lotes de producción. En la producción por lotes, existe la posibilidad de reducir los costos en un 30% si se optimizan las rutas de corte.
8. ¿Cómo obtener un presupuesto exacto para el mecanizado de agujeros avellanados?
Proporcione información sobre el material, el nivel de precisión y el tamaño de los lotes. LS Manufacturing le facilitará un presupuesto detallado en un plazo máximo de 2 horas. Puede solicitar directamente un presupuesto instantáneo de mecanizado CNC en línea para comenzar.
Resumen
Los fabricantes pueden mejorar la precisión del ensamblaje y la resistencia de los productos resultantes mediante la optimización científica del proceso de avellanado y escariado . La optimización del proceso de escariado también reduce los errores de mecanizado del componente y su desgaste. De este modo, se optimiza la eficiencia de todo el proceso de producción.
Si busca soluciones de mecanizado de avellanado y escariado que cumplan con los estándares de la industria o si desea descargar una guía gratuita de análisis DFM , póngase en contacto con nuestro equipo de soporte técnico en LS Manufacturing. De esta manera, podremos ofrecerle soluciones específicas para alcanzar sus objetivos de diseño, en conjunto con sus necesidades de soporte técnico.
Optimice su diseño con servicios de fresado CNC de precisión : elija LS Manufacturing para obtener asesoramiento experto sobre soluciones de avellanado frente a escariado.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


