Un mauvais choix de processus peut doubler votre coût
Vous avez conçu une coque métallique parfaite : des lignes douces, une structure délicate et des fonctions complètes. Les dessins ont été scrutés à plusieurs reprises et les détails ont été affinés. Cependant, lorsque vous avez soumis le design au fabricant avec de grandes attentes, le devis que vous avez reçu était comme un seau d'eau froide versé sur votre tête - dépassant largement le budget ! Il pourrait même être doublé !
Où est le problème ?
Très probablement, le problème ne vient pas de la conception elle-même, mais d'un choix par défaut apparemment simple mais crucial : vous choisissez par défaut " Usinage CNC ", et votre conception peut être typique " tôle " partie en substance.
"Fabrication de tôles" et "Usinage CNC" - les deux mots représentent " fabrication de métaux ", qui semblent être des chemins différents vers le même objectif. Mais comprenez : ce sont deux philosophies de fabrication complètement différentes, suivant une logique sous-jacente complètement différente .
Un mauvais choix n’est pas seulement une déviation dans le cheminement du processus. Cela signifie un gaspillage de matériaux, une augmentation des heures de travail et une mauvaise utilisation des moules, ce qui se traduit finalement directement par des différences de coûts étonnantes et des cycles de production incontrôlables. Comprendre les principales différences entre fabrication de tôle et l'usinage CNC n'est pas seulement une discussion technique sur papier, mais la première étape clé pour contrôler efficacement les coûts et optimiser les cycles de livraison dès les premières étapes du développement du produit.
Fabrication de tôles VS usinage CNC
| Caractéristiques |
Fabrication de tôles |
Usinage CNC |
|---|---|---|
| Principes fondamentaux | Déformation/connexion dominée : découpe de plaque plane -> pliage/formage -> connexion (soudage, rivetage, etc.). | L'essentiel est de "façonner" des plaques minces. Dominé par la soustraction : couper et retirer des matériaux à partir d'ébauches solides (blocs, barres) pour "sculpter" des formes. |
| Pièces les plus adaptées | À parois minces, creuses, en caisson : châssis, carters, consoles, panneaux, conduits de ventilation, conteneurs simples. | Structure solide et complexe, caractéristiques de haute précision : moules, fixations, pièces de moteur, radiateurs complexes, engrenages, bagues de précision, pièces aux surfaces 3D complexes. |
| Avantages essentiels | Coût (grands lots) : L’estampage est extrêmement efficace. Utilisation du matériau : généralement élevée (découpage à plat). Prototypage rapide : La découpe laser + le pliage sont rapides. Léger : Parois naturellement fines. |
Liberté de conception : Géométrie quasi illimitée (cavités profondes, courbes complexes, trous de formes spéciales, etc.). Ultra-haute précision et qualité de surface : jusqu'au niveau du micron. Cohérence du matériau : la pièce entière est constituée d’un seul matériau solide aux performances uniformes. |
| Contraintes fondamentales | Complexité géométrique : il est difficile de traiter des cavités fermées, des surfaces auto-entrecroisées et des éléments solides épais. Consistance de l'épaisseur de la paroi : Elle doit être uniforme (déterminée par l'épaisseur initiale de la tôle). Limites de précision : de multiples erreurs cumulatives de flexion et de déformation par soudage affectent la précision absolue. |
Coût (matériau & temps) : Beaucoup de déchets matériels (copeaux) ; temps de traitement long pour les pièces complexes. Les pièces à parois minces sont faciles à déformer : les forces de coupe peuvent faire vibrer et déformer les parois minces, ce qui rend le traitement difficile. Contraintes de conception : l'accessibilité des outils doit être prise en compte (telle que des cavités profondes et des espaces étroits). |
| Facteurs de coûts | Lot : Petits lots (laser/pliage) ; gros lots (les coûts d’emboutissage du moule sont dilués). Complexité des caractéristiques : nombre de coudes, moules spéciaux, volume de soudage. |
Volume du matériau : taille du flan et coût du matériau. Temps de traitement : complexité, exigences de précision, état de surface. Nombre de serrages : des serrages multiples augmentent les coûts et les erreurs. |
| Épaisseur typique du matériau | Plaque mince : généralement de 0,5 mm à 6 mm (courant en flexion). L'emboutissage peut être légèrement plus épais, mais il reste toujours dans la catégorie des « plaques ». | Aucune restriction fixe : en théorie, des flans très épais (des dizaines de centimètres, voire des mètres) peuvent être traités, ainsi que des parois minces (mais avec beaucoup de difficulté). |
Ce guide commencera par les principes de base et comparera en profondeur les différences entre les deux processus en termes de précision, de coût et de rapidité. À travers des cas réels et des directives de conception, il vous aidera à terme à établir un cadre décisionnel clair. 
Voici ce que vous apprendrez :
- Les principes de fonctionnement fondamentaux de la tôlerie et de la CNC : analyse approfondie de la façon dont deux philosophies de fabrication complètement différentes, " flexion et façonner » et « sculpter et enlever », peuvent réaliser la fabrication de pièces.
- Principales différences : révélez les différences décisives et les scénarios applicables entre les deux dans les dimensions principales telles que la précision, le coût, la vitesse, la liberté géométrique et la résistance des matériaux.
- Guide d'optimisation de la conception pour les ingénieurs : directives de conception conçues spécifiquement pour tôlerie et CNC pour vous aider à éviter les pièges et à tirer parti des avantages des processus pour réduire les coûts. drastiquement.
- Cas pratique d'optimisation des coûts : révélez le véritable récit de la façon dont nous avons réduit le coût de production d'un boîtier de contrôleur industriel de 75 % grâce au remplacement du processus (tôle métallisation).
L'intelligence de la fabrication hybride : découvrez comment combiner habilement les avantages de la tôle et de la CNC pour obtenir un rapport coût/précision parfaitement équilibré sur une pièce. - Questions et réponses rapides d'experts (FAQ) : clarifiez les malentendus (tels que « La tôle est-elle toujours moins chère ? », « Qu'est-ce que le traitement de la tôle ? ») et fournissez des conseils d'experts sur la sélection des matériaux.
Examinons maintenant de plus près ces deux processus élémentaires qui caractérisent la fabrication d'aujourd'hui et obtenons les informations nécessaires pour prendre la meilleure décision pour votre projet.
Pourquoi faire confiance à ce guide ? La philosophie de fabrication de LS
Je traite des milliers de pièces réelles chaque jour chez LS. Ce qui m'a le plus touché, c'est de voir autant de pièces "bien conçues" mais chères. La cause profonde est généralement très simple : par exemple, le concepteur avait l'habitude d'utiliser la commande "extruder" en CAO, et voilà, une pièce qui aurait pu être simplement pliée avec de la tôle est devenue une pièce usinée coûteuse et gourmande en matériaux. Cette capacité à voir la déconnexion « conception-fabrication » est au cœur de LS.
Le caractère unique de notre expérience réside dans le domaine des processus croisés : de l'aérospatiale pièces CNC de précision avec des tolérances strictes sur les châssis en tôle des serveurs exigeant la plus grande rentabilité, nous sommes profondément impliqués. C'est cette vision globale qui nous donne le pouvoir d'optimisation pour « transformer la pierre en or ».
Un exemple typique : le client avait une pièce à usiner par un CNC à cinq axes .Nous ne l’avons pas fait directement mais nous nous sommes demandé :
Peut-on y parvenir avec une combinaison de processus moins complexe et moins coûteuse ? En fin de compte, nous l'avons démonté en plusieurs composants de base en tôle et soudé eux, permettant aux clients d'économiser jusqu'à 70 % des coûts sans compromettre les fonctionnalités !
Il ne s’agit pas d’une théorie, mais d’une solution pratique que nous avons vérifiée à plusieurs reprises lors de l’atelier rugissant.
La valeur de ce guide est dans celui-ci.
Ce n'est pas un livre de théorie mais la vraie connaissance assaisonnée de Ingénieurs LS par les leçons réelles et les expériences réussies de 10 000 pièces par jour. Nous sommes bien conscients de l'objectif de conception original et avons une meilleure idée du coût et de la faisabilité de la fabrication.
Croyez-moi, Gloria, mon expérience de travail dans l'atelier LS me dit : ce manuel peut vous aider à éviter les pièges des coûts et à créer des conceptions sonores réellement efficaces et économiques. Cela montre notre profonde compréhension et notre appréciation du savoir-faire.
La fabrication de tôles va bien au-delà du « pliage ». C'est une démarche systématique traitement des métaux technologie, qui se plie relativement feuilles minces de métal (tel que l'acier, l'aluminium, l'acier inoxydable, le cuivre, etc.) en pièces ou produits tridimensionnels dotés de fonctions et de formes spéciales par une série de processus précis. Sa nature est d'économiser du matériel et prototypage rapide , particulièrement adapté à la production en série de composants à structure relativement simple.
Fabrication de tôle en profondeur : comment ça marche ? Aperçu des étapes de base du traitement de la tôle
| Mesures | Équipement/technologie de base | Objectif et fonctionnalités clés |
|---|---|---|
| 1. Blanchiment | Découpe laser, découpe plasma, poinçonneuse | Séparez avec précision la forme dépliée du plan bidimensionnel de la pièce d'une grande feuille de métal. |
| 2.Formage | Presse plieuse | Façonnez la plaque plate bidimensionnelle en une structure tridimensionnelle grâce à un pliage de précision (en forme de V, en forme de U, pliage à l'air, etc.). |
| 3.Connexion | Soudage, rivetage, vissage | Assemblez et combinez des pièces complexes qui ne peuvent pas être formées par une seule feuille en un tout. |
| 4. Post-traitement | Meulage, pulvérisation, anodisation, etc. | Améliorer la qualité de surface, la résistance à la corrosion, l’esthétique des pièces ou leur donner des fonctions spécifiques. |
1. Blanking : le premier processus de séparation correcte
Objectif : Cisailler le diagramme de pièce déplié bidimensionnel souhaité (en tenant compte de la déformation par flexion ultérieure) de l'énorme matière première plaque métallique correctement et correctement.
Technologie et équipements majeurs :
- Découpe laser : utilisez un faisceau laser concentré de haute puissance pour faire fondre ou vaporiser le matériau. Il possède une précision extrêmement élevée (jusqu'à ± 0,1 mm), une fine couture de coupe, une minuscule zone affectée par la chaleur et convient aux formes complexes et aux pièces fines. Il s’agit actuellement de la méthode de suppression de haute précision la plus répandue.
- Découpe au plasma : utilisez un arc plasma à haute température et à grande vitesse pour faire fondre le métal, ainsi qu'un flux d'air à grande vitesse pour tremper le métal en fusion. La vitesse de coupe est rapide, particulièrement bonne pour les tôles moyennes et lourdes (épaisseur de tôle pour laquelle découpe laser n'est pas économique), mais la précision et la qualité de finition sont généralement moins bonnes que la découpe laser, avec une zone affectée thermiquement plus grande.
- Poinçonnage/emboutissage : Cisailler la plaque à l'aide d'une matrice. Avantages : Pour un grand nombre de pièces aux contours relativement standardisés (grandes quantités de trous ronds, de trous carrés et de formes extérieures prescrites), la productivité est extrêmement élevée et un seul poinçonnage peut réaliser plusieurs opérations (poinçonnage, découpage, emboutissage superficiel). Inconvénients : moules coûteux, faible flexibilité (temps de changement long) et non adaptés aux petits lots d'une seule pièce ou aux contours compliqués.
Points clés :
La qualité des bords et la précision du découpage influencent directement la qualité des processus en aval (plus particulièrement le positionnement flexion ) et le produit final. Le choix de la technologie à examiner doit prendre en compte le type de matériau, l'épaisseur, la complexité de la pièce, les exigences de précision, le lot et le coût de production.
2. Former : L’art de donner vie en trois dimensions
Objectif : Déformer le flan plat dans la forme tridimensionnelle requise par déformation plastique. Le processus le plus basique et le plus largement utilisé dans le formage de la tôle est le pliage.
Équipement indispensable : Presse plieuse
Procédé essentiel : Pliage
Flexion en forme de V : Technique la plus employée. La feuille est placée sur la matrice inférieure avec un trou en forme de V, et la matrice supérieure (pointe du couteau) est enfoncée vers le bas dans la rainure en V, pliant la feuille le long de la ligne de pliage prédéterminée. Le angle de courbure est précisément régulé par la profondeur de pressage de la matrice supérieure.
Pliage en forme de U : utilisez une matrice inférieure en forme de U et un poinçon assorti pour créer une forme en forme de U en une seule fois. Nécessite généralement plus de pression.
Flexion de l'air : La pointe supérieure de la matrice ne frappe pas la feuille vers le bas pour toucher le fond de la rainure en V de la matrice inférieure, ni ne pend au-dessus de la feuille par un espace fini. C'est la profondeur de pressage qui détermine l'angle fini . Avantages : Bonne flexibilité (un ensemble de matrices peut se plier sous plusieurs angles), la pression nécessaire est moindre et le rebond est plus facile à inverser. Il s’agit de la méthode de pliage courante actuelle.
Cintrage inférieur/pliage par empreinte : la matrice supérieure pousse complètement la feuille dans la rainure en V inférieure de la matrice inférieure et appuie davantage, le matériau subissant une déformation plastique ou même une extrusion mineure dans la cavité de la matrice. Avantage : Haute précision et faible retour élastique. Inconvénient : Nécessite un tonnage plus important machine-outil , provoque une usure plus importante de la matrice et nécessite une rainure en V spécifique pour chaque angle/épaisseur.
Considérations clés
- Retour élastique : Dès que la force de flexion est supprimée, le métal rebondit élastiquement sur une partie de l'angle. La compensation doit être effectuée de manière appropriée lors de la programmation et de la conception de la matrice.
- Séquence de pliage : pour les applications complexes multi-cintrage composants, la séquence de pliage est extrêmement cruciale, les interférences doivent être évitées et la précision doit être assurée.
- Rayon de courbure minimum : Dépend du type de matériau, de l'épaisseur et des conditions de traitement thermique. Un rayon trop petit entraînera un étirement et une fissuration excessifs du matériau extérieur.
- Facteur K/coefficient de flexion : facteur important utilisé pour déterminer l'emplacement de la couche neutre lors du calcul de la longueur dépliée.
3. Connexion : Construire un tout complexe
Objectif : Chaque fois que les composants sont si complexes qu'ils ne peuvent plus être produits en pliant une seule feuille, ou doivent être construits avec d'autres composants, plusieurs pièces de tôle ou des pièces de tôle sont régulièrement reliées à d'autres pièces.
Principales technologies :
- Soudage : (MIG, TIG, soudage par points, soudage au laser , etc.) Le matériau est lié par du métal en fusion. Points forts : Solide et bien étanche (soudure consécutive). Faiblesses : une déformation thermique est induite, un traitement ultérieur est nécessaire et l'apparence n'est pas nécessairement magnifique.
- Rivetage : La connexion est réalisée au moyen d'une déformation mécanique de rivets. Avantages : Aucun effet thermique, utilisé pour assembler divers matériaux, haute fiabilité. Inconvénients : Un pré-perçage est nécessaire, ce qui augmente le poids des pièces.
- Boulonnage/Vissage : La connexion est réalisée à l'aide de boulons, écrous, vis autotaraudeuses, etc. Avantages : Amovible, simple à assembler, sans effet thermique. Inconvénients : un pré-perçage ou un taraudage est nécessaire et le point de connexion est surélevé.
- Snap/sertissage : Utiliser la déformation élastique du matériau en feuille lui-même ou une structure spécialement conçue pour créer un joint sans attaches. Généralement utilisé sur les capots de châssis, etc.
- Points à noter : Le choix de la méthode d'assemblage doit tenir compte des besoins de résistance totale, des besoins d'étanchéité, des besoins d'apparence, du fait qu'il soit démontable, de l'efficacité de la fabrication, du coût et de l'impact sur le matériau de base (par exemple, la distorsion thermique due au soudage).
4. Post-traitement : finition et protection
Objectif : Améliorer la fonctionnalité, la durée de vie et l’esthétique du produit.
Processus courants :
- Ébavurage/meulage : éliminez les arêtes vives et les bavures dues à la coupe et au pliage pour offrir sécurité et facilité d'assemblage.
- Meulage/polissage des soudures : polissez la zone de soudure et rendez-la époustouflante.
- Nettoyage des surfaces : Enlever l'huile, la poussière et la couche d'oxyde (par exemple, sablage, décapage).
- Peinture (peinture/revêtement en poudre) : Appliquer une peinture liquide ou un revêtement en poudre électrostatique qui forme une finition décorative protectrice une fois durci. Anticorrosion, de couleurs et de textures variées, le revêtement en poudre est durable et respectueux de l'environnement.
- Galvanoplastie : (nickelage, chromage, zingage, etc.) utilise la méthode d'électrolyse pour déposer une couche métallique sur la surface, principalement à des fins de protection contre l'usure ou anti-corrosion, ou pour une finition décorative.
- Anodisation : (pour alliages d'aluminium ) forme une fine couche de surface d'oxyde dur. Augmente la résistance à la corrosion, la résistance à l'usure, l'isolation et peut être teint pour produire des couleurs profondes.
- Marquage sérigraphie/laser : ajoutez des logos, du texte et des graphiques.
Explication détaillée de l'usinage CNC : nouvel art de la « sculpture » avec découpe contrôlée
"Bien que la philosophie de "mise en forme" des tôles métalliques par compression et conservation de forme définisse la géométrie de la pièce d'extrémité à travers le processus de défaite du matériau, l'usinage CNC est un art de "sculpture" dont l'essence est l'enlèvement de matière sous contrôle."
C'est un peu comme un sculpteur de l'ère informatique qui dépouille progressivement le flan de métal rigide avec des commandes étape par étape et outils de coupe , et finalement produire la forme complexe requise par le dessin.
Avant d'entrer dans le vif du sujet, passons en revue les étapes clés et le contenu clé de l'usinage CNC à partir du tableau suivant :
| Étape principale | Tâches principales | Entrée/outil clé | Résultat/objectif clé |
|---|---|---|---|
| 1.Programmation | Convertir l'intention de conception en instructions machine | Modèle CAO, logiciel CAM | Code G (instructions de parcours d'outil) |
| 2. Serrage | Assurez-vous que le flan est stable et positionné avec précision pendant le traitement | Billet de métal massif (Billet), fixation, table de machine-outil | Pièce à usiner fermement fixée et positionnée avec précision |
| 3. Coupe | Retirez précisément l'excédent de matériau selon les instructions pour former la forme cible. | Machines-outils CNC (fraiseuses/tours), outils rotatifs à grande vitesse, liquides de refroidissement | Pièces proches de la forme définitive (ébauche/finition) |
| 4. Post-traitement | Améliorer la qualité de surface et les performances des pièces et effectuer la vérification finale | Outils d'ébavurage, machines de sablage, cuves d'anodisation, équipements de mesure | Pièces finies répondant aux exigences de conception (taille, surface, fonction) |
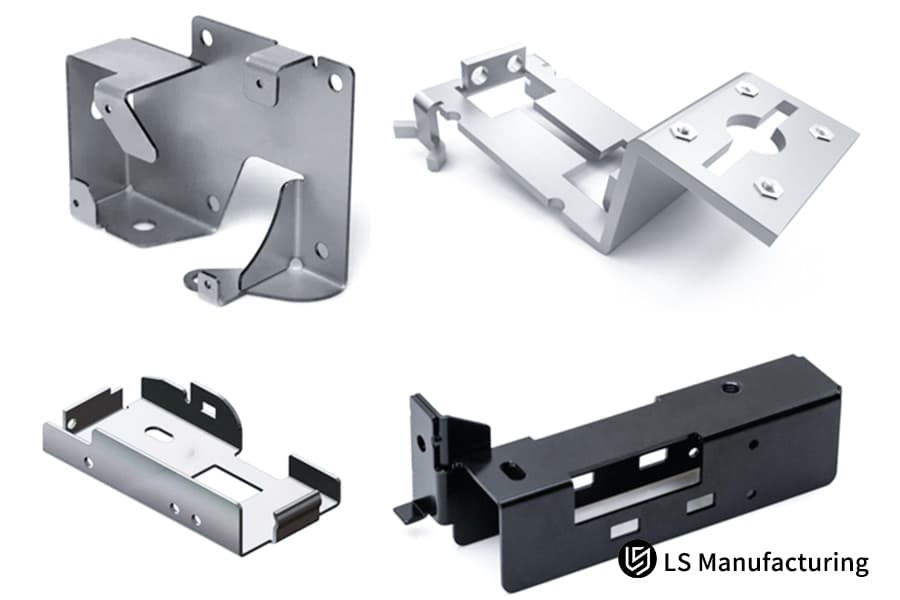
Figure 1 : Composants métalliques usinés et formés sur mesure pour des applications exactes par LS Manufacturing
Programmation : l'interprète du design numérique
Processus : C'est le début et le cerveau de l'ensemble du processus d'usinage. Les ingénieurs conçoivent d’abord ou obtiennent un modèle 3D de la pièce dans un logiciel de conception assistée par ordinateur (CAO). Celui-ci est ensuite interprété dans un logiciel de fabrication assistée par ordinateur (FAO). Les trajectoires d'outils, les conditions de coupe (vitesse, avance, profondeur de coupe), le choix de l'outil, etc., sont planifiés et programmés avec soin par les ingénieurs en fonction des propriétés des matériaux, de la tolérance requise, de l'état de surface et des capacités de la machine-outil. La fonction principale du logiciel de FAO est de traduire une géométrie et des usinages 3D complexes en une série d'instructions précises - le G-code qui Machines CNC peut utiliser pour effectuer les opérations.
Importance : La qualité de la programmation affectera directement l’efficacité, la précision et la qualité de la pièce finie. Une bonne programmation peut économiser les trajectoires d'outils, éliminer les déplacements inutiles, éliminer les collisions, maximiser l'utilisation des matériaux et atteindre les tolérances et les états de surface de la conception.
Le serrage : une base solide
Processus : L'opérateur place ensuite la pièce métallique solide (par exemple, une billette) sur une table ou un mandrin d'un Machine CNC (qui est le plus souvent un fraiseuse ou tour). Cela impliquera l'utilisation de dispositifs spéciaux (par exemple, mandrins, étaux, pinces, gabarits spéciaux, etc.) pour maintenir la billette sécurisée et stable afin d'empêcher la billette de vibrer ou de bouger en raison du choc ou de la contrainte des forces de coupe à grande vitesse.
Points clés : Un positionnement précis et un serrage rigide sont tous deux importants. Même un léger mauvais placement ou un relâchement du serrage entraînera directement une erreur d'usinage ou même un gaspillage de pièces. Le système de serrage doit être spécifiquement conçu pour fournir de la rigidité et permettre l'accès de l'outil à toutes les surfaces à usiner.
Découpe : « Sculpture numérique » de précision »
Processus : C’est le maillon central de l’usinage CNC. Le système de contrôle de la machine-outil lit et exécute les instructions du code G. La broche fait tourner l'outil sélectionné (par exemple, fraises en bout, forets, outils de tournage, etc.) à grande vitesse.
Dans le même temps, le servomoteur de la machine-outil entraîne avec précision l'outil et/ou la table pour qu'il se déplace le long des axes X, Y, Z et autres, en suivant la trajectoire programmée. Le bord tranchant de l'outil entre en contact avec le flan métallique, coupant couche par couche, éliminant continuellement les matériaux indésirables. Le liquide de refroidissement est généralement utilisé pour rincer les copeaux, réduire la température de la zone de coupe et lubrifier l'outil, prolongeant ainsi la durée de vie de l'outil et améliorant la qualité de la surface.
Usinage multi-axes :
3 axes : forme la plus basique, l'outil peut se déplacer sur trois axes linéaires, X, Y et Z. Convient à l'usinage de pièces aux formes relativement simples et aux caractéristiques principales situées sur le dessus et les côtés (telles que des pièces en plaque, des cavités simples).
4 axes : Un axe de rotation est ajouté sur la base de 3 axes (tournant généralement autour de l'axe X ou de l'axe Y, appelé axe A ou axe B). Permettre à la pièce de tourner, de sorte que l'outil puisse traiter le côté et une partie de la surface non verticale de la pièce, réduisant ainsi le nombre de temps de serrage (comme l'usinage de rainures de forme spéciale et de lettrages sur des cylindres).
5 axes : Deux axes de rotation sont ajoutés sur la base de 3 axes linéaires (X, Y, Z) (les plus courants sont l'axe A autour de l'axe X et l'axe B autour de l'axe Y, ou l'axe C autour de l'axe Z plus un axe de rotation). L'outil peut s'approcher de la surface de la pièce dans n'importe quelle direction, et des surfaces courbes extrêmement complexes, des cavités profondes et des caractéristiques de contre-dépouille (telles que des turbines, des culasses de moteur et des cavités de moule de précision) peuvent être traitées en un seul serrage, améliorant considérablement la capacité de traitement et la précision des pièces complexes.
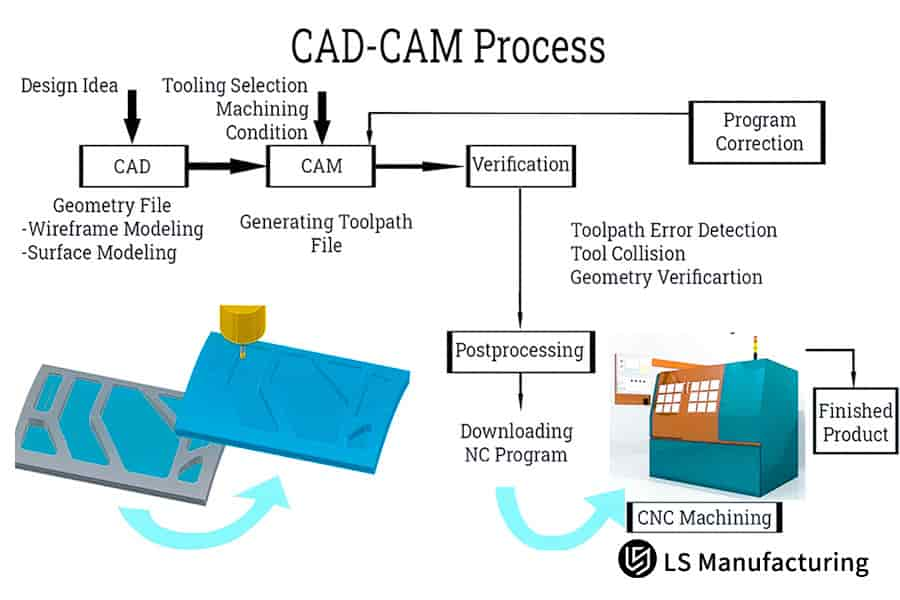
Figure 2 : Diagramme de processus pour citer la production de composants usinés spécialisés par LS Manufacturing
Post-traitement : finition et assurance qualité
Processus : Les pièces après découpe (généralement appelées « pièces usinées ») ne sont généralement pas les produits finaux. Il peut présenter des bavures pointues (bavures), des marques d'outils spécifiques ou nécessiter des propriétés de surface et une protection spécifiques.
Opérations courantes :
- Ébavurage : élimine manuellement ou automatiquement les bavures pointues générées par les arêtes de coupe pour garantir la sécurité et l'assemblage ultérieur.
- Sablage/polissage : Améliore la finition de surface et obtient un effet mat ou brillant uniforme.
- Anodisation (principalement pour les pièces en aluminium) : forme un film d'oxyde dur et résistant à la corrosion sur la surface et peut être teint pour améliorer l'esthétique et la résistance à l'usure. D'autres traitements de surface incluent la galvanoplastie, la pulvérisation, etc.
- Mesure et inspection : à l'aide d'outils tels que des pieds à coulisse, des micromètres, des jauges de hauteur, des machines à mesurer tridimensionnelles (MMT), etc., nous vérifions strictement les dimensions critiques, les tolérances géométriques (telles que la planéité, l'arrondi, la position) et la rugosité de surface des pièces pour garantir qu'elles sont entièrement conformes aux dessins de conception et aux spécifications techniques. C'est la dernière étape du contrôle qualité.
Quelle est la différence entre la fabrication de tôles et l’usinage CNC ?
Maintenant que nous comprenons le fonctionnement des deux processus, comparons-les directement sur les dimensions qui intéressent le plus les ingénieurs.
| Dimension de comparaison | Fabrication de tôles | Usinage CNC | Commentaires d'experts |
|---|---|---|---|
| Tolérance de précision | Généralement ±0,2 mm ou plus. Fortement affectée par le rebond du matériau, l'usure du moule, la déformation du soudage, etc., la haute précision nécessite un outillage complexe ou un traitement secondaire. | Généralement ±0,025 mm ou plus (niveau micrométrique). L'équipement a une haute précision et peut réaliser de manière stable un usinage de précision d'éléments complexes. | "Ajustement des roulements, assemblage de précision, exigences complexes en matière de tolérance de surface ? La CNC est un choix fiable. La tôle nécessite des processus supplémentaires pour garantir la précision." |
| Structure des coûts | Faible coût des matières premières et taux d’utilisation élevé des matériaux (moins de déchets). Pièce unique/petit lot : Coût élevé du moule/outillage, coût unitaire élevé après amortissement. Grand lot : le coût du moule est dilué et le coût unitaire est très compétitif. | Coût élevé des matières premières (morceau entier de matériau), faible taux d'utilisation des matériaux (copeaux de déchets). Pièce unique/petit lot : coût de démarrage relativement faible (la programmation suffit), aucun frais de moulage n'est requis. Lots volumineux : le coût augmente linéairement avec le temps de traitement et il y a un manque d’économies d’échelle. | "Prototype/petit lot ? La CNC est plus flexible et plus économique. Grand lot de pièces simples ? Les coûts de tôlerie sont écrasants. Les pièces complexes en grands lots nécessitent une évaluation complète." |
| Vitesse de production (délai de livraison) | Pièces simples (telles que plaques plates, coudes simples) : Extrêmement rapides (quelques minutes), surtout lorsqu'il s'agit de moules prêts à l'emploi. Pièces complexes/soudage et assemblage requis : De nombreux processus (découpe, poinçonnage, pliage, soudage, surfaçage) et la durée totale du cycle sont considérablement allongées. | Le temps de traitement est généralement plus long (heures voire jours/pièce). Les formes 3D complexes, les cavités profondes et les détails fins augmentent considérablement le temps de traitement. L’équipement multi-axes peut améliorer l’efficacité mais reste plus lent qu’une simple tôlerie. | "1 000 supports simples ? La tôlerie peut être réalisée en une journée. Une boîte/coque complexe ? La CNC peut prendre plusieurs jours. Les exigences de vitesse sont au cœur des considérations !" |
| Degrés de liberté géométriques | Limité. S'appuie principalement sur le contour 2D + pliage/formage + soudage/connexion. Il est difficile de réaliser des surfaces complexes, des cavités profondes, des cavités fermées ou des éléments 3D fins intégrés. | Très élevé. Presque toutes les formes 3D concevables peuvent être créées, y compris les surfaces complexes, les cavités profondes, les structures creuses, les textures fines et les pièces intégrées (sans points de connexion). | "Un design comme l'origami ou un assemblage ? La tôle est réalisable. Un design comme une sculpture ou avec une structure interne complexe ? La CNC est la seule solution." |
| Résistance et caractéristiques du matériau | Il y a un écrouissage aux coins et la résistance locale peut être améliorée, mais des contraintes résiduelles peuvent également être introduites. Les points de soudure/connexion sont des maillons faibles potentiels, affectant la résistance globale et l’étanchéité. L'épaisseur du matériau est relativement uniforme. | Les pièces sont traitées à partir d'un morceau entier de matériau, en conservant la structure de treillis uniforme et les performances d'origine (résistance, ténacité, conductivité thermique, etc.) du matériau. Bonne intégrité, pas de zone de connexion faible, adaptée aux exigences d'intégrité élevées. |
"Des contraintes élevées, une fatigue élevée, une étanchéité élevée ou des exigences d'intégrité strictes ? Les pièces moulées CNC d'une seule pièce sont généralement plus fiables. La tôle doit être manipulée avec soin aux points de connexion." |
| Scénarios d'application typiques | Châssis, armoires, consoles, coques, châssis, conduits de ventilation, capotages en tôle, pièces de structure simples. | Pièces de précision, moules, montages, pièces de moteur/transmission, coques complexes, pièces de dispositifs médicaux, prototypes, œuvres d'art. | « La fonction détermine la forme, et la forme détermine le processus. Clarifier les exigences fondamentales des pièces est la première étape dans le choix d'un processus ! |
Commentaires d'experts :
- La CNC est le meilleur choix pour la précision : la CNC est le premier choix lorsqu'il existe des exigences strictes en matière de tolérances au niveau du micron et d'adaptation de précision complexe.
- La rentabilité dépend de la taille du lot :
- Petit lot/prototype : la CNC démarre rapidement, ne nécessite aucun frais de moulage et est généralement plus rentable.
- Grands lots de pièces simples : la tôle présente un énorme avantage en termes de coûts en raison de son utilisation extrêmement élevée de matériaux et de son emboutissage/pliage rapide.
- Lot important de pièces complexes : une comptabilité analytique détaillée est requise ( Traitement CNC temps par rapport aux processus multiples de tôlerie + coûts de moule).
- La demande de vitesse détermine le résultat :
- Pièces simples et massives : la vitesse de tôlerie (en particulier d’emboutissage) est inégalée.
- Pièce unique complexe/petit lot : la CNC est relativement rapide (par rapport à l'attente de l'ouverture du moule), mais le traitement lui-même prend du temps.
- La complexité géométrique constitue un tournant décisif : les formes 3D complexes, les cavités profondes et les structures intégrées sont le domaine absolu de la CNC ; la tôle est bonne pour les géométries "extensibles" composées de plans + coudes.
- Considérations relatives à l'intégrité structurelle : Moulage CNC monobloc offre une protection plus fiable pour les pièces porteuses clés avec des exigences élevées en matière de résistance globale, de durée de vie à la fatigue et d'étanchéité sans fuite ; la tôle nécessite une attention particulière à la conception et à la qualité des points de connexion.
- Commencez par la demande : le cœur de la sélection du processus est toujours constitué par les exigences fonctionnelles, les exigences de performances (précision/résistance), la complexité géométrique, le budget et la quantité de pièces. Ce tableau constitue la base essentielle pour prendre des décisions judicieuses dans ces dimensions.
Ce tableau met clairement en évidence les différences essentielles et les avantages respectifs des deux procédés dans plusieurs dimensions essentielles qui préoccupent le plus les ingénieurs (coût, vitesse, précision, capacité, résistance), et est complété par des commentaires d'experts pour indiquer les principales considérations de sélection.
Analyse de cas pratique : un parcours vers l'optimisation des coûts pour un boîtier de contrôleur industriel
Contexte et besoins du client : Une entreprise leader dans le domaine de l'automatisation a conçu un nouveau contrôleur PLC industriel qui nécessitait une protection robuste. Le plan initial était d'utiliser une pièce entière d'alliage d'aluminium 6061 (usinage CNC) pour fabriquer le boîtier, et a demandé un devis à LS.
Défi initial : Selon la conception du client (fraisage d'une pièce entière d'aluminium), nous avons estimé le Coût d'usinage CNC soit 180 $/pièce. Même si cette solution répondait aux exigences, nous avons réalisé que ce n’était pas la solution la plus rentable.
Création de valeur proactive de LS : Grâce à notre profonde expérience dans les processus de fabrication métallique, nous avons contacté le client de manière proactive pour discuter de l'optimisation de la conception. Nous avons fait une suggestion clé : transformer la conception de solutions « usinage CNC complet » vers des solutions « processus de tôlerie ».
Noyau de la nouvelle solution : sélectionnez une tôle en alliage d'aluminium 5052 de 3 mm.
Processus de fabrication : découpage de précision au laser → formage par pliage de précision → renforcement par soudage des pièces clés → meulage des soudures nécessaire.
Réalisations et valeur : Le client a adopté avec plaisir notre proposition de tôlerie. Le devis de la solution optimisée n’était que de 45 $/pièce.
Principaux avantages : réduction des coûts de 75 % ! Des économies significatives ont été réalisées tout en garantissant la résistance, le niveau de protection et la fonction requis du produit.
Proposition de valeur de LS : Ce cas démontre clairement les principaux avantages de LS : nous sommes non seulement votre exécuteur de fabrication fiable, mais également votre consultant de confiance en matière de processus de fabrication et votre partenaire d'optimisation des coûts. Nous utilisons activement nos connaissances professionnelles pour revoir la conception (Design for Manufacturing, DFM) et trouver des voies de processus plus efficaces et plus économiques (comme le remplacement de la CNC par de la tôle dans ce cas), apportant ainsi de réels avantages concurrentiels aux clients.
Choisir LS , vous obtenez non seulement un fournisseur, mais également un partenaire stratégique qui s'engage à utiliser ses connaissances professionnelles en matière de fabrication pour réduire activement les coûts et augmenter l'efficacité pour vous. Nous sommes impatients d’utiliser la même perspective professionnelle pour créer de la valeur pour votre prochain projet !

Figure 3 : Pièces usinées CNC personnalisées exposées pour les services en ligne de LS Manufacturing
FAQ - Questions et réponses rapides sur la tôle et l'usinage
1. La tôle est-elle toujours moins chère que l’usinage CNC ?
Pas nécessairement. La tôle est généralement moins chère lorsqu'elle est à paroi mince (<6 mm), de structure simple et peut être estampée/pliée en raison de sa forte utilisation de matériaux et de sa vitesse de production rapide. Cependant, les pièces usinées CNC peuvent être plus économiques lorsqu'il s'agit de formes tridimensionnelles complexes, de matériaux épais (> 10 mm) ou de cavités de haute précision. Le coût final dépend de la complexité de la conception, de la taille du lot, de l’épaisseur du matériau et des exigences de tolérance, et doit être évalué au cas par cas.
2. Qu'est-ce que « l'usinage de tôle » ? Ce terme est-il problématique ?
« L'usinage de tôles » est un terme courant dans l'industrie qui fait référence aux processus de formage à froid tels que la découpe, le poinçonnage, le pliage et le soudage de tôles (généralement de 0,5 à 6 mm d'épaisseur). Bien que le terme « usinage » inclut largement la CNC, il fait spécifiquement référence au processus de déformation plastique des feuilles, qui est essentiellement différent du traitement mécanique (découpe pour enlever de la matière). Bien que le terme ne soit pas absolument rigoureux, il permet de le distinguer avec précision du moulage, du forgeage ou de l'usinage.
3. Comment choisir le bon matériau pour mon design ?
Tout d'abord, clarifiez les exigences fonctionnelles : choisissez l'acier à haute résistance (tel que le SPCC) pour la portance, l'acier inoxydable (304/316) ou l'aluminium (5052) pour la résistance à la corrosion, et l'aluminium (6061) ou l'alliage de magnésium pour la légèreté. Secondly, look at the process: complex bending requires materials with good ductility (avoid hard aluminum), and welding prefers low-carbon steel/stainless steel. Finally, evaluate the cost and environment: use cold-rolled steel for ordinary parts, and galvanized steel for outdoor parts, balancing budget and life requirements.
Résumé
The key difference between sheet metal manufacturing and CNC machining lies in their core process objects and target forms: sheet metal manufacturing focuses on cutting, bending, stamping, connecting and other operations on metal sheets. The core is to efficiently produce thin-walled, box-shaped and shell-like parts through deformation; while CNC machining (mainly milling and tournant ) uses rotating tools to cut and remove solid block materials (metal, plastic, etc.), and is good at manufacturing three-dimensional parts with complex three-dimensional shapes, precision features and high dimensional accuracy. Although the two are often used in conjunction, they are essentially complementary processes. The choice depends on the geometric characteristics, material thickness and production requirements of the required parts - sheet metal is preferred for thin-walled structures, while three-dimensional complex precision parts rely on CNC machining.
"Are you still hesitating about whether your parts should be sheet metal or CNC machined? Don't guess anymore. At LS, we have top-notch equipment and senior engineers for both processes. Upload your CAD file now, our online platform will not only provide you with instant CNC machining quotes , but our engineers will also proactively evaluate the possibility of using sheet metal processes for you to find the most economical and efficient manufacturing path for you!"

📞Tél : +86 185 6675 9667
📧E-mail : info@longshengmfg.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur l'usinage CNC de haute précision, Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


