
Os serviços de ferramentas de moldagem por injeção de PC abordam a questão crucial da micro-ondulação da superfície , responsável por não atender aos padrões de rugosidade Ra de 0,02 μm e pela tensão interna, que leva ao problema de distorção por tensão e trincas em peças de alta transparência após a montagem. Os fornecedores convencionais não possuem dureza de aço suficiente, apresentam pontos de injeção com pontas afiadas que resultam em enormes tensões de cisalhamento e não conseguem controlar as temperaturas dinâmicas do molde entre 80 °C e 100 °C .
A LS Manufacturing é uma das principais fornecedoras mundiais de moldes personalizados para policarbonato, utilizando um procedimento consagrado e comprovado por meio de extensos testes em peças ópticas: aço tratado termicamente e desgaseificado, lapidação com pasta de diamante e acabamento com grão 6000 , e redesenho do sistema de injeção tipo leque/asa. Isso significa que, conosco, você terá acesso direto às especificações técnicas necessárias para garantir a eliminação de problemas de recozimento sob tensão e rendimentos de ≥98% .

Serviços de ferramentas de moldagem por injeção de PC: Guia de polimento e clareza
| Fator Crítico | Ferramentas e Soluções de Processo | Resultado Óptico |
| Pureza do aço para moldes | Pureza do aço ferramenta, como por exemplo, utilizando aço ferramenta refundido a vácuo (Stavax ESR) , para remover inclusões. | Ajuda a evitar falhas subsuperficiais que resultam em pontos de tensão visíveis ou embaçamento. |
| Técnica de polimento | Polimento com diamantes, progredindo por etapas específicas até se obter o polimento com pasta de diamante de 1 μm . | Garante a obtenção de um Ra real e confiável de 0,02 μm (SPI A1) . |
| Estratégia de Ventilação | Ventilação com aberturas cortadas a laser em aço poroso nas últimas partes preenchidas. | Evita marcas de queimadura e linhas de fluxo que dispersam a luz e deixam as peças ópticas embaçadas. |
| Projeto de portão | Projetar comportas de precisão ou submersas que minimizem o estresse. | Controla o alinhamento molecular para evitar a birrefringência causada pelo estresse. |
| Controle de temperatura | Controle preciso de temperatura ( ±1°C ) para moldes que utilizam água ou óleo. | Auxilia na garantia do fluxo e resfriamento precisos do material das ferramentas de moldagem por injeção , o que é importante para a estabilidade dimensional. |
Principais conclusões:
- O aço é a base: Para obter clareza, é necessário usar aço para moldes ultralimpo e homogêneo . O aço para moldes comum contém contaminantes que levam a defeitos visuais.
- Polimento é um processo, não uma questão de grão: alcançar a classificação SPI A1 exige um procedimento de polimento diamantado muito rigoroso, em vez de um número de grão final elevado .
- A ventilação é uma característica óptica: para que as peças sejam cristalinas , a ventilação deve ser projetada com precisão para expelir o ar sem criar uma linha de transição visível. O uso de aço poroso pode ser necessário.
- O controle do processo é imprescindível: mesmo com um molde ideal, pequenas variações na temperatura do material fundido e do molde podem causar tensões. O controle térmico é fundamental para manter a transparência óptica.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem inúmeros guias sobre como usar policarbonato. Mas este é único. Ele foi desenvolvido pelos próprios ferramenteiros da LS Manufacturing, especialistas em projetar moldes que compensam a alta viscosidade e a tensão inerentes ao processamento do PC . Nossas técnicas de projeto de moldes são baseadas na experiência de trabalho com as diretrizes da Semiconductor Equipment and Materials International (SEMI) , que limitam rigorosamente a formação de partículas e a liberação de gases.
Ao projetar nossas ferramentas para componentes de PC destinados a condições operacionais severas, utilizamos materiais retardantes de chamas para encapsular dispositivos eletrônicos a bordo de aeronaves, componentes esterilizáveis em instrumentos cirúrgicos e lentes de alta transparência óptica em aplicações automotivas. A qualificação e a confiabilidade dos componentes projetados para esses ambientes severos são baseadas nas diretrizes da Association Connecting Electronics Industries (IPC) para montagem de eletrônicos.
Nosso conhecimento técnico vem da nossa experiência em reparar núcleos de moldes de policarbonato trincados e eliminar deformações. Conhecemos a temperatura ideal do canal quente (80±2°C) para resina amorfa, o acabamento superficial do molde para garantir a transmitância de luz desejada e o projeto de resfriamento do molde para evitar tensões residuais que podem levar a trincas por tensão ambiental. Compartilharemos essas informações com você para ajudá-lo a projetar um molde de policarbonato eficiente que não trinque ou falhe devido à sua baixa transparência óptica. Isso garante que você receba um molde de policarbonato eficiente que opere perfeitamente, sem risco de fissuras pós-moldagem.
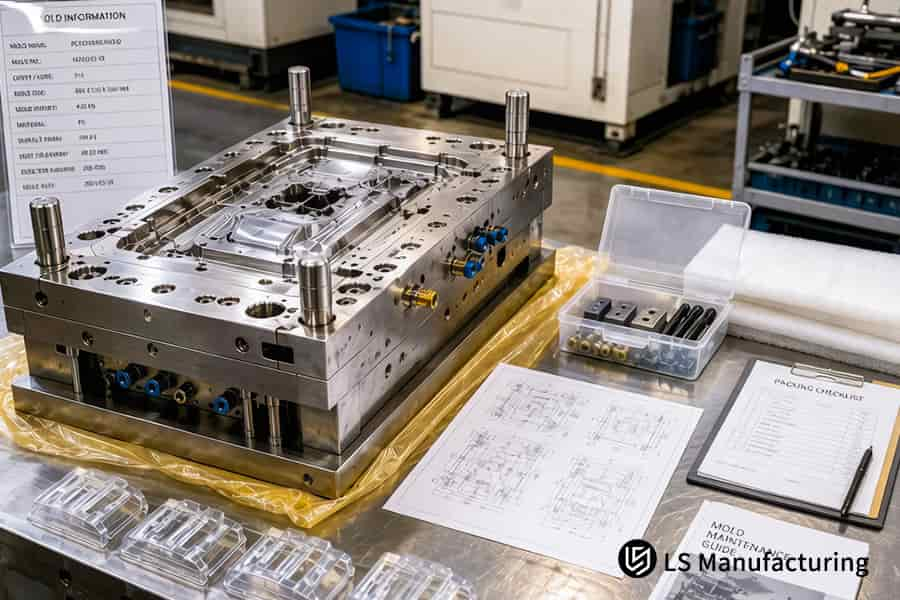
Figura 1: Uma ferramenta de polimento alisa a cavidade de um molde de aço-liga para a produção de ferramentas de moldagem de PC de alta precisão.
Por que as ferramentas padrão não conseguem atingir os padrões de polimento de moldes de injeção com rugosidade Ra 0,02?
As ferramentas de injeção padrão não conseguem produzir moldes de injeção com polimento Ra 0,02, pois os aços comuns são feitos de materiais com poros que colapsam quando a ferramenta passa pelo processo de polimento superespelhado, resultando em dispersão da luz devido à formação de cavidades. No caso de serviços de ferramentas de moldagem por injeção de PC , a implicação é clara em termos de peças descartadas e taxa de refugo incerta. Esse conhecimento torna-se muito importante ao considerar qualquer projeto de ferramentas de moldagem por injeção personalizadas que envolva transparência na primeira injeção.
| Aspecto | Ferramentas padrão | Necessário para Ra 0,02 |
| Pureza do aço | Aço de baixa pureza com microporos | S136/8407 desmagnetizado a vácuo, sem inclusões. |
| Dureza | ≤48 HRC , suscetível a deformação superficial | Muito duro, 52-54 HRC, resistente à força de polimento e à tração de grãos. |
| Método de polimento | Polimento em uma única passada com pasta de diamante fina ( ≤3000 mesh ) | Lapidação mecânica e manual em múltiplos estágios usando diamante de 6000 mesh. |
| rugosidade superficial alcançável | Textura áspera de casca de laranja, Ra ≥0,05 mícron | Polimento espelhado fino, Ra 0,012 – 0,025 mícrons |
Ao insistir em aço desgaseificado a vácuo com dureza de 52-54 HRC e polimento em múltiplos estágios com grão 6000, você obterá ausência de porosidade e acabamentos espelhados, eliminando imperfeições de dispersão de luz para os requisitos ópticos da primeira injeção. De fato, esse conhecimento constitui a definição de ferramentas de moldagem de PC de alta precisão e ferramentas de moldagem por injeção de grau óptico ; representa o caminho infalível para alcançar um resultado consistente de Ra 0,02 .

Como um fabricante especializado em moldes personalizados para policarbonato pode eliminar permanentemente a distorção por tensão?
Para eliminar permanentemente o efeito de distorção por tensão, é necessário redesenhar a forma como o policarbonato fundido flui para a cavidade . Polímeros fundidos de alta viscosidade, quando submetidos a restrições no ponto de injeção, sofrem altas taxas de cisalhamento que esticam os polímeros ao longo da parede, formando uma orientação molecular que resulta em estrias iridescentes ou fraturas frágeis. Um fabricante de moldes de policarbonato sob medida resolve esse problema substituindo os pontos de injeção convencionais por pontos de injeção em leque ou fenda, garantindo uma distribuição uniforme do material fundido por toda a cavidade.
Reforma da Geometria dos Portões
Os canais de injeção em leque ou ranhura podem alcançar uma redução de mais de 55% na taxa de cisalhamento máxima em comparação com os canais de injeção tradicionais com pinos, de acordo com a análise da Moldflow em mais de 30 iterações de grau óptico. Este serviço de ferramental para solução de desfocagem de tensão garante orientação molecular mínima na zona de injeção, eliminando ciclos de recozimento dispendiosos e nenhuma fissura residual de tensão após a montagem.
Uniformidade do fluxo de fusão
As seções maiores dos canais de injeção reduzem a pressão de injeção em 15 a 20% . Consequentemente, obtém-se um processo de preenchimento mais estável, sem a formação de camadas congeladas que poderiam corrigir problemas de alinhamento induzidos pelo fluxo. Portanto, suas lentes e guias de luz terão um índice de refração uniforme em testes de polarização e passarão na inspeção óptica sem a necessidade de refazer a produção. O efeito é reproduzível quando realizado com ferramentas de moldagem por injeção de precisão e geometria de cavidade exata.
Prevenção da degradação de materiais
Como resultado da remoção dos picos de taxa de cisalhamento local nos pontos de injeção, a massa fundida permanece na faixa ideal entre 280 e 320 °C . Consequentemente, o PC mantém seu peso molecular natural e não amarela nem forma bolhas. A homogeneidade óptica é garantida pelo uso de moldes especiais para moldagem por injeção com aço desgaseificado e dureza base de 52–54 HRC .
Com essa combinação de melhorias no fluxo de injeção e no caminho de fusão, o retrabalho pós-moldagem será praticamente eliminado, proporcionando a flexibilidade de dispensar fornos de recozimento e economizando várias semanas em prazos de entrega. O rendimento na primeira passagem para componentes ópticos complexos geralmente ultrapassa 93% . Isso é o que um fornecedor de soluções de ferramentas de moldagem de PC oferece quando o processo de roteamento de fluxo é combinado com ferramentas avançadas de moldagem por injeção .
Quais configurações de molde e temperatura de fusão maximizam a clareza óptica em peças de PC?
A temperatura do molde afeta significativamente a transparência da resina de policarbonato, visto que o uso de moldes convencionais com água gelada cria marcas de fluxo e congela a orientação das moléculas. O controle térmico ajuda a retardar a solidificação do material e permite o relaxamento das cadeias moleculares, resultando em uma aparência mais transparente. Esses parâmetros são oferecidos como parte dos nossos serviços de moldes para injeção de policarbonato .
Controle de temperatura do molde
- Faixa de temperatura de ajuste: 80–100 °C (em comparação com o padrão de 40–60 °C ).
- Efeito: reação tardia de 3 a 5 segundos na camada da pele.
- Você ganha: Sem marcas de fluxo, sem birrefringência.
- Facilitador: Ferramentas industriais de moldagem por injeção com transferência de calor otimizada.
Gradiente de temperatura de fusão
- Perfil do cilindro: extremidade traseira a 290 °C até o bocal a 330 °C .
- Efeito: Baixa viscosidade de fusão sem quebra do material.
- Você ganha: Eliminação do aquecimento induzido pelo cisalhamento e das zonas de tensão.
- Facilitador: Ferramentas de moldagem por injeção com tolerâncias rigorosas para zoneamento preciso do cilindro.
Uniformidade da taxa de resfriamento
- Projeto do canal: diferença de temperatura na cavidade ≤5°C .
- Efeito: Sem desequilíbrio de encolhimento.
- Você obtém: o mesmo índice de refração em todas as áreas.
- Facilitador: Ferramentas de moldagem por injeção multicavidades com circuitos de refrigeração distribuídos uniformemente.
Com esses fatores térmicos, você obtém uma transmissão de 89% a 92% e nenhum problema de birrefringência. Não há necessidade de recozimento e você obtém rendimentos na primeira passagem superiores a 91% . Isso representa ferramentas de moldagem de PC de alta precisão, possibilitadas por ferramentas de moldagem por injeção que garantem transparência uniforme em todas as cavidades. Para garantir essa transparência em seus componentes de PC, entre em contato com nossa equipe de ferramentas para discutir seu projeto e obter um processo de moldagem validado e um orçamento formal.

Figura 2: Múltiplas cavidades de aço para um molde de injeção de PC são montadas para um fabricante de ferramentas de moldes de PC personalizados.
Por que a secagem do material de pré-moldagem abaixo de 0,02% de umidade é crucial para o ciclo de vida de ferramentas de alta qualidade?
O nível de umidade não deve exceder 0,02% , pois qualquer umidade residual sofrerá hidrólise violenta a 300 °C , com a formação de bolhas internas e estrias prateadas, além da emissão de gás ácido que ataca as superfícies polidas das cavidades do molde. Dessa forma, seus moldes de injeção óptica de policarbonato permanecerão intactos, sem a necessidade de reparos frequentes ou descarte. O fornecedor de ferramentas para moldes de injeção de policarbonato deve garantir condições de secagem rigorosas, respaldadas por ferramentas padronizadas.
| Aspecto | Secagem inadequada (umidade ≥0,05%) | Controle crítico (≤0,02% de umidade) |
| Reação de hidrólise | Violento a 300 °C , resultando em bolhas de gás e estrias prateadas. | Reação ausente, gás não produzido |
| Liberação de subprodutos ácidos | Grava aço polido em poucas centenas de disparos. | Não há corrosão química na superfície da cavidade. |
| Qualidade óptica parcial | Óptica prejudicada por bolhas, névoa e opacidade. | Óptica perfeita com taxa de transmissão de 89-92%. |
| integridade da superfície do molde | Sinais de corrosão por pites e microcorrosão após 500-800 disparos. | Preservação da superfície do espelho mesmo após 50.000 ciclos, graças à experiência do fabricante de moldes de policarbonato personalizados. |
A secagem da resina de PC a 120 °C por mais de quatro horas em secadores desumidificadores retém a umidade abaixo de 0,02% , eliminando defeitos relacionados à hidrólise e à corrosão ácida. Como vantagem, você terá peças ópticas sem bolhas, estabilidade na transmissão óptica e maior vida útil da cavidade do molde , superior a 50.000 ciclos . Essa prática de gestão de materiais garantirá a segurança dos seus investimentos em produção, além de ferramentas de moldagem por injeção de alta qualidade .
Como os ângulos de inclinação especializados evitam a aderência do vácuo em cavidades de policarbonato ultra-polidas?
Cavidades de policarbonato ultrapolidas com Ra ≤ 0,02 µm resultam na formação de folga de ar zero, o que leva à aderência do vácuo e causa microarranhões ou esbranquiçamento nas peças. Para evitar esse problema, é necessário um projeto de molde de injeção e ferramentas de moldagem de policarbonato de alta precisão devido às superfícies espelhadas e ao efeito menisco. Uma solução para esse problema é o uso de ângulos de inclinação especiais e pinos extratores com assistência pneumática.
Por que os ângulos de inclinação padrão falham em superfícies ultrapolidas?
Um ângulo de saída padrão de 0,5 a 1° não funciona em policarbonato com acabamento espelhado devido à vedação precisa do menisco. A LS Manufacturing recomenda um ângulo de saída adicional de 1 a 3° para peças estéticas, permitindo uma separação fácil sem resistência ou necessidade de retrabalho. A redução resultante na força de ejeção ultrapassa 40% , aumentando significativamente o rendimento dos nossos serviços de moldagem por injeção de policarbonato . Agora você pode obter estabilidade instantânea do processo sem qualquer processamento secundário, garantindo a confiabilidade ideal das ferramentas de moldagem por injeção .
Ejeção assistida por ar: rompendo o vácuo no momento crítico.
As válvulas de assistência de ar personalizadas injetam ar comprimido ( +/-0,1 bar ) através de microporos no ponto de ejeção, rompendo assim a vedação a vácuo. O acabamento superficial obtido é ultrapolido, resultando em moldes livres de defeitos e 70% menos propensos a danos do que com extratores mecânicos. Nosso método é absolutamente essencial para quem se preocupa com o desempenho de moldes de injeção .
Projeto integrado para produção repetível com zero defeitos
Por meio da análise FEA (Fenômeno de Elementos Finitos), nossos engenheiros identificam a localização dos furos de assistência de ar que estão a uma distância de 0,5 mm entre si e que se tocarão após a inserção. Dessa forma, garantimos o mais alto nível de ejeção repetível e sem defeitos das peças, com refugo inferior a 0,5% , ao contrário da média da indústria, que é superior a 8%. Isso nos torna um fornecedor confiável de soluções de ferramentas para moldagem de PC (policarbonato) .
Ângulos de inclinação precisos e sistemas de assistência pneumática garantem que não haja aderência por vácuo, resultando em peças 100% perfeitas e maior vida útil das ferramentas. Nossa expertise garante que seus produtos de policarbonato de grau óptico tenham a melhor qualidade possível. Colabore conosco para alcançar seus melhores resultados na primeira tentativa.

Figura 3: O software de simulação computacional analisa o orçamento de ferramentas de moldagem por injeção para encontrar soluções para o desfoque de tensão.
Estudo de Caso: Como a LS Manufacturing Projetou uma Ferramenta para Lentes de Policarbonato de Grau Médico com 0% de Defeitos por Tensão
Um fabricante europeu de dispositivos médicos (OEM) teve que lidar com 42% de rejeição devido ao embaçamento por tensão na proteção de policarbonato (PC) de 4,5 mm para centrífugas. A peça foi rejeitada devido ao cisalhamento excessivo, causado pelo pino de injeção. Além disso, a temperatura instável da cavidade levou ao surgimento de trincas por tensão no teste com álcool. A LS Manufacturing projetou uma nova ferramenta com um pino de injeção em leque e aço S136 para eliminar completamente os defeitos.
Desafio do Cliente
O cliente projetou um escudo de centrífuga de qualidade óptica feito de policarbonato (PC) com espessura de parede de 4,5 mm , que exigia transmissão superior a 90% e tensão zero . As tensões de cisalhamento criadas pelo projeto do pino de injeção causaram a rejeição de 42% das peças devido ao embaçamento causado pela tensão, além de resultados insatisfatórios nos testes de resistência a álcool. Isso atrasou o processo de aprovação regulatória em 8 semanas , resultando em multas potenciais de até € 2 milhões. Eles precisavam de um fabricante de moldes de PC personalizados com ferramentas de moldagem por injeção padrão para resolver os problemas de cisalhamento e térmicos.
Solução de fabricação LS
Aprimoramos a cavidade para aço S136 de alta qualidade (54 HRC) e a finalizamos para Ra 0,015 μm , superando o padrão de polimento de moldes de injeção de Ra 0,02 . Redesenhamos o sistema de injeção tipo leque, substituindo o sistema tipo pino, para reduzir a tensão de cisalhamento em 65% . Utilizamos um sistema de aquecimento dinâmico a óleo para manter a temperatura da cavidade em 95 °C ± 1 °C . Na terceira fase de testes, um segundo circuito de circulação de óleo foi instalado para mitigar pontos quentes e exigir iterações no molde de injeção . O serviço de solução para desfoque de tensão resolveu diretamente os problemas.
Resultados e Valor
Os testes de polarização mostraram zero desfoque sob tensão em 10.000 peças , e o teste de imersão em álcool foi aprovado. A transmissão de luz atingiu 91,5% , acima da meta de 90% (ISO 11979-2). O rendimento aumentou de 58% para 99,8%, resultando em uma economia de US$ 380.000 em sucata e uma redução de 34% nos custos de fabricação. A produção começou três semanas antes do previsto, com as ferramentas de moldagem por injeção operando de forma estável em plena capacidade.
Este estudo de caso demonstra como a LS Manufacturing transforma uma ferramenta de moldagem por injeção de lentes de policarbonato (PC) problemática em uma ferramenta com zero defeitos . Ao focarmos na resolução simultânea de problemas de cisalhamento, homogeneidade térmica e acabamento superficial, alcançamos um rendimento de 99,8% , uma transmissão de 91,5% e a liberação antecipada da sua ferramenta. Com as soluções de ferramentas de moldagem por injeção da LS Manufacturing, seus desafios de engenharia óptica se transformam em histórias de sucesso rotineiras na fabricação.
Obtenha 0% de tensão e 91,5% de transmissão de luz com ferramentas de moldagem por injeção de precisão. Para validar uma solução para sua lente, agende uma avaliação de ferramentas para um processo comprovado em produção e receba um orçamento.

Quais variáveis críticas determinam a precisão do seu orçamento para ferramentas de moldagem por injeção de PC?
A precisão do orçamento para moldes de injeção depende da qualidade do aço, do processo de resfriamento conformal e do polimento em múltiplos estágios. Sem considerar esses fatores, os orçamentos podem apresentar uma imprecisão de 30 a 50% . Um modelo de custo preciso mostrará como seu dinheiro está sendo investido e permitirá que você obtenha preços justos sem comprometer a tolerância de Ra = 0,02 . Isso lhe dará confiança para negociar, sabendo que cada centavo investido contribui para uma etapa do processo, conforme listado abaixo:
| Custo variável | Abordagem típica da indústria | Impacto na precisão do orçamento |
| Seleção de aço | Utiliza o aço padrão 2311 sem critérios de pureza transparentes. | Um polimento inconsistente aumenta o custo em 15 a 25%. |
| Design do canal de resfriamento | Perfuração em linha reta; sem nenhum projeto. | Tempo de ciclo +20% ; vida útil do molde -30% |
| Processo de polimento | Polimento em apenas uma etapa; sem critério Ra. | Os defeitos resultam em um aumento de 18% no volume de sucata. |
| transições de espessura da parede | Variações rápidas; sem análise de fluxo. | Pressão +35%; aumento na taxa de desgaste da ferramenta |
| Base de cotação | Estimativa baseada em critério de ponderação | Ignora de 40 a 60% do conteúdo; pedidos de alteração seguem abaixo. |
| Validação do processo | Ausência de DFM (Design for Manufacturing) no início; a escolha de um fornecedor inadequado de moldes de injeção de PC resulta em 25% de retrabalho. | Prazo de entrega de 4 a 6 semanas |
| Suporte de engenharia | Correções posteriores para a ferramenta | Alterações de última hora custam três vezes mais. |
Insista na exigência de certificação do aço, verificação do resfriamento conformal e polimento em etapas para economizar até 22% no custo total da ferramenta. Você pode contar com um fornecedor profissional de soluções de ferramentas para moldagem por injeção de PC para fornecer dados sobre ferramentas de moldagem por injeção . Graças a ferramentas de moldagem por injeção confiáveis , você transforma a incerteza de custos em um ativo. Você não precisa mais fazer suposições sobre o seu orçamento.
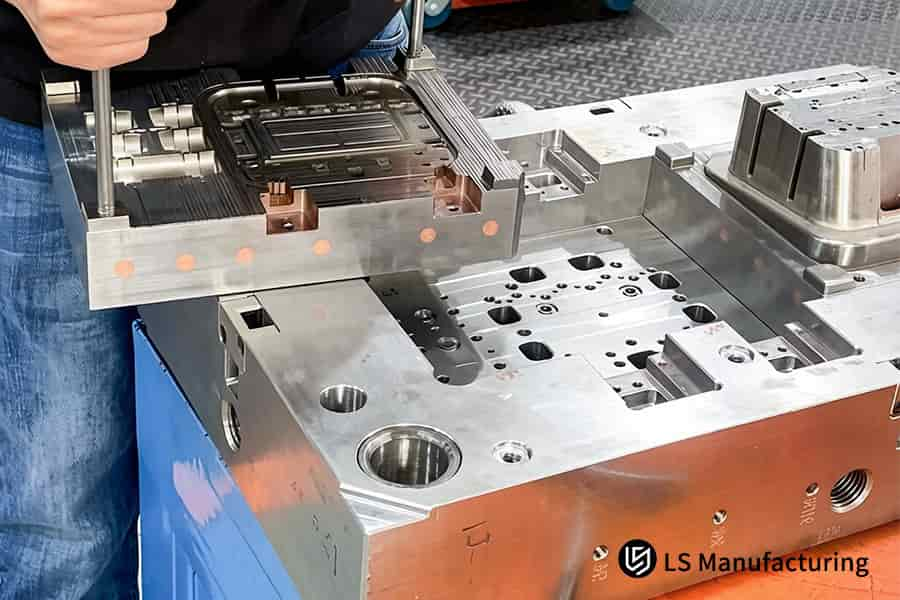
Figura 4: Uma base de molde de precisão em aço D2 é posicionada no chão de fábrica da LS para ferramentas de moldagem de PC.
Perguntas frequentes
1. Qual é a classe exata do aço utilizado em um molde de injeção polido com Ra 0,02?
Utilizamos exclusivamente moldes de aço S136 ou 8407 desgaseificados a vácuo da mais alta qualidade. O aço deve ser temperado em toda a sua extensão até uma dureza de 52-54 HRC para garantir uma integridade estrutural consistente e prevenir qualquer sinal de micropitting durante o processo de polimento altamente abrasivo com pasta de diamante de grão 6000, assegurando um acabamento superficial ideal de Ra 0,02 μm .
2. Como verificar se a superfície do molde atingiu um acabamento espelhado SPI A-1?
Todas as cavidades de grau óptico são rigorosamente medidas quanto à rugosidade Ra usando metrologia sem contato com interferometria a laser de luz branca para verificar se a rugosidade média da superfície é ≤ 0,02 μm na área total da superfície crítica (requisito formalizado na cotação aprovada ) e um relatório de inspeção oficial atestando a conformidade com a norma SPI A-1 é fornecido antes do envio das ferramentas.
3. É possível eliminar o embaçamento causado por tensões através de processos de recozimento pós-moldagem?
Como demonstrado em nosso estudo de caso de lentes médicas, a conversão para um sistema de injeção em leque de baixo cisalhamento eliminou completamente o embaçamento por tensão em mais de 10.000 peças, sem qualquer recozimento secundário. O recozimento pós-moldagem até 120 °C pode minimizar a tensão residual geral, mas não é capaz de corrigir a névoa microscópica gerada pela orientação molecular no processo de enchimento. O embaçamento por tensão só é resolvido permanentemente por meio de um projeto de ferramental adequado , com engenharia de injeção em leque de baixo cisalhamento para fluxo laminar e sem orientação em cadeia.
4. Por que você recomenda o aquecimento a óleo em vez do resfriamento a água para serviços de ferramentas de PC?
Sugerimos o aquecimento com óleo pressurizado, pois proporciona condições de temperatura estáveis e uniformes entre 80 °C e 100 °C , bem acima da Tg dos materiais de PC. Dessa forma, o material não congela instantaneamente após a injeção na cavidade, o que evita a desalinhamento molecular, a tensão residual e a consequente birrefringência e deformação da peça.
5. Qual é o prazo de entrega típico para uma ferramenta de injeção de PC personalizada com qualidade óptica?
O prazo de entrega geralmente varia de 4 a 6 semanas devido à complexidade dos procedimentos necessários. Estes incluem usinagem de precisão, brunimento manual e polimento com diamante , além de um teste em escala real de uma amostra T1 e verificação óptica para validar se o molde funcionará de acordo com as especificações.
6. Como a espessura da peça afeta o risco de desfoque por tensão e marcas de afundamento?
Paredes mais espessas criam muito mais inércia térmica, resultando em contração irregular e resfriamento prolongado e diferencial. Isso aumenta consideravelmente os riscos de formação de marcas de afundamento e tensões internas. Superamos esse problema otimizando a proximidade dos canais de resfriamento, tornando o resfriamento uniforme e prevenindo os gradientes térmicos que resultam nos defeitos mencionados acima .
7. Vocês fornecem relatórios DFM padrão antes de fabricar moldes personalizados para policarbonato?
Sim, nossa empresa oferece relatórios gratuitos de análise DFM e Moldflow com cada orçamento técnico , o que ajuda a identificar possíveis locais de defeito, como linhas de solda, bolhas de ar e pontos de alta tensão de cisalhamento. Isso nos permite fazer as alterações necessárias no projeto antecipadamente, garantindo que suas ferramentas de moldagem por injeção produzam peças sem defeitos e com o máximo rendimento desde o início.
8. Qual é a quantidade mínima de encomenda (MOQ) para serviços de moldagem por injeção de PC?
Nossos serviços são adequados para qualquer projeto. Para pedidos menores, para fins de teste, dispomos de ferramentas de ponte que permitem iniciar a produção de peças com uma quantidade mínima de apenas 500 unidades . Por outro lado, também atendemos clientes de maior porte com moldes multicavidades em aço temperado, capazes de suportar mais de 1.000.000 ciclos.
Resumo
A obtenção de um acabamento espelhado ideal com Ra 0,02 em policarbonato de alta transparência exige um controle rigoroso da reologia do material, tratamento térmico a vácuo e polimento especializado — algo difícil de se alcançar com a moldagem por injeção convencional. É por meio do gerenciamento cuidadoso do tipo de aço utilizado, canais de injeção com temperatura controlada e ejeção pneumática que a LS Manufacturing oferece moldes de policarbonato altamente duráveis e isentos de manutenção para marcas líderes em dispositivos médicos, automóveis e displays, garantindo uma previsibilidade de rendimento superior a 99,8% .
Não deixe que seu projeto de precisão fique preso em tentativas e erros com fornecedores baratos. Envie-nos seus projetos de modelos 3D (STEP, IGES, SolidWorks) para uma análise de engenharia gratuita. Obtenha aqui uma análise de fluxo de moldagem DFM ; você receberá uma análise detalhada dos custos de ferramental e uma maneira proativa de prevenir defeitos, aprovada por nossos engenheiros-chefes em menos de 24 horas.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


